1. Introduction
High-fluidity concrete flows under its own weight, filling formwork, and achieves a full compaction, even in the presence of congested reinforcement. Improvement in construction quality and efficiency, shortening the construction time, and reducing labor costs were considered advantages of the high-fluidity concrete that should be highlighted [
1]. However, high-fluidity concrete is affected by the rheology and thixotropy of cementitious materials. Therefore, there is a large difference in the properties depending on the contents of binders such as cement and mineral admixtures, and the particle size of the aggregate [
2].
Most researchers applied a large amount of binder and expensive admixtures to develop self-compacting or high-fluidity concrete [
3,
4,
5,
6,
7,
8]. Moreover, many researchers are used smaller-sized coarse aggregates (maximum size of 20 mm or 25 mm) or used fine aggregates at the level of fine fillers [
9,
10].
In order to expand the range of the applications of high-fluidity concrete, it is necessary to secure the stability properties of the concrete with good fluidity, viscosity, and appropriate strength. The stability of the fresh properties of the fluidity concrete is determined by several parameters including particle and fluid movement. The stability of concrete can be classified into the separation and sedimentation of coarse aggregate and cement paste in concrete, as well as the bleeding of concrete [
11,
12,
13]. In particular, to produce normal strength concrete with a high fluidity and low binder content, the yield stress must be minimized while securing plastic viscosity [
14,
15,
16]. For this, the filling ability with the high dispersion effect of the superplasticizer should be utilized [
17,
18]. However, there was a limitation in ensuring the high workability, strength, and durability of conventional, polycarboxylate-based superplasticizer concrete with a normal strength and a low amount of binder.
These problems can be solved by adding VMA and PCE to help improve the fluidity of the concrete by the improved filling and dispersion ability of the binders [
19,
20]. In addition, the rheology and stability of the concrete with VMA can be improved by pre-venting bleeding and segregation problems. VMA improves the retention of cement paste components in the suspension [
21], cohesion, stability, and viscosity of the concrete. Therefore, the rheology and stability of the concrete with VMA can be improved by preventing bleeding and segregation problems [
22,
23,
24,
25]. Moreover, it can replace mineral admixtures such as fly ash and silica fumes [
19].
Among the most popular VMAs, hydroxypropyl-methylcellulose (HPMC), welan gum, guar gum, and starch have excellent thickening, adhesive, and water retention properties, and are widely used in construction as an additive to concrete or mortar. HPMC has good adhesive, thickening, and water retention properties, and is mainly applied in self-leveling mortar and self-compacting concrete, with the intention of improving bleeding and aggregate segregation [
26,
27]. Welan gum is widely applied to prevent the bleeding and segregation of mortar or concrete, as well as at higher W/C ratios, and less additive is needed [
28,
29]. Guar gum improves the water retention of mortar or concrete, adapts the rheological behavior of the cementitious materials, prevents aggregate segregation and improves the workability and homogeneity of cement-based systems. Moreover, the addition of the guar gum slightly increases the strength and reduces the carbonation rate [
30,
31]. Starches are VMA that alter the properties of a mortar in the fresh state. They improve the viscosity and homogeneity of a material in mortars and concretes, and are often used together with a high-range, water-reducing admixture to avoid segregation and bleeding and to improve the cohesion of a mortar or concrete [
22,
24].
Despite the many advantages of VMA in concrete or mortar, if PCE and VMA are mixed and stored, then there is issue of productivity, usability, and storage in ready-mixed concrete plants [
32].
The above literature search suggests that there are no such studies on the mixing of all-in-one, polycarboxylate-based superplasticizers (NPCE) that did not cause any cohesion or sedimentation even when PCE and VMA were mixed and stored for a long time. Therefore, in the present studies, an all-in-one, polycarboxylate-based superplasticizer, with viscosity modifying agents for the application of normal-strength, high-fluidity con-crete, mixed and evaluated the properties of this concrete.
3. Results and Discussion
3.1. Workability
Figure 2 shows the workability properties of concrete according to the combination of PCE and VMA, and
Table 6 shows the shapes of the slump flow. With the addition of PCE without VMA, the slump flow is found to be at 555 mm and 523 mm at the start of the experiment and after 60 min, respectively. From our observation, segregation occurs in the middle of the samples even after 60 min of testing. Moreover, the addition of PCE with only one type of VMA (HL, HH, WG, GG, and ST) shows the largest slump flow at the initial time for the ST sample (693 mm) followed by HL (660 mm), GG (600 mm), and HH and WG (548 mm). After 60 min of testing, ST shows the lowest elapsed ratio of slump flow (4.3%) followed by HH (4.6%), HL (6.1%), GG (7.9%), and WG (24.7%). WG shows a high plastic viscosity and yield stress by strengthening the cohesion of the cement particles. Due to the smaller slump value of the WG samples, segregation does not occur. In the case of adding PCE with HL, ST, or GG, the slump value is over 600 mm, with the occurrence of segregation. In particular, ST shows the highest slump flow value, but shows the most severe segregation. This is caused by the lowest plastic viscosity and yield stress. Thus, it is confirmed that there is a limit in securing the fluidity and segregation resistance when only one type of VMA is added.
Aside from this, with the addition of PCE with two types of VMA (HLW and HHW), the initial slump flows are found to be 543 mm and 540 mm for HLW and HHW samples, respectively. After 60 min of testing, the elapsed ratio of slump flow was larger in HLW samples (17.1%) compared to HHW samples (7.9%). It was expected that, with the increase in the amount of HPMC (0.3 to 0.6%), the adsorption disturbance of the PCE will increase, and the dispersion of cement particles will decrease.
Furthermore, with the addition of PCE with three types of VMA (HLWG, HLWS, HHWG, and HHWS), the initial slump flow of HLWS is the largest (630 mm), followed by HLWG and HHWS (613 mm), and HHWG (595 mm). After 60 min of testing, the elapsed ratio of slump flow is the lowest for HHWS (3.7%), followed by HHWS (6.3%), HHWG (11.3%), and HLWG (14.7%). The increase in the amount of HPMC decreases the elapsed ratio due to the characteristics of the HPMC, which will delay the setting time of the cement paste. On the other hand, in the case of the HH (HPMC 0.6%) combination, segregation does not occur due to the slump flow value.
In summary, when the amount of HPMC increases from 0.3% to 0.6%, the cohesion of the concrete is strengthened. This causes an increase in the plastic viscosity and yield stress of the concrete and reduces the slump flow. The elapsed ratio decreases because HPMC enhances the water retention and delays the setting time of concrete. Generally, regardless of the amount and combinations of HPMC, ST has an effect on increasing fluidity and reducing the elapsed ratio. WG has an effect on reducing fluidity and increasing the elapsed ratio. These results are similarly reflected in all combinations of VMAs. Additionally, ST increases fluidity more than GG. Because of this effect, the tendency of the slump flow increases slightly.
3.2. Rheological Performance
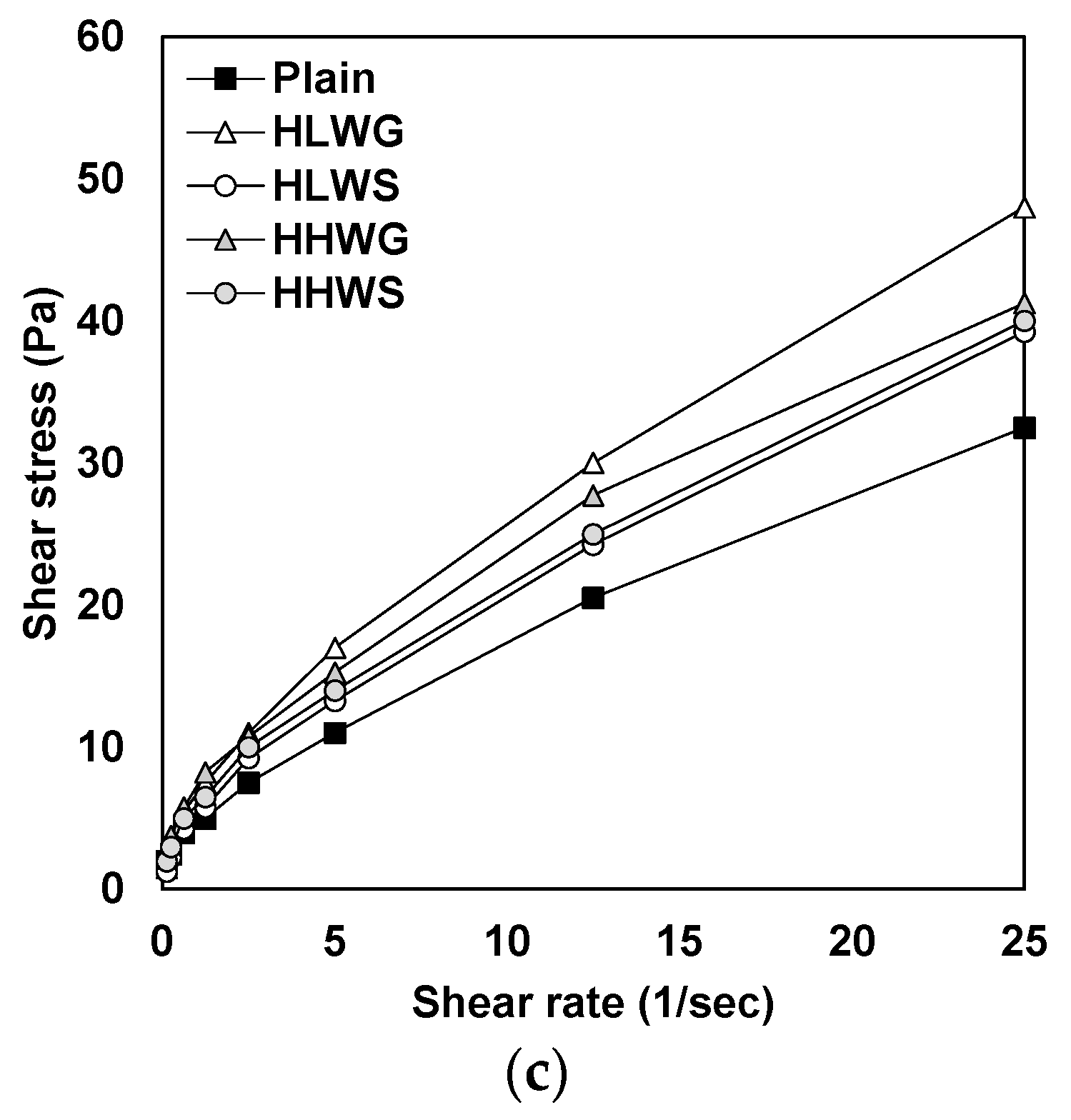
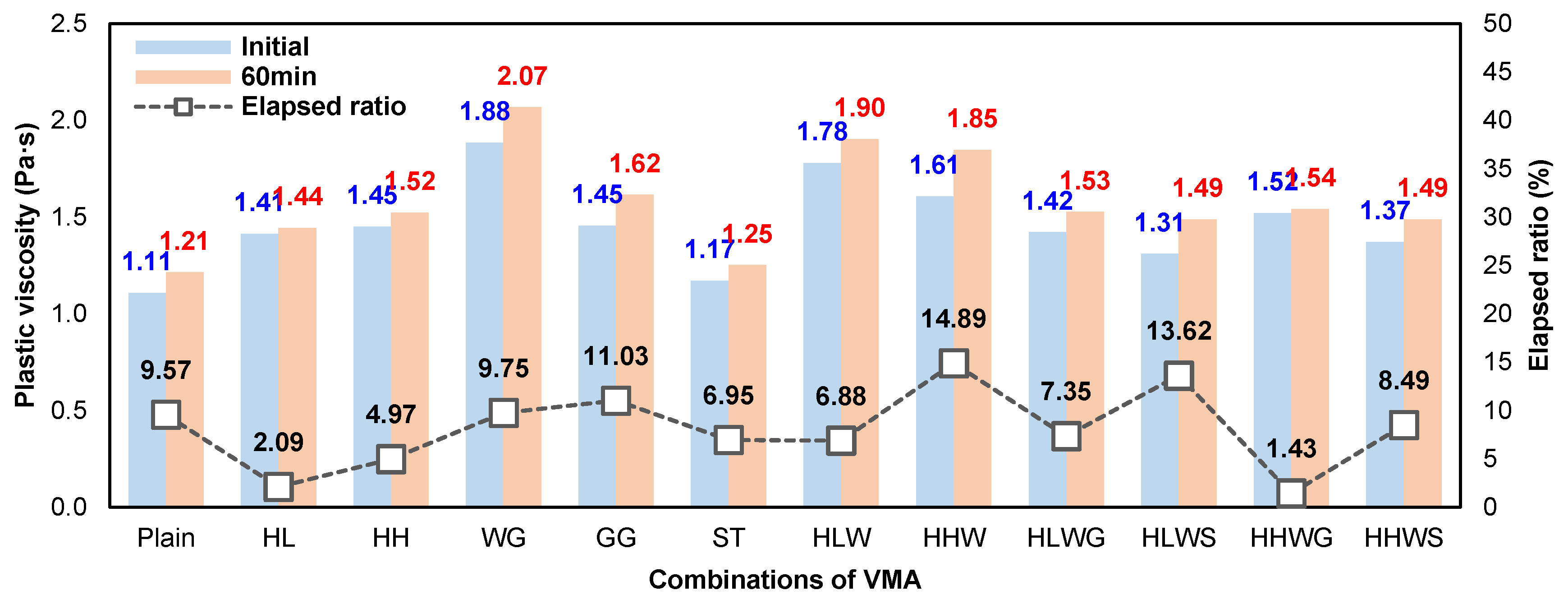
Figure 3 and
Figure 4 show the consistency curve of the fresh concrete added with NPCE prepared by VMA combinations at an initial time and after 60 min, respectively. The plastic viscosity and yield stress are derived by applying the Bingham model to these results. Moreover, the plastic viscosity and yield stress of the fresh concrete are depicted in
Figure 5 and
Figure 6, respectively. With the addition of only PCE (plain), the plastic viscosity is found to be at 1.11 Pa s at the start time and 1.21 Pa s after 60 min of testing. Moreover, the yield stress is found to be at 2.89 Pa at an initial time and 3.45 Pa after 60 min of testing. With the addition of PCE with one type of VMA (HL, HH, WG, GG, and ST), the plastic viscosity of WG samples is the highest, followed by GG, HH, HL, and ST. Moreover, the yield stress of WG samples is also the highest compared to other types of VMAs. It shows that WG is strongly adsorbed onto cement particles, and this adsorption could be the reason for the increase in the yield stress due to bridging flocculation. In particular, when ST is added, the plastic viscosity value is found to be similar to the plain sample, but the yield stress is reduced. Due to this, slump flow is improved, but shows a more severe segregation.
With the addition of PCE with two types of VMA (HLW and HHW), plastic viscosity and yield stress of the HHW sample are higher compared to the HLW sample. It is considered that the viscosity of concrete increased as the amount of HPMC increased from 0.3% to 0.6%.
With the addition of PCE with three types of VMA (HLWG, HLWS, HHWG, and HHWS), the plastic viscosity and yield stress of HHWG are the highest, followed by the HLWS, HHWG and HHWS sample. It is considered that the combinations of GG increased the plastic viscosity of concrete more than with the combinations of ST, because the cohesion of GG is stronger than that of ST in cement paste. In summary, adding VMA shows a higher plastic viscosity when compared to plain samples [
39,
40,
41,
42]. The plastic viscosity and yield stress show a proportional relationship regardless of the combinations of VMA and the elapsed time. Moreover, the plastic viscosity and yield stress decrease when the slump flow is increased and vice versa. An inverse relationship is found between the plastic viscosity or yield stress and the slump flow [
43].
3.3. Compressive Strength
Figure 7 shows the compressive strength according to combinations of PCE and VMAs. Overall, the strength exceeds 24 MPa at 28 days of curing duration for all types of mixes. With the addition of PCE (without VMA), the compressive strength was found to be at 13.6, 21.5, and 30.9 MPa after 3, 7, and 28 days of curing duration. Aside from this, PCE with WG showed the highest compressive strength when compared to other samples. In particular, WG provides a 17% higher compressive strength at 28 days, but the other combinations show a decrease of 4–20% in strength compared to the plain sample at 28 days. In particular, the addition of HPMC (HL and HH) shows the greatest decrease in strength for Plain. The reasons for this are that HPMC has the potential to adsorb PCE, and it delays the cement hydration due to its effects on the precipitation of calcium hydroxide and water absorption. With the addition of PCE with two types of VMA, the two mixes show a similar compressive strength at 28 days. Due to the increase in HPMC from 0.3% to 0.6%, HHW shows a 7% strength reduction compared to HLW at 3 days. It was considered that the characteristics of HPMC influenced the setting time and hydration process [
44,
45]. With the addition of PCE with three types of VMA, the compressive strength of HLWG and HHWG at 3 days and 28 days are the highest compared to HLWS and HHWS samples. The combination of HL or GG shows a higher compressive strength than the combination of HH or ST. This supposedly reflects each strength characteristic that is confirmed when only one type of VMA is added. In summary, it is shown that the unique characteristics of VMA are exhibited by and affect the compressive strength, according to the combinations of different types of VMAs.
4. Conclusions
This study focused on the physical phenomena, such as fluidity, rheological properties, and compressive strength, of normal-strength, high-fluidity concrete (NSHFC) with a different type of polycarboxylate-based superplasticizer (NPCE):
(1) When the amount of HPMC increased from 0.3% to 0.6%, the slump flow decreased due to the increase in the plastic viscosity of concrete. The elapsed ratio of concrete decreased due to the delay in the setting time of HPMC. Regardless of the amount and combinations of HPMC, ST had an effect on increasing fluidity and reducing the elapsed ratio, whereas WG had an effect on reducing fluidity and increasing the elapsed ratio. These results are similarly reflected in all combinations of VMAs.
(2) Adding VMA caused a higher plastic viscosity compared to the plain sample. The plastic viscosity and yield stress showed a proportional relationship, regardless of the combinations of VMA and the elapsed time. Moreover, the plastic viscosity and yield stress decreased when the slump flow increased, and increased when the slump flow is decreased. This showed an inverse relationship between the plastic viscosity or yield stress and the slump flow.
(3) The compressive strength at 28 days was found to be in the order of WG (36.1 MPa) > GG (29.7 MPa) > ST (25.9 MPa) > HL (24.8 MPa) > HH (24.4 MPa), compared to when VMA was used alone. When two or more types of VMA were added, the unique characteristics of VMA were exhibited and affected the compressive strength according to the combinations of VMA.
(4) Using NPCE with VMA, it was possible to reduce the lack of fluidity and segregation, which were limited when using a polycarboxylate-based superplasticizer alone at low binders (350 kg/m3). In conclusion, the combination of three types of VMA showed the best fluidity (slump flow 595~630 mm at initial) without any segregation and bleeding, and the compressive strength at 28 days was also the highest at 34–37 MPa. From these results, the combination of PCE (2.0%) + HPMC (0.3%) + WG (0.1%) + ST (0.1%) showed an 18% higher plastic viscosity than Plain and a −4.4% lower yield stress than Plain. As a result, it was considered to have the best fluidity performance (slump flow 630 mm) of NSHFC.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}



























