EMP: Extended Kalman Filter Based Self-Adaptive Mold Protection Method on a Toggle Mechanism



Abstract
:1. Introduction
- The mathematical model of the driven by servo systems () is built used for the process analysis and further researches.
- Through the mathematical model, this paper successfully proposes the , which can be applied in any driven by an .
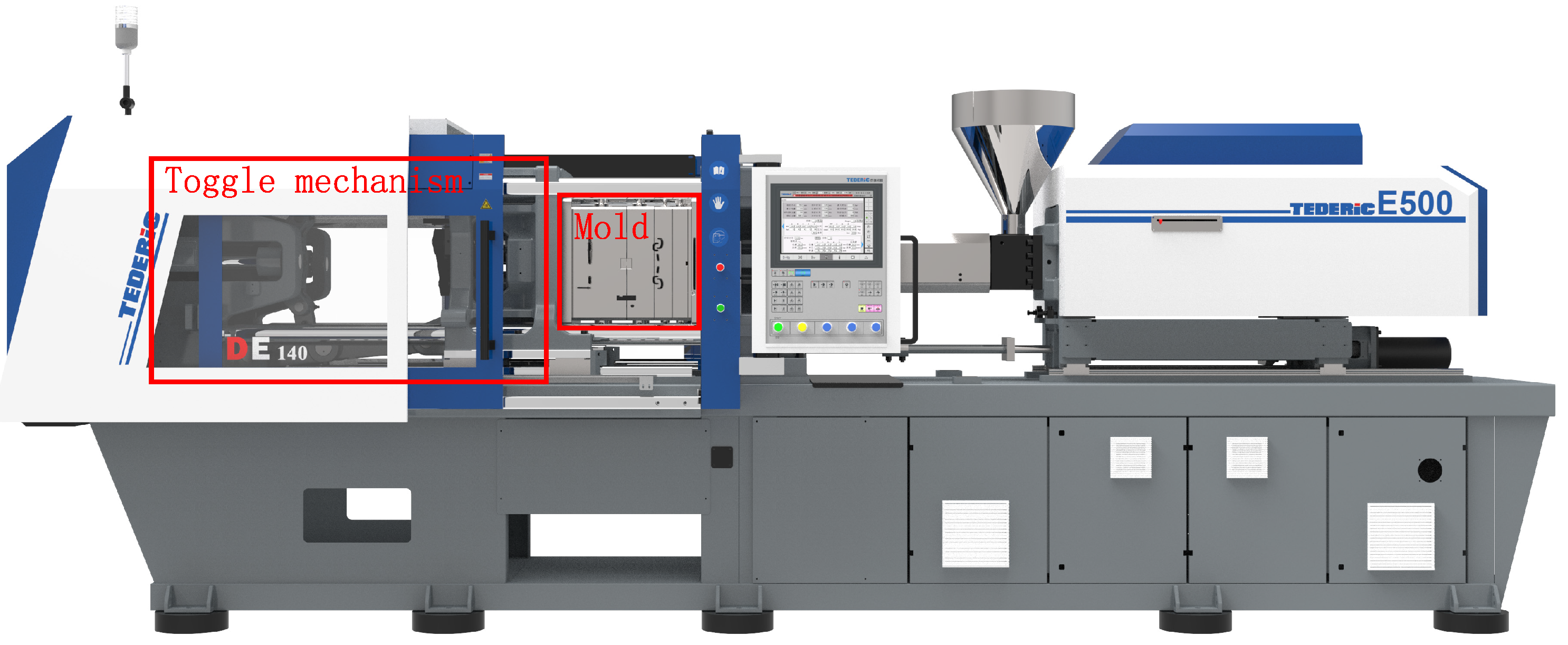
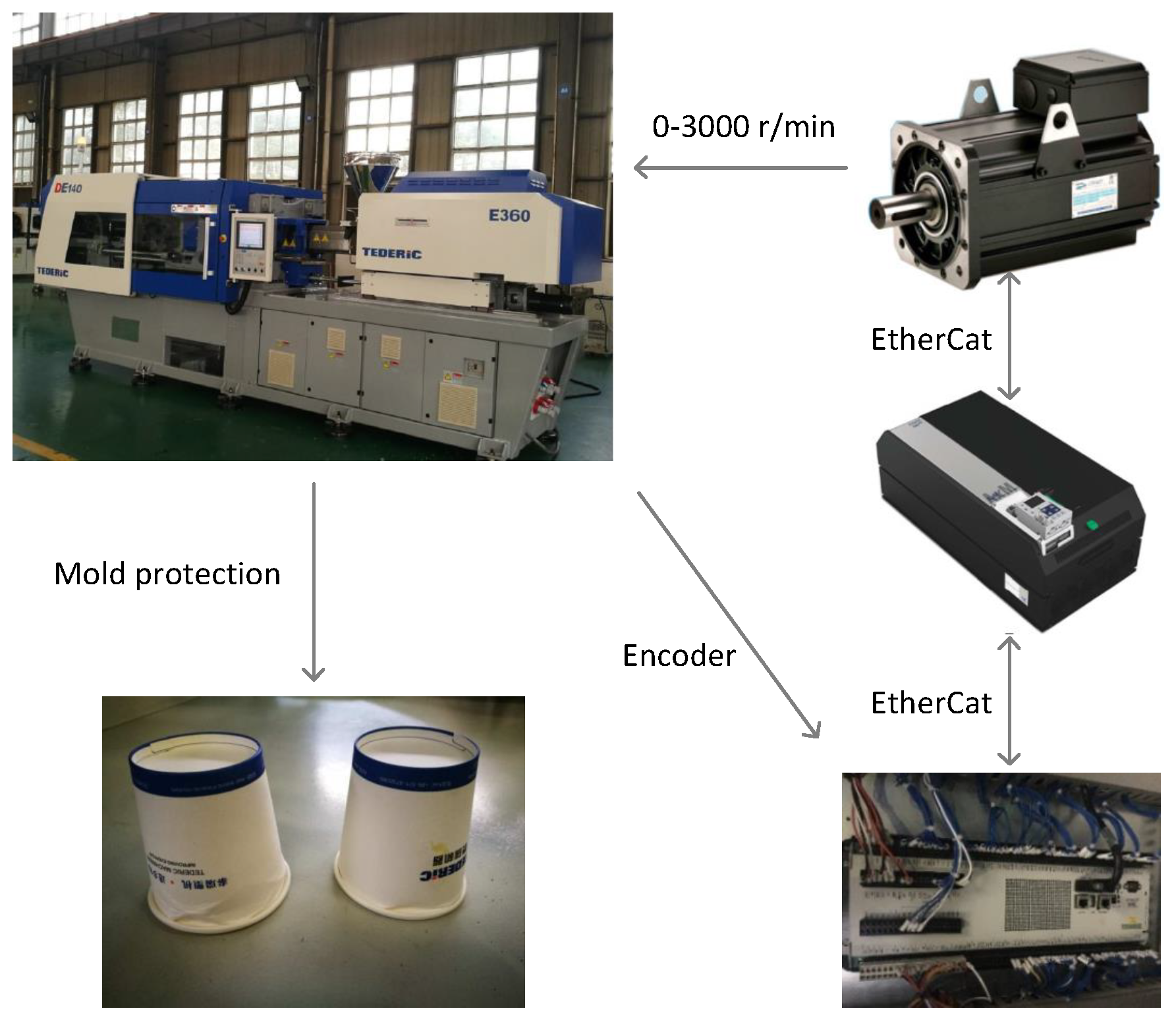
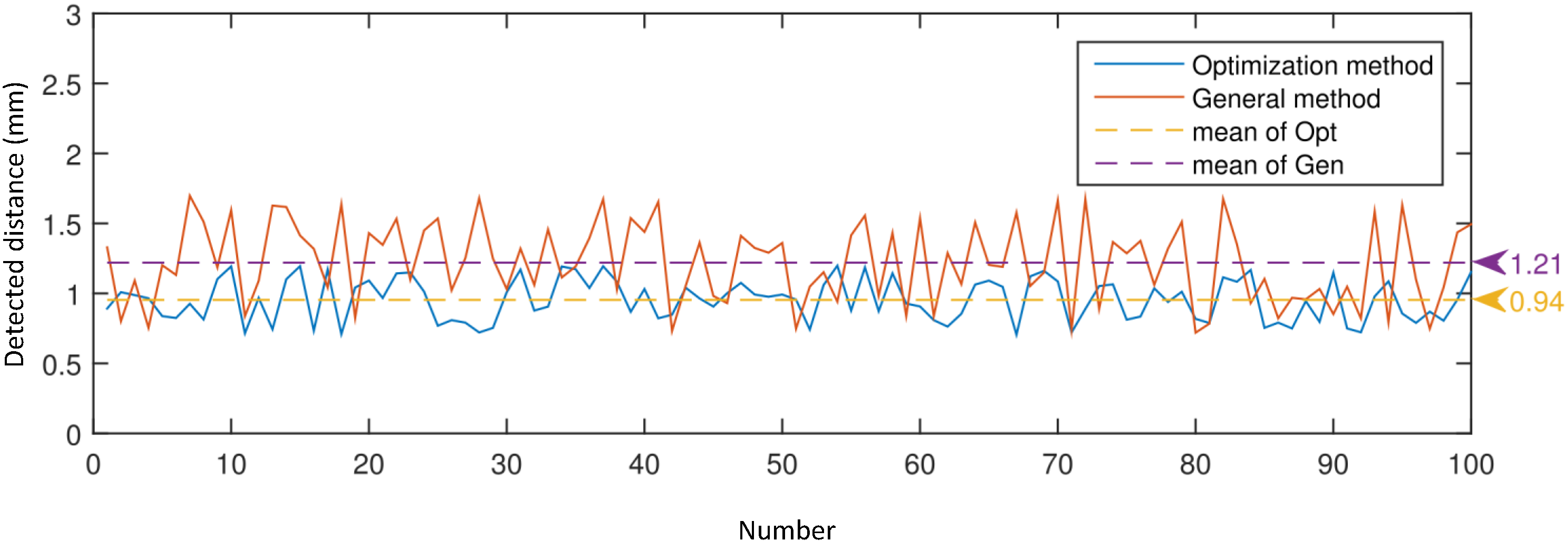
- The proposed method was implemented in a 140-ton electric injection molding machine (), and decreased the detected distance of by 22% compared with general one.
2. Control System of the Toggle Mechanism
2.1. Mold Protection Problem
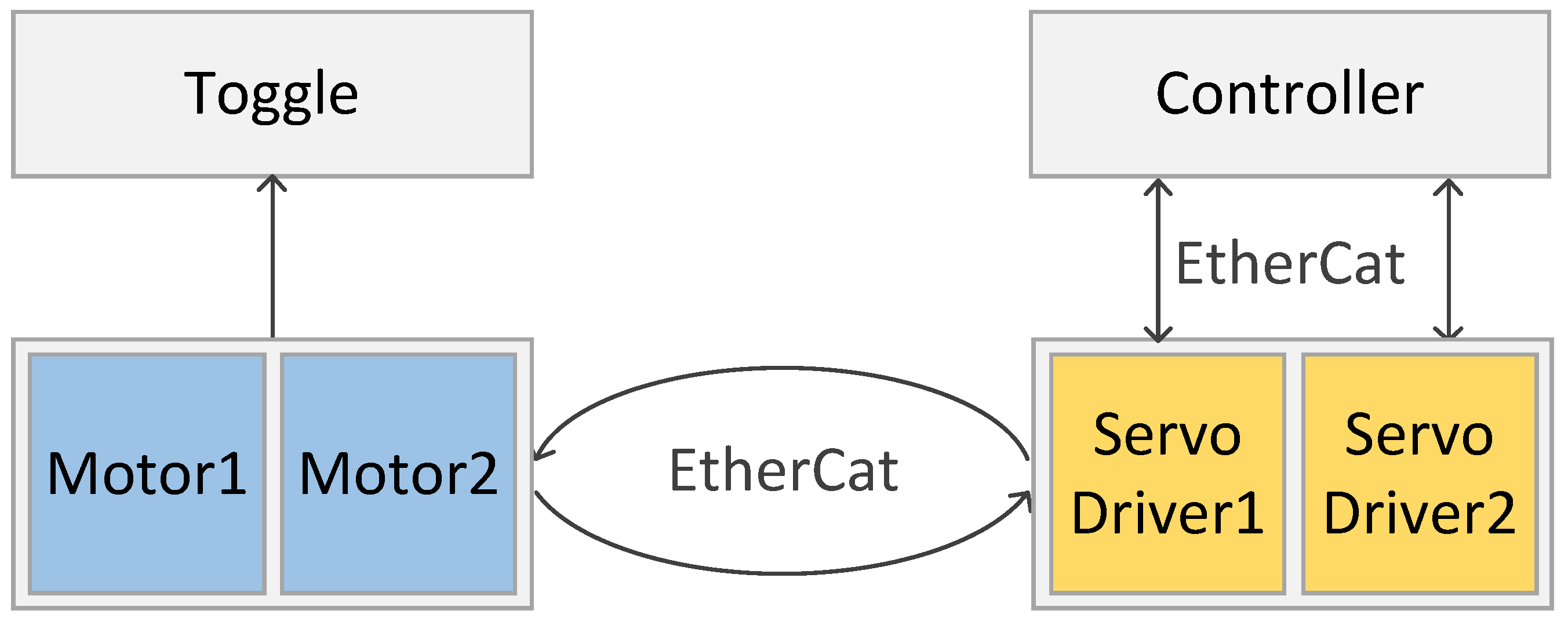
2.2. Servo System
3. EKF Based Model
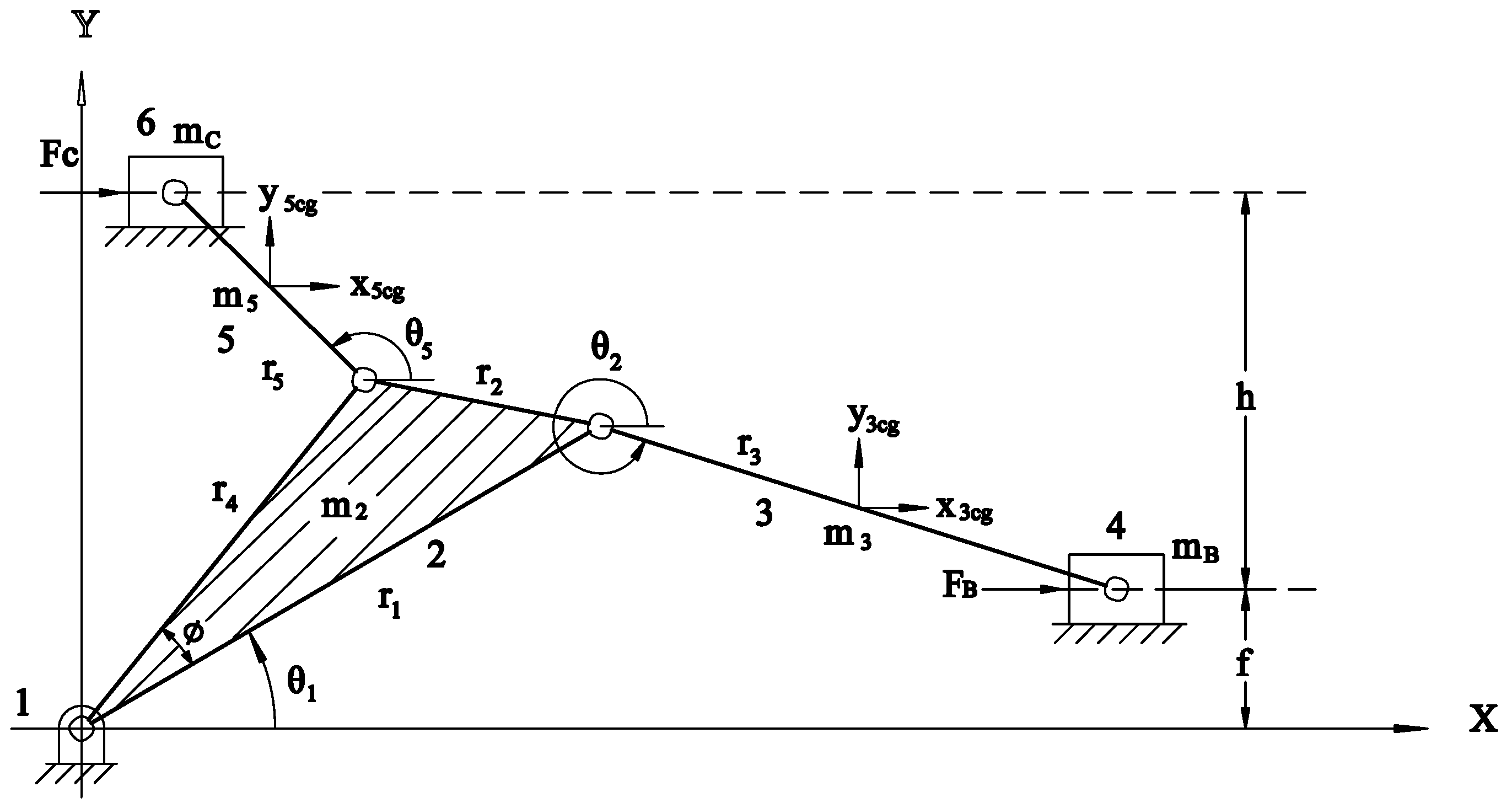
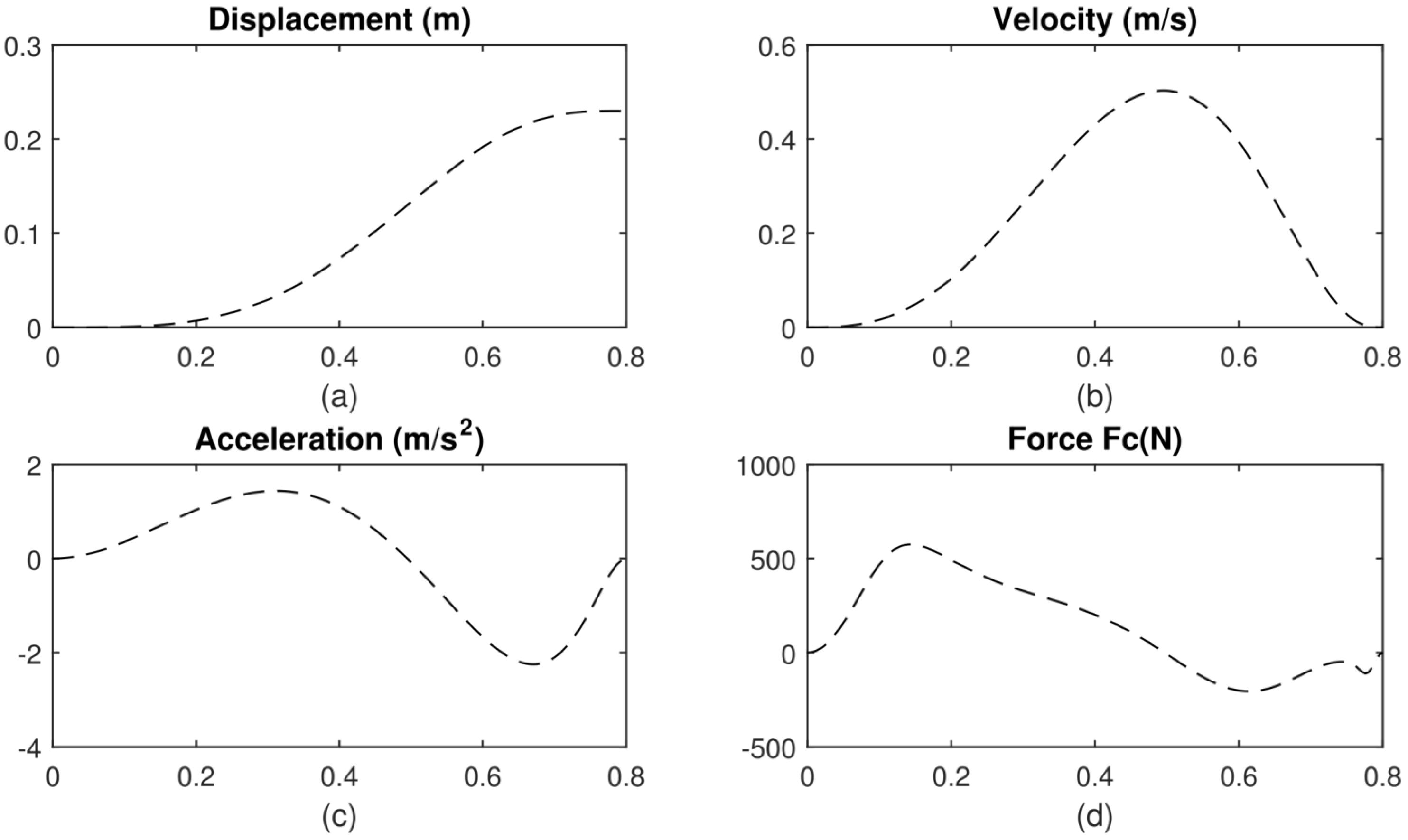
3.1. Toggle Mechanism Model
3.2. Servo System Model
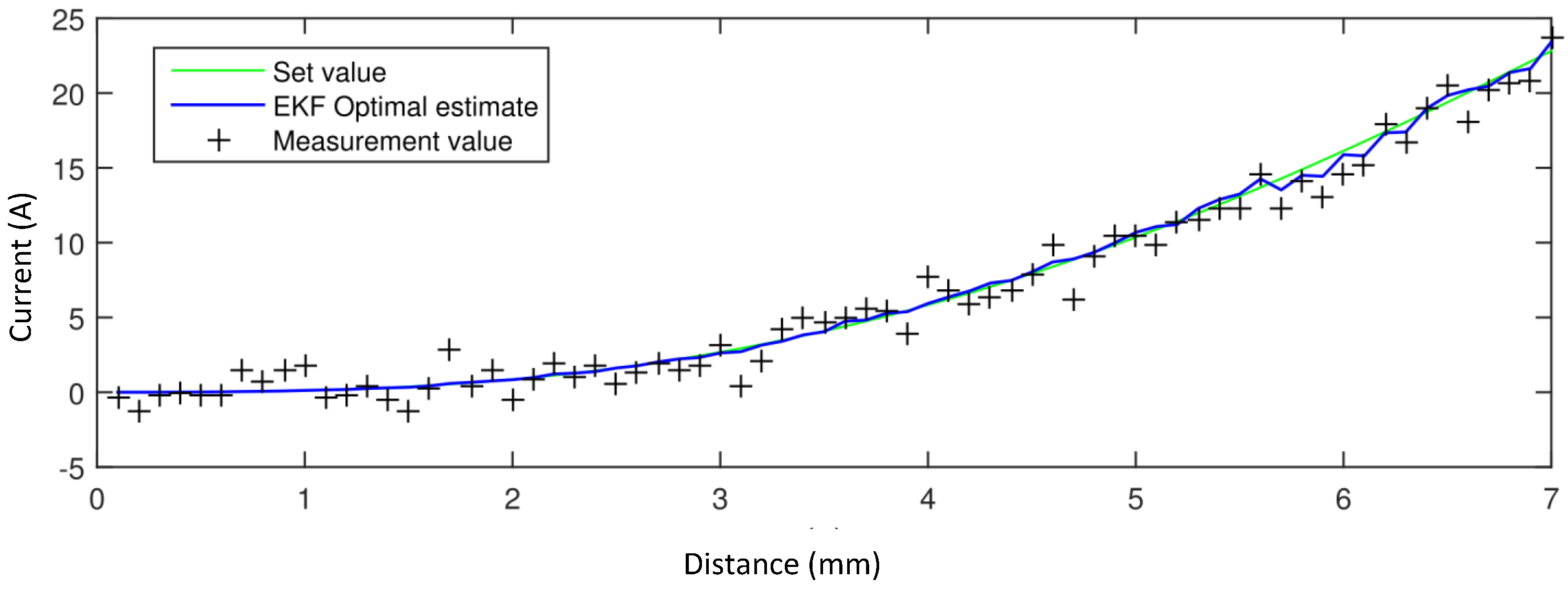
3.3. Process of EKF
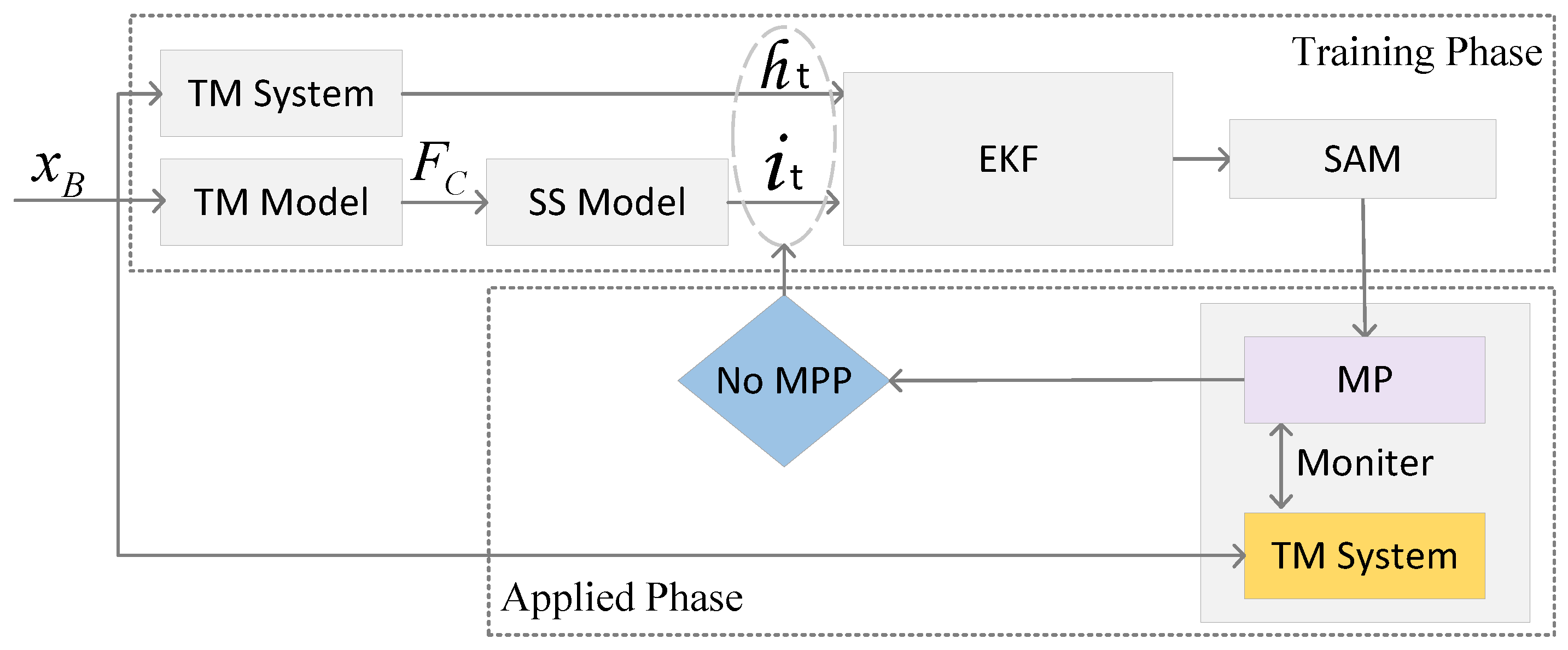
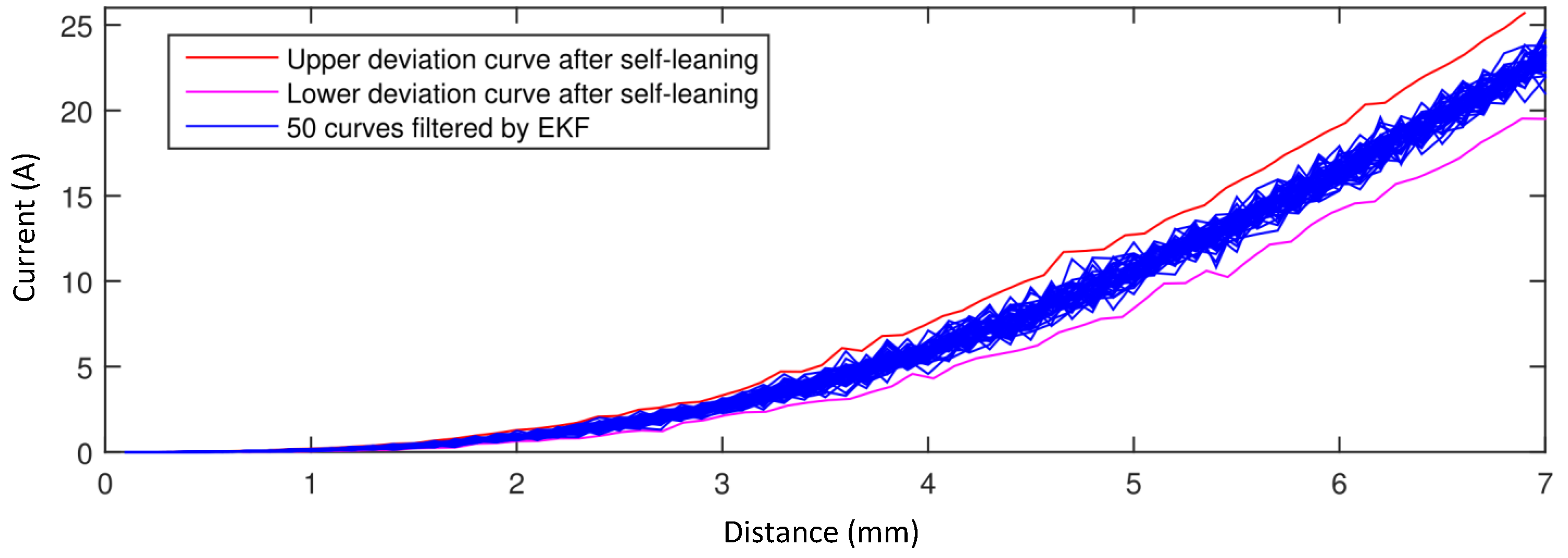
3.4. Self-Adaptive Model
3.5. Process of the Self-Adaptive Method
4. Experimental Results
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| EMP | Extended kalman filter based mold protection |
| EKF | Extended kalman filter |
| TM | TOGGLE MECHANISM |
| SAM | Self-adaptive method |
| IMM | Injection molding machine |
| SS | Servo system |
| MP | Mold protection |
| EIMM | Electric injection molding machine |
| MPP | Mold protection problem |
| EC | Electric current |
References
- Cheng, Y.; Zhang, Y.; Ji, P.; Xu, W.; Zhou, Z.; Tao, F. Cyber-physical integration for moving digital factories forward towards smart manufacturing: A survey. Int. J. Adv. Manuf. Technol. 2018, 97, 1209–1221. [Google Scholar] [CrossRef]
- Bangemann, T.; Riedl, M.; Thron, M.; Diedrich, C. Integration of classical components into industrial cyber–physical systems. Proc. IEEE 2016, 104, 947–959. [Google Scholar] [CrossRef]
- Lamarre, S.G.; Demers, V.; Chatelain, J.F. Low-pressure powder injection molding using an innovative injection press concept. Int. J. Adv. Manuf. Technol. 2017, 91, 2595–2605. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, Y.; Shen, G. An improved FMECA for feed system of CNC machining center based on ICR and DEMATEL method. Int. J. Adv. Manuf. Technol. 2016, 83, 43–54. [Google Scholar] [CrossRef]
- Fuentes-Huerta, M.A.; González-González, D.S.; Cantú-Sifuentes, M.; Praga-Alejo, R.J. RCM implementation on plastic injection molding machine considering correlated failure modes and small size sample. Int. J. Adv. Manuf. Technol. 2018, 95, 3465–3473. [Google Scholar] [CrossRef]
- Fung, R.F.; Hwang, C.C.; Huang, C.S.; Chen, W.P. Inverse dynamics of a toggle mechanism. Comput. Struct. 1997, 63, 91–99. [Google Scholar] [CrossRef]
- Wai, R.; Lin, C.; Lin, F. Adaptive fuzzy neural network control for motor-toggle servomechanism. Mechatronics 2001, 11, 95–117. [Google Scholar] [CrossRef]
- Lin, F.; Fung, R.; Wang, Y. Sliding mode and fuzzy control of toggle mechanism using PM synchronous servomotor drive. IEE Proc. Control Theory Appl. 1997, 144, 393–402. [Google Scholar] [CrossRef]
- Wai, R.J. Hybrid fuzzy neural-network control for nonlinear motor-toggle servomechanism. IEEE Trans. Control Syst. Technol. 2002, 10, 519–532. [Google Scholar]
- Chuang, C.W.; Huang, M.S.; Chen, K.Y.; Fung, R.F. Adaptive vision-based control of a motor-toggle mechanism: Simulations and experiments. J. Sound Vib. 2008, 312, 848–861. [Google Scholar] [CrossRef]
- Gasparetto, A.; Zanotto, V. A new method for smooth trajectory planning of robot manipulators. Mech. Mach. Theory 2007, 42, 455–471. [Google Scholar] [CrossRef]
- Boscariol, P.; Gasparetto, A. Optimal trajectory planning for nonlinear systems: Robust and constrained solution. Robotica 2016, 34, 1243–1259. [Google Scholar] [CrossRef]
- Wu, H.; Sun, D. High precision control in PTP trajectory planning for nonlinear systems using on high-degree polynomial and cuckoo search. Optim. Control Appl. Methods 2019, 40, 43–54. [Google Scholar] [CrossRef]
- Engleder, S. Time-optimal motion planning and control of an electrohydraulically actuated toggle mechanism. Mechatronics 2007, 17, 448–456. [Google Scholar] [CrossRef]
- Chiang, M.H.; Chen, C.C.; Kuo, C.F.J. The high response and high efficiency velocity control of a hydraulic injection molding machine using a variable rotational speed electro-hydraulic pump-controlled system. Int. J. Adv. Manuf. Technol. 2009, 43, 841–851. [Google Scholar] [CrossRef]
- Hsu, Y.L.; Huang, M.S.; Fung, R.F. Energy-saving trajectory planning for a toggle mechanism driven by a PMSM. Mechatronics 2014, 24, 23–31. [Google Scholar] [CrossRef]
- Pellicciari, M.; Berselli, G.; Balugani, F.; Gadaleta, M. Increasing position accuracy and energy efficiency of servo-actuated mechanisms. In Proceedings of the 2015 IEEE International Conference on Automation Science and Engineering (CASE), Gothenburg, Sweden, 24–28 August 2015; pp. 1339–1344. [Google Scholar]
- Wang, P.J.; Xu, C.J.; Chen, J.H.; Tang, X.Q. Injecting mold protection method based on machine vision. Adv. Mater. Res. 2012, 590, 475–482. [Google Scholar]
- Ding, Y.; Wei, Y.; Yun, Z. Detection of Cavity Abnormal Situation for Injection Mold Based on Machine Vision. Eng. Plast. Appl. 2014, 4, 74–77. [Google Scholar]
- Chi, T.Y.; Huang, C.Y.; Xin, M.C. An In-Mold Monitoring and Protection System of the Injection Molding Machine Using Offset Correction and Dynamic Safe Range Learning Approach. In Proceedings of the 2015 First International Conference on Computational Intelligence Theory, Systems and Applications (CCITSA), ILan, Taiwan, 10–12 December 2015; pp. 64–68. [Google Scholar]
- Ribeiro, B. Fault detection in a thermoplastic injection molding process using neural networks. In Proceedings of the IJCNN’99 International Joint Conference on Neural Networks, Washington, DC, USA, 10–16 July 1999; Volume 5, pp. 3352–3355. [Google Scholar]
- Kenig, S.; Ben-David, A.; Omer, M.; Sadeh, A. Control of properties in injection molding by neural networks. Eng. Appl. Artif. Intell. 2001, 14, 819–823. [Google Scholar] [CrossRef]
- Min, B. A study on quality monitoring of injection-molded parts. J. Mater. Process. Technol. 2003, 136, 1–6. [Google Scholar] [CrossRef]
- Ribeiro, B. Support vector machines for quality monitoring in a plastic injection molding process. IEEE Trans. Syst. Man Cybern. Part C (Appl. Rev.) 2005, 35, 401–410. [Google Scholar] [CrossRef]
- Kalman, R.E. Contributions to the theory of optimal control. Bol. Soc. Mat. Mex. 1960, 5, 102–119. [Google Scholar]
- Kalman, R.E. A new approach to linear filtering and prediction problems. J. Basic Eng. 1960, 82, 35–45. [Google Scholar] [CrossRef] [Green Version]
- Jana, A.K. A hybrid FLC-EKF scheme for temperature control of a refinery debutanizer column. IEEE Trans. Ind. Inform. 2009, 6, 25–35. [Google Scholar] [CrossRef]
- Charkhgard, M.; Farrokhi, M. State-of-charge estimation for lithium-ion batteries using neural networks and EKF. IEEE Trans. Ind. Electron. 2010, 57, 4178–4187. [Google Scholar] [CrossRef]
- Fang, W.; Zheng, L.; Xu, J. Self-contained optical-inertial motion capturing for assembly planning in digital factory. Int. J. Adv. Manuf. Technol. 2017, 93, 1243–1256. [Google Scholar] [CrossRef]
- Mercorelli, P. A two-stage augmented extended Kalman filter as an observer for sensorless valve control in camless internal combustion engines. IEEE Trans. Ind. Electron. 2012, 59, 4236–4247. [Google Scholar] [CrossRef]
- Mercorelli, P. A hysteresis hybrid extended Kalman filter as an observer for sensorless valve control in camless internal combustion engines. IEEE Trans. Ind. Appl. 2012, 48, 1940–1949. [Google Scholar] [CrossRef]
- Haus, B.; Aschemann, H.; Mercorelli, P. Tracking control of a piezo-hydraulic actuator using input–output linearization and a cascaded extended kalman filter structure. J. Frankl. Inst. 2018, 355, 9298–9320. [Google Scholar] [CrossRef]
- Zarchan, P.; Musoff, H. Fundamentals of Kalman filtering: A Practical Approach; American Institute of Aeronautics and Astronautics, Inc.: Washington, DC, USA, 2013. [Google Scholar]
- Schimmack, M.; Haus, B.; Mercorelli, P. An Extended Kalman Filter as an Observer in a Control Structure for Health Monitoring of a Metal–Polymer Hybrid Soft Actuator. IEEE/ASME Trans. Mechatronics 2018, 23, 1477–1487. [Google Scholar] [CrossRef]
- Budhiraja, A.; Chen, L.; Lee, C. A survey of numerical methods for nonlinear filtering problems. Phys. D Nonlinear Phenom. 2007, 230, 27–36. [Google Scholar] [CrossRef]
- Simon, D. Kalman filtering with state constraints: A survey of linear and nonlinear algorithms. IET Control Theory Appl. 2010, 4, 1303–1318. [Google Scholar] [CrossRef] [Green Version]
- Chen, S. Kalman filter for robot vision: A survey. IEEE Trans. Ind. Electron. 2011, 59, 4409–4420. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| (kg) | 25, 30, 2.5 |
| (kg) | 80, 5 |
| (m) | 0.145, 0.07, 0.190 |
| (m) | 0.1, 0.055 |
| (m) | 0.08, 0.025 |
| (rad) | 0.4499 |
| (Nm/A) | 0.621 |
| l (mm) | 40 |
| 0.873 | |
| q | 0.01 |
| r | 0.02 |
| Q | |
| R |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, B.; Wu, H.; Zhou, H.; Sun, D. EMP: Extended Kalman Filter Based Self-Adaptive Mold Protection Method on a Toggle Mechanism. Appl. Sci. 2020, 10, 940. https://doi.org/10.3390/app10030940
Chen B, Wu H, Zhou H, Sun D. EMP: Extended Kalman Filter Based Self-Adaptive Mold Protection Method on a Toggle Mechanism. Applied Sciences. 2020; 10(3):940. https://doi.org/10.3390/app10030940
Chicago/Turabian StyleChen, Baiping, Huifeng Wu, Hongwei Zhou, and Danfeng Sun. 2020. "EMP: Extended Kalman Filter Based Self-Adaptive Mold Protection Method on a Toggle Mechanism" Applied Sciences 10, no. 3: 940. https://doi.org/10.3390/app10030940