
Machining the Surface of Orthopedic Stent Wire Using a Non-Toxic Abrasive Compound in a Magnetic Abrasive Finishing Process



Abstract
:1. Introduction
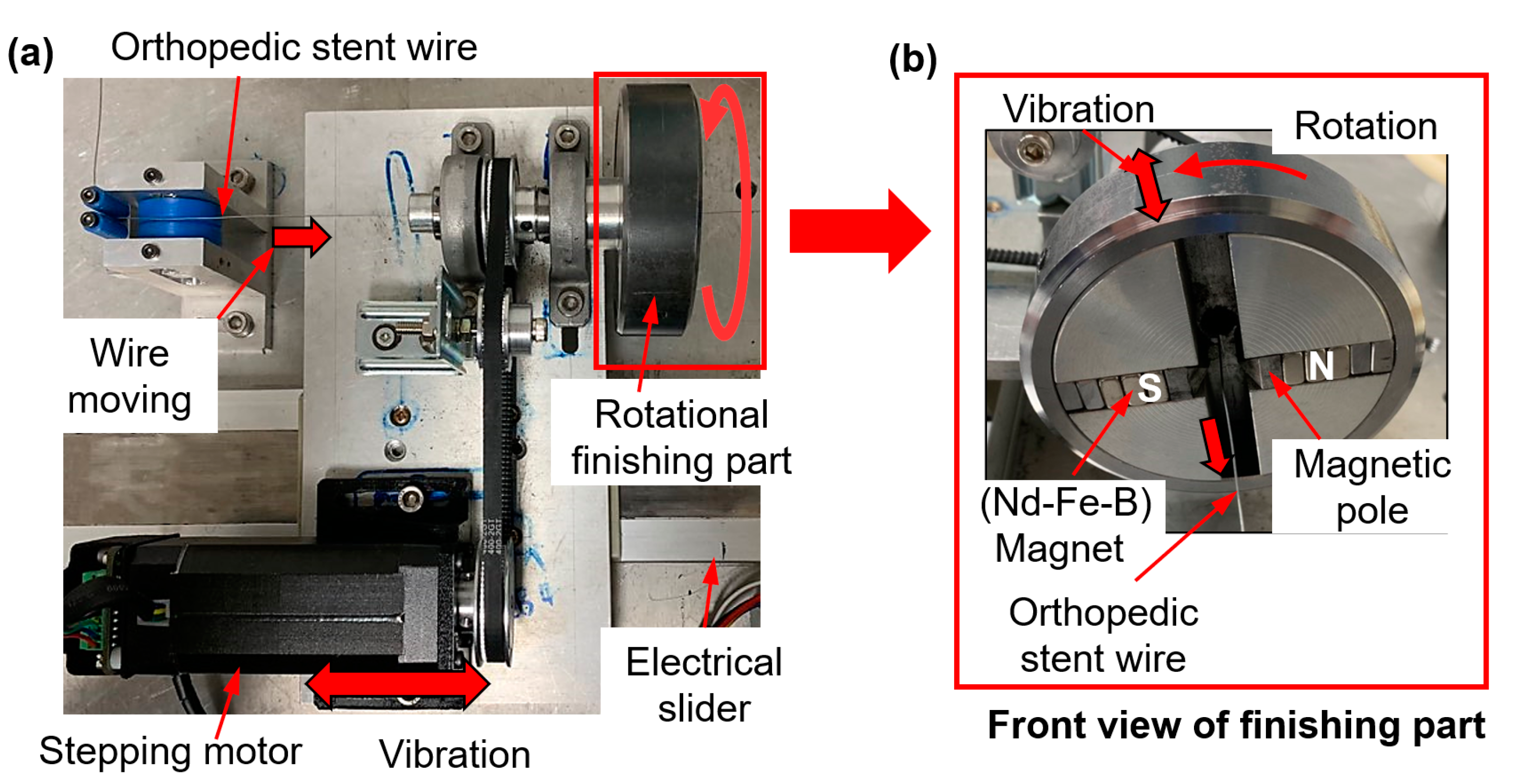
2. Experiment and Equipment for MAF
3. Materials and Methods
Magnetic Abrasive Conpound and Workpiece Materials
4. Experimental Methods
5. Results and Discussion
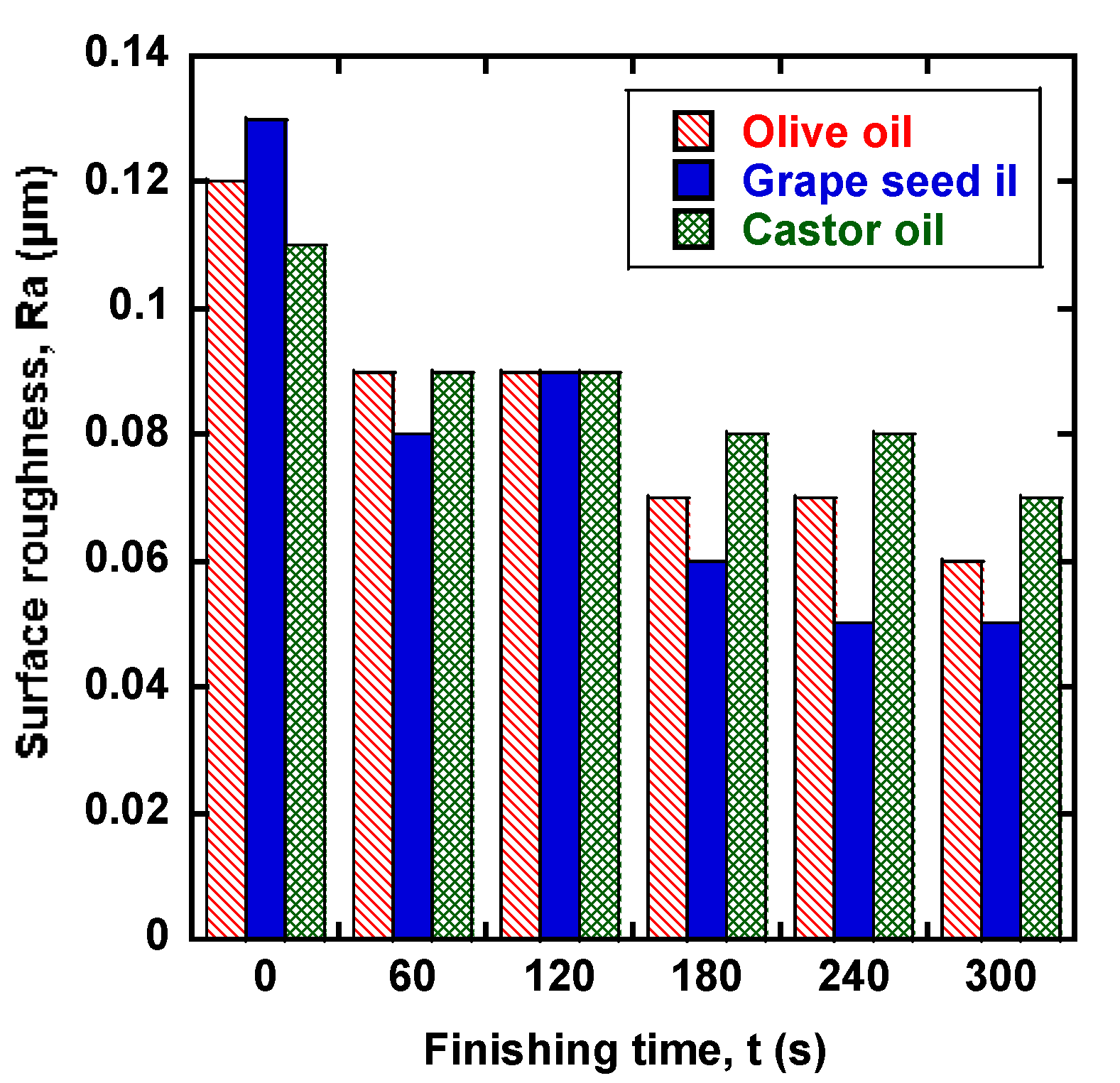
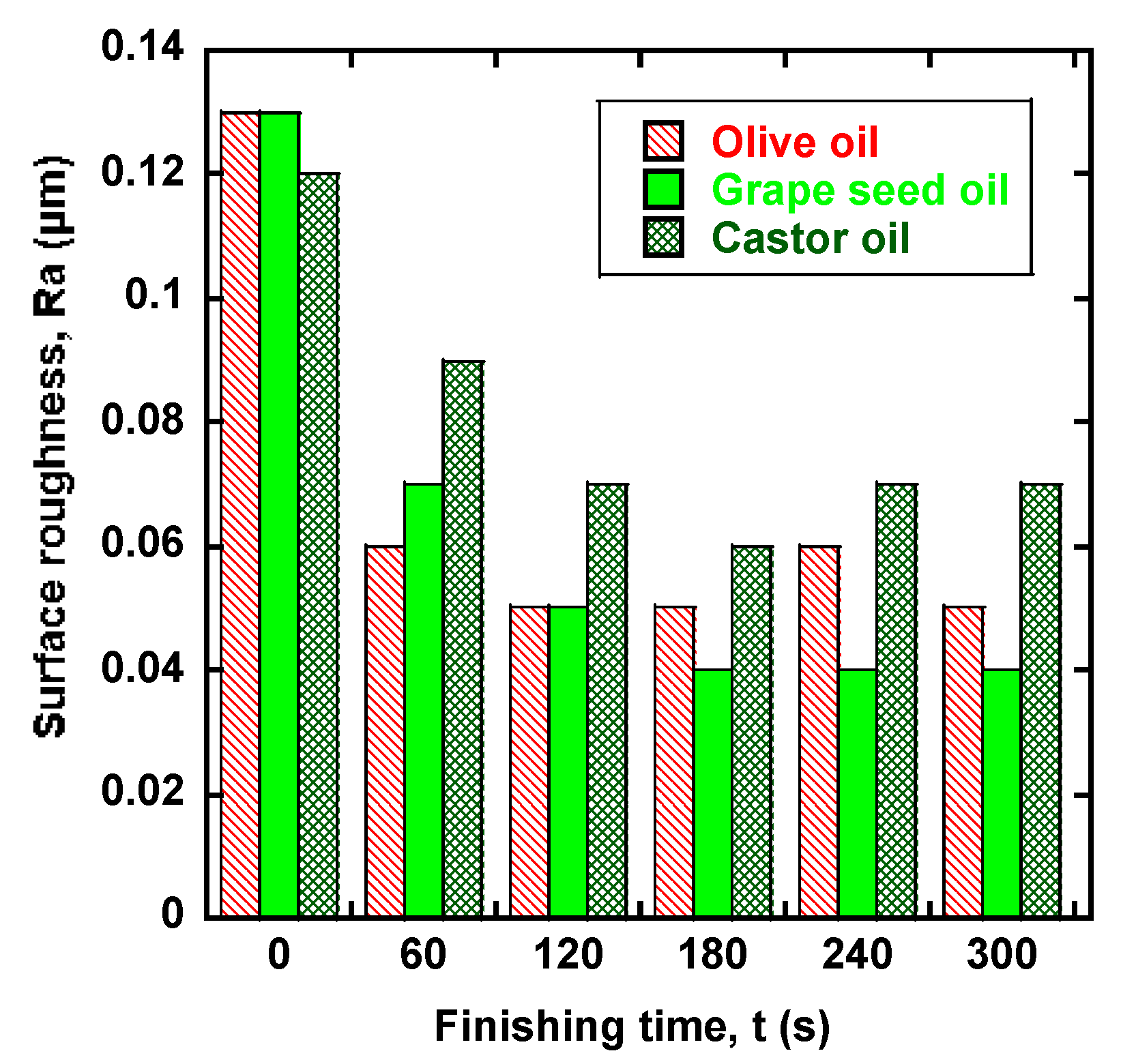
5.1. Characteristics of MAF According to the Type of Processing Oil
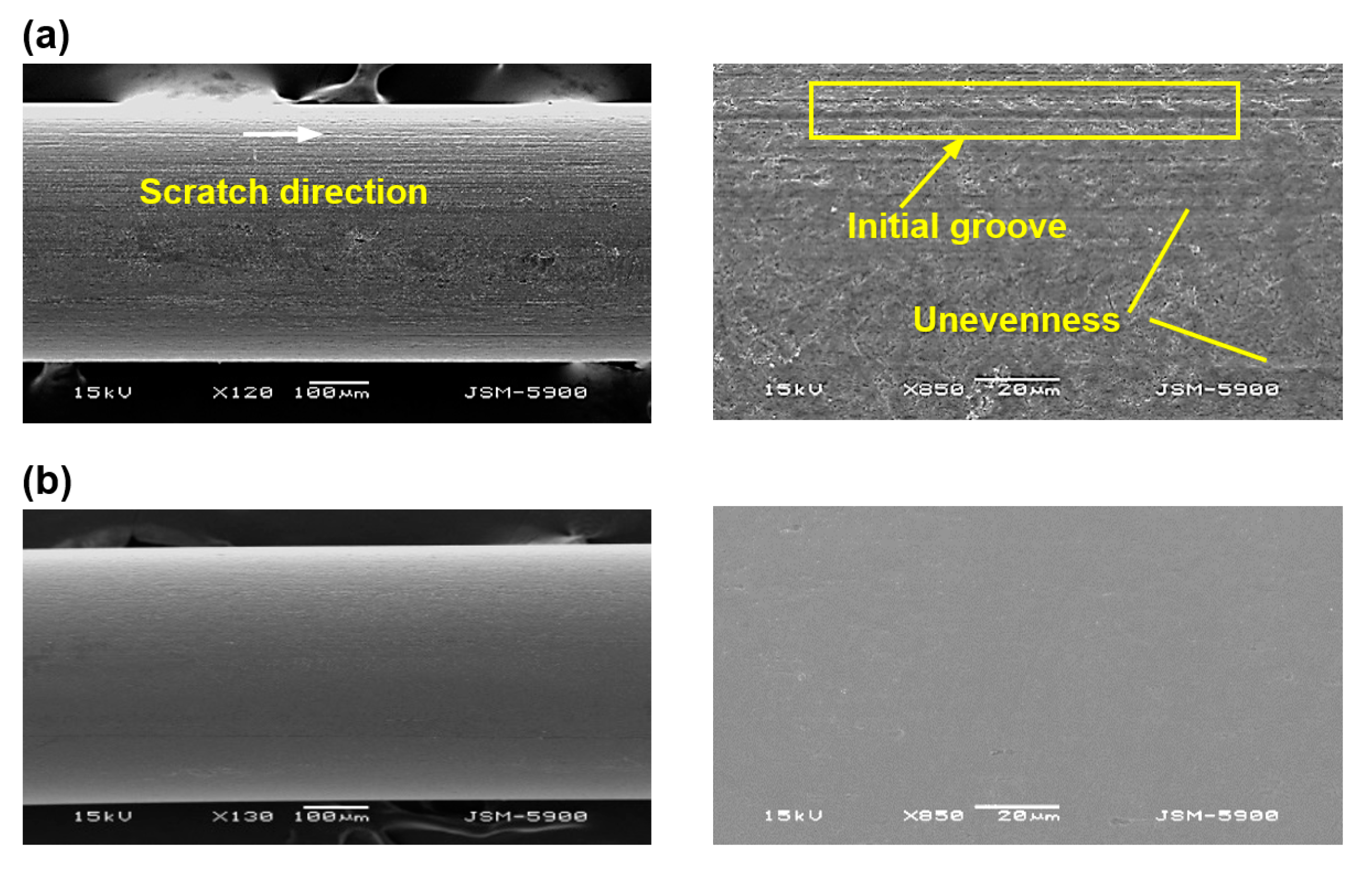
5.2. Workpiece Surface Condition Analysis
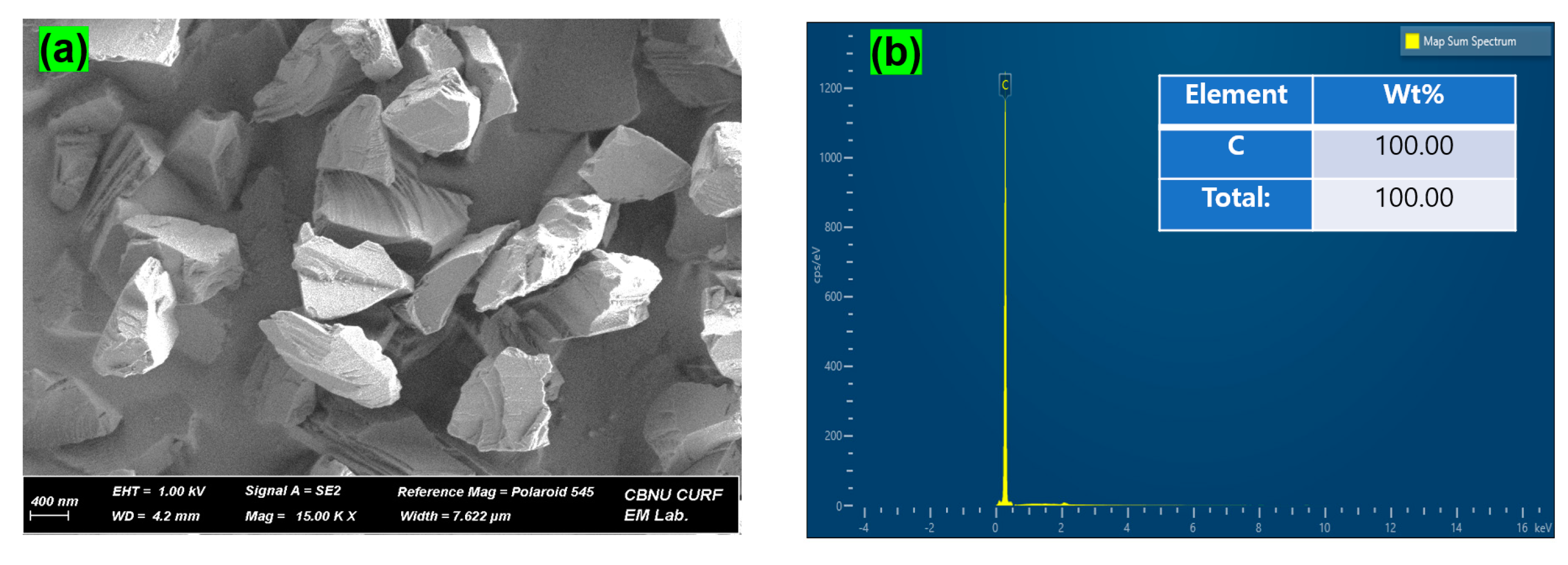
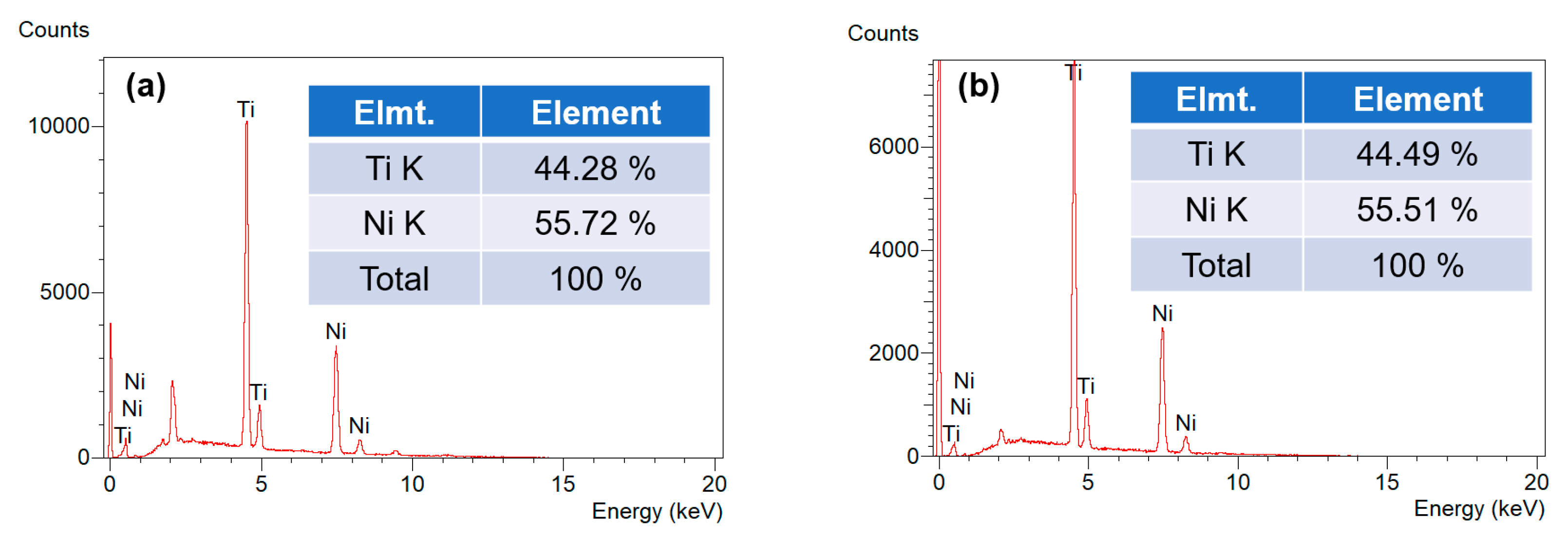
5.3. EDS Confirmation of Ingredient Changes on the Workpiece Surface
6. Conclusions
- The best surface roughness (Ra) value was 0.04 µm, obtained when using iron powder + diamond particles + cold cream + grapeseed oil under the optimal conditions (rotational speed: 1000 rpm, finishing time: 180 s, diamond grain size: 1 µm, and vibration: 8 Hz).
- The best result in terms of surface roughness was found with grapeseed oil, followed by olive oil and castor oil. This can be explained by the low viscosity of grapeseed oil that makes it feasible for ultra-finishing of orthopedic Ni-Ti stent wire.
- SEM microimages showed that the MAF process using grapeseed oil and cold cream could improve the surface finish quality of orthopedic Ni-Ti stent wire.
- EDS testing was conducted to determine whether the components of the workpiece changed after MAF due to the various components in the abrasive compound. There were no changes in the workpiece composition when using the grapeseed oil + iron powder + diamond particles + cold cream compound, which confirmed that grapeseed oil could be used as a processing oil for high-precision finishing of orthopedic Ti-Ni wire material.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Denstedt, J.D.; Wollin, T.A.; Reid, G.J. Biomaterials used in urology: Current issues of biocompatibility, infection, and encrustation. J. Endourol. 1998, 12, 493–500. [Google Scholar] [CrossRef] [PubMed]
- Xu, X.; Yu, Y.; Huang, H. Mechanisms of abrasive wear in the grinding of titanium (TC4) and nickel (K417) alloys. Wear 2003, 255, 1421–1426. [Google Scholar] [CrossRef]
- Weinert, K.; Petzoldt, V.; Kötter, D. Turning and Drilling of NiTi Shape Memory Alloys. CIRP Ann. 2004, 53, 65–68. [Google Scholar] [CrossRef]
- Piquard, R.; D’Acunto, A.; Laheurte, P.; Dudzinski, D. Micro-end milling of NiTi biomedical alloys, burr formation and phase transformation. Precis. Eng. 2014, 38, 356–364. [Google Scholar] [CrossRef] [Green Version]
- Jawahir, I.; Brinksmeier, E.; M’saoubi, R.; Aspinwall, D.; Outeiro, J.; Meyer, D.; Umbrello, D.; Jayal, A.J. Surface integrity in material removal processes: Recent advances. CIRP Ann. 2011, 60, 603–626. [Google Scholar] [CrossRef]
- Kaynak, Y.; Karaca, H.; Noebe, R.; Jawahir, I.S. Tool-wear analysis in cryogenic machining of NiTi shape memory alloys: A comparison of tool-wear performance with dry and MQL machining. Wear 2013, 306, 51–63. [Google Scholar] [CrossRef]
- Heng, L.; Kim, J.S.; Tu, J.-F.; Mun, S.D. Fabrication of precision meso-scale diameter ZrO2 ceramic bars using new magnetic pole designs in ultra-precision magnetic abrasive finishing. Ceram. Int. 2020, 46, 17335–17346. [Google Scholar] [CrossRef]
- Heng, L.; Kim, Y.; Mun, S. Review of Superfinishing by the Magnetic Abrasive Finishing Process. High Speed Mach. 2017, 3. [Google Scholar] [CrossRef]
- Qian, C.; Fan, Z.; Tian, Y.; Liu, Y.; Han, J.; Wang, J. A review on magnetic abrasive finishing. Int. J. Adv. Manuf. Technol. 2021, 112, 619–634. [Google Scholar] [CrossRef]
- Kumari, C.; Chak, S.K. A review on magnetically assisted abrasive finishing and their critical process parameters. Manuf. Rev. 2018, 5, 13. [Google Scholar] [CrossRef] [Green Version]
- Mori, T.; Hirota, K.; Kawashima, Y. Clarification of magnetic abrasive finishing mechanism. J. Mater. Process. Technol. 2003, 143, 682–686. [Google Scholar] [CrossRef]
- Yoon, S.; Tu, J.-F.; Lee, J.H.; Yang, G.E.; Mun, S.D. Effect of the magnetic pole arrangement on the surface roughness of STS 304 by magnetic abrasive machining. Int. J. Precis. Eng. Manuf. 2014, 15, 1275–1281. [Google Scholar] [CrossRef]
- Heng, L.; Yang, G.E.; Wang, R.; Kim, M.S.; Mun, S.D. Technology. Effect of carbon nano tube (CNT) particles in magnetic abrasive finishing of Mg alloy bars. J. Mech. Sci. Technol. 2015, 29, 5325–5333. [Google Scholar] [CrossRef]
- Im, I.-T.; Mun, S.D.; Oh, S.M. Micro machining of an STS 304 bar by magnetic abrasive finishing. J. Mech. Sci. Technol. 2009, 23, 1982–1988. [Google Scholar] [CrossRef]
- Hamad, Y.M. Improvement of surface roughness quality for stainless steel 420 plate using magnetic abrasive finishing method. Al-Khwarizmi Eng. J. 2010, 6, 10–20. [Google Scholar]
- Alla, R.K.; Ginjupalli, K.; Upadhya, N.; Shammas, M.; Ravi, R.K.; Sekhar, R.J.; Organs, A. Surface roughness of implants: A review. Trends Biomater. Artif. Organs 2011, 25, 112–118. [Google Scholar]
- McMahon, R.E.; Ma, J.; Verkhoturov, S.V.; Munoz-Pinto, D.; Karaman, I.; Rubitschek, F.; Maier, H.J.; Hahn, M.S. A comparative study of the cytotoxicity and corrosion resistance of nickel–titanium and titanium–niobium shape memory alloys. Acta Biomater. 2012, 8, 2863–2870. [Google Scholar] [CrossRef] [PubMed]
- Kapoor, D. Nitinol for medical applications: A brief introduction to the properties and processing of nickel titanium shape memory alloys and their use in stents. Johns. Matthey Technol. Rev. 2017, 61, 66–76. [Google Scholar] [CrossRef]
- Petrini, L.; Migliavacca, F. Biomedical applications of shape memory alloys. J. Metall. 2011, 2011, 501483. [Google Scholar] [CrossRef]
- Song, C. History and current situation of shape memory alloys devices for minimally invasive surgery. Open Med. Devices J. 2010, 2, 24–31. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition of the Magnetic Abrasive Compound | |||
|---|---|---|---|
| Type of lubricant (viscosity) | Diamond particles | Electrolytic iron particles | Cold cream (Bioderma-ABCDerm product) |
| Olive oil: 0.2 mL (0.0562 Pa.s) | Grain size: 1 µm Weight percentage: 14 wt% | Grain size: 200 µm Weight percentage: 72 wt% | Weight percentage: 14 wt% |
| Grapeseed oil: 0.2 mL (0.0466 Pa.s) | |||
| Castor oil: 0.2 mL (0.58 Pa.s) | |||
| Workpiece Materials | Ni-Ti Wire (L = 200 mm, D = 0.5 mm) |
|---|---|
| Electrolytic iron powder | 200 µm (72 wt%) |
| Diamond powder | 1 µm (14 wt%) |
| Cold cream | 14 wt% |
| Lubricant | 0.2 mL (olive oil, grapeseed oil, castor oil) |
| Nd-Fe-B permanent magnet | Size: 20 mm × 10 mm × 10 mm |
| Magnetic pole vibration | 8 Hz, amplitude: 2 mm |
| Rotational speed | 500, 1000, 2000 rpm |
| Finishing time | 0, 60, 120, 180, 240, 300 s |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, J.S.; Heng, L.; Chanchamnan, S.; Mun, S.D. Machining the Surface of Orthopedic Stent Wire Using a Non-Toxic Abrasive Compound in a Magnetic Abrasive Finishing Process. Appl. Sci. 2021, 11, 7267. https://doi.org/10.3390/app11167267
Kim JS, Heng L, Chanchamnan S, Mun SD. Machining the Surface of Orthopedic Stent Wire Using a Non-Toxic Abrasive Compound in a Magnetic Abrasive Finishing Process. Applied Sciences. 2021; 11(16):7267. https://doi.org/10.3390/app11167267
Chicago/Turabian StyleKim, Jeong Su, Lida Heng, Sieb Chanchamnan, and Sang Don Mun. 2021. "Machining the Surface of Orthopedic Stent Wire Using a Non-Toxic Abrasive Compound in a Magnetic Abrasive Finishing Process" Applied Sciences 11, no. 16: 7267. https://doi.org/10.3390/app11167267
APA StyleKim, J. S., Heng, L., Chanchamnan, S., & Mun, S. D. (2021). Machining the Surface of Orthopedic Stent Wire Using a Non-Toxic Abrasive Compound in a Magnetic Abrasive Finishing Process. Applied Sciences, 11(16), 7267. https://doi.org/10.3390/app11167267