
Improvement of Paper Resistance against Moisture and Oil by Coating with Poly(-3-hydroxybutyrate-co-3-hydroxyvalerate) (PHBV) and Polycaprolactone (PCL)


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Coating Solution Preparation
2.2.2. Sheets Coating
2.2.3. Coating Grammage Determination
2.2.4. Scanning Electron Microscopy (SEM)
2.2.5. Measurement of Water Vapor Transmission Rate (WVTR)
2.2.6. Oil and Grease Resistance
2.2.7. Water and Oil Contact Angle Measurement
2.2.8. Statistical Analysis
3. Results and Discussion
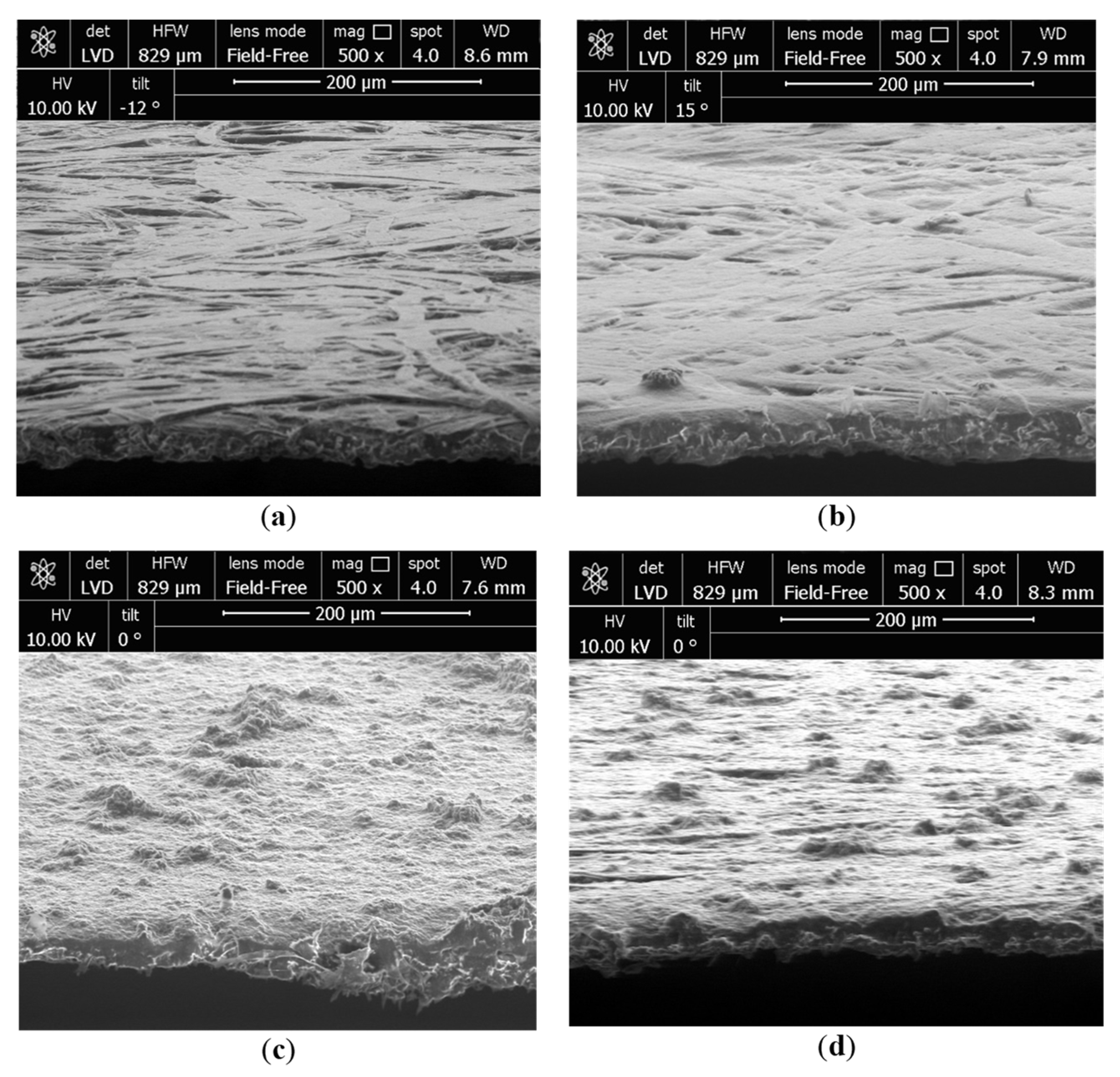
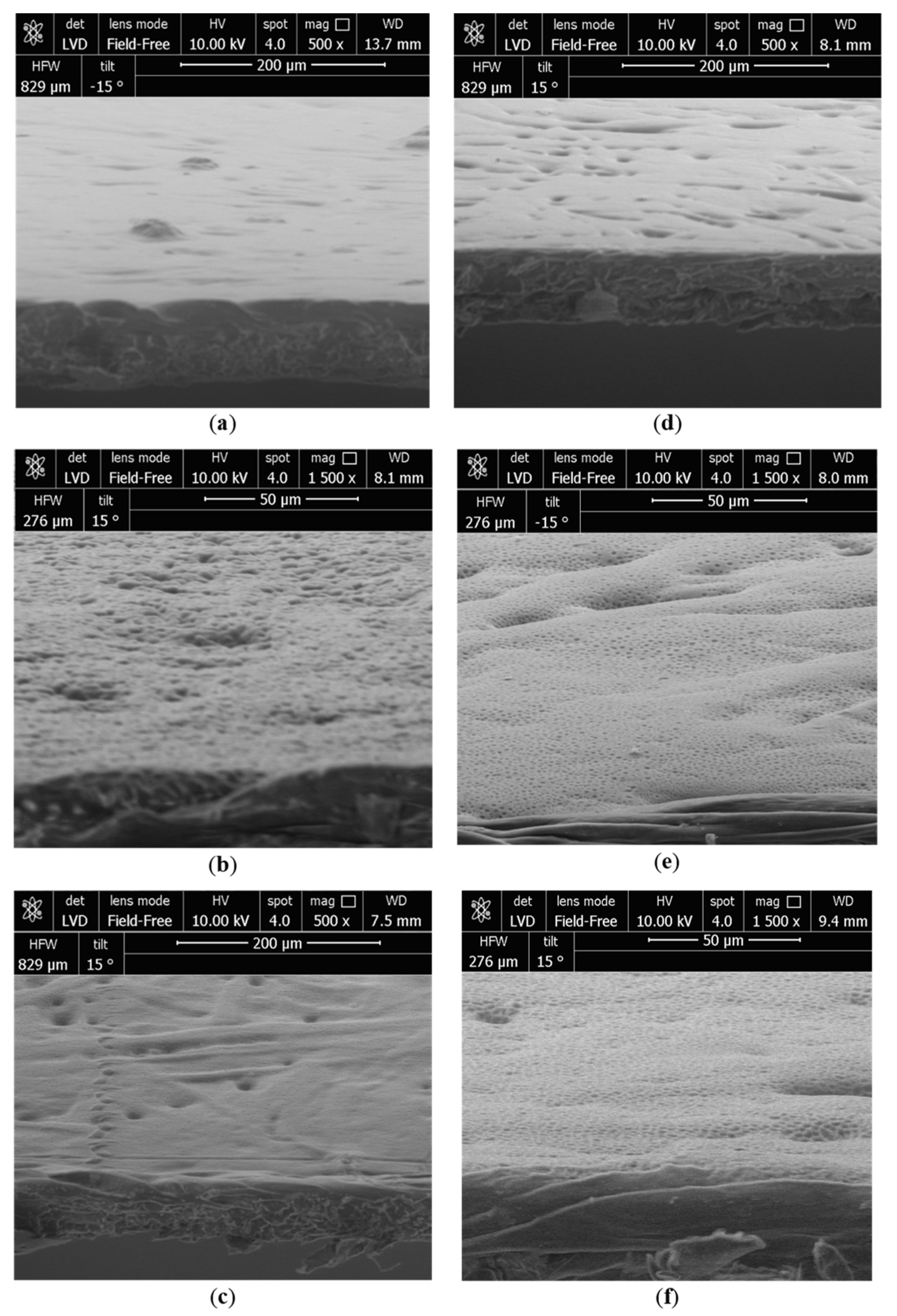
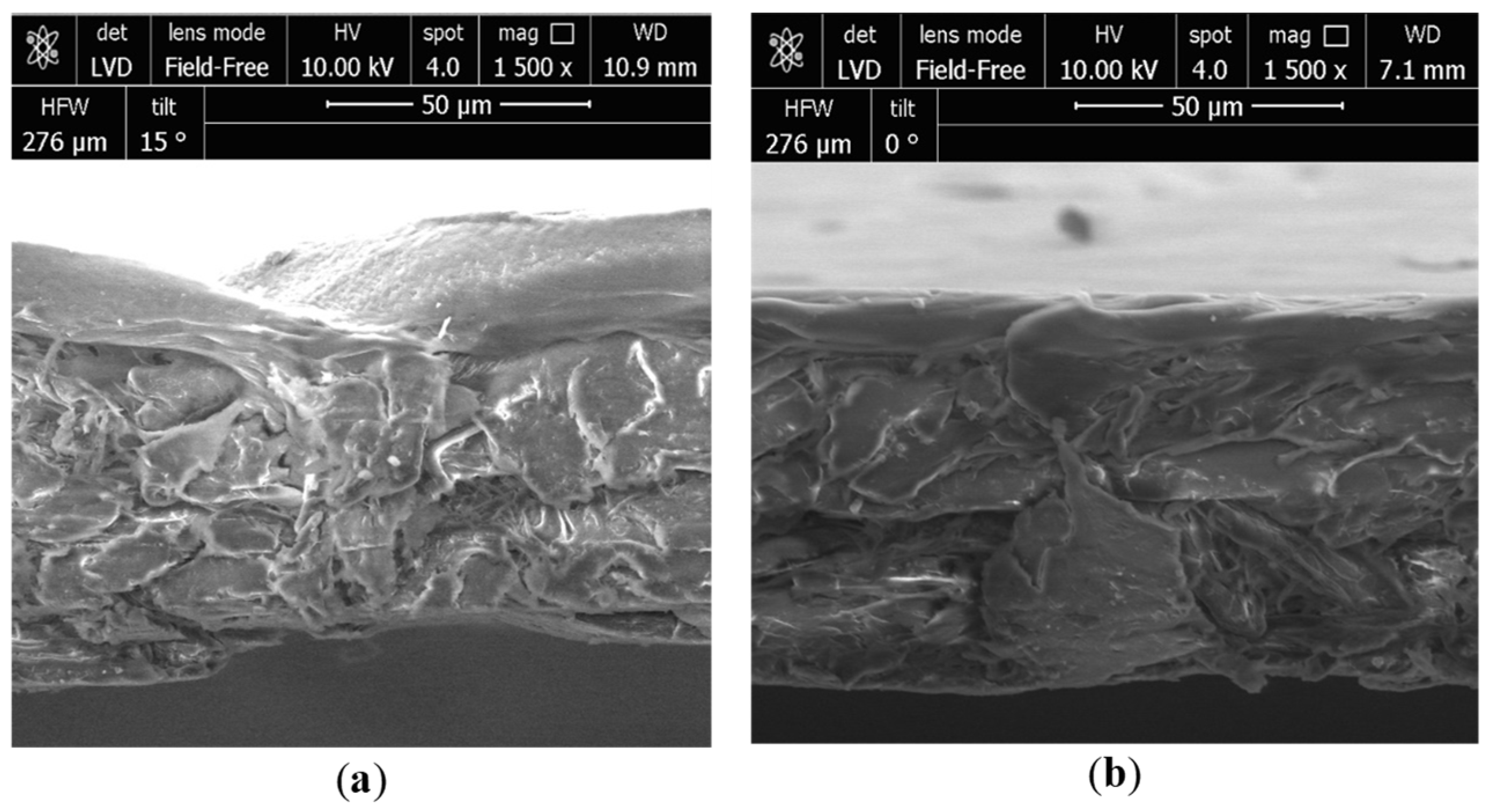
3.1. SEM Surface Analysis
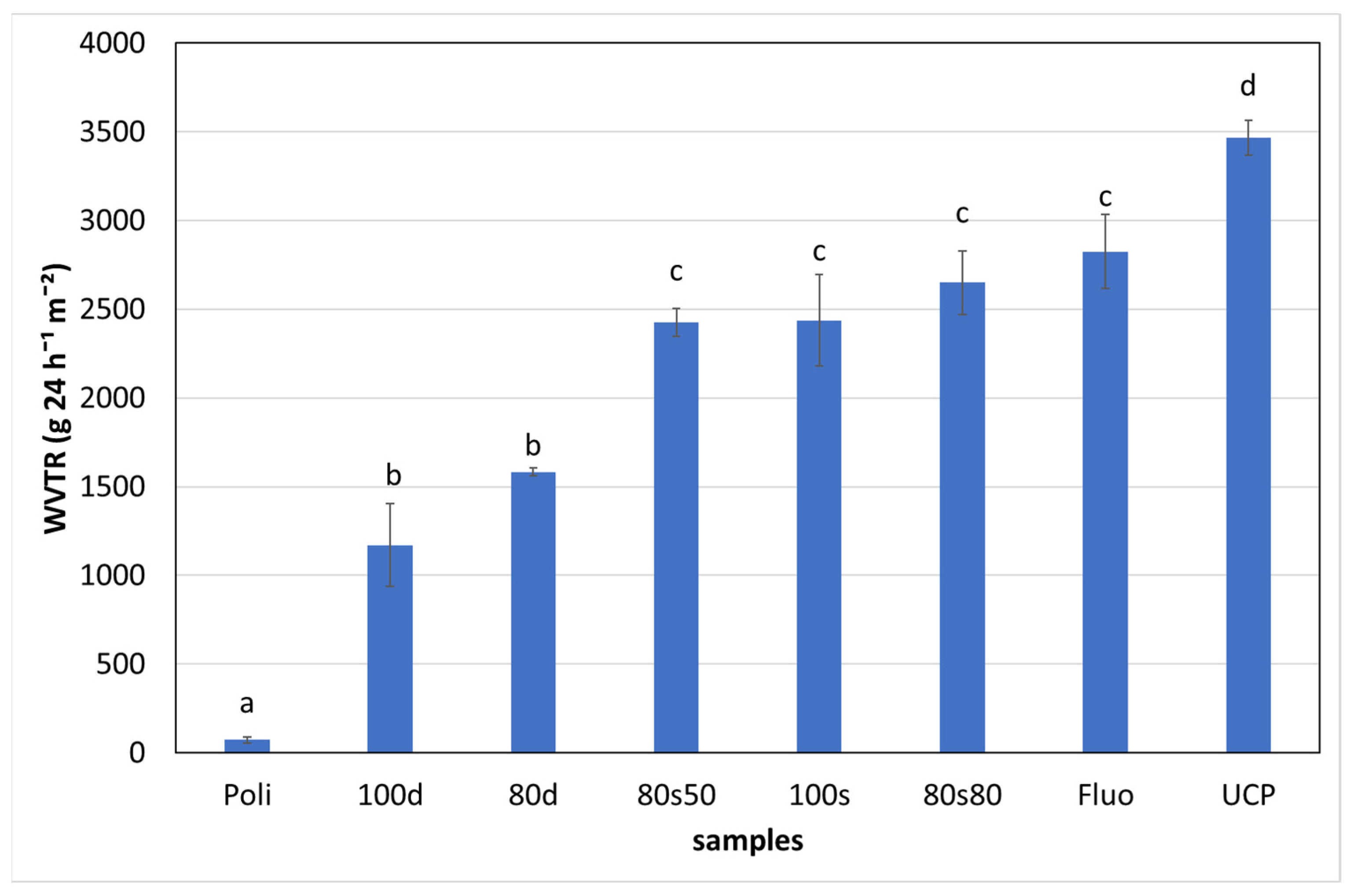
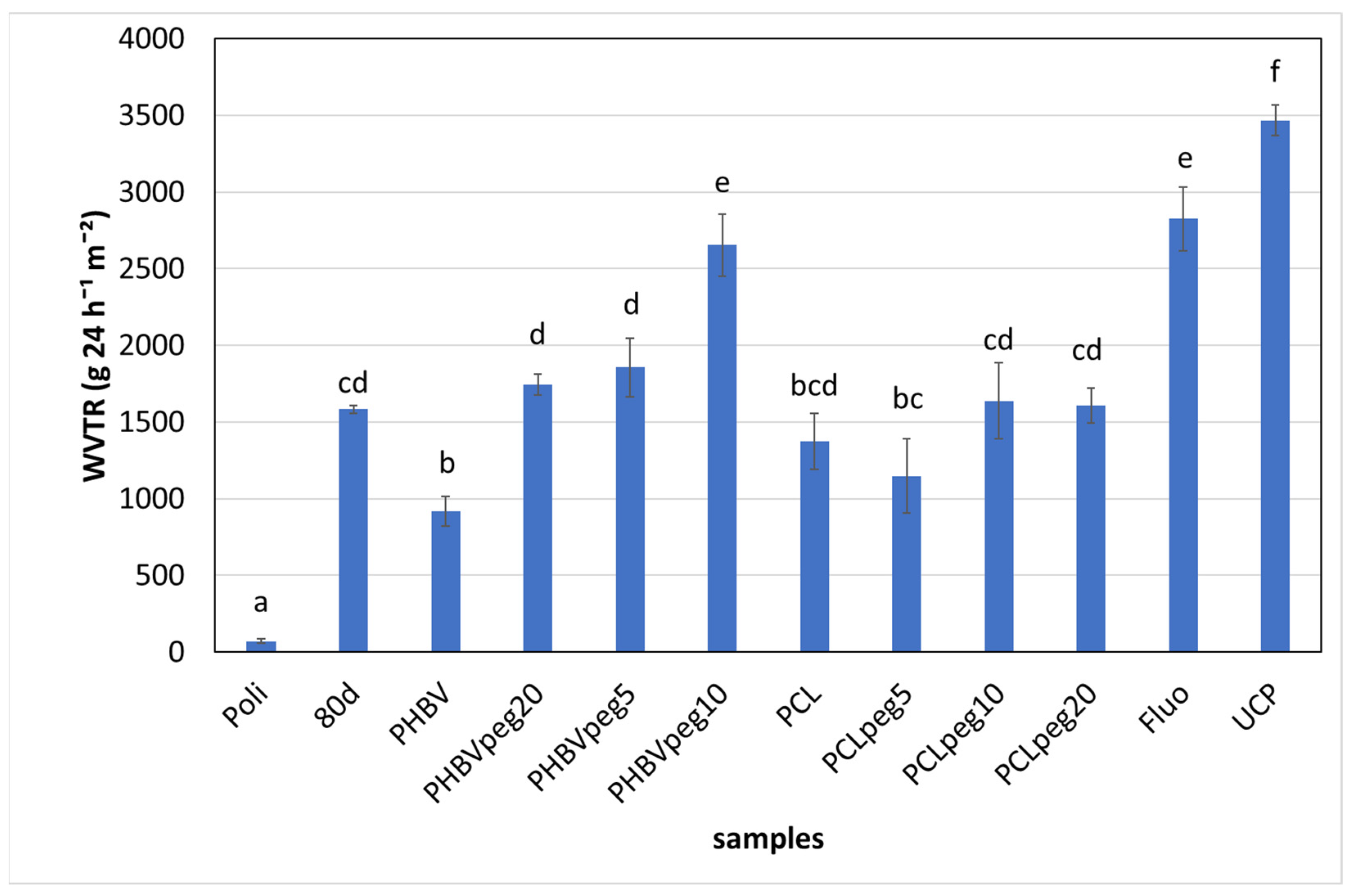
3.2. WVTR Measurements
3.3. Oil and Grease Resistance
3.4. Contact Angle Measurements
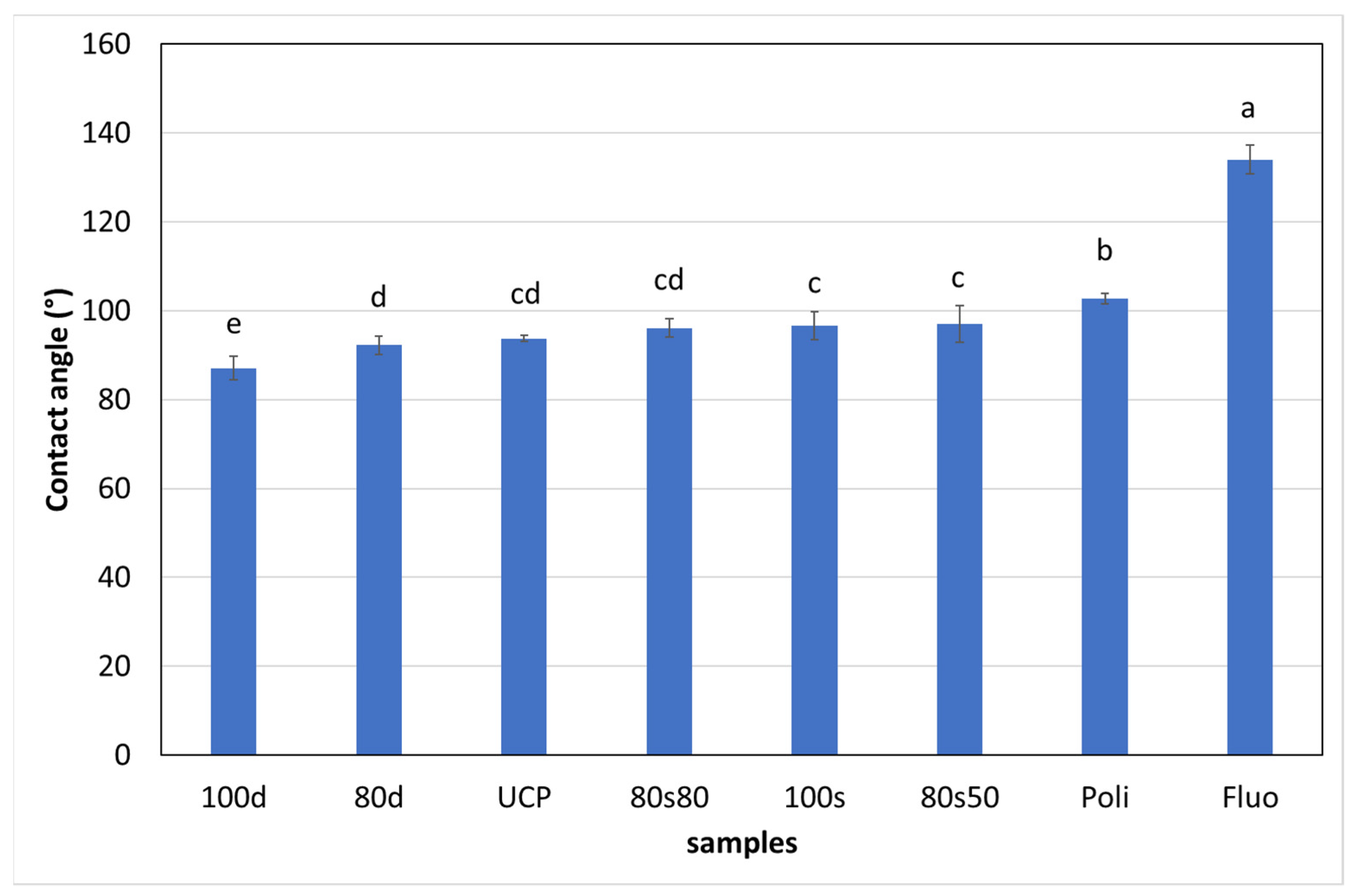
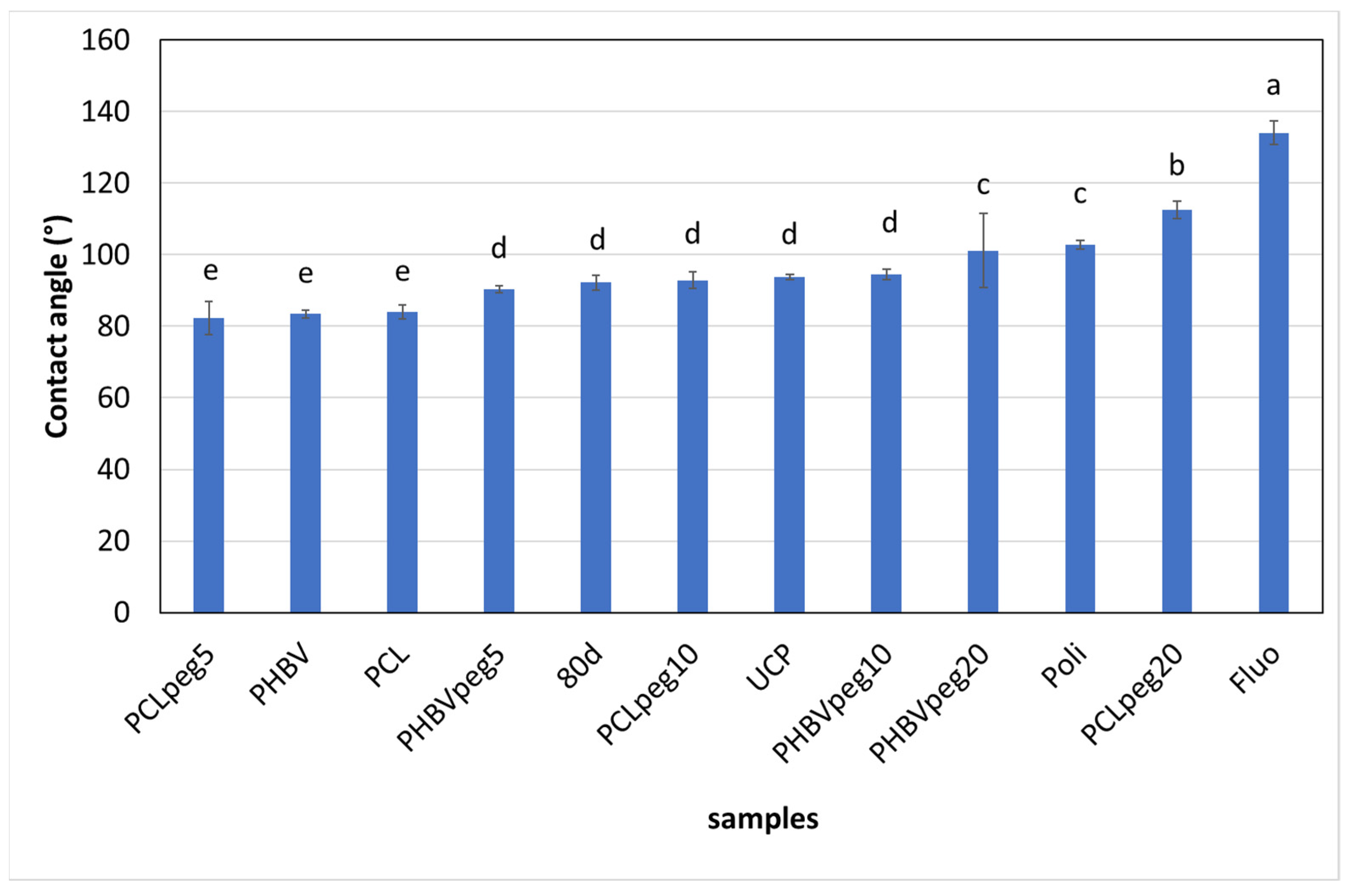
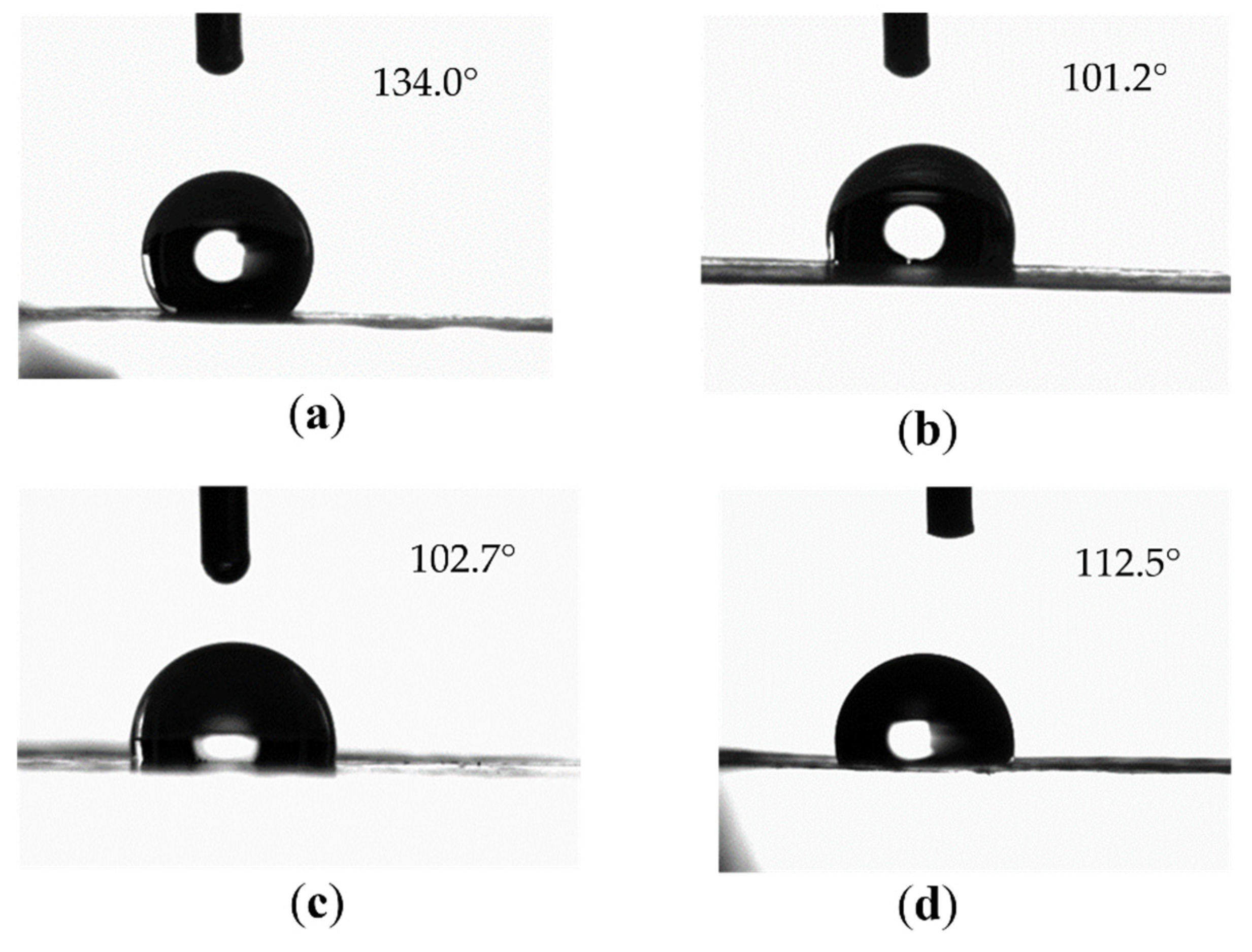
3.4.1. Water
3.4.2. Oil
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Khwaldia, K.; Arab-Tehrany, E.; Desobry, S. Biopolymer Coatings on Paper Packaging Materials. Compr. Rev. Food Sci. Food Saf. 2010, 9, 82–91. [Google Scholar] [CrossRef]
- Deshwal, G.K.; Panjagari, N.R.; Alam, T. An Overview of Paper and Paper Based Food Packaging Materials: Health Safety and Environmental Concerns. J. Food Sci. Technol. 2019, 56, 4391–4403. [Google Scholar] [CrossRef]
- Nechita, P.; Roman (Iana-Roman), M. Review on Polysaccharides Used in Coatings for Food Packaging Papers. Coatings 2020, 10, 566. [Google Scholar] [CrossRef]
- Marinelli, A.; Santi, R.; Del Curto, B. Guidelines for Facilitating the Recycling of Packaging Made Predominantly from Paper, CONAI. 2020. Available online: http://www.progettarericiclo.com/en/docs/guidelines-facilitating-recycling-packaging-made-predominantly-paper (accessed on 2 April 2021).
- Triantafillopoulos, N.; Koukoulas, A.A. The Future of Single-Use Paper Coffee Cups: Current Progress and Outlook. BioResources 2020, 15, 7260–7287. [Google Scholar] [CrossRef]
- Nicu, R.; Lupei, M.; Balan, T.; Bobu, E. Alkyl-Chitosan as Paper Coating to Improve Water Barrier Properties. Cellul. Chem. Technol. 2013, 47, 623–630. [Google Scholar]
- UNI EN 13432. Packaging—Requirements for Packaging Recoverable through Composting and Biodegradation—Test Scheme and Evaluation Criteria for the Final Acceptance of Packaging; European Committee for Standardisation: Brussels, Belgium, 2000. [Google Scholar]
- ASTM D6868-21. Standard Specification for Labeling of End Items That Incorporate Plastics and Polymers as Coatings or Additives with Paper and Other Substrates Designed to Be Aerobically Composted in Municipal or Industrial Facilities; ASTM International: West Conshohocken, PA, USA, 2021. [Google Scholar]
- Bugnicourt, E.; Cinelli, P.; Lazzeri, A.; Alvarez, V. Polyhydroxyalkanoate (PHA): Review of Synthesis, Characteristics, Processing and Potential Applications in Packaging. Express Polym. Lett. 2014, 8, 791–808. [Google Scholar] [CrossRef] [Green Version]
- Rydz, J.; Musioł, M.; Zawidlak-Węgrzyńska, B.; Sikorska, W. Present and future of biodegradable polymers for food packaging applications. In Handbook of Food Bioengineering, Biopolym.Food Design; Alexandru, M.G., Alina, M.H., Eds.; Academic Press: Cambridge, MA, USA, 2018; Volume 20, pp. 431–467. ISBN 978-0-12-811449-0. [Google Scholar]
- McKeen, L.W. Environmentally friendly polymers. In Permeability Properties of Plastics and Elastomers, 3rd ed.; William Andrew Publishing: Norwich, NY, USA, 2012; pp. 287–304. ISBN 978-1-4377-3469-0. [Google Scholar]
- Kliem, S.; Kreutzbruck, M.; Bonten, C. Review on the Biological Degradation of Polymers in Various Environments. Materials 2020, 13, 4586. [Google Scholar] [CrossRef] [PubMed]
- Meereboer, K.W.; Misra, M.; Mohanty, A.K. Review of Recent Advances in the Biodegradability of Polyhydroxyalkanoate (PHA) Bioplastics and Their Composites. Green Chem. 2020, 22, 5519–5558. [Google Scholar] [CrossRef]
- Suzuki, M.; Tachibana, Y.; Kasuya, K. Biodegradability of Poly(3-Hydroxyalkanoate) and Poly(ε-Caprolactone) via Biological Carbon Cycles in Marine Environments. Polym. J. 2021, 53, 47–66. [Google Scholar] [CrossRef]
- Vieira, M.G.A.; da Silva, M.A.; dos Santos, L.O.; Beppu, M.M. Natural-Based Plasticizers and Biopolymer Films: A Review. Eur. Polym. J. 2011, 47, 254–263. [Google Scholar] [CrossRef] [Green Version]
- Gamba, A.M.; Fonseca, J.S.; Méndez, D.A.; Viloria, A.C.; Fajardo, D.; Moreno, N.C.; Rojas, I.C. Assessment of Different Plasticizer Polyhydroxyalkanoate Mixtures to Obtain Biodegradable Polimeric Films. Chem. Eng. Trans. 2017, 57, 1363–1368. [Google Scholar] [CrossRef]
- Requena, R.; Jiménez, A.; Vargas, M.; Chiralt, A. Effect of Plasticizers on Thermal and Physical Properties of Compression-Moulded Poly[(3-Hydroxybutyrate)-Co-(3-Hydroxyvalerate)] Films. Polym. Test. 2016, 56, 45–53. [Google Scholar] [CrossRef]
- Requena, R.; Jiménez, A.; Vargas, M.; Chiralt, A. Poly[(3-Hydroxybutyrate)-Co-(3-Hydroxyvalerate)] Active Bilayer Films Obtained by Compression Moulding and Applying Essential Oils at the Interface: Antimicrobial PHBV Active Bilayer Films Obtained by Compression Moulding. Polym. Int. 2016, 65, 883–891. [Google Scholar] [CrossRef]
- Requena, R.; Vargas, M.; Chiralt, A. Release Kinetics of Carvacrol and Eugenol from Poly(Hydroxybutyrate-Co-Hydroxyvalerate) (PHBV) Films for Food Packaging Applications. Eur. Polym. J. 2017, 92, 185–193. [Google Scholar] [CrossRef]
- Rosa, D.S.; Guedes, C.G.F.; Casarin, F.; Bragança, F.C. The Effect of the Mw of PEG in PCL/CA Blends. Polym. Test. 2005, 24, 542–548. [Google Scholar] [CrossRef]
- Parra, D.F.; Fusaro, J.; Gaboardi, F.; Rosa, D.S. Influence of Poly (Ethylene Glycol) on the Thermal, Mechanical, Morphological, Physical–Chemical and Biodegradation Properties of Poly (3-Hydroxybutyrate). Polym. Degrad. Stab. 2006, 91, 1954–1959. [Google Scholar] [CrossRef]
- Jost, V.; Langowski, H.-C. Effect of Different Plasticisers on the Mechanical and Barrier Properties of Extruded Cast PHBV Films. Eur. Polym. J. 2015, 68, 302–312. [Google Scholar] [CrossRef]
- Sängerlaub, S.; Brüggemann, M.; Rodler, N.; Jost, V.; Bauer, K.D. Extrusion Coating of Paper with Poly(3-Hydroxybutyrate-Co-3-Hydroxyvalerate) (PHBV)—Packaging Related Functional Properties. Coatings 2019, 9, 457. [Google Scholar] [CrossRef] [Green Version]
- Anbukarasu, P.; Sauvageau, D.; Elias, A. Tuning the Properties of Polyhydroxybutyrate Films Using Acetic Acid via Solvent Casting. Sci. Rep. 2016, 5, 17884. [Google Scholar] [CrossRef] [Green Version]
- Xu, Y.; Zou, L.; Lu, H.; Kang, T. Effect of Different Solvent Systems on PHBV/PEO Electrospun Fibers. RSC Adv. 2017, 7, 4000–4010. [Google Scholar] [CrossRef] [Green Version]
- Tang, Z.G.; Black, R.A.; Curran, J.M.; Hunt, J.A.; Rhodes, N.P.; Williams, D.F. Surface Properties and Biocompatibility of Solvent-Cast Poly[ε-Caprolactone] Films. Biomaterials 2004, 25, 4741–4748. [Google Scholar] [CrossRef] [PubMed]
- Zhang, S.; Campagne, C.; Salaün, F. Preparation of Electrosprayed Poly(Caprolactone) Microparticles Based on Green Solvents and Related Investigations on the Effects of Solution Properties as Well as Operating Parameters. Coatings 2019, 9, 84. [Google Scholar] [CrossRef] [Green Version]
- Zhang, S.; Campagne, C.; Salaün, F. Influence of Solvent Selection in the Electrospraying Process of Polycaprolactone. Appl. Sci. 2019, 9, 402. [Google Scholar] [CrossRef] [Green Version]
- Catoni, S.E.M.; Trindade, K.N.; Gomes, C.A.T.; Schneider, A.L.S.; Pezzin, A.P.T.; Soldi, V. Influence of Poly(Ethylene Grycol)—(PEG) on the Properties of Influence of Poly(3-Hydroxybutyrate-CO-3-Hydroxyvalerate)—PHBV. Polímeros 2013, 23, 320–325. [Google Scholar] [CrossRef] [Green Version]
- ASTM F119-82. Standard Test Method for Rate of Grease Penetration of Flexible Barrier Materials (Rapid Method); ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Bedane, A.H.; Xiao, H.; Eić, M.; Farmahini-Farahani, M. Structural and Thermodynamic Characterization of Modified Cellulose Fiber-Based Materials and Related Interactions with Water Vapor. Appl. Surf. Sci. 2015, 351, 725–737. [Google Scholar] [CrossRef]
- Bota, J.; Vukoje, M.; Brozović, M.; Hrnjak-Murgić, Z. Reduced Water Permeability of Biodegradable PCL Nanocomposite Coated Paperboard Packaging. Chem. Biochem. Eng. Q. 2017, 31, 417–424. [Google Scholar] [CrossRef]
- Helanto, K.; Matikainen, L.; Talja, R.; Rojas, O.J. Bio-Based Polymers for Sustainable Packaging and Biobarriers: A Critical Review. BioResources 2019, 14, 4902–4951. [Google Scholar] [CrossRef]
- Reichert, C.L.; Bugnicourt, E.; Coltelli, M.-B.; Cinelli, P.; Lazzeri, A.; Canesi, I.; Braca, F.; Martínez, B.M.; Alonso, R.; Agostinis, L.; et al. Bio-Based Packaging: Materials, Modifications, Industrial Applications and Sustainability. Polymers 2020, 12, 1558. [Google Scholar] [CrossRef]
- Din, M.I.; Ghaffar, T.; Najeeb, J.; Hussain, Z.; Khalid, R.; Zahid, H. Potential Perspectives of Biodegradable Plastics for Food Packaging Application-Review of Properties and Recent Developments. Food Addit. Contam. Part A 2020, 37, 665–680. [Google Scholar] [CrossRef]
- Wu, F.; Misra, M.; Mohanty, A.K. Challenges and New Opportunities on Barrier Performance of Biodegradable Polymers for Sustainable Packaging. Prog. Polym. Sci. 2021, 117, 101395. [Google Scholar] [CrossRef]
- Jost, V. Packaging Related Properties of Commercially Available Biopolymers—An Overview of the Status Quo. Express Polym. Lett. 2018, 12, 429–435. [Google Scholar] [CrossRef]
- Cyras, V.P.; Commisso, M.S.; Mauri, A.N.; Vázquez, A. Biodegradable Double-Layer Films Based on Biological Resources: Polyhydroxybutyrate and Cellulose. J. Appl. Polym. Sci. 2007, 106, 749–756. [Google Scholar] [CrossRef]
- Han, J.; Salmieri, S.; Le Tien, C.; Lacroix, M. Improvement of Water Barrier Property of Paperboard by Coating Application with Biodegradable Polymers. J. Agric. Food Chem. 2010, 58, 3125–3131. [Google Scholar] [CrossRef] [PubMed]
- Rastogi, V.; Samyn, P. Bio-Based Coatings for Paper Applications. Coatings 2015, 5, 887–930. [Google Scholar] [CrossRef] [Green Version]
- Shogren, R. Water Vapor Permeability of Biodegradable Polymers. J. Environ. Polym. Degrad. 1997, 5, 91–95. [Google Scholar] [CrossRef]
- Fabra, M.J.; López-Rubio, A.; Cabedo, L.; Lagaron, J.M. Tailoring Barrier Properties of Thermoplastic Corn Starch-Based Films (TPCS) by Means of a Multilayer Design. J. Colloid Interface Sci. 2016, 483, 84–92. [Google Scholar] [CrossRef] [Green Version]
- Gietl, M.L.; Schmidt, H.-W.; Giesa, R.; Terrenoire, A.; Balk, R. Semiquantitative Method for the Evaluation of Grease Barrier Coatings. Prog. Org. Coat. 2009, 66, 107–112. [Google Scholar] [CrossRef]
- Ryan, B.J.; Poduska, K.M. Roughness Effects on Contact Angle Measurements. Am. J. Phys. 2008, 76, 1074–1077. [Google Scholar] [CrossRef] [Green Version]
- Kubiak, K.J.; Wilson, M.C.T.; Mathia, T.G.; Carval, P. Wettability versus Roughness of Engineering Surfaces. Wear 2011, 271, 523–528. [Google Scholar] [CrossRef] [Green Version]
- Barabaszová, K.Č.; Holešová, S.; Hundáková, M.; Mohyla, V. Vermiculite in Polycaprolactone Films Prepared with the Used of Ultrasound. Mater. Today Proc. 2021, 37, 13–20. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Code | Layers | Nominal Coating Thickness (µm) | Application Speed (mm/s) | Bioplastic | PEG (% w/w) |
|---|---|---|---|---|---|
| SET 1 | |||||
| 80s80 | 1 | 80 | 80 | PHBV | - |
| 80s50 | 1 | 80 | 50 | PHBV | - |
| 80d | 2 | 80 + 80 | 80 | PHBV | - |
| 100s | 1 | 100 | 80 | PHBV | - |
| 100d | 2 | 100 + 100 | 80 | PHBV | - |
| SET 2 | |||||
| PHBV | 2 | 80 + 80 | 80 | PHBV | - |
| PHBVpeg5 | 2 | 80 + 80 | 80 | PHBV | 5 |
| PHBVpeg10 | 2 | 80 + 80 | 80 | PHBV | 10 |
| PHBVpeg20 | 2 | 80 + 80 | 80 | PHBV | 20 |
| PCL | 2 | 80 + 80 | 80 | PCL | - |
| PCLpeg5 | 2 | 80 + 80 | 80 | PCL | 5 |
| PCLpeg10 | 2 | 80 + 80 | 80 | PCL | 10 |
| PCLpeg20 | 2 | 80 + 80 | 80 | PCL | 20 |
| Code | Coating Grammage (g/m2) |
|---|---|
| SET 1 | |
| 80s80 | 2.82 ± 0.97 |
| 80s50 | 4.81 ± 1.14 |
| 80d | 7.72 ± 1.31 |
| 100s | 4.60 ± 0.88 |
| 100d | 9.65 ± 0.82 |
| SET 2 | |
| PHBV | 8.48 ± 1.15 |
| PHBVpeg5 | 7.42 ± 1.71 |
| PHBVpeg10 | 7.92 ± 1.16 |
| PHBVpeg20 | 8.57 ± 1.45 |
| PCL | 8.30 ± 1.01 |
| PCLpeg5 | 6.73 ± 1.32 |
| PCLpeg10 | 5.42 ± 2.83 |
| PCLpeg20 | 9.77 ± 0.79 |
| Sample Code | Time (minutes) | ||
|---|---|---|---|
| UCP | 10 | - | 0 |
| Fluo | >4320 | >4320 | >4320 |
| Poli | >4320 | >4320 | >4320 |
| 80s80 | 20 | 20 | 20 |
| 80s50 | 10 | 30 | 20 |
| 80d | 10 | 10 | 10 |
| 100s | 10 | 10 | 40 |
| 100d | 10 | 20 | 20 |
| PHBV | 10 | 20 | 20 |
| PHBVpeg5 | 40 | 60 | 40 |
| PHBVpeg10 | 20 | 20 | 20 |
| PHBVpeg20 | 20 | 10 | 40 |
| PCL | 240–720 | 240–720 | 240–720 |
| PCLpeg5 | 240–720 | 240–720 | 240–720 |
| PCLpeg10 | 240–720 | 720–1440 | 240–720 |
| PCLpeg20 | 240–720 | 240–720 | - |
| Sample Code | Mean Contact Angle Value |
|---|---|
| UCP | 15.1 ± 3.8 bc |
| Fluo | 101.9 ± 1.5 a |
| Poli | 16.9 ± 0.2 b |
| 80s80 | 14.0 ± 1.6 bc |
| 80s50 | 11.3 ± 0.7 c |
| 80d | 12.6 ± 1.8 bc |
| 100s | 15.5 ± 3.2 bc |
| 100d | 12.4 ± 1.5 bc |
| Sample Code | Mean Contact Angle Value |
|---|---|
| UCP | 15.1 ± 3.8 de |
| Fluo | 101.9 ± 1.5 a |
| Poli | 16.9 ± 0.2 d |
| 80d | 12.6 ± 1.8 e |
| PHBV | 24.7 ± 1.6 c |
| PHBVpeg5 | 19.3 ± 1.0 d |
| PHBVpeg10 | 17.2 ± 1.7 d |
| PHBVpeg20 | 17.6 ± 2.3 d |
| PCL | 18.9 ± 1.9 d |
| PCLpeg5 | 16.6 ± 0.8 de |
| PCLpeg10 | 27.0 ± 2.3 c |
| PCLpeg20 | 37.3 ± 1.9 b |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lo Faro, E.; Menozzi, C.; Licciardello, F.; Fava, P. Improvement of Paper Resistance against Moisture and Oil by Coating with Poly(-3-hydroxybutyrate-co-3-hydroxyvalerate) (PHBV) and Polycaprolactone (PCL). Appl. Sci. 2021, 11, 8058. https://doi.org/10.3390/app11178058
Lo Faro E, Menozzi C, Licciardello F, Fava P. Improvement of Paper Resistance against Moisture and Oil by Coating with Poly(-3-hydroxybutyrate-co-3-hydroxyvalerate) (PHBV) and Polycaprolactone (PCL). Applied Sciences. 2021; 11(17):8058. https://doi.org/10.3390/app11178058
Chicago/Turabian StyleLo Faro, Emanuela, Camilla Menozzi, Fabio Licciardello, and Patrizia Fava. 2021. "Improvement of Paper Resistance against Moisture and Oil by Coating with Poly(-3-hydroxybutyrate-co-3-hydroxyvalerate) (PHBV) and Polycaprolactone (PCL)" Applied Sciences 11, no. 17: 8058. https://doi.org/10.3390/app11178058
APA StyleLo Faro, E., Menozzi, C., Licciardello, F., & Fava, P. (2021). Improvement of Paper Resistance against Moisture and Oil by Coating with Poly(-3-hydroxybutyrate-co-3-hydroxyvalerate) (PHBV) and Polycaprolactone (PCL). Applied Sciences, 11(17), 8058. https://doi.org/10.3390/app11178058