Effect of Local Gas Flow in Full Penetration Laser Beam Welding with High Welding Speeds




Abstract
:1. Introduction
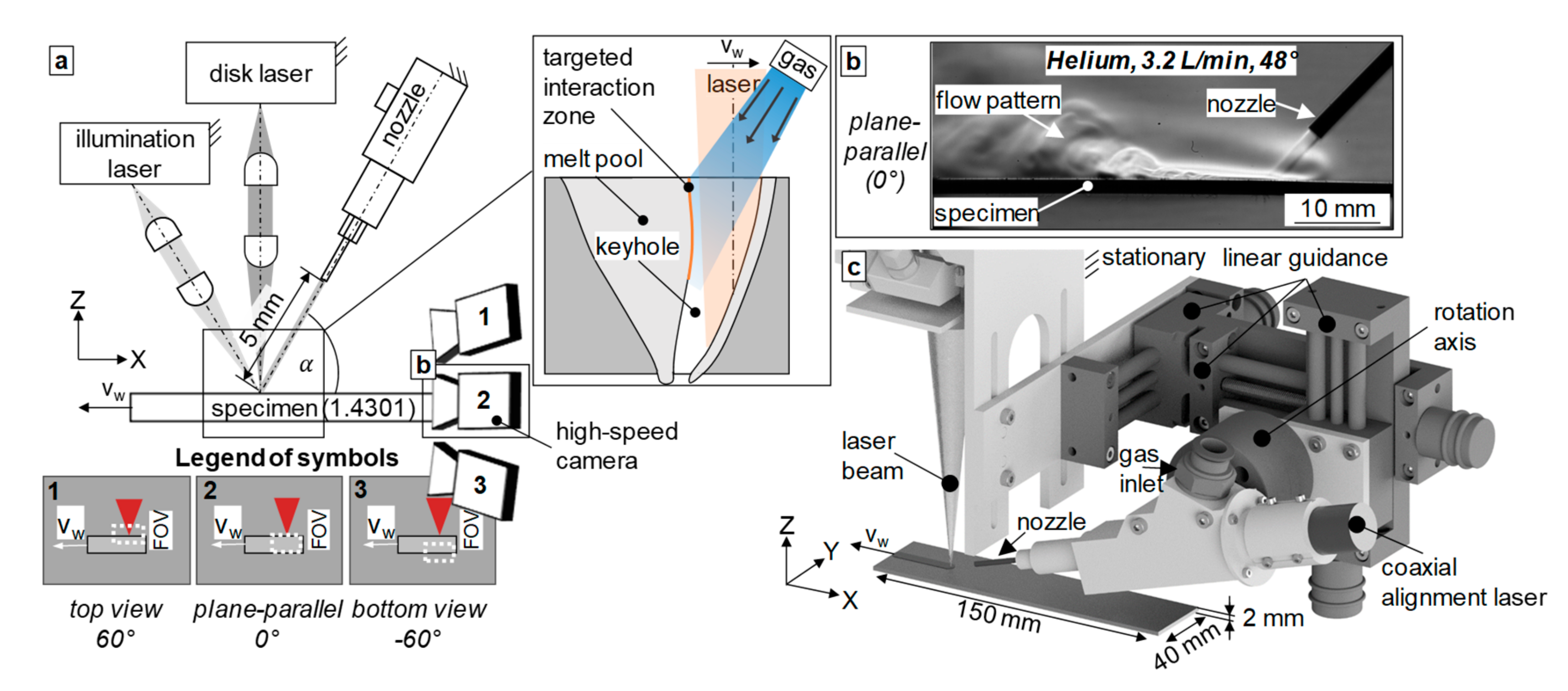
2. Materials and Methods
3. Results
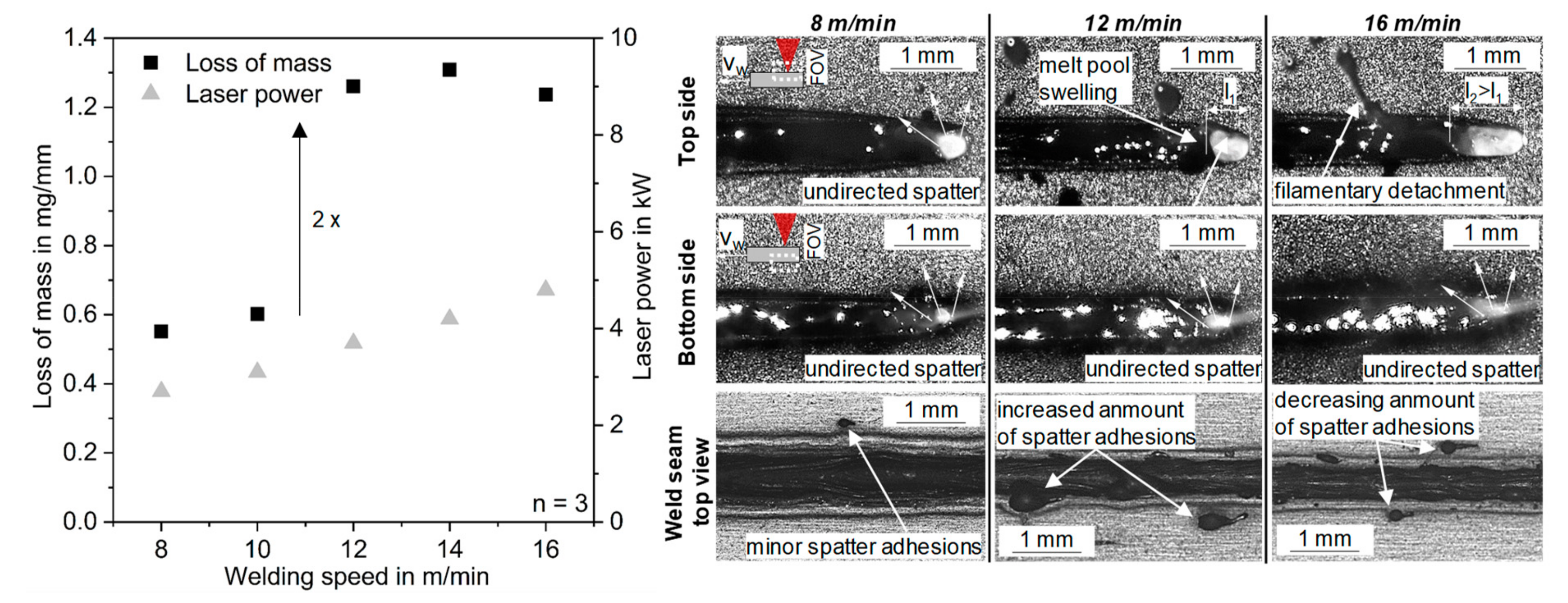
3.1. Reference Process
3.2. Process Regimes Depending on Flow Rate
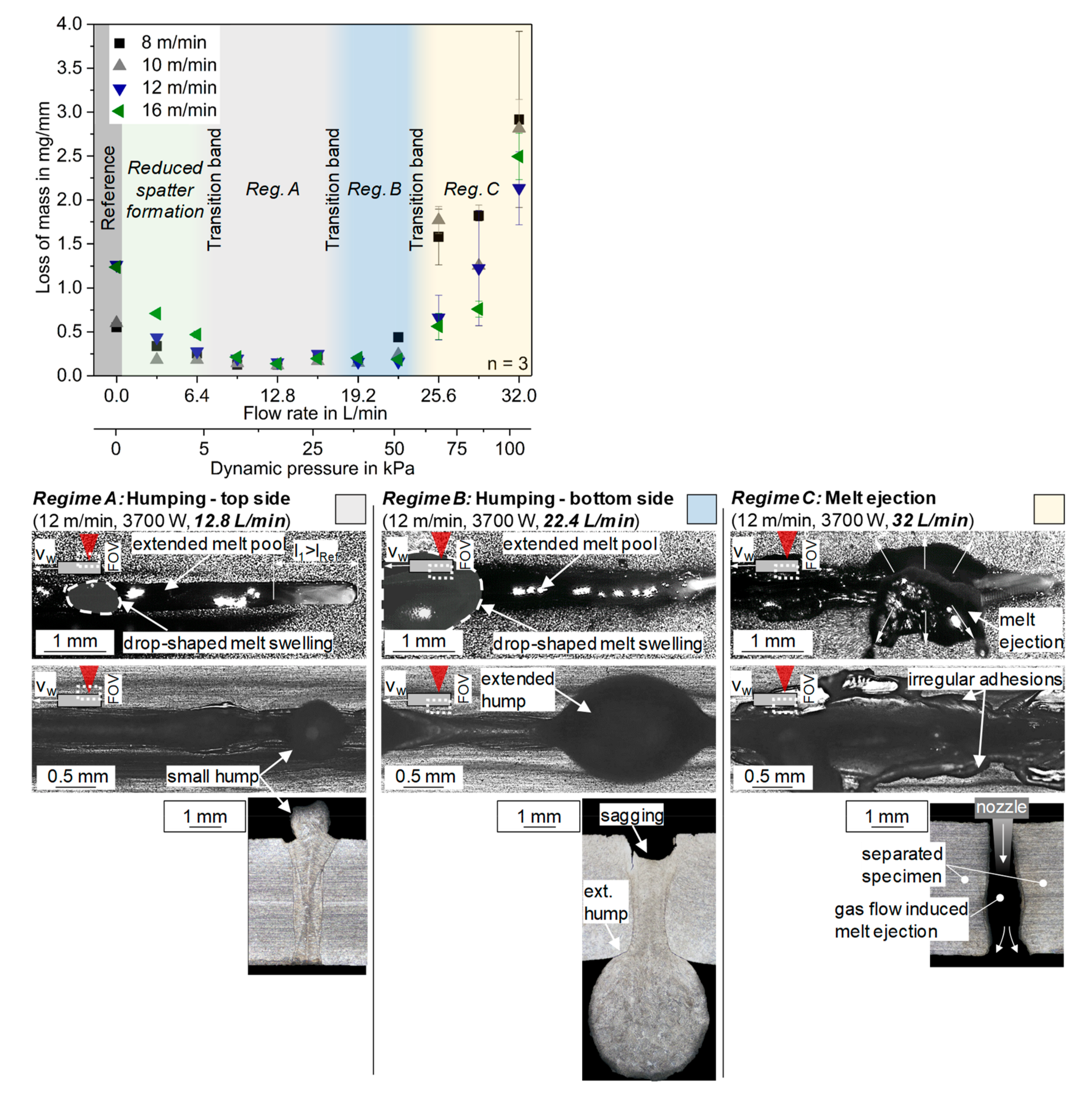
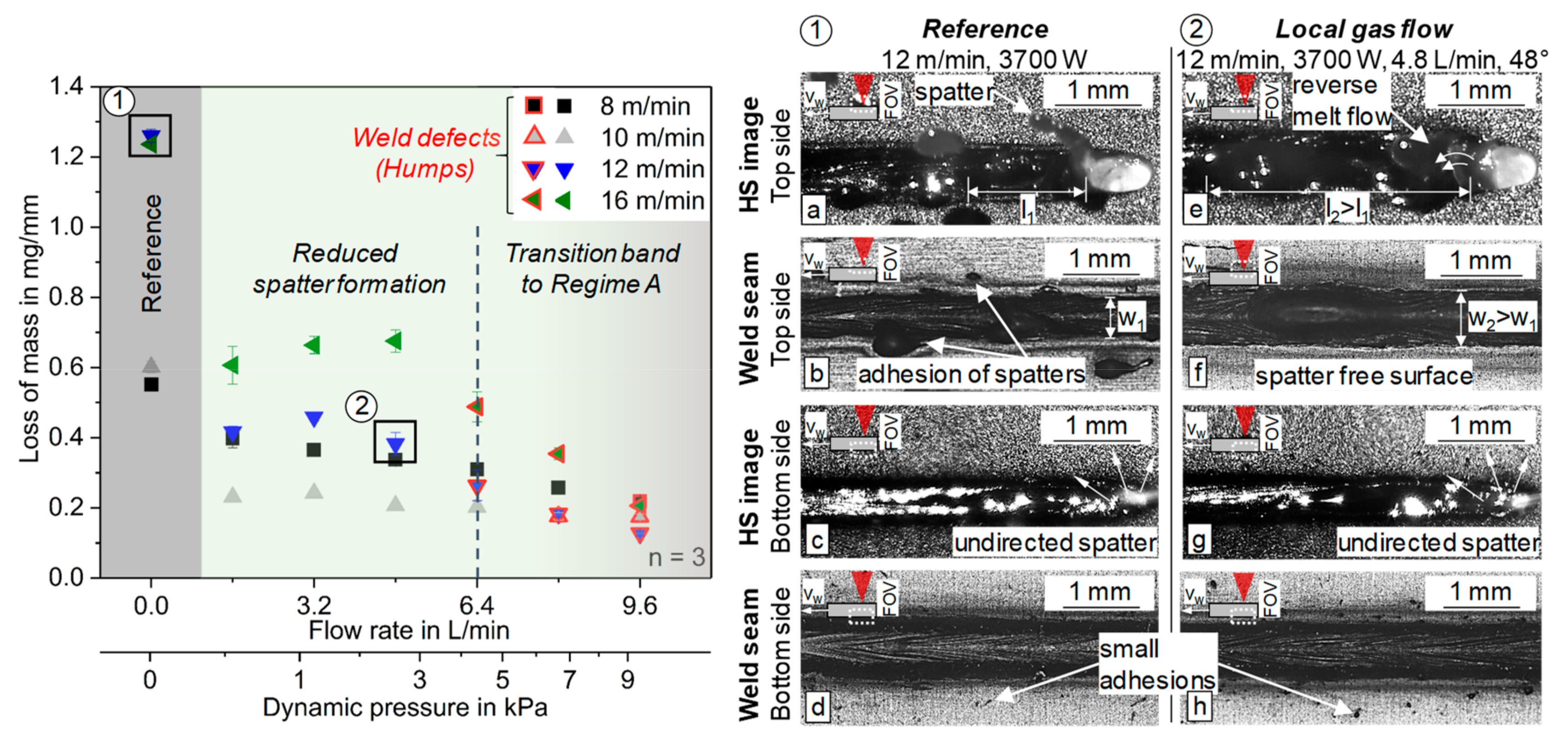
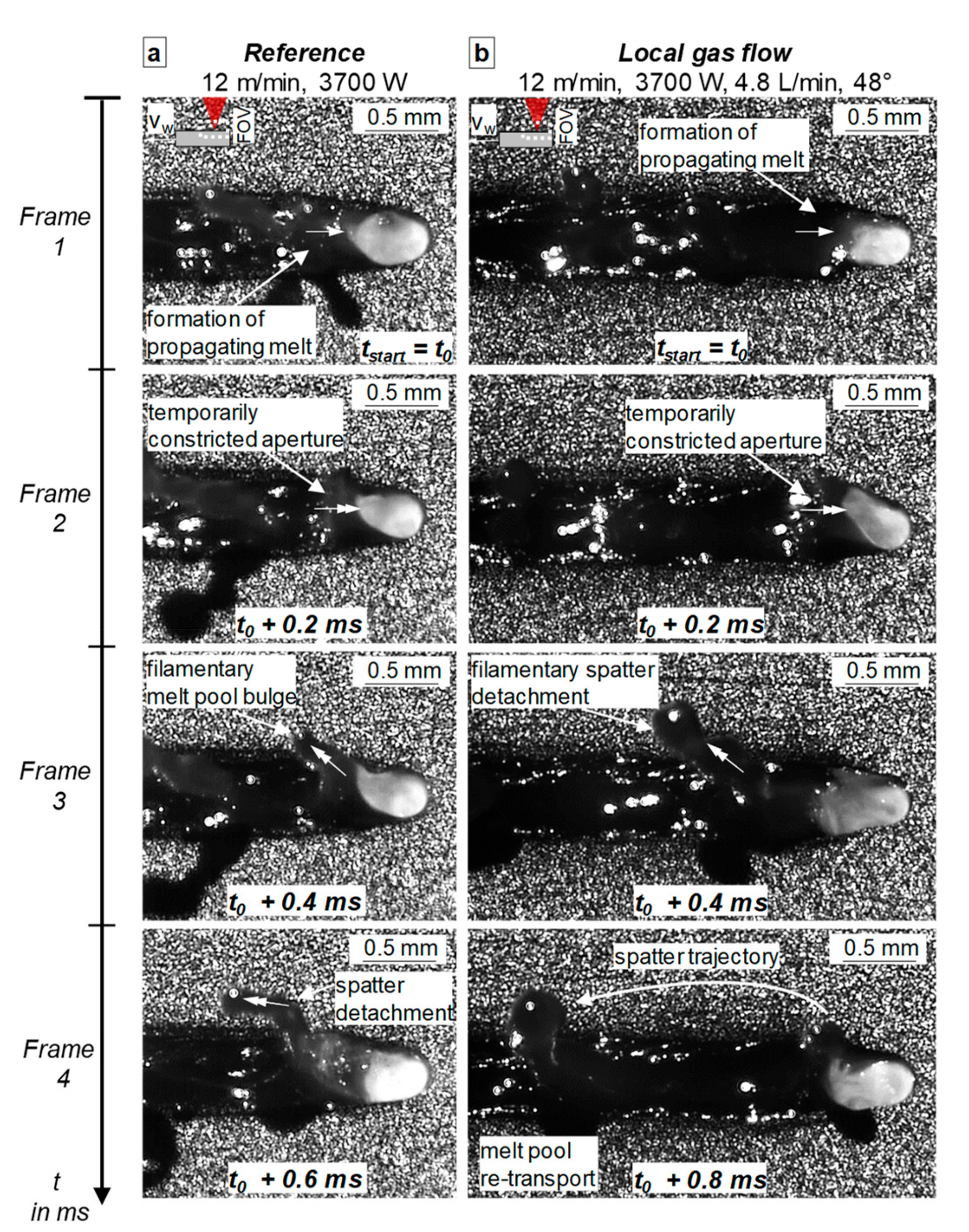
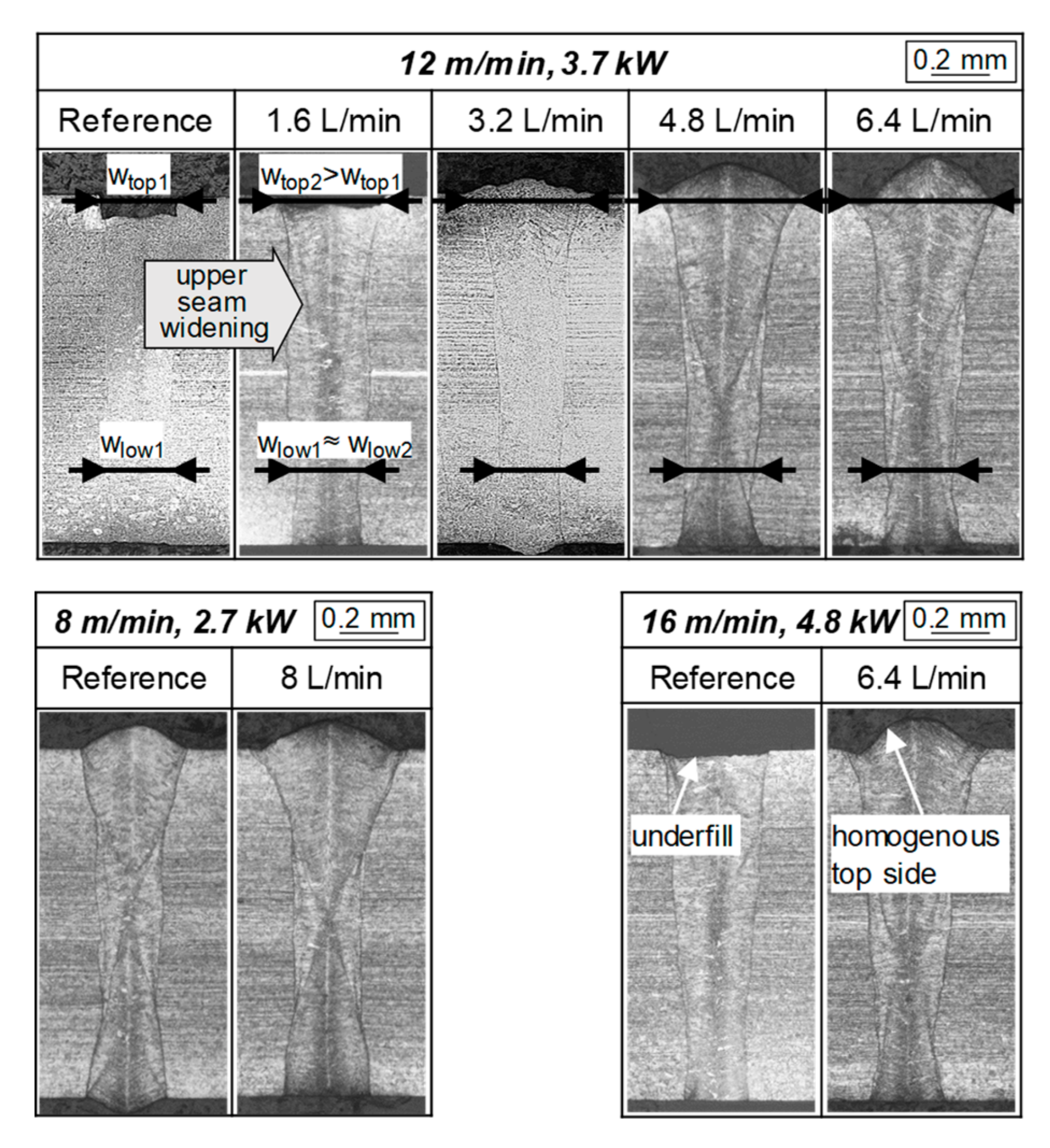
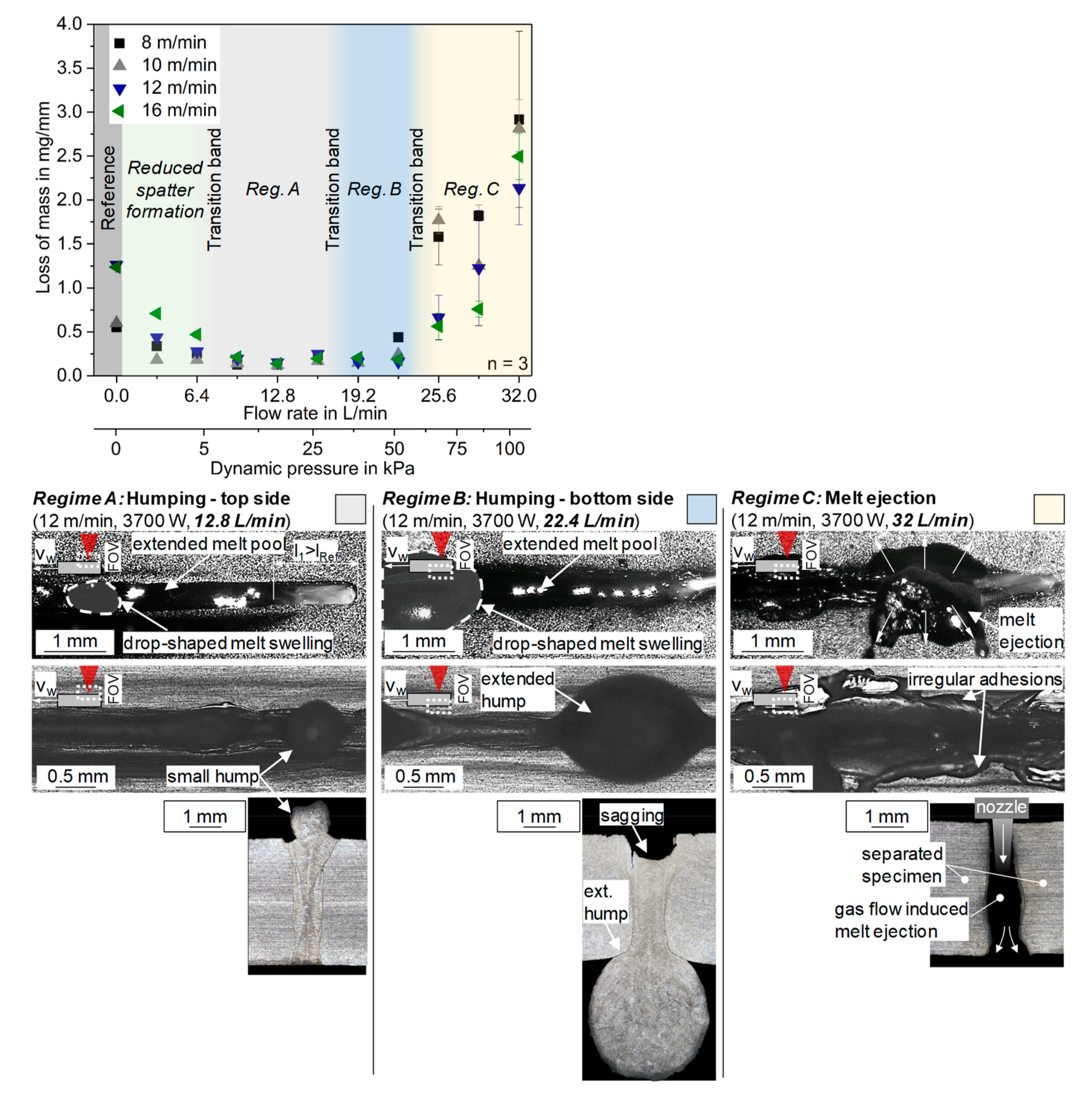
- Reduced spatter formation (3.2 L/min/1 kPa to ≤ 6.4 L/min/4 kPa): The first regime is characterized by a significant reduced loss of mass. By using the local gas flow, a considerable reduction in spatter formation and adhering spatters could be observed on the top side of the specimen. Nevertheless, at a welding speed of 12 m/min and 16 m/min, some weld defects in form of small humps occurred on the specimen top side at a flow rate of 6.4 L/min. Below this flow rate, no weld seam defects could be determined. In contrary, the bottom side of the specimen was not affected by the gas flow regarding the weld seam quality or the spatter formation mechanism. This can be explained by the differing spatter formation mechanism at the bottom aperture of the keyhole. Based on the spatter detachment within the keyhole, the spatter formation can only be affected by changing the windage of the formed steps on the keyhole wall [5]. For this purpose, the forces for a melt displacement must exceed a critical threshold, depending on the acting dynamic melt flow pressure and the rheological properties of the melt. Up to flow rates of 6.4 L/min, the resulting dynamic pressure of ≤4 kPa seems to be not sufficient to fulfill this physical condition.
- Regime A (≥9.6 L/min/9 kPa to ≤16 L/min/26 kPa): This process regime is characterized by the formation of humps on the top side of the specimen. Compared to the reduced spatter formation process regime, the enhanced flow rate contributed to a significant elongation of the keyhole and melt pool against welding direction. Based on the trailing flow orientation, the gas flow interacts primarily with the keyhole rear side. Following, an impulse of the gas flow can be transferred to the keyhole rear wall, whereby melt is displaced and accelerated due to the compressive force. This explains the elongation of the keyhole as well as the increase in kinetic energy of the melt flow can contribute to the melt pool extension. At the end of the melt pool, it was possible to observe the formation of drop-shaped melt pool swellings, which solidified on the surface of the weld seam (humps). In literature, humping formation is typically observed at higher welding speeds ≥18 m/min [3,4]. In case of the local gas flow, the formation of humps may be attributed to the melt flow acceleration. At the bottom side of the specimen, it was not possible to determine any effect of the gas flow.
- Regime B (≥19.2 L/min/38 kPa to ≤22.4 L/min/51 kPa): The further increase in flow rate resulted in the formation of humps at the bottom side of the specimen. Due to the enhanced flow rate, it was possible to observe an elongation of the keyhole and the melt pool as well. Further, the formation of underfill could be seen, which can be attributed due to the sagging of the melt pool. At the end of the melt pool, the formation of larger drop-shaped melt swellings could be determined. After solidification, extended humps were noticed.
- Regime C (≥25.6 L/min/67 kPa to ≤32 L/min/104 kPa): With a further increase in flow rate, the gas flow caused a further elongation of the keyhole and the melt pool. On the other hand, a significant melt ejection on the bottom side of the specimen occurs. Based on the enhanced compressive forces on the melt, the gas flow induced melt ejection resulted in a significantly increased loss of mass. As a result, the specimen was cut into two single parts. The bottom side of the weld seam area showed irregular material adhesions comparable to the flash at low pressures in laser beam fusion cutting. Due to bottom sided melt ejection, the upper surface did not show any adhering spatters.
- Transition bands: Between these distinct regimes, corresponding transition areas were identified that show characteristics of both regimes, which become more pronounced towards the following regime as the flow rate increases.
3.3. Spatter Reduction by Use of Local Gas Flow
3.3.1. Influence of Flow Rate
3.3.2. Conditions of the Gas Flow
3.3.3. Characterization of Particle Speed
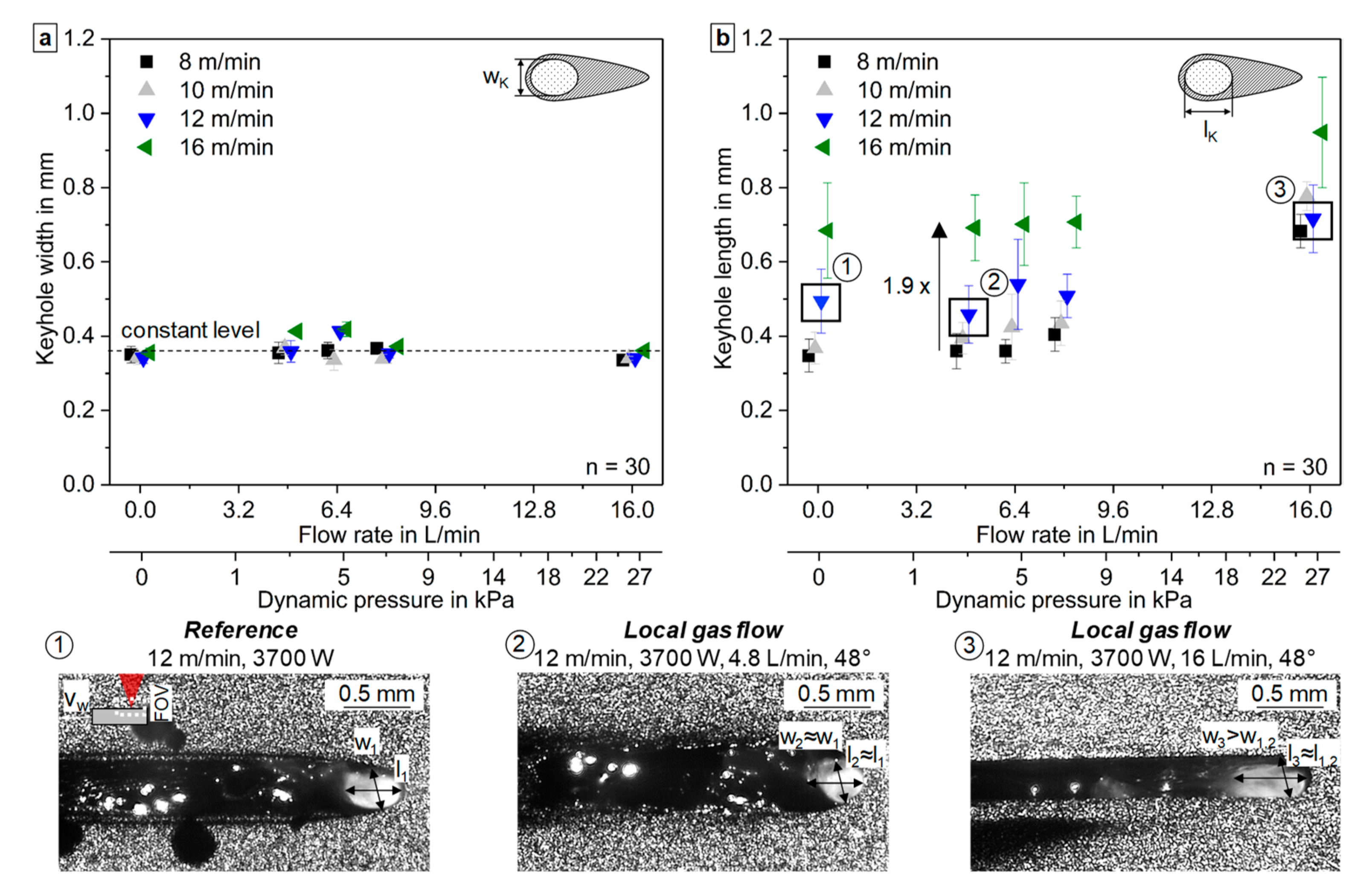
3.3.4. Effect on Keyhole Dimensions
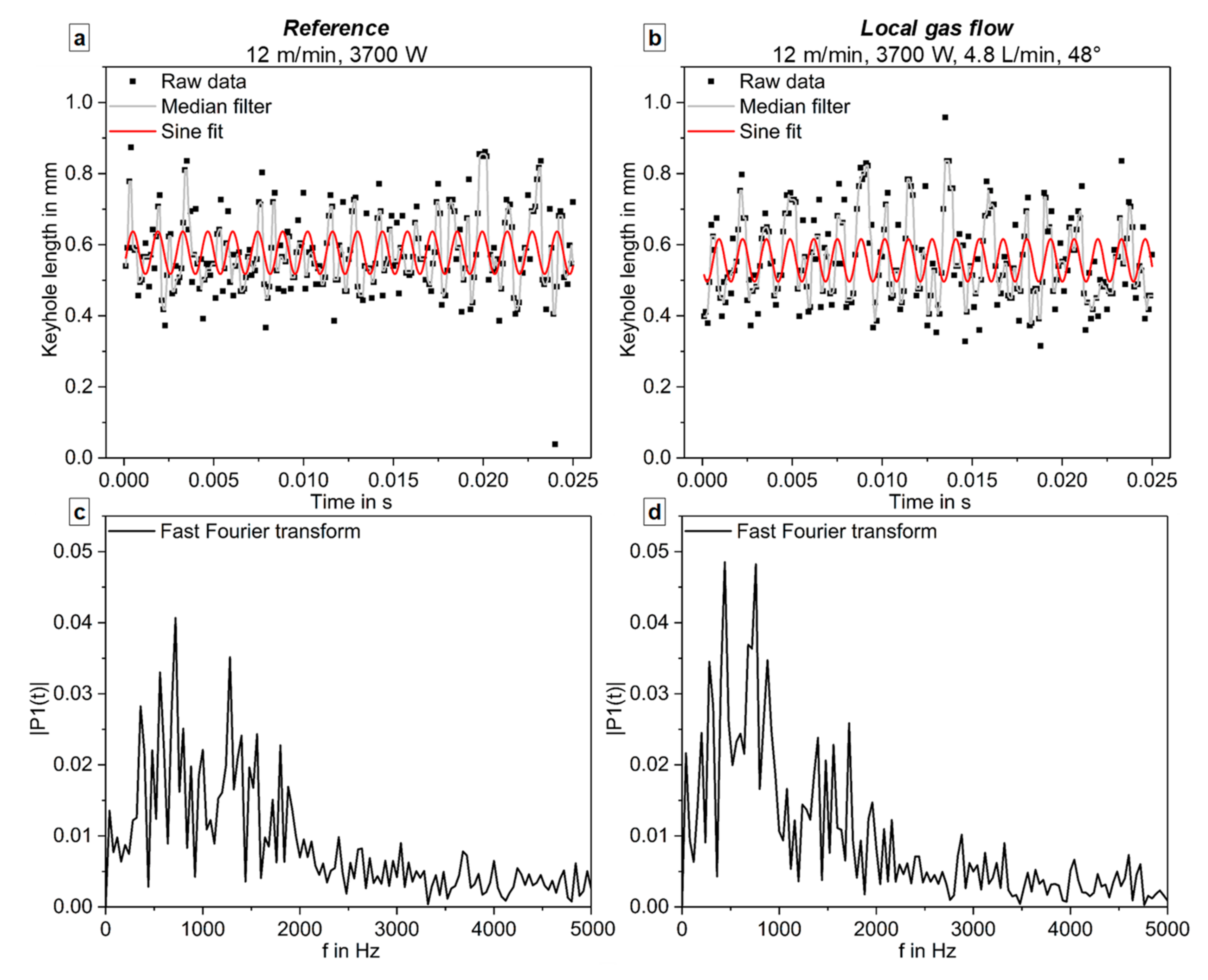
3.3.5. Effect on Keyhole Fluctuations
3.3.6. Effect on Weld Seam Geometry
4. Model of Effect Mechanism
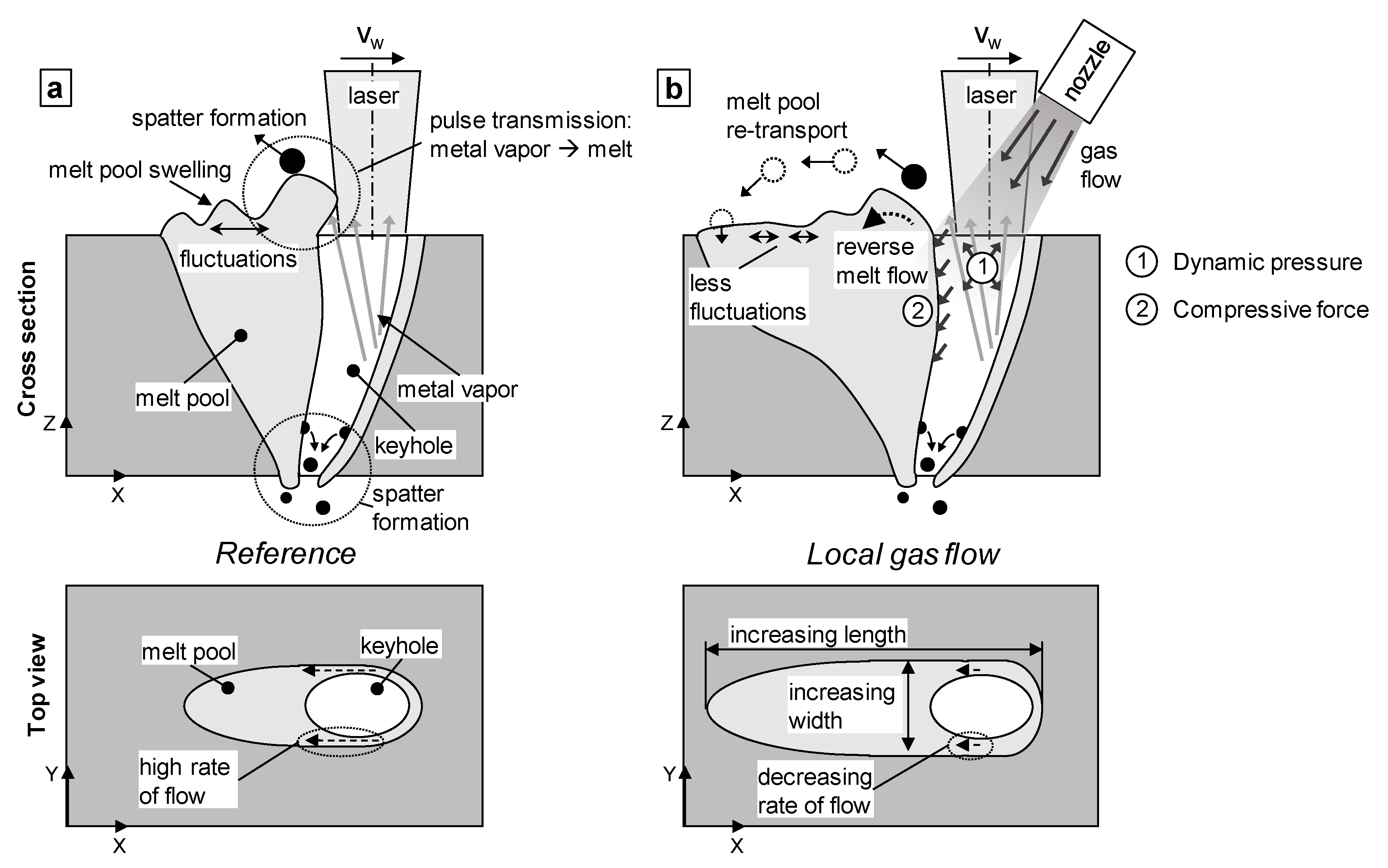
- Pressure/force balance: Based on the interaction of the gas flow and the metal vapor, the gas can be heated up. Thus, the volume of the gas increases, which results in the formation of an expansion pressure. This contributes to another increase in opening force. An additional heating of the gas due to laser adsorption can be classified as insignificant based on the optical properties of argon [32]. Additionally, the force balance of the keyhole can be affected by the kinetic energy of the gas. Due to the trailing flow orientation, the gas flow exerts a compressive force on the keyhole rear wall.
- Melt pool temperature: Besides the discussed effect of heat dissipation due to forced convection and changing outgassing conditions, the melt pool temperature is affected by a change in thermophysical properties. Based on the difference in specific heat capacity, density and thermal conductivity of the gas and the surrounding atmosphere, the heat transfer coefficient is changing. This can result in a manipulation of the Marangoni flow due to changed temperature gradient at the melt pool surface [33].
- Surface tension: Depending on the type of gas used, the surface tension of the melt changes due to adsorption and desorption its chemical components [34,35]. Based on the inert nature of argon, this effect can be classified to be negligible in this investigation [36]. Further, due to the temperature-dependence of the most liquid metals on surface tension [37], the condition of spatter formation (Equation (2)) is affected by the gas flow induced changes in melt pool temperature.
- Vaporization point: Due to the pressure increase inside the keyhole, the boiling point of the material is changing. According to the vapor pressure curve of iron, the normal boiling point is given by a vaporization temperature of approx. 3000 °C [38]. Based on the investigated maximum flow rate of 32 L/min, the internal pressure of the keyhole was increased up to 107 kPa due to the exerted dynamic pressure. According to the investigations of [39], the pressure increase results in a rise in vaporization temperature by up to 160 K. As a result, the rate of evaporation is falling. At a constant laser power, the dissipated energy can cause a decrease in welding depth or seam width. Based on the lower flow rates of the spatter reduced process regime by up to 9.6 L/min, the vaporization temperature is increasing up to 18 K only. Following, this effect can be considered as being of minor significance in this process regime.
5. Conclusions and Outlook
Author Contributions
Funding
Conflicts of Interest
References
- Volpp, J. Dynamik und Stabilität der Dampfkapillare beim Laserstrahltiefschweißen. Ph.D. Thesis, Universität Bremen, Bremen, Germany, 2017. [Google Scholar]
- Zhang, M.; Chen, G.; Zhou, Y.; Li, S. Direct observation of keyhole characteristics in deep penetration laser welding with a 10 kW fiber laser. Opt. Express 2013, 21, 19997–20004. [Google Scholar] [CrossRef]
- Weberpals, J. Nutzen und Grenzen guter Fokussierbarkeit beim Laserschweißen. Ph.D. Thesis, Universität Stuttgart, Stuttgart, Germany, 2010. [Google Scholar]
- Fabbro, R. Melt pool and keyhole behaviour analysis for deep penetration laser welding. J. Phys. D Appl. Phys. 2010, 43, 445501. [Google Scholar] [CrossRef]
- Berger, P.; Schuster, R.; Hügel, H. Zur Bedeutung von gleitenden Stufen an der Kapillarfront beim Schweißen und Schneiden mit Laserstrahlen—Teil 1. Schweißen Schneiden 2011, 63, 20–28. [Google Scholar]
- Volpp, J. Keyhole stability during laser welding—Part II: Process pores and spatters. Prod. Eng. 2017, 11, 9–18. [Google Scholar] [CrossRef]
- Zhang, M.J.; Chen, G.Y.; Zhou, Y.; Li, S.C.; Deng, H. Observation of spatter formation mechanisms in high-power fiber laser welding of thick plate. Appl. Surf. Sci. 2013, 280, 868–875. [Google Scholar] [CrossRef]
- Hügel, H.; Graf, T. Laser in der Fertigung: Grundlagen der Strahlquellen, Systeme, Fertigungsverfahren; Vieweg+Teubner: Wiesbaden, Germany, 2014; Volume 3. [Google Scholar]
- Kaplan, A.; Powell, J. Spatter in laser welding. J. Laser Appl. 2011, 23, 032005. [Google Scholar] [CrossRef]
- Beck, M. Modellierung des Lasertiefschweißens; Teubner: Wiesbaden, Germany, 1996. [Google Scholar]
- Katayama, S.; Tsukamotot, S.; Fabbro, R. Handbook of Laser Welding Technologies; Woodhead Publishing: Sawston, UK, 2013. [Google Scholar]
- Kroos, J.; Gratzke, U.; Simon, G. Towards a self-consistent model of the keyhole in penetration laser beam welding. J. Phys. D Appl. Phys. 1993, 26, 474–480. [Google Scholar] [CrossRef]
- Speker, N.; Haug, P.; Feuchtenbeiner, S.; Hesse, T.; Havrilla, D. BrightLine Weld-Spatter Reduced High Speed Welding with Disk Lasers. In High-Power Laser Materials Processing: Applications, Diagnostics, and Systems VII; International Society for Optics and Photonics: Bellingham, WA, USA, 2018; Volume 10525. [Google Scholar]
- Fetzer, F.; Sommer, M.; Weber, R.; Weberpals, J.-P.; Graf, T. Reduction of pores by means of laser beam oscillation during remote welding of AlMgSi. Opt. Lasers Eng. 2018, 108, 68–77. [Google Scholar] [CrossRef]
- Kallage, P. To application demands adapted beam qualities for improved process results. Int. Congr. Appl. Lasers Electro Opt. 2011, 2011, 605. [Google Scholar] [CrossRef]
- Nagel, F.; Brömme, L.; Bergmann, J.P. Effects of two superimposed laser beams on spatter formation during laser welding of high alloyed steel. J. Laser Appl. 2019, 31, 022005. [Google Scholar] [CrossRef]
- Ning, J.; Zhang, L.-J.; Yin, X.-Q.; Zhang, J.-X.; Na, S.-J. Mechanism study on the effects of power modulation on energy coupling efficiency in infrared laser welding of highly-reflective materials. Mater. Des. 2019, 178, 107871. [Google Scholar] [CrossRef]
- Heider, A. Erweitern der Prozessgrenzen beim Laserstrahlschweißen von Kupfer mit Einschweißtiefen zwischen 1 mm und 10 mm. Ph.D. Thesis, Universität Stuttgart, Stuttgart, Germany, 2018. [Google Scholar]
- Jakobs, S.; Reisgen, U. Laserstrahlschweißen im Vakuum. Stahlbau 2015, 84, 635–642. [Google Scholar] [CrossRef]
- Börner, C.; Dilger, K.; Rominger, V.; Harrer, T.; Krüssel, T.; Löwer, T. Influence of ambient pressure on spattering and weld seam quality in laser beam welding with the solid-state laser. Int. Congr. Appl. Lasers Electro Opt. 2011, 2011, 621–629. [Google Scholar] [CrossRef]
- Clancy, L.J. Aerodynamics; Halstead Press: Ultimo, Australia, 1975. [Google Scholar]
- Kamimuki, K.; Inoue, T.; Yasuda, K.; Muro, M.; Nakabayashi, T.; Matsunawa, A. Prevention of welding defect by side gas flow and its monitoring method in continuous wave Nd:YAG laser welding. J. Laser Appl. 2002, 14, 136–145. [Google Scholar] [CrossRef]
- Fabbro, R.; Slimani, S.; Doudet, I.; Coste, F.; Briand, F. Experimental study of the dynamical coupling between the induced vapour plume and the melt pool for Nd–Yag CW laser welding. J. Phys. D Appl. Phys. 2006, 39, 394–400. [Google Scholar] [CrossRef]
- Herrmann, J. Prozessgase beim Laserschweißen Kostenfaktor oder Garant für wirtschaftliche, stabile und hochwertige Schweißverbindungen. Dvs Ber. 2006, 41, 133–142. [Google Scholar]
- Jovic, G.; Bormann, A.; Proell, J.; Boehm, S. Laser welding of thin stainless steel parts using modified side-gas application for control of spatter and weld shape. Proc. Int. Congr. Laser Adv. Mater. Process. 2019, 1–7. [Google Scholar]
- Zhang, L.; Zhang, J.; Zhang, G.; Bo, W.; Gong, S. An investigation on the effects of side assisting gas flow and metallic vapour jet on the stability of keyhole and molten pool during laser full-penetration welding. J. Phys. D Appl. Phys. 2011, 44, 135201. [Google Scholar] [CrossRef]
- Amara, E.H.; Fabbro, R. Modelling of gas jet effect on the melt pool movements during deep penetration laser welding. J. Phys. D Appl. Phys. 2008, 41, 055503. [Google Scholar] [CrossRef]
- Wu, D.; Hua, X.; Li, F.; Huang, L. Understanding of spatter formation in fiber laser welding of 5083 aluminum alloy. Int. J. Heat Mass Transf. 2017, 113, 730–740. [Google Scholar] [CrossRef]
- Schmidt, L.; Hickethier, S.; Schricker, K.; Bergmann, J.P. Low-spatter high speed welding by use of local shielding gas flows. Proc. SPIE Lase Conf. 2019, 10911. [Google Scholar]
- Schmidt, L.; Schricker, K.; Bergmann, J.P.; Hickethier, S. Effect of gas flow on spatter formation in deep penetration welding at high welding speeds. Proc. Lasers Manuf. Conf. 2019, 1–7. [Google Scholar]
- Settles, G. Schlieren and Shadowgraph Techniques: Visualizing Phenomena in Transparent Media; Springer Science & Business Media: Luxemburg, 2012. [Google Scholar]
- Woods, R.; Spence, B. The Infrared Spectrum of Argon. Phys. Rev. 1934, 4, 669–670. [Google Scholar] [CrossRef]
- Fuhrich, T.; Berger, P.; Hügel, H. Marangoni effect in laser deep penetration welding of steel. J. Laser Appl. 2001, 13, 178–186. [Google Scholar] [CrossRef]
- Keene, B.J. Review of data for the surface tension of pure metals. Int. Mater. Rev. 1993, 38, 157–192. [Google Scholar] [CrossRef]
- Lee, J.; Morita, K. Evaluation of Surface Tension and Adsorption for Liquid Fe-S Alloys. ISIJ Int. 2002, 42, 588–594. [Google Scholar] [CrossRef] [Green Version]
- Kern, M. Gas-und magnetofluiddynamische Maßnahmen zur Beeinflussung der Nahtqualität beim Laserstrahlschweißen. Ph.D. Thesis, Universität Stuttgart, Stuttgart, Germany, 1999. [Google Scholar]
- Morohoshi, K.; Uchikoshi, M.; Isshiki, M.; Fukuyama, H. Surface Tension of Liquid Iron as Functions of Oxygen Activity and Temperature. ISIJ Int. 2011, 51, 1580–1586. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Evans, J.R.G.; Yang, S. Corrected Values for Boiling Points and Enthalpies of Vaporization of Elements in Handbooks. J. Chem. Eng. Data 2011, 56, 328–337. [Google Scholar] [CrossRef] [Green Version]
- Beutl, M.; Pottlacher, G.; Jäger, H. Thermophysical properties of liquid iron. Int. J. Thermophys. 1994, 15, 1323–1331. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cr | Ni | C | Si | Mn | Fe |
|---|---|---|---|---|---|
| 17.00–19.00 | 8.00–10.00 | ≤0.07 | ≤1.00 | ≤2.00 | Bal. |
| Wavelength | Fiber Diameter | Focal Length Collimation | Focal Length Focus | Spot Diameter * | Focal Position | Rayleigh Length * |
|---|---|---|---|---|---|---|
| 1030 nm | 200 µm | 200 mm | 280 mm | 274 µm | 0 mm | 2.38 mm |
| Experimental Welding Parameters | ||||
|---|---|---|---|---|
| Welding Speed in m/min | 8 | 10 | 12 | 16 |
| Laser Power in W | 2700 | 3100 | 3700 | 4800 |
| Flow Rate in L/min | 8.0 | 6.4 | 4.8 | 4.8 |
| Process Parameters | 8 m/min * 2.700 W | 10 m/min 3.100 W | 12 m/min 3.700 W | 16 m/min 4.800 W | ||||
|---|---|---|---|---|---|---|---|---|
| Mode | Ref | Gas | Ref | Gas | Ref | Gas | Ref | Gas |
| Flow rate in L/min | / | 8 | / | 6.4 | / | 4.8 | / | 4.8 |
| Frequency in Hz | 720 * | 440 * | 760 | 760 | 720 | 760 | 640 | 760 |
| Normalized amplitude | 0.012 * | 0.016 * | 0.016 | 0.048 | 0.041 | 0.048 | 0.038 | 0.058 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schmidt, L.; Schricker, K.; Bergmann, J.P.; Junger, C. Effect of Local Gas Flow in Full Penetration Laser Beam Welding with High Welding Speeds. Appl. Sci. 2020, 10, 1867. https://doi.org/10.3390/app10051867
Schmidt L, Schricker K, Bergmann JP, Junger C. Effect of Local Gas Flow in Full Penetration Laser Beam Welding with High Welding Speeds. Applied Sciences. 2020; 10(5):1867. https://doi.org/10.3390/app10051867
Chicago/Turabian StyleSchmidt, Leander, Klaus Schricker, Jean Pierre Bergmann, and Christina Junger. 2020. "Effect of Local Gas Flow in Full Penetration Laser Beam Welding with High Welding Speeds" Applied Sciences 10, no. 5: 1867. https://doi.org/10.3390/app10051867
APA StyleSchmidt, L., Schricker, K., Bergmann, J. P., & Junger, C. (2020). Effect of Local Gas Flow in Full Penetration Laser Beam Welding with High Welding Speeds. Applied Sciences, 10(5), 1867. https://doi.org/10.3390/app10051867