1. Introduction
As one of the important components of automobiles, the seat serves to provide passenger comfort by reducing the shock, vibration, and noise transmitted while driving a vehicle. In addition, since it is directly related to the safety of passengers, design requirements for the structural functions of the seat frame, such as crash safety and durability, must be satisfied according to the relevant regulation.
In the event of a vehicle crash or collision, the safety of the seat frame strength is one of the important factors that has a great influence on passenger injuries. In order to ensure the safety of passengers, the seat system should be tested and verified at each development stage as regards the seat condition and the actual vehicle condition, in accordance with the regulations established in each region, such as North America, Europe, China, etc. Meanwhile, the weight reduction of automobile parts is one of the most important processes in vehicle development to improve fuel efficiency and prevent air pollution. In order to satisfy both the crash strength performance and weight reduction of a newly developed seat frame, a sufficient review using optimization techniques is required at the design stage. In particular, since the design of the seat frame is directly related to the passenger injuries, a reliability- or robustness-based optimum design is required in consideration of uncertainties. However, in order to determine the rational design safety of the newly developed seat frame for which the reliability evaluation data are not sufficient at the design stage, it is necessary to implement a probabilistic design considering the uncertainties of the design and manufacturing factors. The probabilistic design of the seat frame is able to be realized via statistical design quality evaluation methods, such as reliability analysis and robust design.
Some design studies have been carried out in relation to the design safety of the seat belt anchorage and robust design methodology. Patil et al. [
1] explained the effect of changing the mounting location of each seat belt anchorage point on occupant injuries, and performed an optimization of the seat belt anchorage mount locations for occupant injury reduction in frontal crashes. Rear seat restraint design optimizations were carried out to find the ranges of optimum restraint system configurations that offer the best safety guides for children [
2]. Heo et al. [
3] suggested the minimum yield stress of the part which is connected to the upper rail and set-bracket and the rails which translocate the seat, as well as an evaluation procedure of seat belt anchorage in the finite element method. Kang and Chun [
4] represented the modeling and analysis technique of seat belt anchorage, the seat track and the rear floor, to ensure the safety of the occupants in cases of front impact conditions. An express bus passenger seat with a sliding mechanism and optimized thickness via finite element analysis was developed, and rear moment and belt anchorage analysis was performed based on FMVSS 202 and 210 to verify the integrity of the seat system [
5]. Park et al. [
6] suggested the modeling technique of performing a spot weld with a sheet metal fracture to simulate the seat belt anchorage strength. An open source software platform was developed to offer an easy and straightforward solution not only for robust design optimization, but also parameter identification, model order reduction, and shape optimization as well [
7]. Tsutsui and Ghosh [
8] proposed a new scheme which extends the application of genetic algorithms to domains that require the discovery of robust solutions, and suggested a scheme for detecting multiple robust solutions. Mirjalili et al. [
9] developed a novel and cheap technique for finding robust optimal solutions, called confidence-based robust multi-objective optimization, using a novel, modified Pareto dominance operator to differentiate search agents of meta-heuristics based on both levels of robustness and confidence. Lei et al. [
10] presented a robust design optimization method to investigate the manufacturing quality and operation reliability of superconducting magnetic energy storage in the design optimization stage.
This paper deals with an enhanced robust design optimization (RDO) method and its application to the strength design problem of seat belt anchorage as related to the front crash safety of a multi-purpose vehicle. In the seat belt anchorage test, the seat frame could be in a state of fracture depending on its structure design. Thickness size variables of the structure members of the seat frame were considered as random design variables, including uncertainties such as manufacturing tolerance, which are an inevitable hazard in the field of automotive parts manufacturing. Strength performances were reviewed by finite element analysis (FEA), applying load and boundary conditions to accommodate the actual seat belt anchorage test, which are regulated in ECE and FMVSS. Probabilistic constraint functions were selected from the strength performances of the seat belt anchorage. The RDO problem was formulated such that the random design variables were determined by minimizing the seat frame weight subject to the probabilistic strength performance constraints evaluated in the reliability analyses, as well as the robustness of the three sigma (σ) level on side constraints. In this study, in order to ascertain the effects of the reliability analysis method on the probabilistic optimal design of the seat frame, both the mean value reliability method (MVRM) and the adaptive importance sampling method (AISM) were adopted in the RDO formulation. The RDO results, such as converged optimum design, numerical characteristics, and reliability probability, were compared according to the reliability analysis methods. The reliability probabilities from the reliability methods applied to the probabilistic optimum design were assessed by Monte Carlo simulation (MCS). In addition, deterministic optimization was carried out to review the characteristics of the probabilistic optimization results from the RDO. In the case of the RDO with the AISM, the structural reliability was fully satisfied for all the constraint functions, so the most reliable structure safety was guaranteed for the seat frame design. This paper is comprised of the following:
Section 2 addresses the strength performances and explains the seat belt anchorage test, the fracture characteristics of the seat frame, and the structure analysis results from the FEA;
Section 3 addresses the RDO with the MCS reliability analysis and describes the theoretical background and the enhanced RDO procedure;
Section 4 addresses the results and discusses the characteristics of the robust optimal solutions according to the reliability analysis method;
Section 5 presents the concluding remarks of this study.
2. Strength Evaluation of Seat Frame
The seat belt and its frame are one of the safety systems for minimizing injuries by effectively restraining the movement of passengers. Depending on the characteristics of the vehicle, the seat belt anchor is designed in two-point, three-point, and four-point types. The seat belt anchorage test is one of the national regulation tests intended to verify the strength of the seat frame in relation to the safety of passengers in the event of a front crash. The configuration and the national regulations of the seat belt anchorage test are described in
Figure 1 and
Table 1.
As represented in
Table 1, the shoulder/lap load and the initial load application angle are almost the same in all the national regulation codes, while the load application and maintenance time are different. ECE R14 and GB 14167 require an inertial load that is 20 times the mass of the seat assembly.
Figure 1 shows the configuration of the seat belt anchorage test in the case that only the seat is considered. In such a test case, an additional load of 20% is applied to the shoulder/lap loads and the inertial load to secure a safety margin in preparation for the seat belt anchorage test on an actual vehicle. The regulation code requires that permanent deformation, including the partial rupture or breakage of any anchorage or surrounding area, shall not constitute failure if the required force is sustained for the specified time [
12].
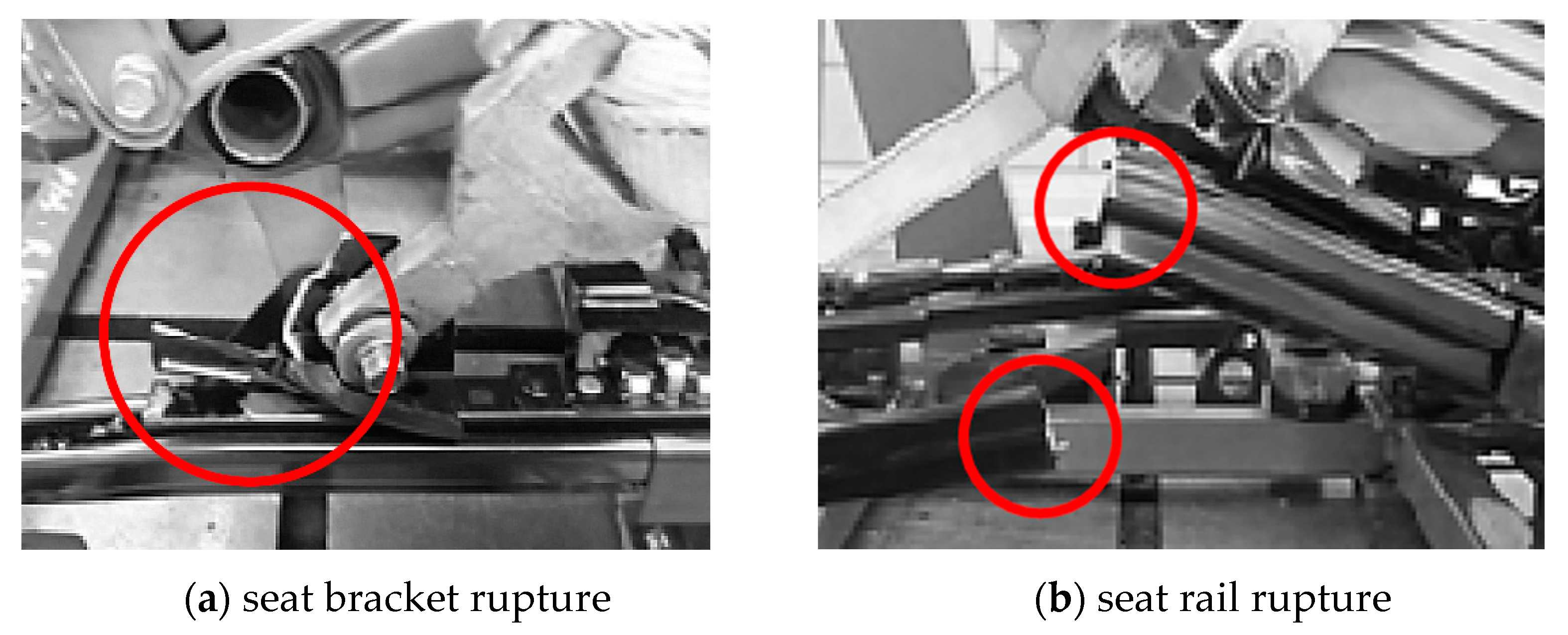
The seat belt anchorage test often causes rupture or fracture in the seat frame structure made of a cold reduced carbon ductile steel sheet because a high level of load is applied to simulate a vehicle frontal crash situation.
Figure 2 and
Figure 3 show the failure cases of the seat belt anchorage test in the condition of considering only the seat assembly and in the actual vehicle condition, respectively.
As shown in
Figure 2, if the seat belt anchorage test is performed by applying only the seat without a vehicle, a rupture on the bracket connecting the rail and the seat belt buckle, or a fracture on the seat’s lower rail, may occur. As shown in
Figure 3, in the case that the seat belt anchorage test is performed with a seat mounted on a vehicle, rupture or fracture may occur at the body panel or spot weld connection area. The failure of the body panel shows a pattern of breaking through the panel together with the seat belt assembly parts and the internal reinforcement of the body bolted together, and the body part where the reinforcement is welded showed the typical form of button fracture mode at the weld area. From the review of the failure cases, it was estimated that a design improvement in some important areas, such as the anchorage bracket and the seat mount part, could reduce the failure rate of the seat belt anchorage test. In general, design safety is verified using the numerical simulation before performing the seat belt anchorage test. Nevertheless, the events of structural failures in diverse forms in the actual seat belt anchorage test are due to various uncertainties in design, manufacturing, and testing. Therefore, the application of the probabilistic optimal design, taking into account such uncertainties in the design stage, can not only improve design safety efficiently, but also dramatically increase the possibility of the success of the actual seat belt anchorage test.
The purpose of this study is to present the enhanced RDO method in order to implement the probabilistic optimal design based on numerical simulation in the initial design stage of the seat frame system. In this study, a numerical simulation of the seat belt anchorage strength for the front passenger seat of a multi-purpose vehicle was performed using the FEA.
Figure 4 shows the finite element modeling configuration for the evaluation of the seat belt anchorage strength.
As shown in
Figure 4a, the front passenger seat of the multi-purpose vehicle was designed to mount two-point and three-point seat belts on the one seat frame. Therefore, both the shoulder block and the lap block were applied to the three-point seat belt, and only the lap block was applied to the two-point seat belt.
The material and initial design thickness dimensions of the seat frame considered in the RDO were shown in
Figure 4b. The seat frame assembly of the FEA model was generated with shell elements, and the shoulder block, the lap blocks and the seat cushion foams were generated as solid elements. The seat belts were generated with shell and 1-D seat belt elements. Rigid link elements were used to connect each seat structural part. The surface contact conditions were applied to all the parts where the contact behavior would occur. The numbers of elements and nodes of the FEA model were 21,591 and 22,601, respectively. The principal material properties of the FEA model are summarized in
Table 2.
As shown in
Table 2, SAPH440-P had the highest yield strength and ultimate strength, and STKM had the highest plastic strain at rupture. The yield strength and the ultimate strength of SPCC and STKM were similar, and the plastic strain at rupture of SAPH440-P was the same as the SPCC. The constitutive model used in this analysis was an elastic–plastic model with strain rate effects. In this constitutive model, deviatoric stresses are updated, and yield function is checked to accept the deviatoric stresses.
The load condition included the shoulder/lap loads and the inertial load shown in
Figure 1 based on ECE R14 regulations. The shoulder/lab load of 1350 N was applied to the shoulder/lab blocks in contact with the seat belt, and at the same time the inertial load equal to 20 times the weight of the seat was applied to the entire center of gravity considering the application angle of 10°. All the maximum loads were applied instantaneously at the same time, and simulation was performed for 0.08 s while the maximum load was maintained. Contact conditions were applied to all parts of the analysis model so that the initial loadings applied to the seat belt could be transmitted to the entire structure of the seat frame, as well as the seat belt anchorage points and the seat frame constraint points. The boundary condition was implemented by constraining all the degrees of freedom of each of the mount points, which are bolted on the front and rear brackets among the seat assembly parts, as shown in
Figure 4b.
In the numerical simulation of the seat belt anchorage strength, the maximum plastic strain and dynamic deformation were calculated using LS-DYNA/Explicit, a general-purpose FEA program. The partial rupture or breakage of any anchorage or surrounding area under the required force was investigated from the plastic strain contour results at the final simulation step. The plastic strain contour results are presented in
Figure 5.
As shown in
Figure 5, the parts that were at risk of failure due to the concentration of high plastic strain were the rear seat panel (#1), the seat belt connection part of the center bracket (#2), and the front bracket (#3). The reason for the high strain distribution in #1 was that the rear bracket to which the boundary condition was applied and the center bracket to which the seat belt was mounted were connected. The strain concentration of #2 was because the seat belt was directly connected to the center bracket. In the front bracket of #3, the shoulder load and the lap load acted at the same time, and the boundary conditions were applied directly, resulting in a high concentration of strain. As shown in
Figure 5, the plastic strain result for the initial design of the seat frame was confirmed to be less than 50% of the plastic strain at rupture of the material properties shown in
Table 2. Therefore, it was estimated that rupture or breakage would not occur under the conditions of the seat belt anchorage test specified in ECE R14.
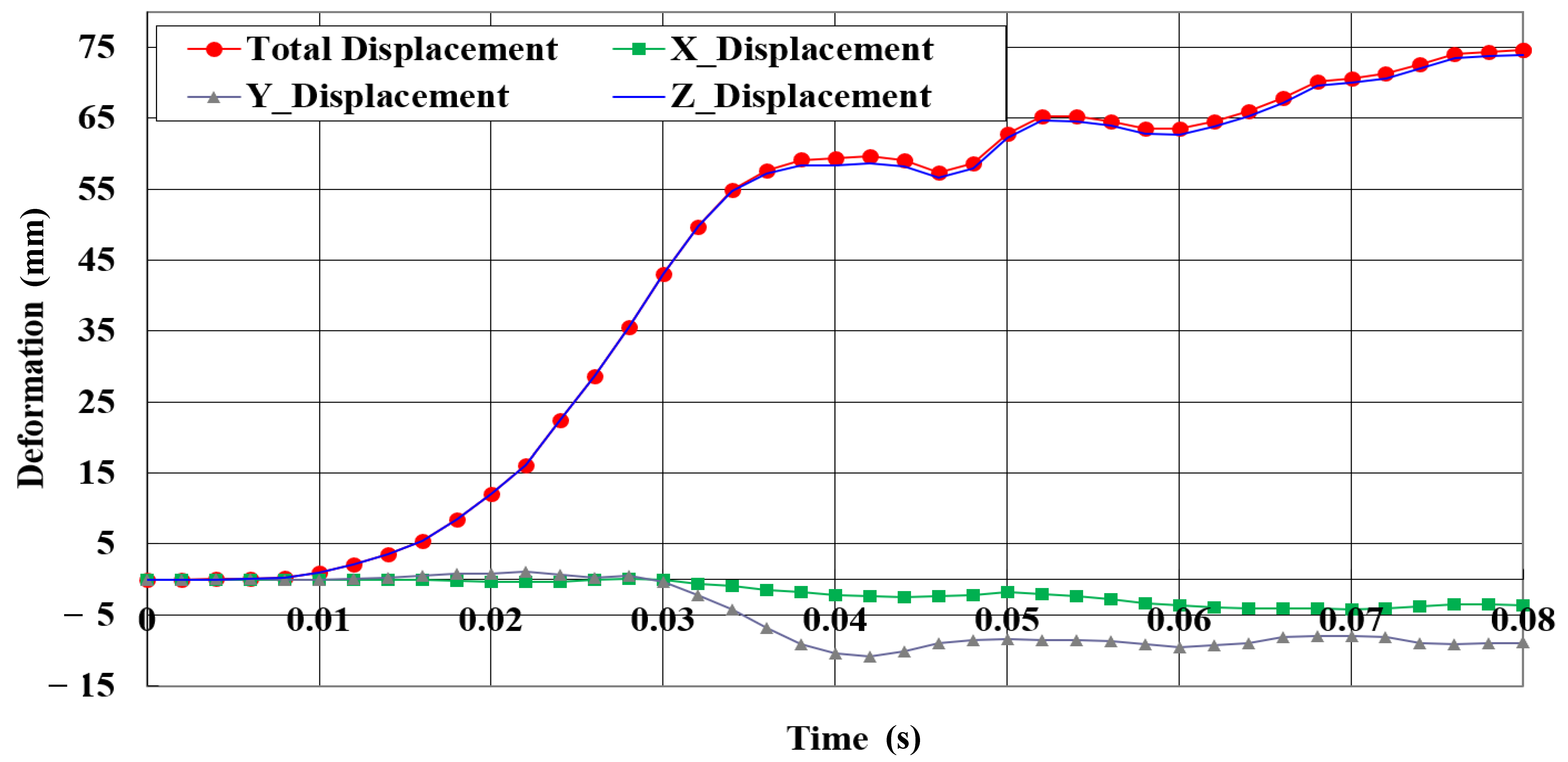
Figure 6 shows the time history results of dynamic deformation.
As shown in
Figure 6, the maximum deformation amount was 74 mm at the last analysis time, and the z-direction was dominant in the dynamic deformation of the seat frame under the test load condition of the seat belt anchorage test. From the result of such dynamic deformation, it can be seen that the influence of the initial load application angle is high. The maximum value of dynamic deformation was measured over the entire simulation time, and was detected at the final simulation time. Considering that all parts of the seat frame were ductile steel, the true strain rate was increased up to the failure limit, so it was concluded that it was reasonable that the maximum deformation occurs at the final analysis time. From the result of the strength performance evaluation, it was confirmed that the initial design of the seat frame satisfied the seat belt anchorage test condition, which is regulated in ECE R14, but the plastic strain margin was more than 50%. Therefore, for the weight-minimized design of the seat frame that guarantees structural reliability, a probabilistic design optimization considering manufacturing uncertainty was carried out.
3. Enhanced RDO Procedure
The robust design method has the object of minimizing the variation in the response performance by treating the variation source so as to reduce the sensitivity, rather than eliminating the variation source in the design process, in order to improve the quality and reliability of the design [
16]. Generally, the Taguchi robust design using the orthogonal array method handles a small number of constraints in a discrete design space, whereas the RDO based on mathematical formulation can accommodate many constraints in a continuous design space [
17]. The RDO is similar to a reliability-based design optimization (RBDO) in terms of ensuring the robustness of the constraint, but the RDO is able to guarantee the robustness of both the objective function and the constraint through an optimization process that considers, respectively or simultaneously, the robustness of the objective function, including the existing design and tolerance [
18,
19]. The evaluation of the feasibility and reliability of the constraints is the most important matter in reducing the risk in the design process. However, since the conventional RDO method could not provide information on whether the robustness of the constraint is secured quantitatively, it is difficult to clearly ensure the design safety [
20].
In this study, an enhanced RDO method that is able to compute the reliability probability of the constraint in the RDO process was developed, and the proposed RDO procedure is shown in
Figure 7. As represented in
Figure 7, in order to quantitatively guarantee the robustness of the constraint, the robustness of the objective function and the constraint were considered using not only mean and standard deviation, but reliability analysis methods such as MVRM and AISM were also applied to the constraint. Additionally, the probability of reliability was evaluated for the converged optimum results using the MCS to verify the actual reliability.
The RDO formulation was defined as follows [
21,
22]:
where
f is the objective function,
G is the probabilistic constraint,
μ is the mean,
σ is the standard deviation,
xL is the lower limit of the design range,
xU is the upper limit of the design range, and
n is the sigma level. In the RDO, the probabilistic design solutions are determined by minimizing the objective function subject to both the probabilistic constraint and the side constraints of the robustness, considering the uncertainties of the design variables and the sigma level, which is the target design’s reliability.
In this study, an evolutionary optimization algorithm was [
23] was applied to explore the optimum solution in the constraint optimization problem. The evolutionary optimization algorithm is an evolution strategy that mutates designs by adding a normally distributed random value to each design variable. The mutation strength (standard deviation of the normal distribution) is self-adaptive and changes during the optimization process [
24,
25,
26]. In the evolutionary optimization algorithm, the most appropriate learning technique and parameter values are increasingly self-adapted according to the learning experience gained during evolution [
24,
26]. The algorithm efficiently solves design problems with low numbers of variables and with some noise in the design space. The probability constraint functions were evaluated through the reliability analysis, and in this study, MVRM and AISM were each applied for the reliability analysis. Since the reliability probability result of the constraint according to the reliability analysis method has a large effect on the design safety, the reliability analysis method suitable for the RDO of the seat frame design with respect to the seat belt anchorage strength was reviewed by comparing the evaluated reliability probability results using the MCS. The conventional RBDO method generally handled the reliability probability of the constraint with only one approximate reliability analysis method, whereas the proposed RDO method not only enhanced the reliability probability of the constraint via both the approximate and sampling reliability analysis methods, but also included the design robustness in the side constraints.
The MVRM approximates the mean and the standard deviation of the probability constraint function using Taylor series expansion. In the MVRM, the accuracy of the reliability analysis result depends on the Taylor series expansion method. The reliability index of the MVRM is defined as follow [
27]:
The failure probability (
pf) and the reliability probability (
R) are estimated by substituting the reliability index of Equation (2) into the following Equations:
where Φ is a standard normal distribution function.
In the AISM, the failure region for the constraint function is approximated as a second order polynomial using principal curvature, as shown in
Figure 8. The curvature value is repeatedly updated to include the fracture region based on the number of samples existing in the fracture region. In
Figure 8, the reliability index is denoted as
.
MCS is a reliability analysis method that can actually calculate the uncertainty of the probabilistic performance function due to the random variable in cases wherein the number of samples conforming to the failure probability, or the reliability probability, to be evaluated at the target confidence level is applied. In the reliability analysis using MCS, if the probabilistic performance function
y is calculated by the number of samples
N, the following average
μ, variance
σ2, and failure probability
pf can be calculated [
29].
In Equation (5), the failure probability is defined using the indicator function
I(x) as follows:
The failure probability is expressed using the average of the indicator function as follows:
where
Nf is the number of samples in the case of
G ≤ 0. The reliability probability
R is defined as follows:
Cumulative distribution function (CDF)
F(y) and probability density function (PDF)
f(y) can be calculated as follows:
As represented in Equation (9), the PDF is obtained from the derivative of the CDF.
4. RDO Results and Discussion
The probabilistic constraint functions, such as the plastic strain and the deformation, were selected from the numerical simulation results of the seat belt anchorage strength using the FEA model as shown in
Figure 4. The RDO problem was formulated such that the random design variables were determined by minimizing the seat frame weight subject to the probabilistic constraints, evaluated via the reliability analyses as well as the robustness of the 3
σ level on side constraints. The RDO formulation of the seat frame design was defined as follows:
As stated in Equation (10), the 3 sigma level robustness, which entails 99.73% reliability probability, was applied to the side constraints. The probabilistic constraint functions used in the RDO formulation were the maximum plastic strain (
G1) and dynamic deformation (
G2). The maximum plastic strain was selected from the plastic strain element results at each optimization iteration step. The maximum value among the dynamic deformation results measured during the entire simulation was confirmed in each optimization iteration step, and used as the probabilistic constraint function value. The upper limit values of the plastic strain and the deformation were defined as 20% and 74 mm, respectively. In total, 70 to 80% of the plastic strain at rupture in the material properties was applied to the upper limit value of
G1. The maximum total deformation of the initial design was used for the upper limit value of
G2. The thickness sizes were considered the design variables, and the mean value of the design variable was defined as the initial design thickness, shown in
Figure 4b. The range of design variables was set up between ±10 and 20%. In the optimization process, the design variables were coupled with the thickness setting value of the analysis input file, and the objective and constraint functions were set to be selected from the plastic strain and dynamic deformation results in the analysis result file. Considering that all the seat frame parts were manufactured from a cold-reduced carbon steel sheet, the thickness manufacturing tolerance of the national standard [
30] was adopted as the uncertainty for the seat frame design. Uncertainties such as material mechanical properties, machining tolerances, and assembly errors are quality engineering statistical information that is difficult to obtain in the initial design stage of vehicle parts, such as seat systems. Because the purpose of this study is to present an enhanced RDO method to implement the probabilistic optimal design based on numerical simulation in the initial design stage of the seat frame system, the thickness manufacturing tolerance described in the national standard can only be considered with uncertainty. The definition of the random variables was summarized in
Table 3.
As represented in
Table 3, the mean values were defined from the initial design thickness shown in
Figure 4b. The standard deviation was set to the thickness manufacturing tolerance—between 0.11 and 0.20 according to the national standard [
30]—and the probabilistic distribution function was defined as the normal distribution. The MVRM and the AISM were used for the failure limit evaluation on the probabilistic constraints, respectively.
Deterministic optimization was also carried out to review the characteristics of the probabilistic optimization results from the RDO, and the formulation was defined as follows:
As represented in Equation (11), the terms for the reliability and robustness evaluations were excluded in the formulation of the deterministic optimization. g1 and g2 were defined as deterministic constraint functions. In the optimization procedure applying the evolutionary algorithm, MATLAB coding was used.
The RDO results according to the reliability analysis methods are represented in
Table 4 and
Table 5, comparing them to the deterministic optimization results.
In order to complete the optimization procedure, each calculation time required by the RDO with MVRM, the RDO with AISM, and the deterministic optimization, was 433.417 h, 1601.483 h, and 20.417 h, respectively, using a server machine which has 6 core Intel Xeon CPU and 128 GB RAM. As represented in
Table 4 and
Table 5, the RDO results of the seat frame design using the MVRM and the AISM all showed conservative design results as compared to the deterministic optimal design results. The weight reduction results using the RDO with the MVRM and the AISM were 3.4% and 1.7%, respectively, based on the initial design weight of 18.38 kg, while the weight reduction of the deterministic optimal design was 17.8%. In the context of the constraint function results for the plastic strain, the RDO with the MVRM and the AISM ensured a safety margin of more than 50% based on the upper limit value of constraint, while the deterministic optimal design was only 6%, which was nearly approaching the failure limit. Regarding the constraint function results for the dynamic deformation, the RDO with the MVRM and the AISM secured a safety margin of about 20% based on the upper limit value of constraint, while the deterministic optimal design was active at the limit value. Reviewing the RDO results according to the reliability analysis method, we see that the RDO results with the AISM were more conservative than the MVRM. The probabilistic optimal design results of
t2,
t5,
t7, and
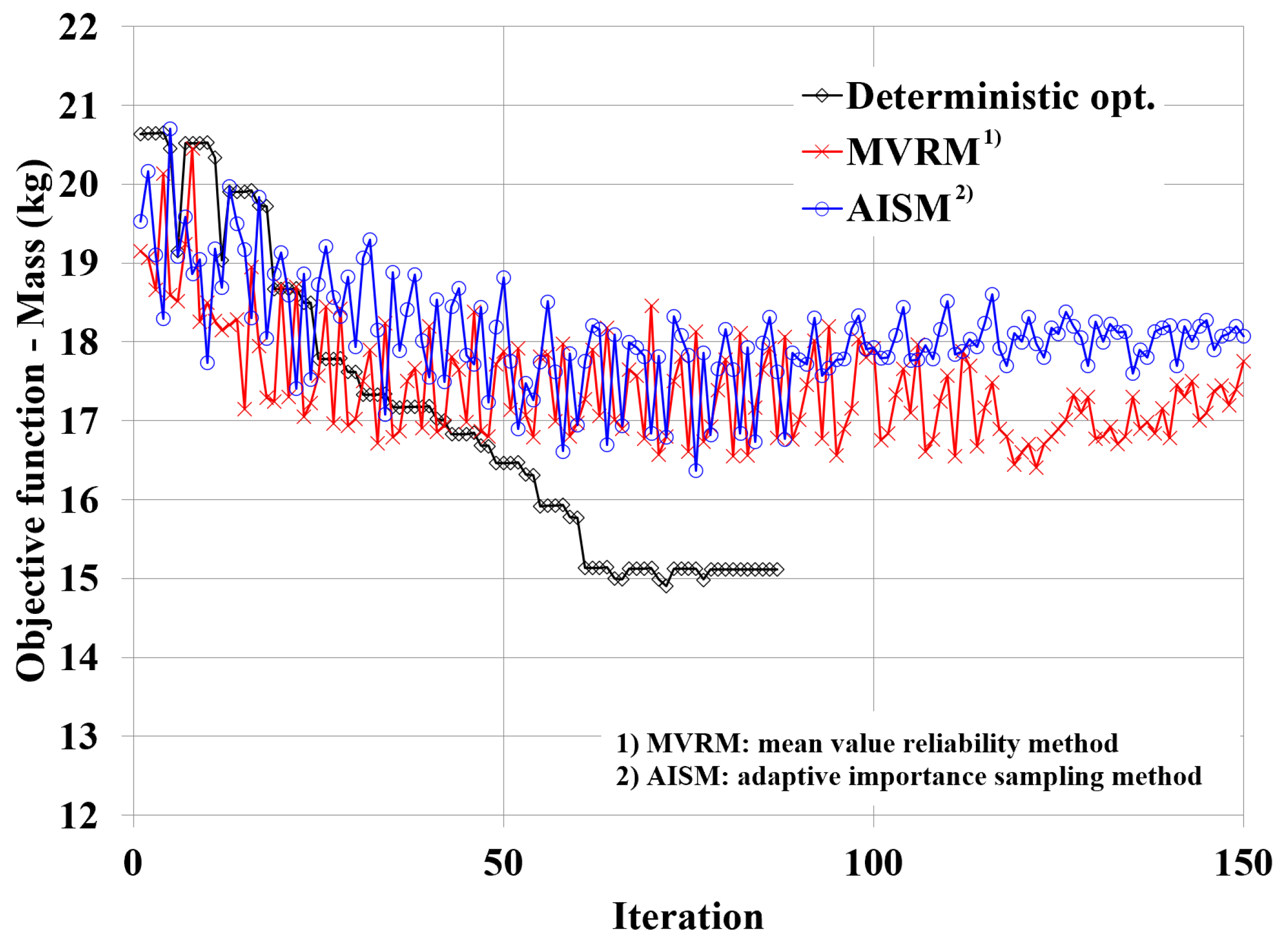
t8 were different according to the reliability analysis method, while there were no differences in the results of the remaining design variables. As described above, it was found that the robustness result for the converged probabilistic optimal design were varied according to the reliability analysis method. The numerical cost was compared based on the number of function evaluations, and the AISM case was the highest because the number of samples increased for the search of the failure region during the reliability analysis. The results of optimization-convergent characteristics were compared for the objective function and the constraint functions, respectively, and are shown in
Figure 9 and
Figure 10.
As shown in
Figure 9 and
Figure 10, since the reliability analysis was applied to the RDO during the optimization process, the convergence characteristics differ from that of the deterministic optimization. Comparing the results of the MVRM and the AISM, the AISM represented more conservative results than the MVRM in the entire convergence process of both the objective function and the constraint function, and a more conservative convergence characteristic in the constraint function for the plastic strain. In the deterministic optimization, since the uncertainty of the design variable was not included, it was found that the constraint function for the dynamic deformation at the optimal design point was active at the failure limit.
Reliability analyses using the MCS were carried out to review the difference between the results of the probabilistic optimal design of the RDO using the MVRM and those using the AISM, in terms of the reliability probability in the constraint functions. In order to review the difference between the probabilistic optimal design results of the RDO using the MVRM and the AISM, reliability analyses using the MCS were carried out in terms of the reliability probability of the constraint functions. In the MCS-based reliability analyses, the number of samples was 10,000, and the reliability probabilities of the constraint functions for the optimal design results summarized in
Table 4 were evaluated. The results of the probability of failure are summarized in
Table 6, and the PDF results are shown in
Figure 11 and
Figure 12 by comparing the constraint functions for the plastic strain and the dynamic deformation.
As shown in
Table 6 and
Figure 11 and
Figure 12, the probability of failure for the probabilistic optimal design of the RDO using the MVRM and the AISM all presented results of three sigma or higher. However, since the probabilities of failure in the deterministic optimal design were 10.3% for the constraint function of the plastic strain and 26.3% for the constraint function of the dynamic deformation, with the deterministic optimization it was difficult to guarantee adequate structural safety in cases wherein the design uncertainty was included. In the case of the RDO with the AISM, the probability of failure was evaluated as 0.0% for all the constraint functions, so the most reliable structure safety was guaranteed.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}