
Uniformity, Periodicity and Symmetry Characteristics of Forces Fluctuation in Helical-Edge Milling Cutter


Abstract
:1. Introduction
2. Milling Force Fluctuation Mechanism of Helical-Edge Cutter
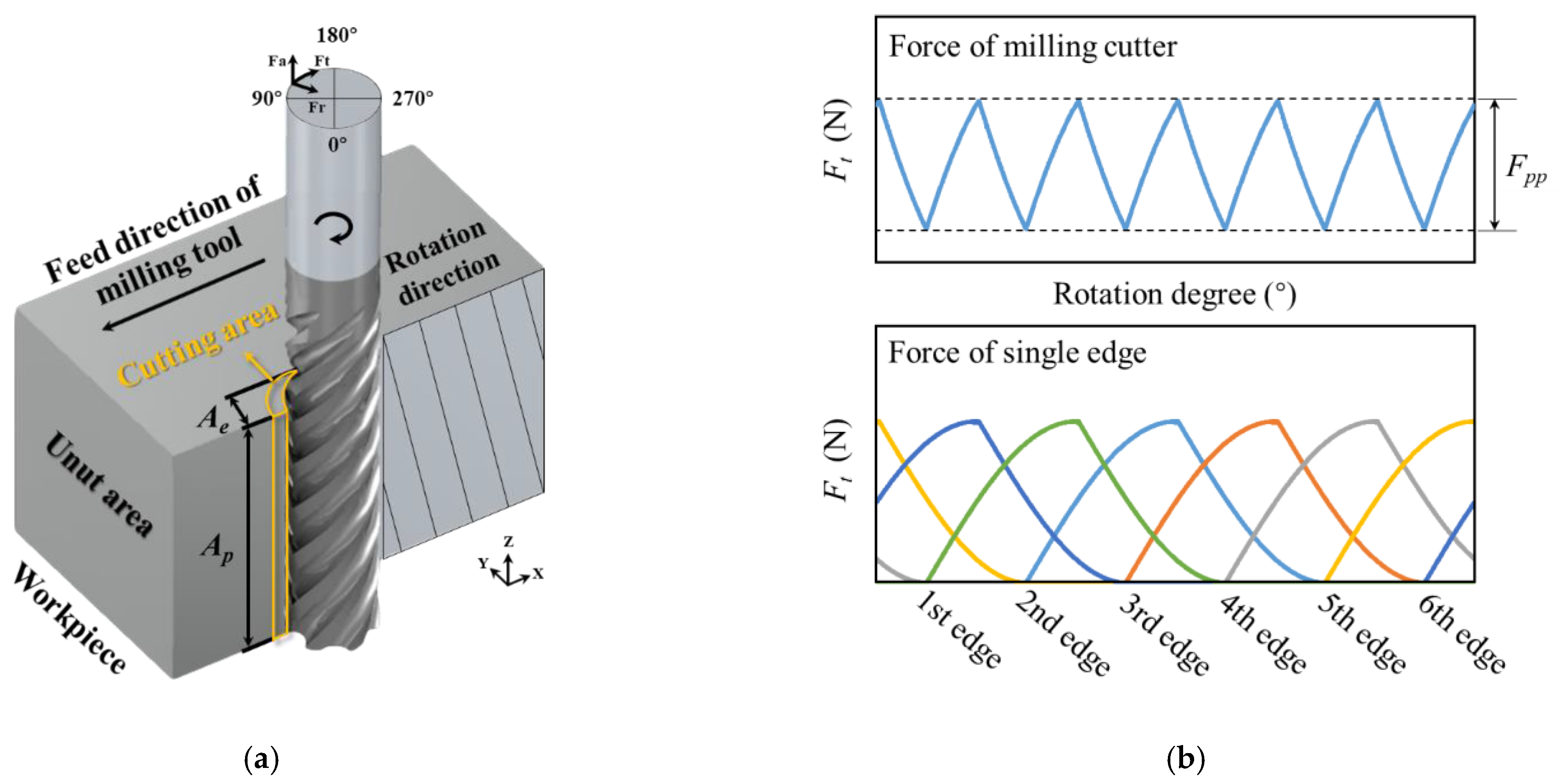
2.1. Milling Process and Theory Preconditions
- The milling process is general and simple, which means the influences of the tool wear, deformation, runout and chatter are not considered;
- The milling force model is widely accepted [9]. In this model, the tool path is considered as a circle when calculating the chip thickness. The cutting force caused by the size effect coefficients (Ktc, Krc, Kac) is considered as the main factor and the ploughing effect is ignored in side milling;
- The processing parameters are smooth and not extreme. Under this condition, the milling force coefficient is stable and can be considered as an average value.
2.2. Milling Process and Theory Preconditions
3. Milling Force Fluctuation Characteristics
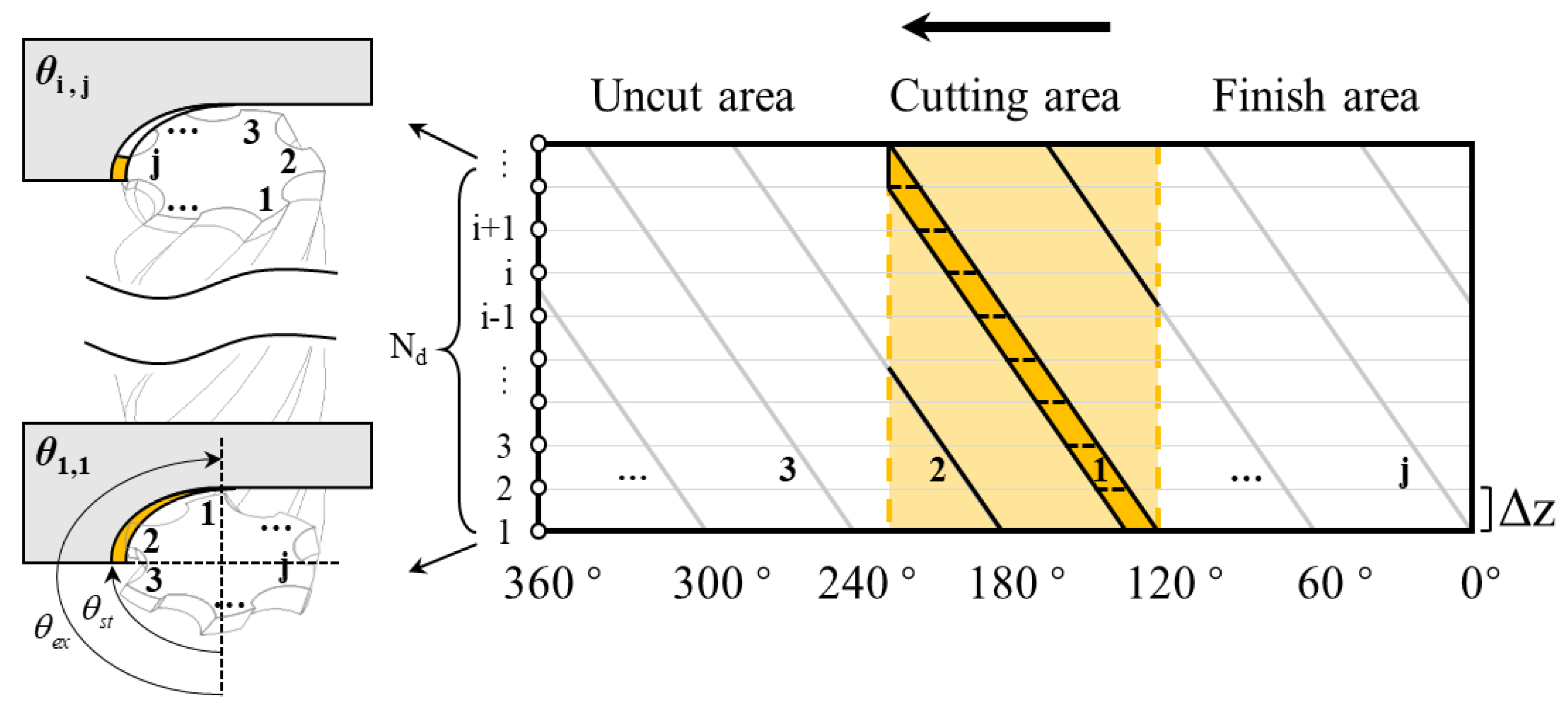
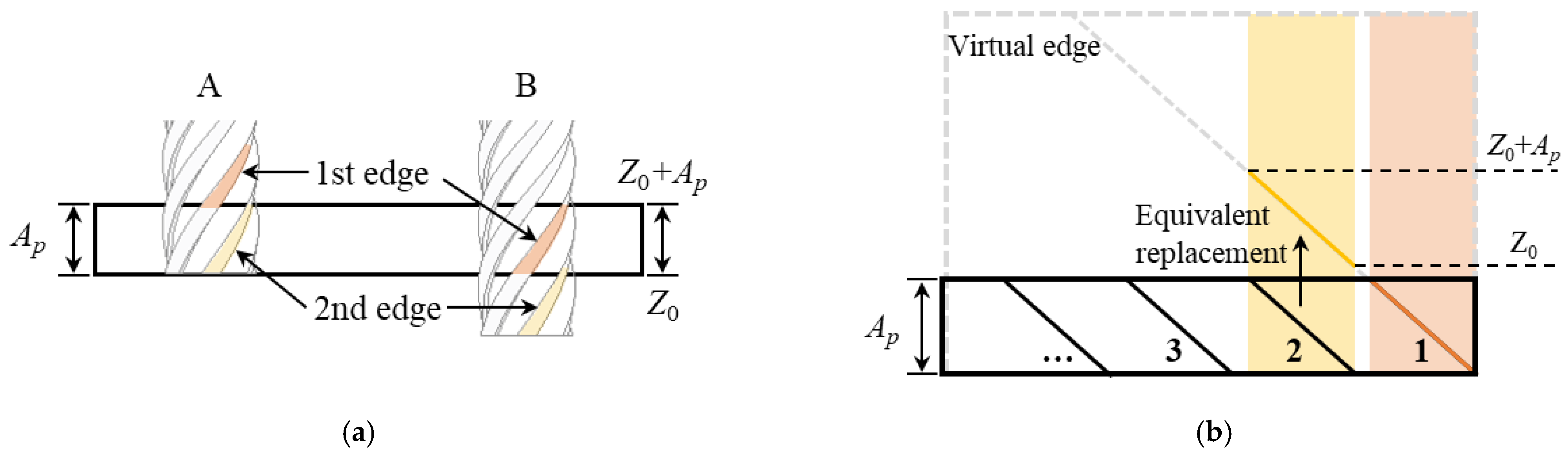
3.1. Virtual-Edge Projection Method of Force Equation Transformation
3.2. Uniformity Characteristics of Force Fluctuation
3.3. Periodicity Characteristics of Force Fluctuation
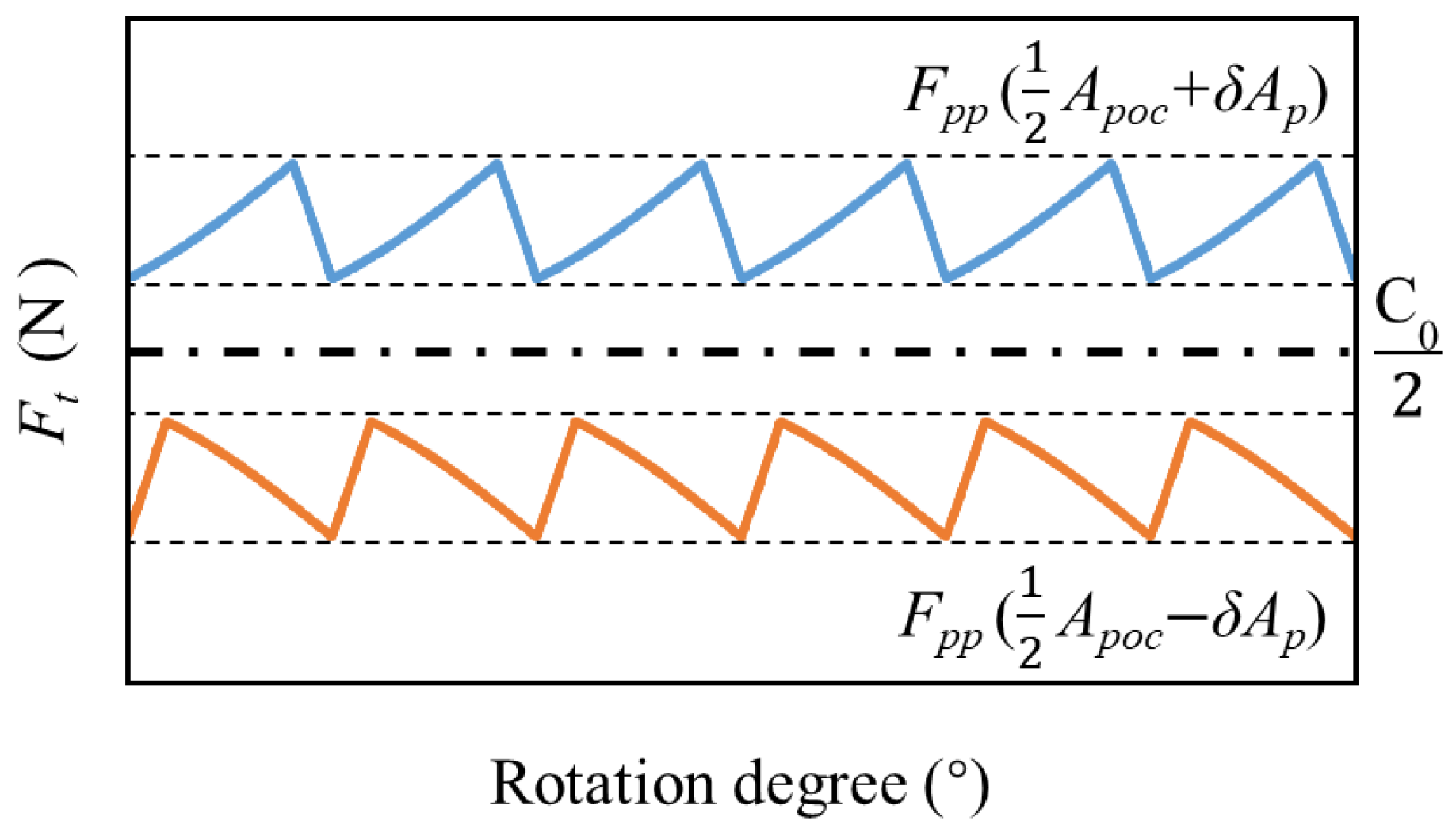
3.4. Symmetry Characteristics of Force Fluctuation
4. Simulation and Experimental Validation
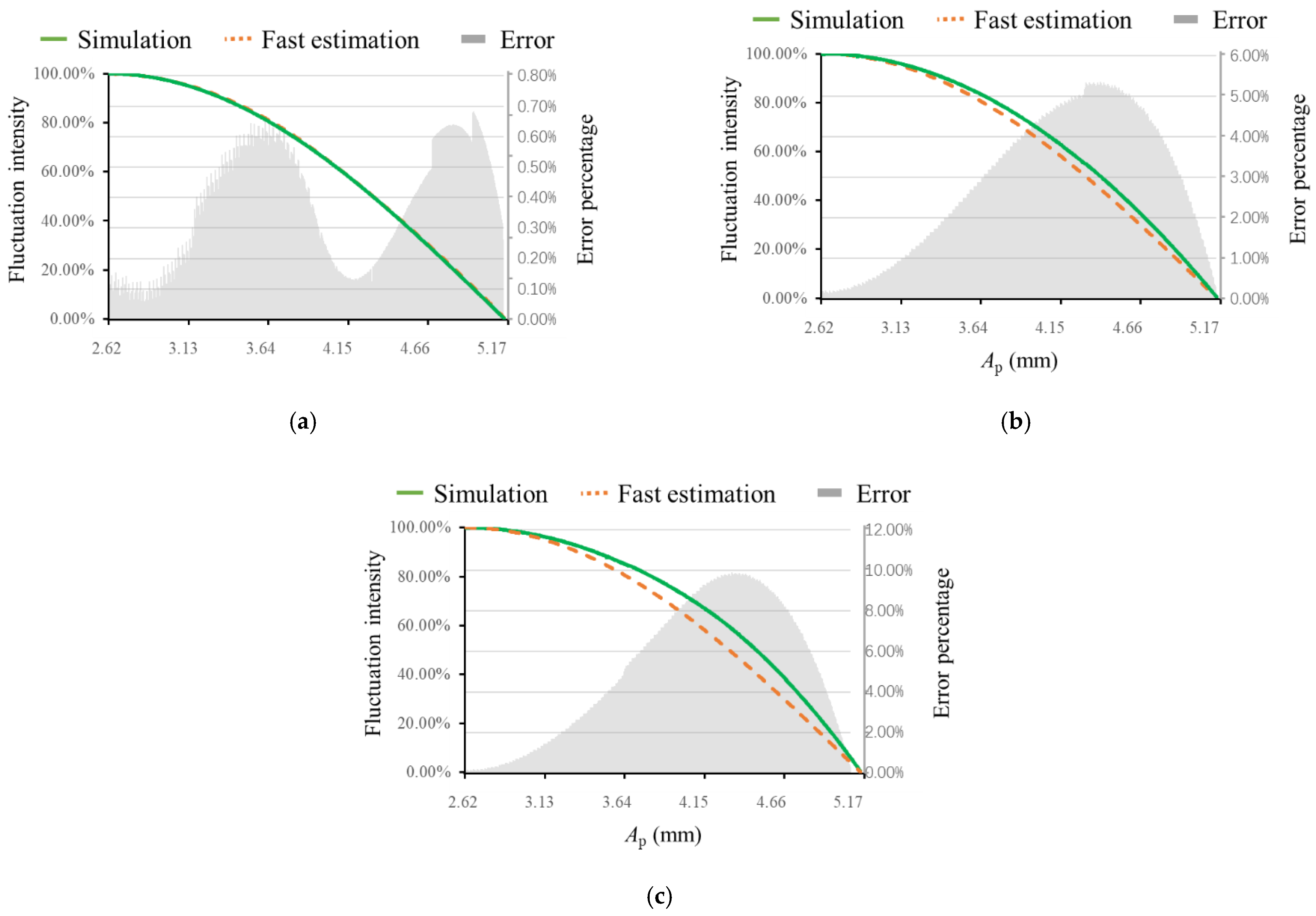
4.1. Fast Estimation Method of Milling Force Fluctuations
4.2. Accurate Simulation Method of Milling Force Fluctuation
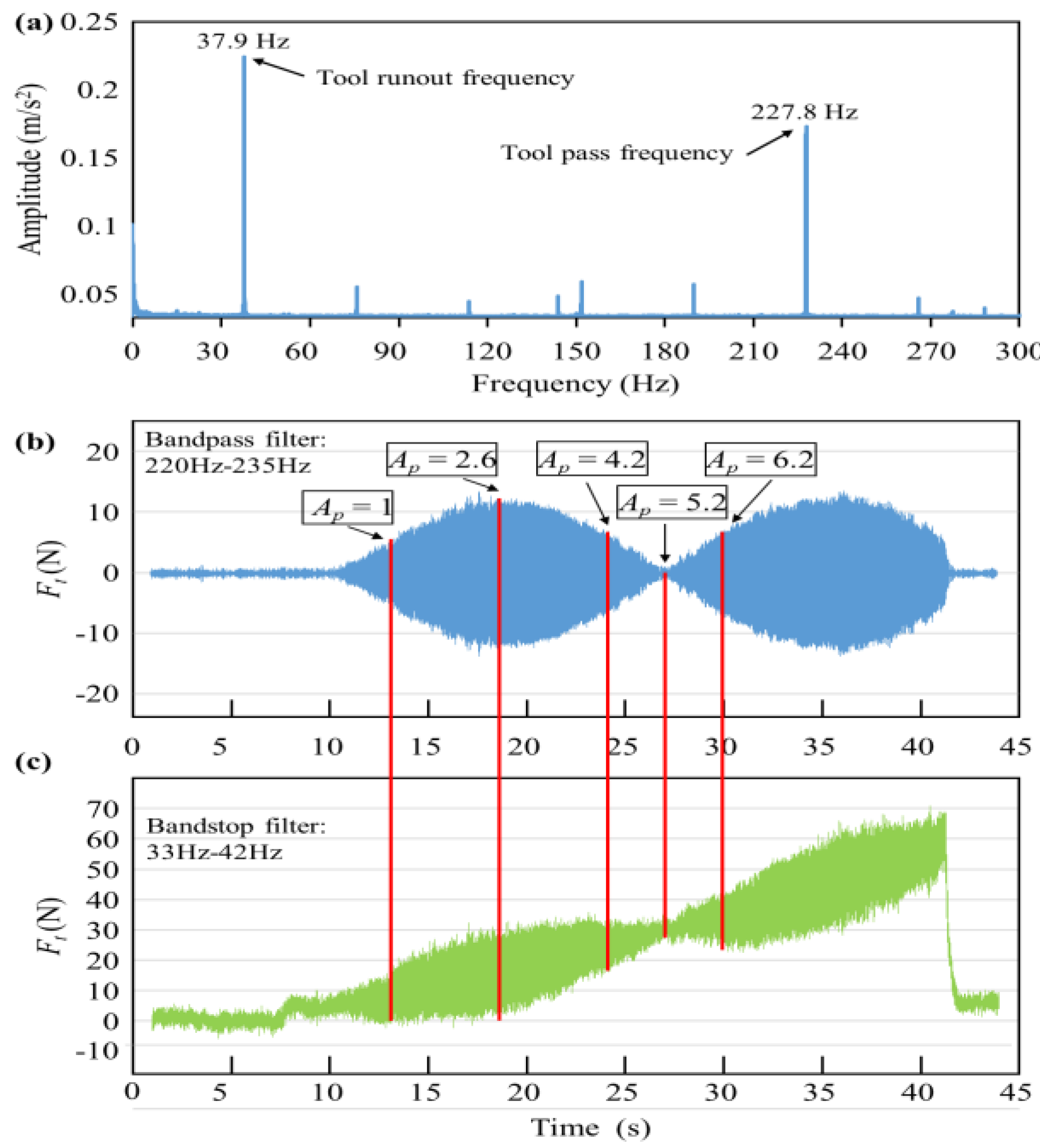
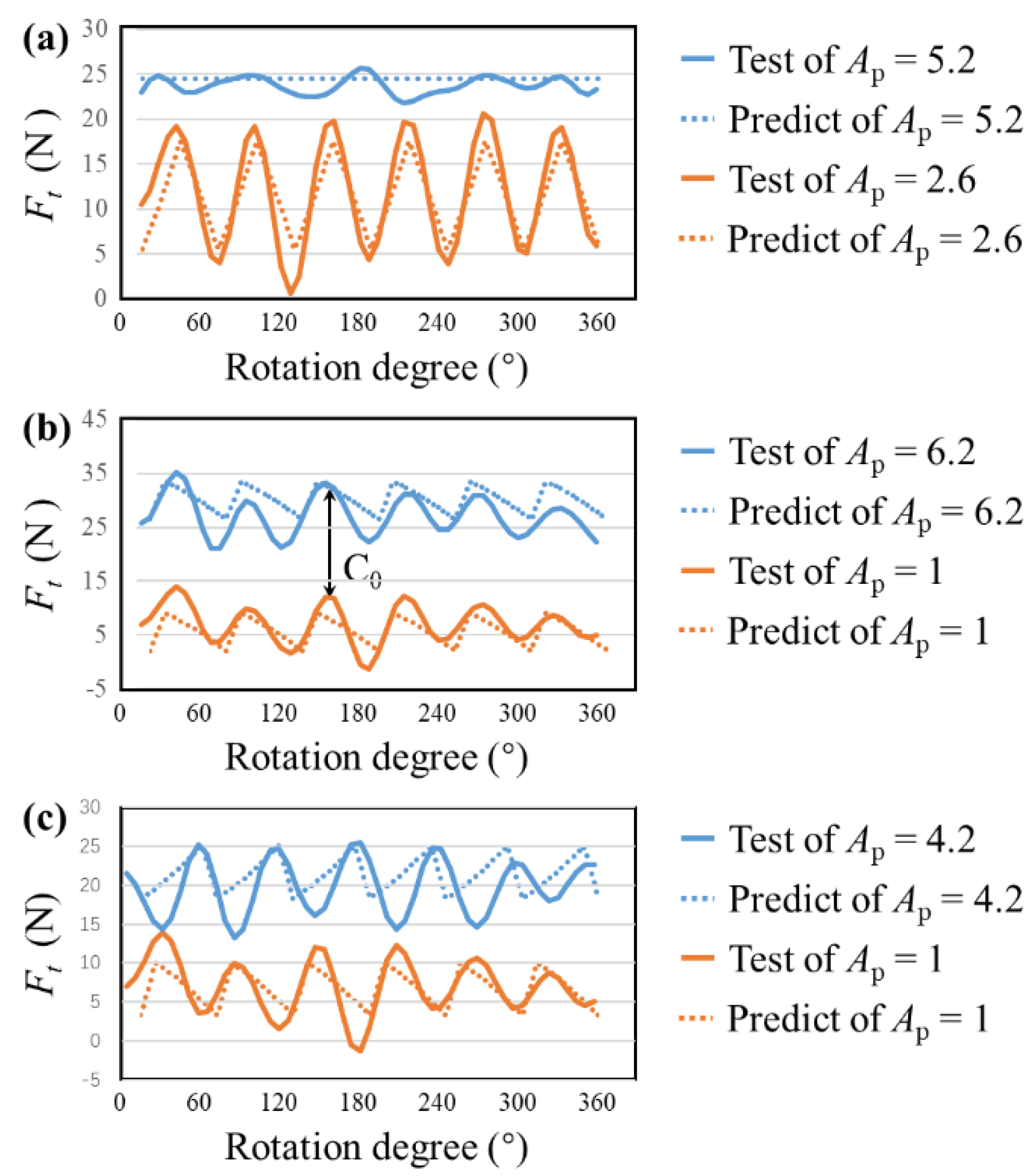
4.3. Experimental Validation of Force Fluctuation Characteristics
5. Conclusions
- A milling force modeling method is proposed to fulfill the requirements of mathematical expression of the milling force fluctuation. By using the peak-to-peak difference of milling force, the milling force fluctuations are quantified and defined, which provides an opportunity to study the characteristics of milling force fluctuations by mathematical methods;
- A virtual-edge projection method, which enables the milling force on every cutting edge to be projected and replaced directly to the same virtual edge, is proposed. Therefore, the milling force fluctuation can be analyzed intuitively from discontinuities and overlaps of the projected virtual edge;
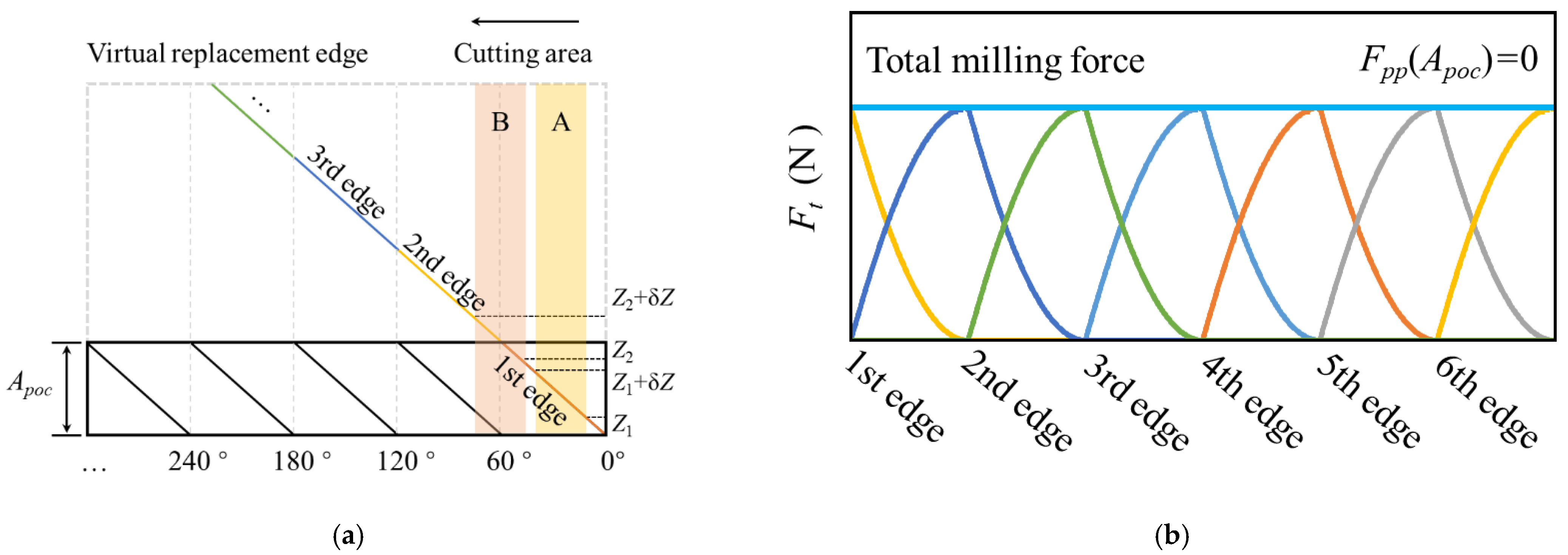
- The relationship between the force fluctuation characteristics and axial depth of cut is revealed. A one-cycle standard of the axial depth of cut (Apoc) is defined. It is also proven that the force fluctuation is always zero when the axial depth of cut is Apoc. In addition, it is demonstrated that the milling force fluctuates periodically and the minimum period is Apoc. Furthermore, in a period, the milling force fluctuation always first ascends and then descends as the value of Ap increases and the amplitude is symmetric about Apoc. Then, the milling force fluctuations of all periods can be understood by experimental test of only half periods, which significantly reduced the milling test workload;
- Two prediction methods of milling force fluctuations are proposed: fast estimation method and simulation method. The fast estimation method has a simple calculation process and does not require determining the milling force coefficient. However, it only displays a percentage result of force fluctuations and there is no specific force value, which makes this method less accurate and suitable for precise engineering applications. In contrast, the simulation method has higher prediction accuracy and the average error is less than 3 N, which meets the experimental requirements.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| x-y-z | Coordinate system of the machine tool and workpiece |
| t-r-a | Coordinate system of a milling cutter |
| Ktc, Krc, Kac | Tangential, radial and axial cutting force coefficients (N/mm2) |
| Ft, Fr, Fa | Tangential, radial and axial cutting forces (N) |
| PTdoc | The force valley and the force peak that followed |
| Fpp | Peak-to-peak value of the milling force (N) |
| Ae, Ap | Radial and axial depths of cut (mm) |
| g | A judgment function to determine whether the micro-element is in milling |
| G(θ) | A simplified expression of ft × sin(θ) × g(θ) |
| C | A simplified expression of fz × ΔZ |
| C0 | The constant force generated by the milling tool at axial depth of Apoc |
| θi,j | Tool rotating angle of a tooth j at a height i (deg) |
| θst | Entrance angle (deg) |
| θex | Exit angle (deg) |
| θen | Engaged angle (deg) |
| θ0 | Initial angle (deg) |
| I | The current height of the micro-elements in the z-direction (mm) |
| J | Cutting edge index |
| ft | Feed per tooth (mm/tooth) |
| ΔZ | Height of a micro-element in the z-direction (mm) |
| Z0 | An axial offset reference position in the z-direction (mm) |
| Nd | Total number of axial micro-elements |
| Nt | Total number of cutting edges |
| R | Radial of a cutting tool (mm) |
| β | Helix angle of a cutter (deg) |
| Apoc | Standard axial cutting depth in each period (mm) |
| Ii | Intensity indicator of force fluctuation |
References
- Xu, D.; Liao, Z.; Axinte, D.; Hardy, M. A novel method to continuously map the surface integrity and cutting mechanism transition in various cutting conditions. Int. J. Mach. Tools Manuf. 2020, 151, 103529. [Google Scholar] [CrossRef]
- Li, H.; Zeng, H.; Chen, X. An experimental study of tool wear and cutting force variation in the end milling of Inconel 718 with coated carbide inserts. J. Mater. Process. Technol. 2006, 180, 296–304. [Google Scholar] [CrossRef]
- Desai, K.A.; Rao, P.V.M. On cutter deflection surface errors in peripheral milling. J. Mater. Proc. Tech. 2012, 212, 2443–2454. [Google Scholar] [CrossRef]
- Pimenov, D.Y.; Hassui, A.; Wojciechowski, S.; Mia, M.; Gupta, M.K. Effect of the relative position of the face milling tool towards the workpiece on machined surface roughness and milling dynamics. Appl Sci. 2019, 9, 842. [Google Scholar] [CrossRef] [Green Version]
- Leal-Muñoza, E.; Diezb, E.; Perezc, H.; Vizan, A. Accuracy of a new online method for measuring machining parameters in milling. Measurement 2018, 128, 170–179. [Google Scholar] [CrossRef]
- Erkorkmaz, K.; Altintas, Y. Quintic Spline Interpolation with Minimal Feed Fluctuation. J. Manuf. Sci. Eng. 2005, 127, 339–349. [Google Scholar] [CrossRef]
- Wang, Q.H.; Liao, Z.Y.; Zheng, Y.X.; Li, J.-R.; Zhou, X.-F. Removal of critical regions by radius-varying trochoidal milling with constant cut-ting forces. Int. J. Adv. Manuf. Technol. 2018, 98, 671–685. [Google Scholar] [CrossRef]
- Ma, J.-W.; Song, D.-N.; Jia, Z.-Y.; Hu, G.-Q.; Su, W.-W.; Si, L.-K. Tool-path planning with constraint of cutting force fluctuation for curved surface machining. Precis. Eng. 2018, 51, 614–624. [Google Scholar] [CrossRef]
- Altinta, Y.; Lee, P. A General Mechanics and Dynamics Model for Helical End Mills. Ann. CIRP 1996, 45, 59–64. [Google Scholar] [CrossRef]
- Budak, E.; Altintaş, Y.; Armarego, E.J.A. Prediction of Milling Force Coefficients from Orthogonal Cutting Data. J. Manuf. Sci. Eng. 1996, 118, 216–224. [Google Scholar] [CrossRef]
- Engin, S.; Altintas, Y. Mechanics and dynamics of general milling cutters—Part I: Helical end mills. Int. J. Mach. Tools Manuf. 2001, 41, 2195–2212. [Google Scholar] [CrossRef]
- Li, H.Z.; Liu, K.; Li, X.P. A new method for determining the undeformed chip thickness in milling. J. Mater. Proc. Tech. 2001, 113, 378–384. [Google Scholar] [CrossRef]
- Wojciechowski, S.; Matuszak, M.; Powałka, B.; Madajewski, M.; Maruda, R.W.; Królczyk, G.M. Prediction of cutting forces during micro end milling considering chip thickness accumulation. Int. J. Mach. Tools Manuf. 2019, 147, 103466. [Google Scholar] [CrossRef]
- Desai, K.A.; Piyush, K.A.; Rao, P.V.M. Process geometry modeling with cutter runout for milling of curved surfaces. Int. J. Mach. Tools Manuf. 2009, 49, 1015–1028. [Google Scholar] [CrossRef]
- Lin, B.; Wang, L.; Guo, Y. Modeling of cutting forces in end milling based on oblique cutting analysis. Int. J. Adv. Manuf. Technol. 2016, 84, 727–736. [Google Scholar] [CrossRef]
- Schwenzer, M.; Auerbach, T.; Dbbeler, B.; Bergs, T. Comparative study on optimization algorithms for online identification of an instantaneous force model in milling. Int. J. Adv. Manuf. Technol. 2019, 101, 2249–2257. [Google Scholar] [CrossRef]
- Gowthaman, S.; Jagadeesha, T. Influence of radial rake angle and cutting conditions on friction during end milling of Ni-monic 263. Int. J. Adv. Manuf. Technol. 2020, 109, 247–260. [Google Scholar] [CrossRef]
- Ghani, J.A.; Choudhury, I.A.; Hassan, H.H. Application of Taguchi method in the optimization of end milling parameters. J. Mater. Proc. Technol. 2004, 145, 84–92. [Google Scholar] [CrossRef]
- Jiang, F.; Zhang, T.; Yan, L. Analytical model of milling forces based on time-variant sculptured shear surface. Int. J. Mech. Sci. 2016, 115–116, 190–201. [Google Scholar] [CrossRef]
- Sahoo, P.; Patra, K.; Singh, V.K.; Gupta, M.; Pimenov, D.Y. Influences of TiALN coating and limiting angles of flutes on prediction of cutting forces and dynamic stability in micro milling of die steel (P-20). J. Mater. Proc. Technol. 2020, 278, 116500. [Google Scholar] [CrossRef]
- Liu, X.-W.; Cheng, K.; Webb, D.; Lou, X.-C. Prediction of cutting force distribution and its influence on dimensional accuracy in peripheral milling. Int. J. Mach. Tools Manuf. 2002, 42, 791–800. [Google Scholar] [CrossRef]
- Yang, L.; Devor, R.E.; Kapoor, S.G. Analysis of Force Shape Characteristics and Detection of Depth-of-Cut Variations in End Milling. J. Manuf. Sci. Eng. 2004, 127, 454–462. [Google Scholar] [CrossRef]
- Arshinov, V.A.; Alekseev, G.A. Metal Cutting Theory and Cutting Tool Design; Mir Publishers: Moscow, Russia, 1976. [Google Scholar]
- Huang, W.; Li, X.; Wang, B.; Chen, J.; Zhou, J. An analytical index relating cutting force to axial depth of cut for cylindrical end mills. Int. J. Mach. Tools Manuf. 2016, 111, 63–67. [Google Scholar] [CrossRef]
- Liang, S.Y.; Wang, J.J.J. Milling force convolution modeling for identification of cutter axis offset. Int. J. Mach. Tools Manuf. 1994, 34, 1177–1190. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Processing Parameters | Value | Cutter Parameters | Value |
|---|---|---|---|
| ft | 0.02 (mm/tooth) | Nt | 6 |
| Apoc | 5.236 (mm) | β | 45° |
| Ap | 2.618–5.236 (mm) | R | 5 (mm) |
| Ae | 1.5, 2.5, 3.5 (mm) | Kt | 474 (N/mm2) |
| Number | Ae (mm) | Ap (mm) | Feed Speed (mm/min) | Spindle Speed (rpm) |
|---|---|---|---|---|
| 1 | 2.5 | 1 | 240 | 2279.8 |
| 2 | 2.5 | 2.618 | 240 | 2279.8 |
| 3 | 2.5 | 4.236 | 240 | 2279.8 |
| 4 | 2.5 | 5.236 | 240 | 2279.8 |
| 5 | 2.5 | 6.236 | 240 | 2279.8 |
| 6 | 2.5 | 0–10 | 240 | 2279.8 |
| Processing Parameters | Value | Cutter Parameters | Value |
|---|---|---|---|
| Milling type | Down milling | Nt | 6 |
| Cutting speed | 71.6 (m/min) | β | 45° |
| ft | 0.017 (mm/tooth) | R | 5 (mm) |
| Chemical Composition (%) | Webster Hardness (HW) | |||||||
|---|---|---|---|---|---|---|---|---|
| Si | Fe | Cu | Mn | Mg | Cr | Zn | Al | |
| <0.25 | <0.4 | <0.1 | <0.1 | 2.2–2.8 | 0.15–0.35 | <0.1 | remain | 11 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Meng, B.; Liu, X.; Li, M.; Liang, S.Y.; Wang, L.; Wang, Z. Uniformity, Periodicity and Symmetry Characteristics of Forces Fluctuation in Helical-Edge Milling Cutter. Appl. Sci. 2021, 11, 2693. https://doi.org/10.3390/app11062693
Meng B, Liu X, Li M, Liang SY, Wang L, Wang Z. Uniformity, Periodicity and Symmetry Characteristics of Forces Fluctuation in Helical-Edge Milling Cutter. Applied Sciences. 2021; 11(6):2693. https://doi.org/10.3390/app11062693
Chicago/Turabian StyleMeng, Boyang, Xianli Liu, Maoyue Li, Steven Y. Liang, Lihui Wang, and Zhixue Wang. 2021. "Uniformity, Periodicity and Symmetry Characteristics of Forces Fluctuation in Helical-Edge Milling Cutter" Applied Sciences 11, no. 6: 2693. https://doi.org/10.3390/app11062693