1. Introduction
Currently, helical milling is positioned as a good alternative to conventional drilling. In fact, the aerospace industry characterized by being at the forefront of technology seems to have found in this strategy an ally to improve the performance of drilling operations. This fact is reflected in research programs such as “Clean Sky” founded by the European Union for Horizon 2020, whose objectives include the development of innovative technologies to reduce the environmental impact of air transport and improve the sustainability of current manufacturing processes, being of great interest for this machining strategy [
1,
2].
In this context, the aerospace industry faces the challenge of digitizing production processes in factories using sensors and information systems to transform production processes and make them more efficient. The challenge of achieving industry 4.0 must include the added difficulty of the high qualities required of the elements and the use of difficult-to-machine material. This highlights the titanium alloy UNS R56400 commonly called Ti6Al4V, which due to its excellent relationship between mechanical properties/weight, and corrosion resistance stands out from other materials.
Many drilling techniques uses of cutting fluids to minimize the generations of typical hole defect, especially in this material. Cutting fluids have benefits such as lubrication and cooling of the machining process, reducing the coefficient of friction between the tool and the workpiece, and between the tool and the evacuated chip. In addition, they favour the evacuation of the heat in the cutting area, which contributes to removal of the generated chip and improves the tool life. However, the use of mineral-based cutting fluids, require special treatment once they have been used to eliminate the toxic component and comply with environmental legislation [
3]. The use of cutting fluid can reach a cost overrun of 16% to the machining process [
4]. For this reason, there is a worldline tendency to minimize or eliminate the use of traditional cutting fluid in machining operations, betting on techniques more committed to the environment. The current trend is to use dry or near-dry machining techniques for green manufacturing [
5,
6,
7].
The use of helical milling to obtain holes brings many advantages that were discussed in R. Pereira’s review [
8]. These include the flexibility that kinematics brings to the process, more efficiently chip removal, the use of external cooling, and the forces developed during machining in the axial axis are lower compared to conventional drilling, a relevant factor in the formation of burrs in metal alloys and delamination in composite materials [
9,
10].
Different researchers have addressed a large part of the typical defectology of the hole associated with this process. For example, D. Olvera compares two helical milling strategies and one drilling strategy, concluding that the best precision is obtained with helical although the diameters are always lower due to the flexibility of the tool; however, he does not find significant improvements in terms of surface quality [
11]. D.Sun compares conventional drilling with helical milling and concludes that helical milling improves surface quality and fatigue resistance [
12]. H. Wang studied the helical milling of Ti/CFRP stacks, finding an oversizing of the hole in CFRP and a reduction in the case of titanium [
13]. Hao Li observe the tool wear and its impact on the quality of the holes, finding a high quality of the holes until the end of the tool life; however, the frontal wear has a great impact on the burr exit [
14]. On the other hand, Q. Zhao compares conventional drilling and helical milling, studying tool wear and concluding that the tool’s life in helical milling is longer than in conventional drilling. In addition, it is found that helical milling produces compressive residual stresses [
15]. G. Urbicain compares conventional drilling with two other strategies (helical milling and contouring milling), obtaining greater diameter accuracy, less angular deviation and burr-free deviation in helical milling [
16]. E. Brinksmeier [
17] performs a mathematical decomposition of the movement carried out to facilitate its study, relating the material that is milled and the material drilled during an operation according to two independent parameters (hole and tool diameter), and defining a new “G” parameter, as the quotient between milled material and drilled, deducing that this ratio is independent of the axial velocity, as verified in Equation (1):
where
V1 and
V2 are the volumes of milled and drilled material respectively,
DB is the diameter of the hole and
Dw is the diameter of the tool. Another work found that for aluminium alloy, down milling and the use of MQL (minimum quantity of lubricant) produces higher burrs than in up and dry milling [
9]. X.D. Qin makes a comparison between conventional drilling and helical milling, concluding that the cutting forces in helical milling are about 1/5 of the forces in drilling, tool wear is improved, and all machining precision indicators are better in helical milling, especially burr formation [
18].
On the other hand, the properties shown by these elements when in service are influenced by the machining processes used, due to the impact on the surface integrity of the components. The concept of surface integrity includes both exterior and internal defects. The first can be microdefects where the concepts of surface quality and waviness are included, or macrodefects that include the concepts of shape. The internal defects are located in the sub-surface producing alterations that include microstructural transformations, heat-affected areas, hardness, residual stresses etc. [
19,
20,
21]. In these types of component, fatigue strength is one of the most important properties, and where residual stresses have an important role.
The effect of the helical milling strategy on the residual stresses and fatigue life of the machined part has always conditioned the choice of more traditional methods. However, several studies have shown that the influence of the helical milling process on the generation of residual stresses can be beneficial by inducing so-called “good” stresses (compressive residual stresses) and lead to improved performance in fatigue tests. Dan Sun et al. in their investigations [
12,
22] compared among other characteristics, the residual stresses and fatigue life generated by conventional drilling and helical milling processes. These studies concluded that the elements machined with helical milling showed a longer fatigue life, causing, among other factors, the induced stresses to be compressive stresses. On the other hand, Ruihu Zhou et al. in their study [
23], carried out an analytical model to predict the residual stresses induced by helical milling, finding a good relationship between the theoretical models and the experimental results, and compression stresses were obtained in all cases.
In this context, and recognizing the importance of the drilling process before assembly operations, helical milling is positioned as an alternative to conventional drilling where potentially advantageous characteristics are identified. However, the correlation between the variables associated with hole quality and the parameters associated with kinematics for difficult-to-machine materials has rarely been studied.
Therefore, the objective of this study is to identify the sensitivity and the main trends of the properties that define the quality of the holes in relation to the kinematic parameters of the helical milling process in the UNS R56400 alloy. During the study, a lack of consensus was detected among the different researchers over identifying the source of problems that generate ambiguity in the interpretation of the kinematic parameters of the helical milling process. This is due to the variability of ways to define these parameters, the units used and the different nomenclatures, which generate an important focus of problems when approaching the study, understanding, choice and definition of parameters, and application of calculations. This makes it difficult and even prevents in many cases comparability between different studies and the reproducibility of the tests. Therefore, at the same time it is proposed to establish a common nomenclature to avoid the ambiguities and difficulties that arise in this regard (
Table 1).
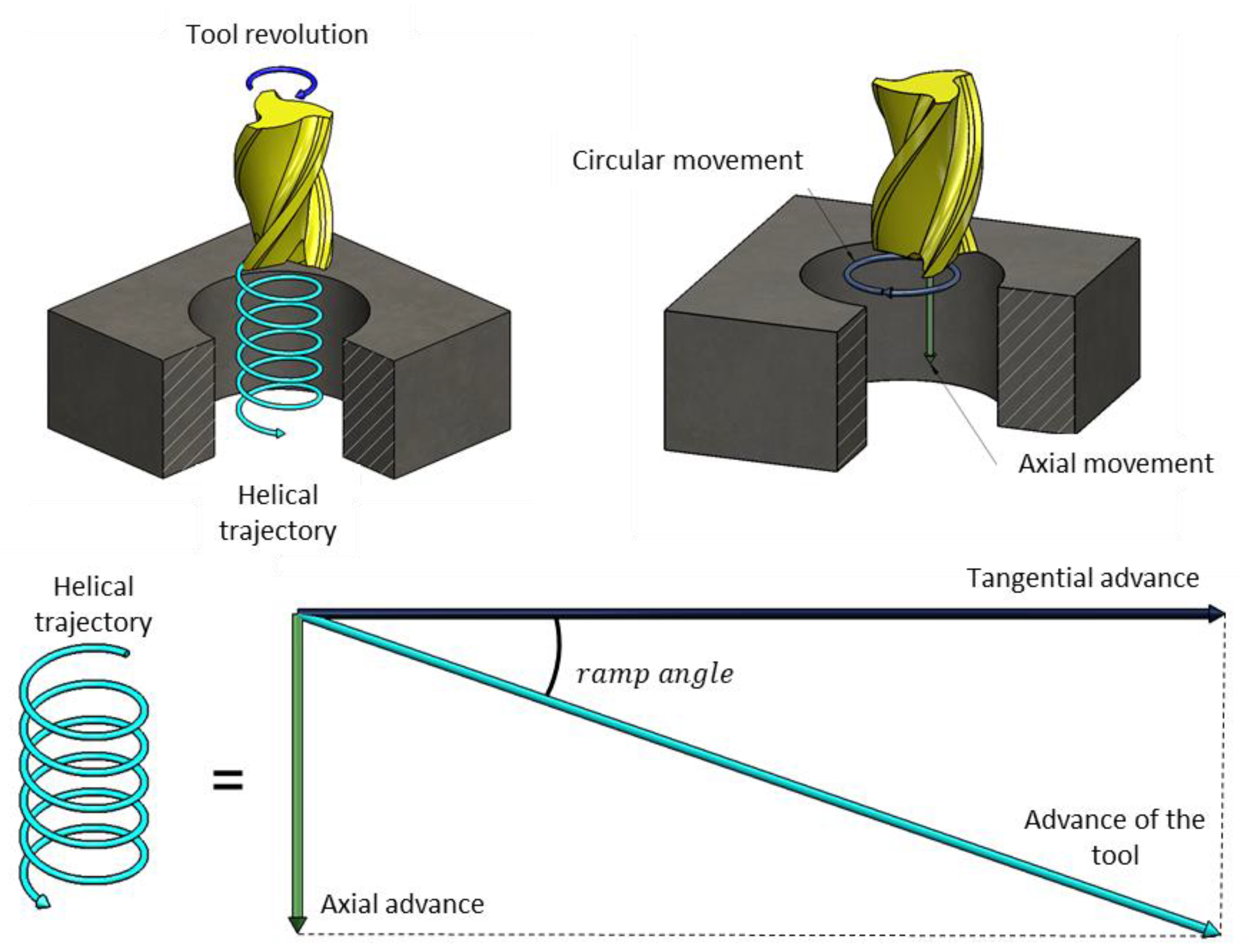
The difficulties found are associated with the kinetics of the process. In helical milling, the holes are obtained through the combination of the rotation movement of the tool together with its translation along a helical trajectory (feed rate). At the same time, the movement of the tool on the helical trajectory is a relative movement between the tool and the part that can decompose into a circular movement on the work plane and an axial movement perpendicular to it (generating the tangential and axial feed rate) (
Figure 1).
In this sense, three aspects have been detected as sources of imprecision, in addition to the variability of nomenclature used.
First of all, the “Sense of rotation”. This parameter is a categorical variable that makes it necessary to duplicate experimental tests, and although the importance of the machining direction (up milling, down milling) is known in conventional milling [
24,
25,
26], there are many helical milling research works in which there is no reference to this parameter. It is considered absolutely necessary to identify this parameter in the process in order to correctly evaluate and compare the results.
Secondly, there are the parameters that define tangential feed rate and the units used. There is a problem associated with the difference between orbital or tangential speed (V
fht) (speed developed by the centre of the tool while describing the orbit), and peripheral speed (V
ft) (described by the main cutting edges of the mill).
Figure 2 shows the tangential and peripheral speed of the tool in its translation movement.
The units must be correctly defined, the feed per tooth must be referred to the hole perimeter, which is related to the peripheral speed, as defined by B. Dankena and E. Brinksmeier in their respective papers [
17,
27]. From Equations (2) and (3) essential information for the calculations is identified and must be defined.
Table 2 shows in blue the values provided in the papers, in orange the values calculated, and in in grey where there is a different result for each spindle speed, highlighting those that are not reproducible because of an absence of information.
Millimetres per tooth or millimetres per tool revolution are the most commonly used units in the literature consulted to define the tangential feed rate, as shown in
Table 2. However, providing the units in mm/tooth referring to tangential velocity without alluding to or identifying this difference between velocities or without providing additional data, may allow a misinterpretation.
Other investigations define this parameter as orbital rotation speed, expressed in millimetres per minute, understood as a speed of the centre of the tool on the helical path.
Finally, Lan Zhou proposes and defines a parameter that represents the ratio between spindle speed and orbital revolutions [
28].
The choice of feed rate units will depend on the study objectives. The choice of mm·min−1 will provide more convenient information for studies related to process performance (material remove rate). However, conclusions cannot be extrapolated to cases where this parameter is measured in mm·tooth−1 because combining the different tangential feed rates with the cutting speeds generates a different feed per tooth in each case. On the other hand, if this parameter is defined as mm/tooth, we obtain different information about the process, which can easily be related to chip thickness and what it involves.
Thirdly, axial feed rate also can present difficulties of interpretation related to units.
Table 3,
Table 4 and
Table 5 show in blue the values provided in the papers, in orange the values are calculated, and it highlights those that are not reproducible.
The tool manufacturers consulted express this data in an angle defined in degrees (α), as defined by D. Olvera et al. in their work [
11]. However, there are many other ways of defining and expressing this parameter, an important number of articles consulted express this parameter in millimetres per revolution, where it must be assumed that reference is made to the revolutions of the tool (spindle), not to the revolutions on the orbital trajectory. In other research this data is also given in millimetres per revolution, with the clarification that it is about millimetres per orbital revolution (also defined as the pitch of the helix) being essential, and finding again a focus of possible errors of interpretation when the same parameter can be defined with the same units by interpreting them in two different ways. Finally, it can also be found expressed in millimetres per tooth, as indicated by D. Nespor in [
30].
Figure 3 shows the decomposition of the advance movement, identifying through Equations (4)–(6) the information necessary to relate the different ways of expressing this parameter:
All this shows the complexity of the process and shows the deep knowledge needed to achieve the objectives pursued. Also, it must be borne in mind that the paths must be programmed in CNC (Computer numerical control) machining and the way the kinematics information must be entered must be taken into account.
Also, the difficulty of making comparisons between different studies is reflected, and it is shown that the conclusions obtained depend on the choice and definition of parameters, being only applicable for that configuration. In addition, the absence of information may impede the reproducibility of the tests.
Finally, an experimental design has been carried out to identify and evaluate the sensitivity and main trends of the hole quality indicators with the kinematic variables of the process.
2. Materials and Methods
The high number of variables to be studied entails a high number of tests and resource consumption. Therefore, it has been decided to opt for a two-level fractional factorial experimental design. In this design a complete factorial design subset is used, allowing a reduction in the resources employed. This experimental design is selected on the assumption that higher order effects are negligible in order to obtain information on the main effects and lower order iterations. The structure of the fractional factorial design is as shown through the
Table 6:
The fraction 1/2 indicates that half of the trials will be carried out, and the design resolution IV describes how the effects of a fractional factorial design form alias structures with other effects (the alias structure describes the patter of confusion in a design). In this case, no main effects form alias structure with any other main effect or two factor interactions, but some two factor interactions form alias structures with others two factor interactions and the main effects form alias structures with 3-factor interactions.
A 30 × 300 mm plate of 5 mm thick titanium alloy UNS R56400 has been selected as a sample. Holes of 6.35 mm diameter will be made. The composition of the material is shown in
Table 7.
The selected tool is from the manufacturer KENDU, its reference is uniKENCut 6302.60. It is a tool manufactured according to DIN 6527K standards, 4 mm diameter, 42° ÷ 47° helical angle, WC-Co (10% Co) without coating. The main dimensions and features are shown in
Table 8.
The tests were carried out in the absence of lubricant. The cutting parameters have been selected from the manufacturer’s advice seeking to optimize the performance of the process, with the result shown
Table 9.
The tests were carried out on a 5-axis machining centre Kondia Five 400 (Elgoibar, Guipúzcoa, Spain), controlled by a control system Heidenhain iTNC530 (Traunreut, Baviera, Germany). During test 6 the tool broke, preventing the realization of this combination of parameters.
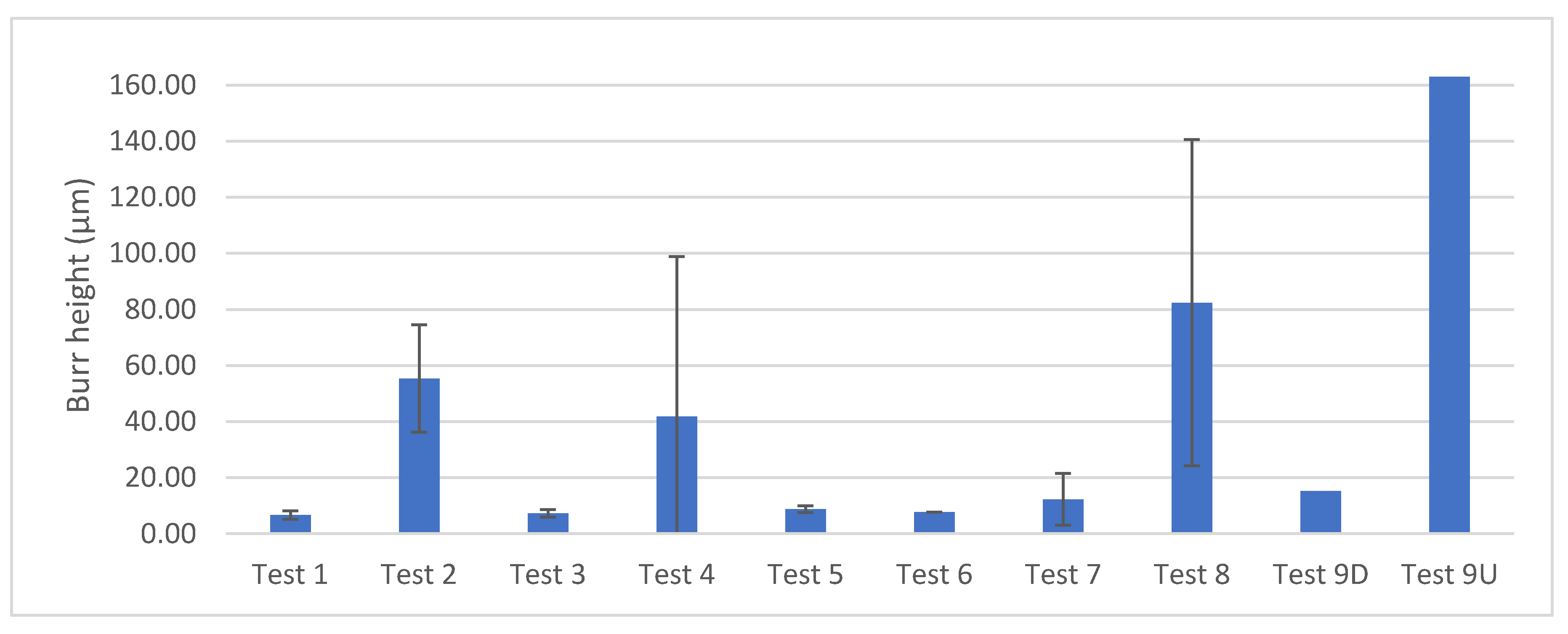
The quality of the holes was analysed from three indicators (burr height, roughness and diameter). A stereoscopic microscope was used to detect the burrs (Nikon, SMZ 800, Tokyo, Japan) (
Figure 4a). After a visual inspection of the images, the areas where the burr can be seen are identified and with the help of a roughness-meter (Mahr Perthometer PGK 120, Göttingen, Germany) several surface profiles were obtained (
Figure 4b). For the correct measurement of the burr height, the values of the obtained profiles are treated mathematically generating a line with the method of the “least squares” taken as a reference the surface of the specimen and as a measure of the burr height the most unfavourable case (
Figure 4c). In cases where this defect is not clearly identified, a measurement is made on a random generatrix to obtain a profile that will be used to measure its height.
The same roughness meter has been used for the evaluation of surface quality. The surface quality has been evaluated from the arithmetic roughness parameter (Ra) under UNE-EN ISO 4288:1998. Two measurements have been made on the surface of the hole at 0° and 180° as shown in
Figure 5.
Finally, the diameters have been evaluated using an internal micrometre of three contacts Micromar 44 A (Esslingen am Neckar, Germany), making two equidistant measurements in each hole (
Figure 6).





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
