An Experimental Study on Milling Titanium Alloy with a Revolving Cycloid Milling Cutter

Abstract
:Featured Application
Abstract
1. Introduction
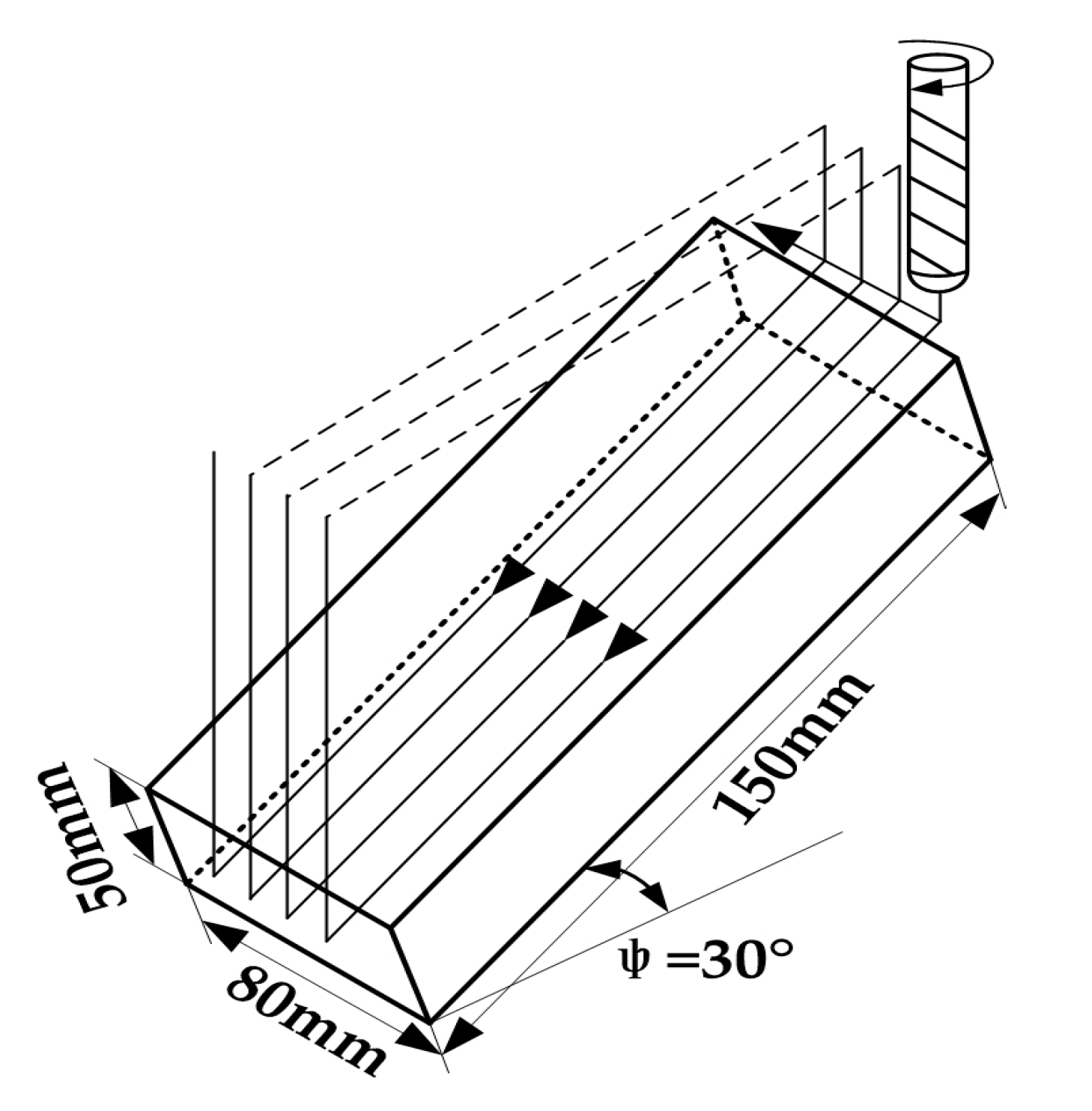
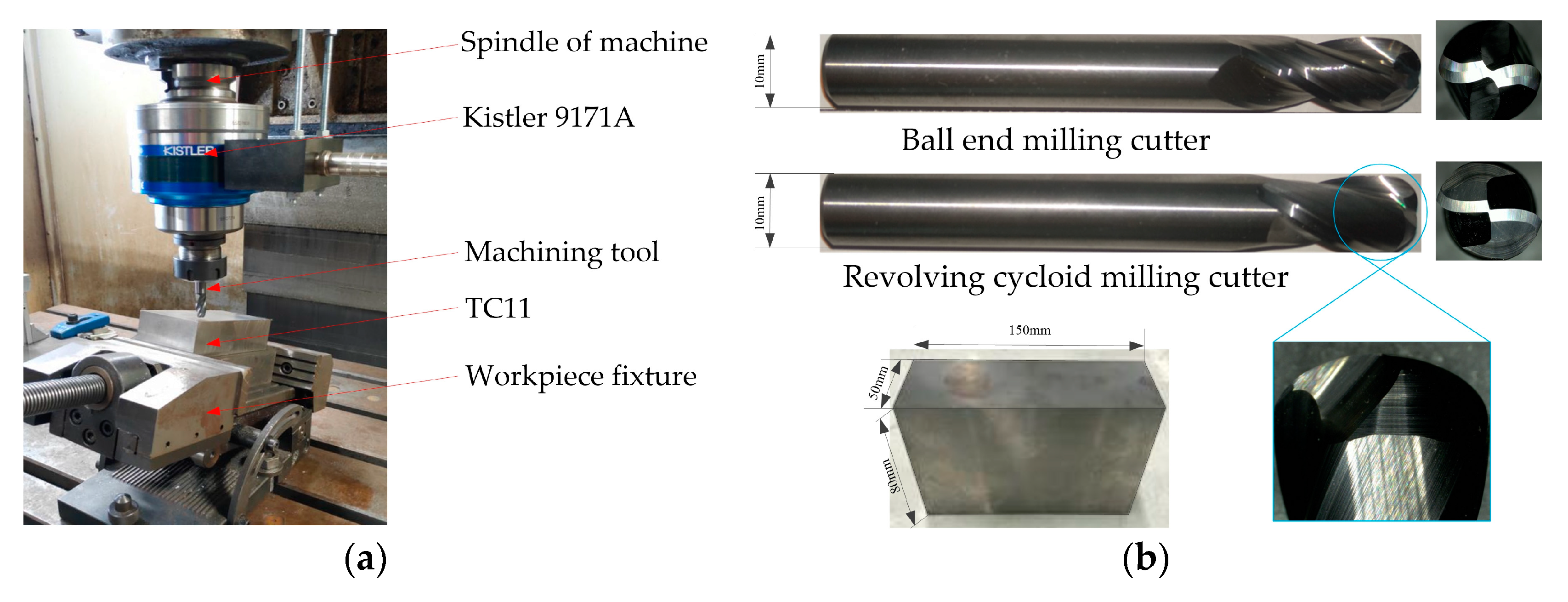
2. Experimental Design
3. Results and Discussion
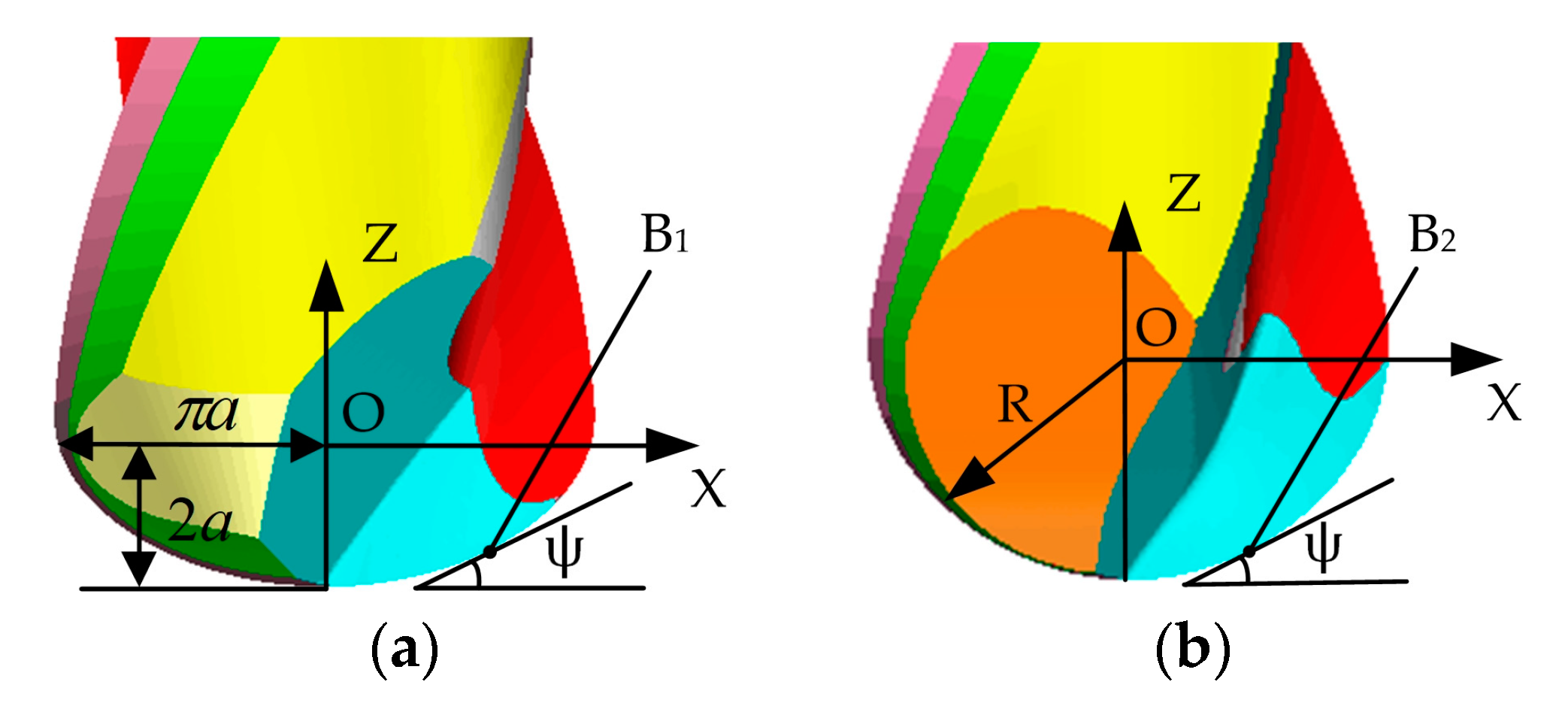
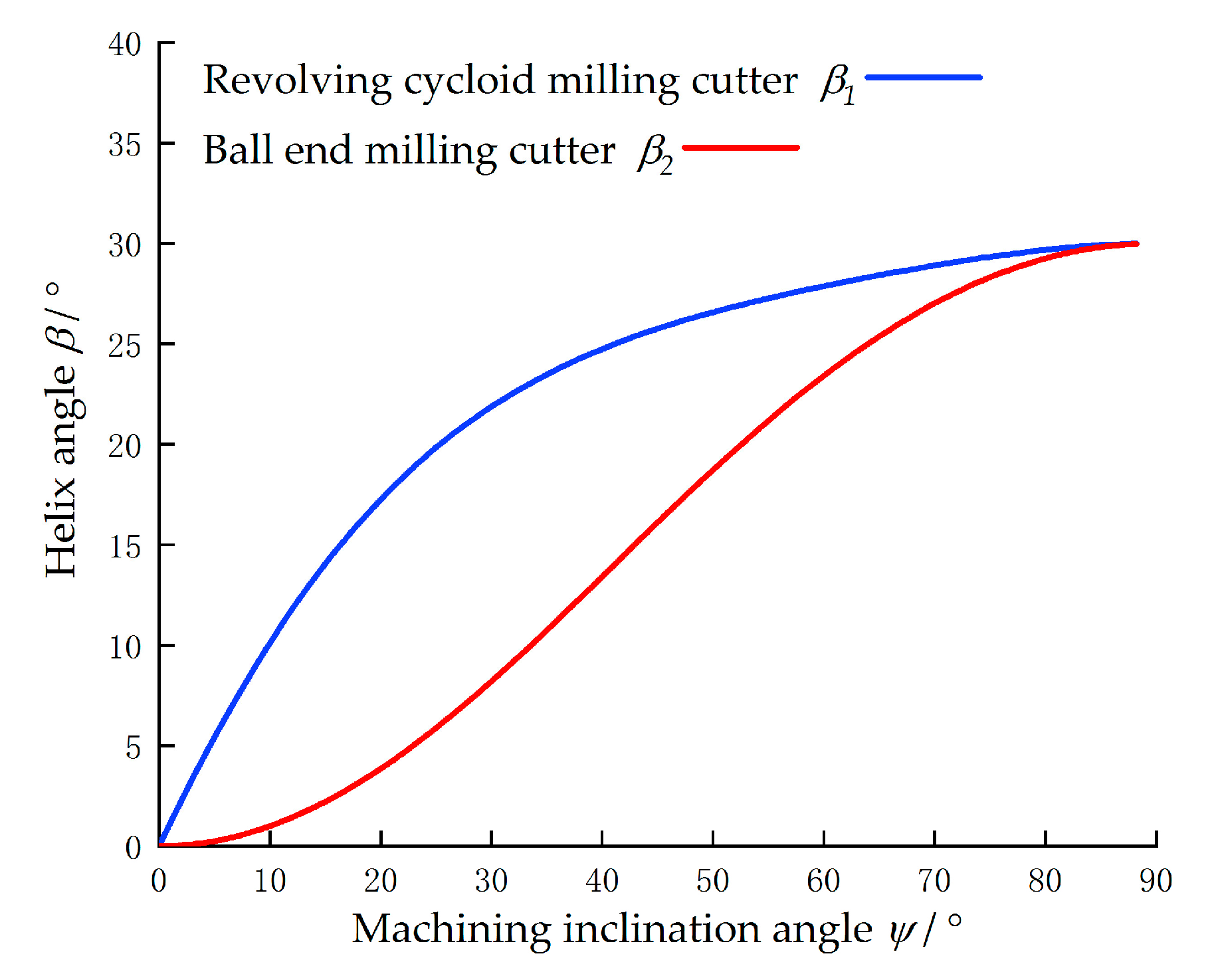
3.1. Structural Characteristics of the Revolving Cycloid Milling Cutter
3.2. Tool Wear
3.3. Analysis of the Wear Mechanism
3.4. Cutting Force
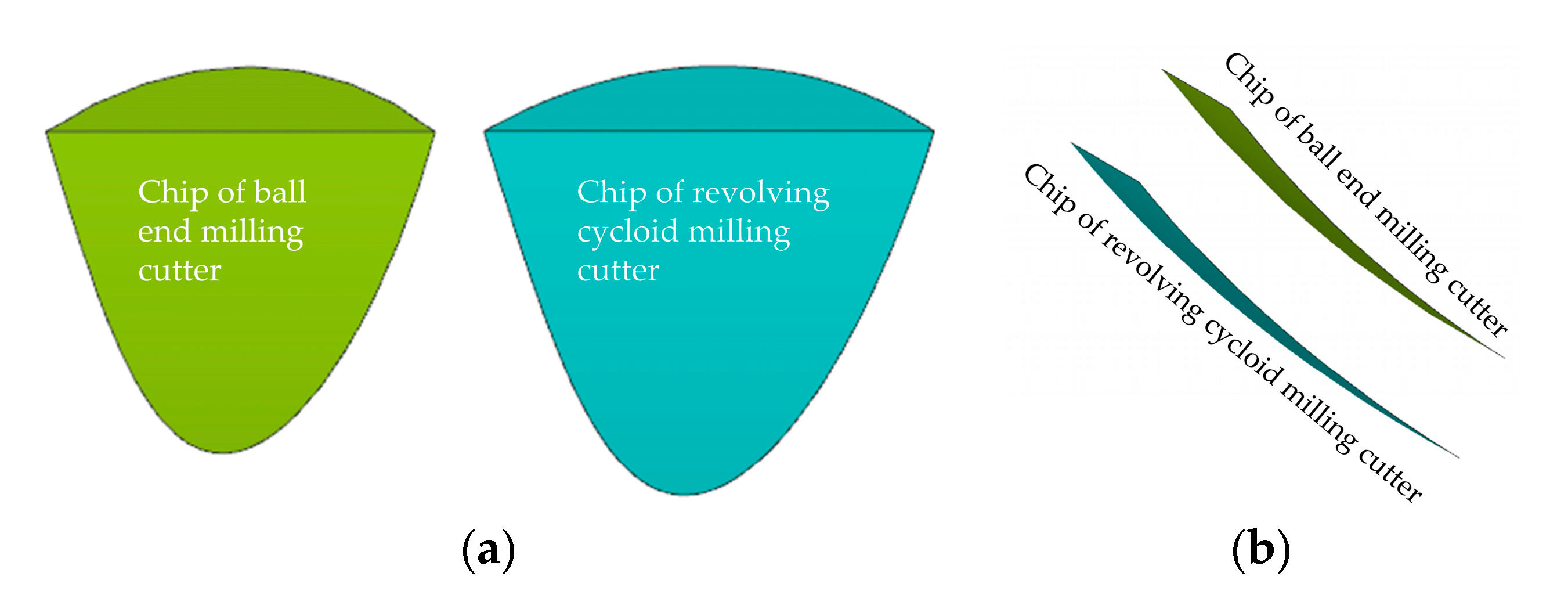
3.5. Chip Morphology
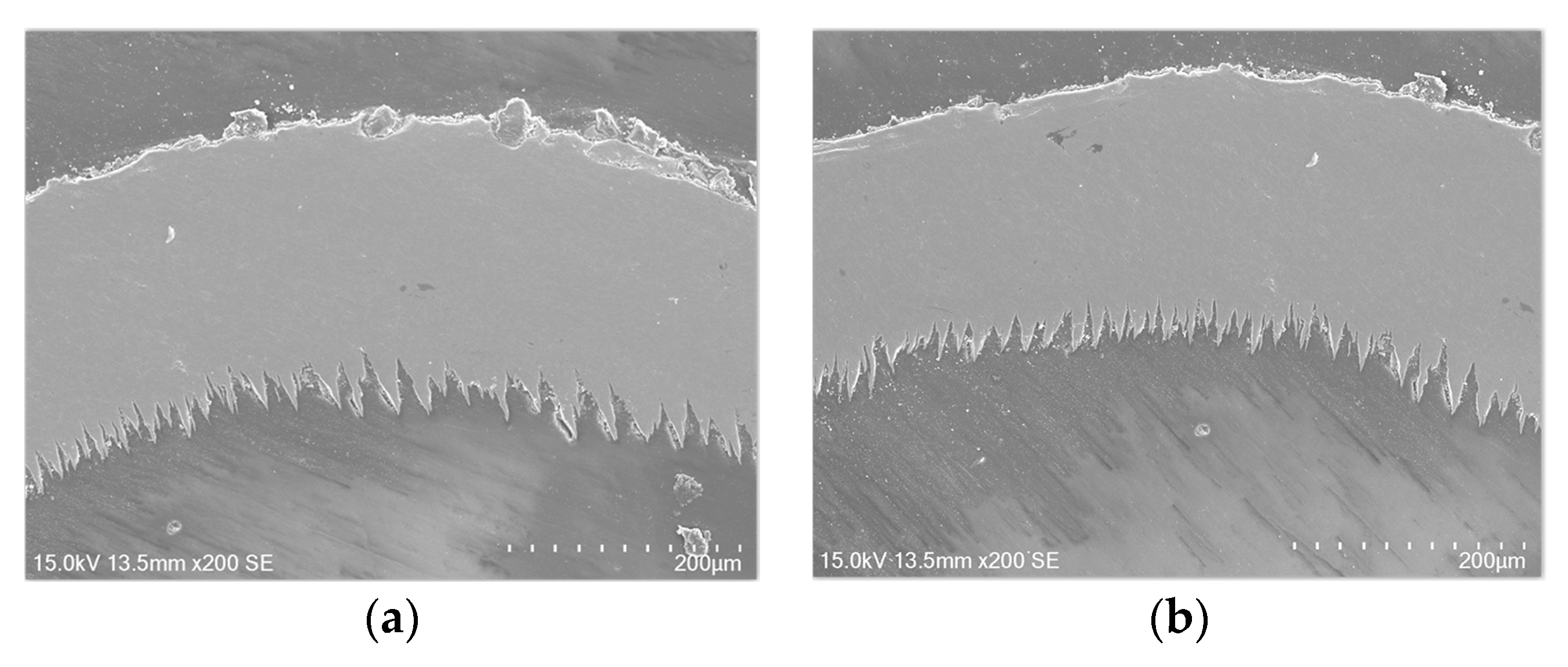
3.6. Machining Surface Topography
4. Conclusions
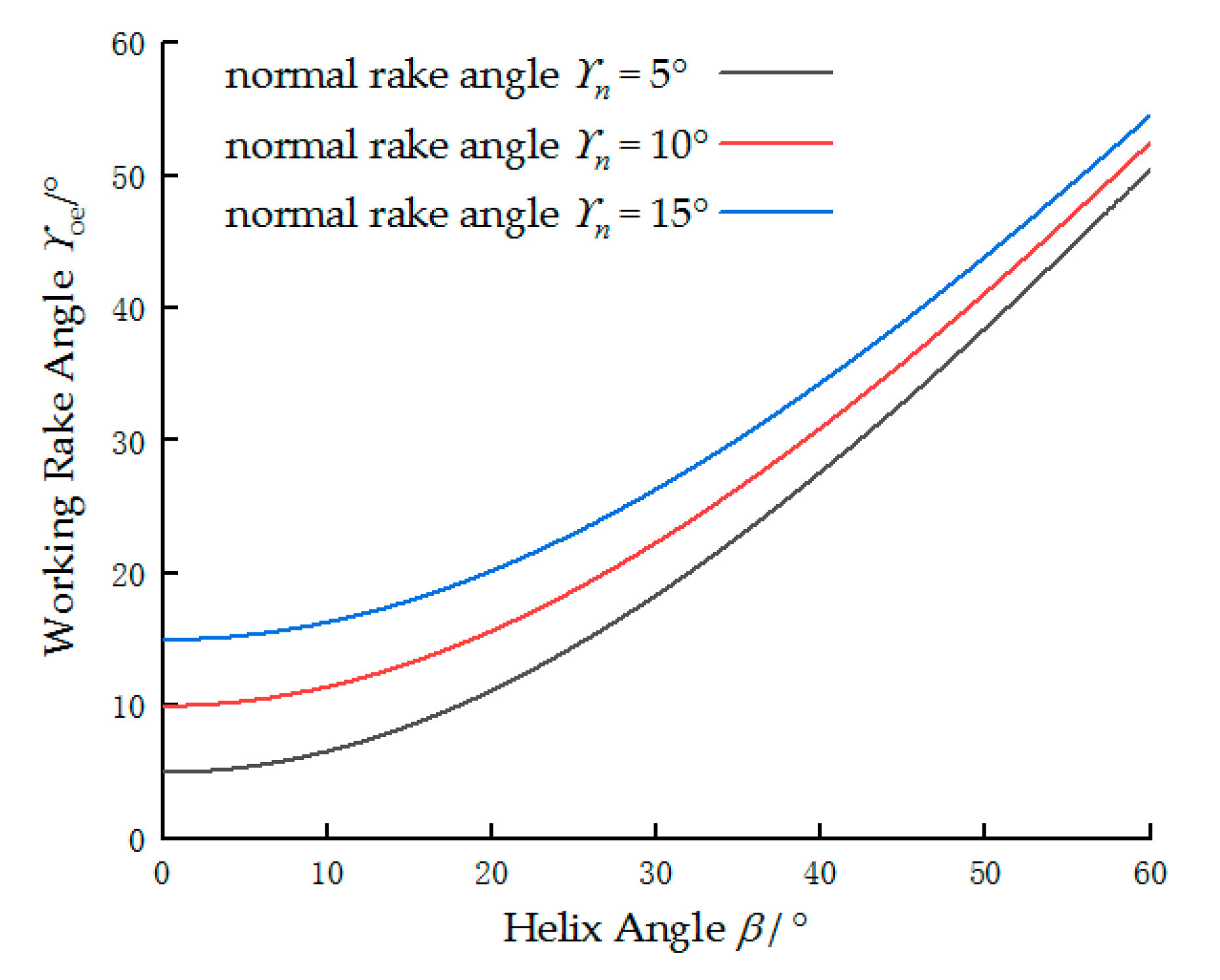
- Through innovative design of the cutter profile, a revolving cycloid milling cutter was proposed. This kind of milling cutter design can improve the helical angle and the working rake angle of the cutter. By means of numerical simulation and comparison, we showed that the helical angle and working rake angle of the revolving cycloid milling cutter are at least 31% and 22% higher than those of the ball end milling cutter.
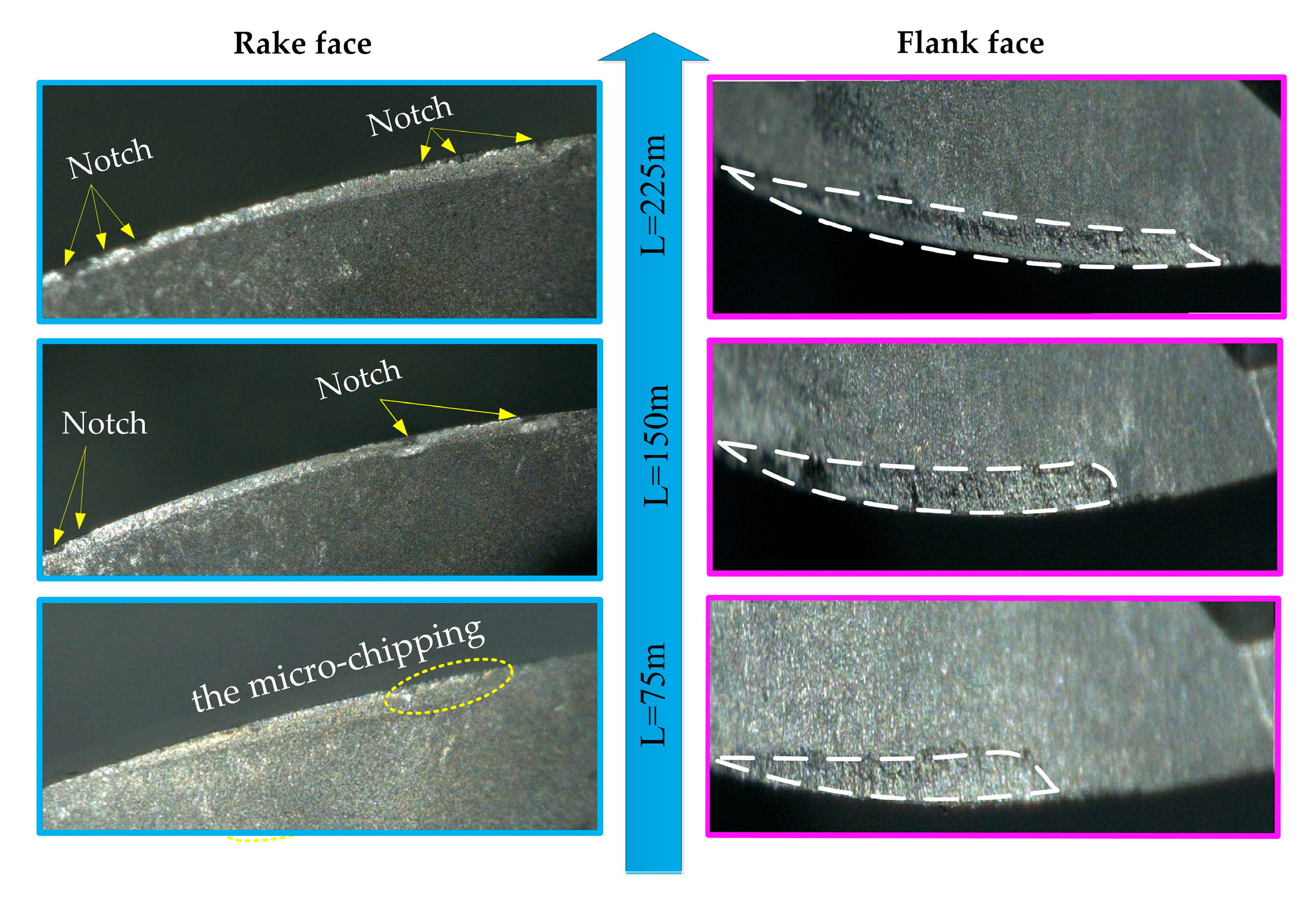
- The cutting performance of TC11 with the revolving cycloid milling cutter and ball end milling cutter was compared. The result shows that the wear zone of the revolving cycloid milling cutter is shallow and wide, compared to that of the ball end milling cutter. As the wear speeds up, the spoon-shaped wear gathering zone found with the ball end milling cutter does not occur with the revolving cycloid milling cutter.
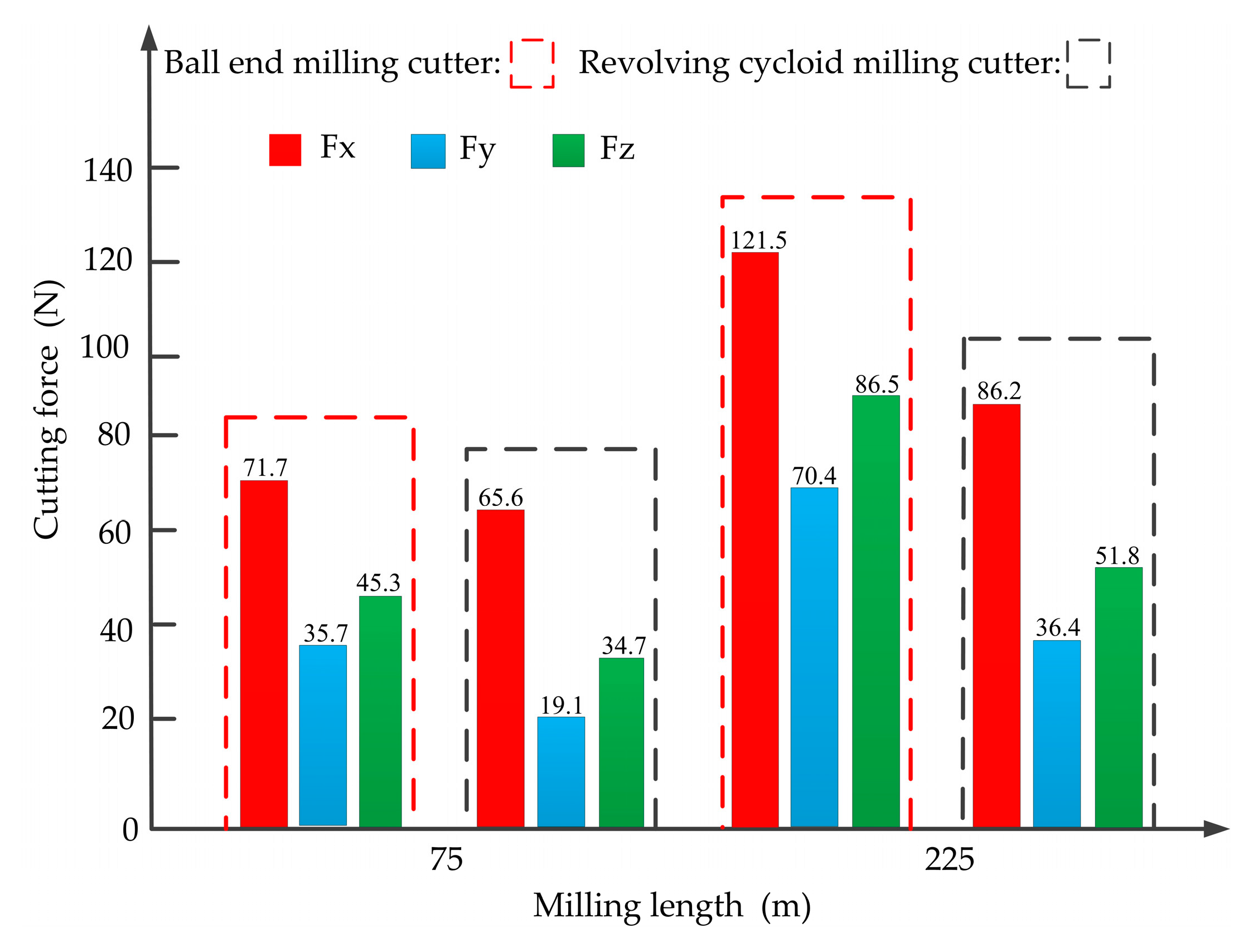
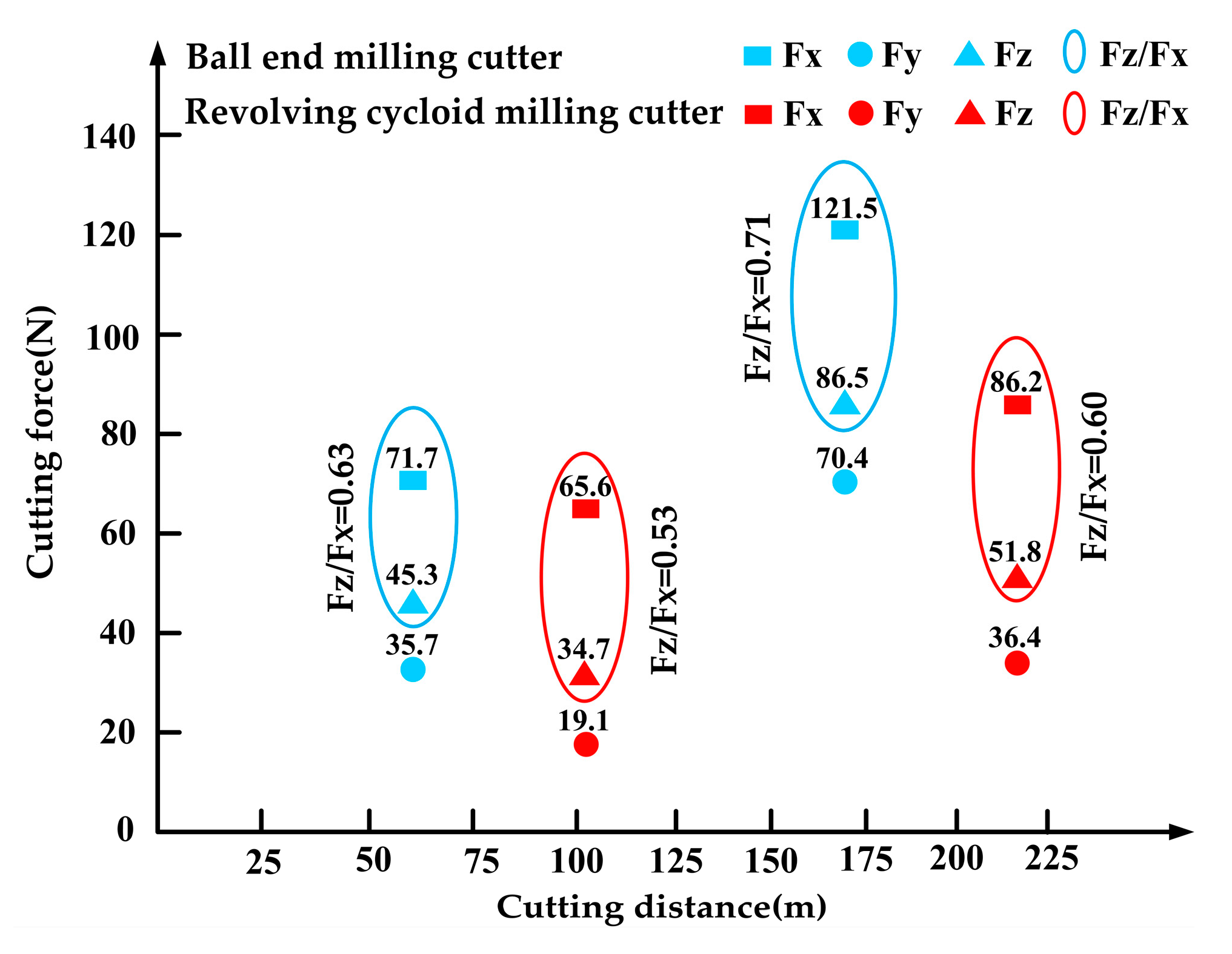
- The revolving cycloid milling cutter can significantly lower the axial force, the tangential force, and the ratio of axial force to tangential force with stable force variation in the cutting-in and cutting-out process. In the case of tool wear, the cutting forces in the Fx, Fy, and Fz directions increased by 24%, 48%, and 33%, respectively. The ratio of axial force to tangential force only increased from 0.53 to 0.6, showing good cutting stability.
- The chip generated by the revolving cycloid milling cutter after cutting TC11 is slightly larger than that by the ball end milling cutter, whereas it has a smaller degree of chip deformation. No defect occurring in machining by the ball end milling cutter was found on the TC11 surface by the revolving cycloid milling cutter. In comparison with that of the ball end milling cutter, the cutting performance of the revolving cycloid milling cutter is outstanding.
Author Contributions
Funding
Conflicts of Interest
References
- Bing, W.; Liu, Z. Influences of tool structure, tool material and tool wear on machined surface integrity during turning and milling of titanium and nickel Alloys: A review. Int. J. Adv. Manuf. Tech. 2018, 98, 1–51. [Google Scholar]
- Pereira, O.; Rodríguez, A.; Fernández-Abia, A.I.; Barreiro, J.; de Lacalle, L.L. Cryogenic and minimum quantity lubrication for an eco-efficiency turning of AISI 304. J. Clean. Prod. 2016, 139, 440–449. [Google Scholar] [CrossRef]
- Olvera, D.; de Lacalle, L.N.L.; Urbikain, G.; Lamikiz, A.; Rodal, P.; Zamakona, I. Hole making using ball helical milling on titanium alloys. J. Mach. Sci. Technol. 2012, 16, 173–188. [Google Scholar] [CrossRef]
- Sui, H.; Zhang, X.; Zhang, D.; Jiang, X.; Wu, R. Feasibility study of high-speed ultrasonic vibration cutting titanium alloy. J. Mech. Eng. 2017, 53, 120–127. [Google Scholar] [CrossRef]
- Mishra, S.K.; Ghosh, S.; Aravindan, S. 3D finite element investigations on textured tools with different geometrical shapes for dry machining of titanium alloys. Int. J. Mech. Sci. 2018, 141, 424–449. [Google Scholar] [CrossRef]
- Tan, D.W.; Guo, W.M.; Wang, H.J.; Lin, H.T.; Wang, C.Y. Cutting performance and wear mechanism of TiB2-B4C ceramic cutting tools in high speed turning of Ti6Al4V alloy. Ceram. Int. 2018, 44, 15495–15502. [Google Scholar] [CrossRef]
- Hatt, O.; Lomas, Z.; Thomas, M.; Jackson, M. The effect of titanium alloy chemistry on machining induced tool crater wear characteristics. Wear 2018, 408–409, 200–207. [Google Scholar] [CrossRef]
- De Lacalle, L.L.; Lamikiz, A.; Sánchez, J.A.; Salgado, M.A. Effects of tool deflection in the high-speed milling of inclined surfaces. Int. J. Adv. Manuf. Technol. 2004, 24, 621–631. [Google Scholar] [CrossRef]
- Rashid, R.R.; Palanisamy, S.; Sun, S.; Dargusch, M.S. Tool wear mechanisms involved in crater formation on uncoated carbide tool when machining Ti6Al4V alloy. Int. J. Adv. Manuf. Technol. 2015, 83, 1457–1465. [Google Scholar] [CrossRef]
- Mou, W.; Jiang, Z.; Zhu, S. A study of tool tipping monitoring for titanium milling based on cutting vibration. Int. J. Adv. Manuf. Technol. 2019, 104, 3457–3471. [Google Scholar] [CrossRef]
- Koseki, S.; Inoue, K.; Sekiya, K.; Morito, S.; Ohba, T.; Usuki, H. Wear Mechanisms of PVD-Coated Cutting Tools During Continuous Turning of Ti-6Al-4V Alloy. J. Precis. Eng. 2016, 47, 434–444. [Google Scholar] [CrossRef]
- Daymi, A.; Boujelbene, M.; Ben Amara, A.; Bayraktar, E.; Katundi, D. Surface integrity in high speed end milling of titanium alloy Ti-6Al-4V. Mater. Sci. Technol. 2011, 27, 387–394. [Google Scholar] [CrossRef]
- Tan, L.; Yao, C.; Ren, J.; Zhang, D. Effect of Cutter Path Orientations on Cutting Forces, Tool Wear, and Surface Integrity When Ball End Milling TC17. Int. J. Adv. Manuf. Technol. 2016, 88, 1–14. [Google Scholar] [CrossRef]
- Krishnaraj, V.; Samsudeensadham, S.; Sindhumathi, R.; Kuppan, P. A study on High Speed End Milling of Titanium Alloy. Procedia Eng. 2014, 97, 251–257. [Google Scholar] [CrossRef] [Green Version]
- Liang, X.; Liu, Z. Tool wear behaviors and corresponding machined surface topography during high-speed machining of Ti-6Al-4V with fine grain tools. Tribol. Int. 2018, 121, 321–332. [Google Scholar] [CrossRef]
- Chen, T.; Guo, J.; Song, L.X.; Li, S.Y.; Liu, X.L. Research on Chip flow and tool Wear during hard cutting of PCBN tool with Enhancement Edge. J. Chin. J. Mech. Eng. 2019, 55, 195–200. [Google Scholar]
- Luo, M.; Wang, J.; Wu, B.; Zhang, D. Effects of cutting parameters on tool insert wear in end milling of titanium alloy Ti6Al4V. J. Chin. J. Mech. Eng. 2017, 30, 1–7. [Google Scholar] [CrossRef]
- Liu, X.L.; Jiang, Z.P.; Li, M.Y.; Ding, Y.; Wang, G.; Liu, L. New rounded end mill for mold processing based on scallop-height. J. Chin. J. Mech. Eng. 2015, 51, 192–204. [Google Scholar] [CrossRef]
- Oliaei, S.N.B.; Karpat, Y. Investigating the Influence of Built-up Edge on Forces and Surface Roughness in Micro Scale Orthogonal Machining of Titanium Alloy Ti6Al4V. J. Mater. Process. Technol. 2016, 235, 28–40. [Google Scholar] [CrossRef] [Green Version]
- Suárez, A.; López de Lacalle, L.N.; Polvorosa, R.; Veiga, F.; Wretland, A. Effects of High-Pressure Cooling on the Wear Patterns on Turning Inserts Used on Alloy IN718. J. Mater. Manuf. Process. 2016, 32, 678–686. [Google Scholar] [CrossRef]
- Li, A.; Zhao, J.; Zhou, Y.H. Experimental investigation on chip morphologies in high-speed dry milling of titanium alloy Ti-6Al-4V. Int. J. Adv. Manuf. Technol. 2012, 62, 933–942. [Google Scholar] [CrossRef]
- Sutter, G.; List, G. Very high speed cutting of Ti-6Al-4V titanium alloy-change in morphology and mechanism of chip formation. Int. J. Mach. Tools Manuf. 2013, 66, 37–43. [Google Scholar] [CrossRef]
- Wang, G.; Liu, X.; Gao, W.; Yan, B.; Chen, T. Study on the design and cutting performance of a revolving cycloid milling cutter. Appl. Sci. 2019, 9, 2915. [Google Scholar] [CrossRef] [Green Version]
- Kidhir, B.A.; Mohammed, B.; Suhail, A.H.; Ismail, N. Investigating the influence of approach angle for ceramic cutting tools on chip formation during turning. Int. J. Arab. J. Sci. Eng. 2012, 37, 793–802. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tungsten | Titanium | Oxygen | Other Elements |
|---|---|---|---|
| 11.23% | 8.00% | 14.41% | 66.36% |
| Tungsten | Titanium | Oxygen | Other Elements |
|---|---|---|---|
| 16.39% | 17.40% | 29.01% | 37.19% |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, G.; Liu, X.; Chen, T.; Gao, W. An Experimental Study on Milling Titanium Alloy with a Revolving Cycloid Milling Cutter. Appl. Sci. 2020, 10, 1423. https://doi.org/10.3390/app10041423
Wang G, Liu X, Chen T, Gao W. An Experimental Study on Milling Titanium Alloy with a Revolving Cycloid Milling Cutter. Applied Sciences. 2020; 10(4):1423. https://doi.org/10.3390/app10041423
Chicago/Turabian StyleWang, Guangyue, Xianli Liu, Tao Chen, and Weijie Gao. 2020. "An Experimental Study on Milling Titanium Alloy with a Revolving Cycloid Milling Cutter" Applied Sciences 10, no. 4: 1423. https://doi.org/10.3390/app10041423