1. Introduction
The working environment inside the production rooms of the wood industry is associated with the presence of wood dust, which is not indifferent to the health of employees [
1,
2]. There, wood dust is an inseparable element of the work environment because it is generated during wood processing. Its properties depend not only on the type of wood processed but also on the tools used [
3]. The applicable standards of the minimum permissible dust concentration are, according to current studies, too high, and continue to expose workers to diseases of the upper respiratory tract [
4]. Among people exposed to the influence of wood dust, the risk of adenocarcinoma of the mucosa and paranasal sinuses among plant employees furniture industry is approximately 500 times larger than in the general population. Soćko, et al. [
5] propose lowering the permissible value of the threshold limit value TLV to 2 mg·m
−3 for a fraction of inhalable wood dust regardless of the type of wood. According to the EU directive [
6], all Member States should introduce this value into national legislation by 17 January 2023. Currently, care for clean air seems to be a priority issue. The amount of PM10 and PM 2.5 dust emissions from industrial sources in Poland has steadily increased since 2005. Poland is at the forefront of the European Union regarding urban population exposure to air polluted with PM2.5 and PM10 dust. The highest values for both types of dust were recorded in 2017 in Central Europe (Poland, Bulgaria, Croatia, Slovenia, Romania, and Hungary) and in Italy [
7]. Wood dust suspended in the air poses a health hazard to workers [
1,
6,
8,
9,
10,
11]. In addition, when processing wood materials such as MDF boards, we deal with formaldehyde used in their production, mostly free formaldehyde in the adhesives and the formaldehyde emission from the finished wood composites, which is carcinogenic to humans and harmful to the environment [
12,
13]. Therefore, the critical issue to pay special attention to is the possibility of air cleaning from wood dust. Studies have shown that using a properly operating dedusting installation reduces workers’ exposure to wood dust by almost eleven times compared to when dedusting is not used [
14]. This will contribute directly to reducing the harmful effects of dust on the human body and the risk of fire or explosion. This risk occurs for various concentrations and sizes of airborne dust particles, but according to research [
15], the most dangerous concentration is 0.73 g·dm
3 for particles in the size range of 25 to 45 µm. The filtration of wood dust from the air and the benefits for human health and safety are also helpful for the industrial use of dust in the energy industry [
16,
17] or in the production of filaments for 3D printing [
18,
19]. To do this effectively, it is necessary to understand the phenomena occurring during filtration in industrial conditions and the factors influencing the course of this process. Despite the enormous development of filtration techniques, manifested both in the development of the construction of all kinds of particle-separation devices (cyclones and filters) and in the design and development of filtration nonwovens, many questions regarding the filtration process remain unanswered. The current state of knowledge about the phenomena occurring during filtration and the factors determining it is based on laboratory tests carried out in small-scale devices and limited research possibilities [
20]. The limited scale of laboratory equipment and the aging tests of filtering nonwovens according to specific rules [
21,
22], aimed at simulating the use process in industrial conditions, are burdened with a certain error resulting from imprecise simulations of real conditions [
23]. These studies focused on studying the impact of the type of non-woven fabric used on its effects [
20,
24,
25,
26,
27]. In some cases, the influence of the operating time of filtering nonwovens on their functional properties was also investigated [
26]. The differences obtained as a result of computational analysis and as a result of laboratory experiments generate the need to investigate the phenomena occurring during dust filtration in real conditions. There are no results describing the filtration process for materials operating in industrial conditions. To investigate the phenomena occurring during filtering air purification from wood dust, one should refer to the actual filtration conditions encountered in furniture factories, where industrial-scale filtration devices are used to separate this type of dust. Only the actual conditions of using the filter materials give the appropriate test samples that will allow for describing the filtration time and the type and amount of the separated dust on the filter effect. Therefore, for this purpose, it is essential to obtain filter bags from wood dust filters used in a furniture factory and to make laboratory samples from them, which, in later tests, will allow for determining the nature of the process of shaping filtration resistance and the efficiency of dust separation during long-term use of filter materials. The results obtained in this way have the highest application value and can be used when selecting the operating parameters of the filtering installations.
The work aims to study the influence of the long-term operation time of filter bags on filtration resistance in an industrial filtering installation in a furniture factory and compare them with the previously achieved test results. The test results will allow for a comparative analysis of the work of filter bags made of various nonwovens in the filter in one production line.
3. Results and Analyses
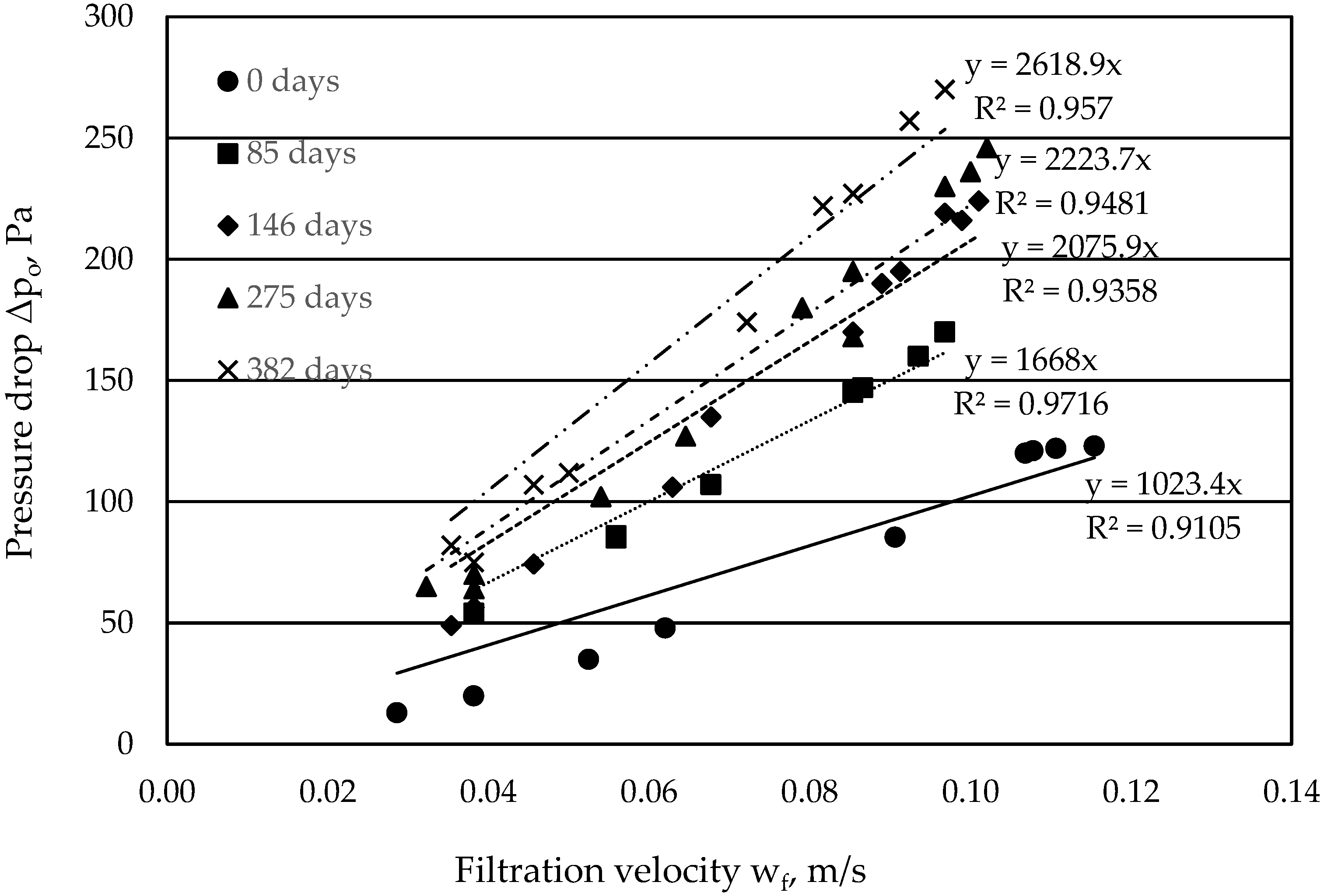
Figure 3 shows the formation of airflow resistance through the dust-free filter material. Using the functions indicated in the diagram, the resistance value of the clean filter material for a new bag Δp
0 was calculated based on formulas no. 1 and 2 for a specific filtration speed of 0.0405 m·s
−1, which was used in the test filtration processes. This resistance was 41.448 Pa. On the other hand, the value of the K
0 coefficient, which is the slope of the equation for the appropriate working time of the bag, was read from the graph for the bag that was not used before and was 1023.4 Pa·s·m
−1, while for the load used for 382 days, it is as much as 2618.9 Pa·s·m
−1.
Analyzing the above graph (
Figure 3), it can be stated that with the increasing service life of the bags, the value of the resistance to the flow of clean air through the non-woven fabric increases. This is due to the growing penetration of wood dust inside the filter material. Comparing the obtained results, the resistance values Δp
0, and the K
0 coefficient, we note that for bags from the same production line, they are lower than those obtained when testing the nonwoven fabric made of material B, for which the results are described in a previous paper [
28], which shows that the resistance values are dependent on the type of non-woven fabric used.
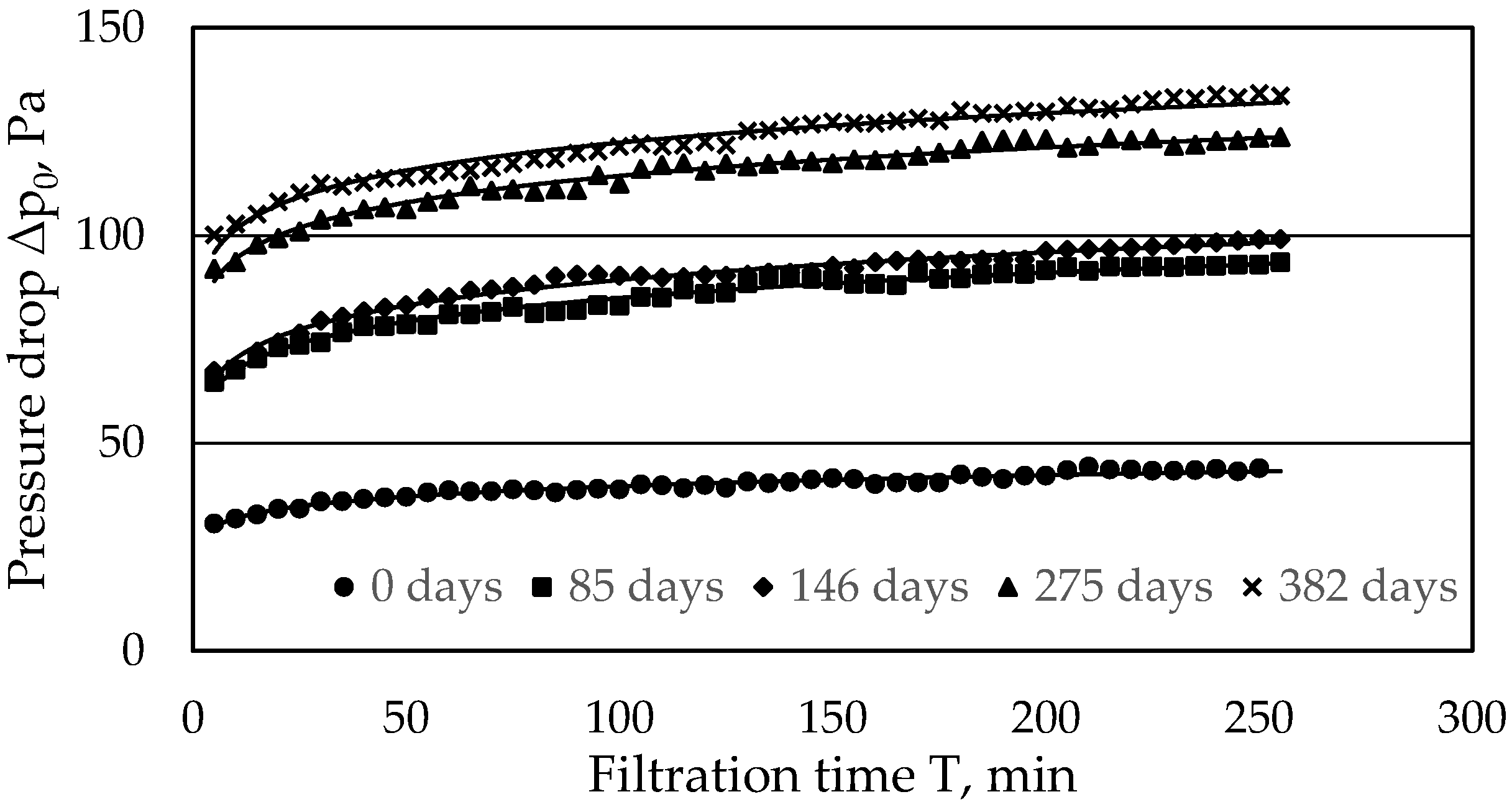
The next test stage was to test the resistance during the filtration of air dusted with standard wood dust. As the duration of the test increased, the flow resistance increased. At the beginning of the study, there was a significant increase in resistance. After some time, the increase in resistance slowed down, showing slight increases at the end of the test process. The formation of the resistance for filter bags operating at different times in an industrial installation is shown in
Figure 4.
When analyzing the data presented in the diagram, it is easy to note the increasing value of the filtration resistance depending on the time the bags are used in the filtering dust collector. Comparing the obtained results with previous studies [
28], for a similar period of operation (272 days for material B and 275 days for material A), we can see that material A obtained filtration resistance approximately 20% higher than material B, with 123.4 Pa for material A and 101.52 Pa for material B. Similar characteristics of changes in filtration resistance were obtained by Xingcheng Liu, Henggen Shen, and Xueli Nie [
33] while examining PE and PTFE nonwovens coated with a membrane. They tested five types of nonwovens in terms of filtration resistance depending on the porosity of the nonwoven fabric and the thickness of the fiber.
The values of the total resistance Δp
c for the particular periods of use of the bags in the industrial installation after the end of the experiment covering 50 filtration cycles on the experimental stand were determined using the regression equations. The equations and the values of Δp
c are presented in
Table 5 and are compared with the values obtained in the tests of bags made of material B [
28].
Based on the obtained results and using formula (6), the value of the K
2 dust resistance coefficient for material A was calculated. The K
2 coefficient for material B was calculated earlier [
28]. For clarity,
Table 6 also presents the results obtained in [
28] for material B from the same dust extraction installation.
The results shown in
Figure 5 indicate different shapes of the K
2 coefficient under the same conditions of use, depending on the type of filter material used. In the case of material B, from 0 to 272 days, it increased from 6412.031 s
−1 to 10,128.94 s
−1, and its increase was close to linear. The K
2 dust layer resistance coefficient for material A was slightly different. However, the overall resistance systematically increased. The K
2 coefficient for material A increased from 0 to 275 days at a level of 240 to 18635. The extension of the service life to 382 days increased the K
2 coefficient to the level of 20,594 s
−1. The differences in the physical properties of nonwovens are noteworthy. The properties of the non-woven fabric made of material A are described in
Table 3. In the previously tested non-woven fabric made of material B [
28], we can note its much lower tensile strength values along (40 da·N·5cm
−1) and across (50 da·N·5cm
−1) and higher air permeability (250 dm
3min
−1dm
−2).
The obtained results indicate that the type of filter material used plays a vital role among the factors influencing the filtration resistance in a dedusting installation. For the tested installation, bags made of material B are characterized by lower values of the dust resistance coefficient during long-term use.
The research on the behavior of various filter nonwovens under the same conditions of use with the same dust has already been the subject of study. M. Saleem, R.U. Khan, M.S. Tahir, and G. Krammer [
34] tested three different filter materials: Two nonwovens Polyimide (PI) and Polyphenylensulfide (PPS), a single polymer (PI), and Teflon-laminated (membrane) Polyester needle felt. The nonwovens were tested for the filtration of limestone dust with a density of 2700 kg·m
−3. The phenomenon of dust layer formation on the surface of filtration nonwovens was investigated, disregarding filtration resistance. Similar studies with phosphate rock were conducted by E. Tanabe, P. Barros, K. Rodrigues, and M. Aguiar [
25]. They investigated issues related to the influence of the filter fabric on the formation of a dust layer. The research consisted of determining the experimental strength of the dust layer adhesion on the surface of various filter materials under the same filtration conditions. Acrylic, polypropylene, and polyester non-woven fabrics were tested. Contrary to our study, it was mineral dust; the filtration conditions also differed and did not apply to the conditions encountered in the furniture factory. The tests used a filtration speed of w
f = 10 cm·s
−1 and a maximum pressure drop of 980 Pa, followed by a cleaning pulse. The quantity characterizing the pressure drop was thus the time interval between the pulses. The method of cleaning filter bags depending on the pressure drop is, in this case, different from that used in the filter dust collector in a furniture factory, from where the test bags were collected, where the cleaning pulse is applied at equal intervals regardless of the value of the pressure drop. This difference is very important from the point of view of the obtained data and makes it impossible to compare the results. As a result of the experiment, a differentiated mechanism of dust layer formation on the surface of the filter material was established, clearly indicating a significant influence of the type of non-woven fabric used in the course of the filtration process. However, due to the considerable differences between the experimental conditions and the filtration conditions used in the furniture factory, the results of this experiment are not entirely suitable for describing the phenomena occurring during the filtration of wood dust.
Comparing the properties of various filtration nonwovens under the same filtration conditions was the aim of the studies by Jianlong Li, Shihang LI, and Fubao Zhou (2016) [
26]. Three types of filtering nonwovens were tested (polyester with a thermally treated surface, a filter with a PTFE membrane, and a filter with a polyester hydrophobic layer) that filter coal dust and operate at various airflow velocities. Among the velocities used, the closest to that used in a furniture factory was 3 cm·s
−1. The applied nonwovens had a similar basis weight, from 240 to 260 g·m
−2. The airflow resistance through the clean non-woven fabric showed significantly different values for non-woven polyester with a thermally bonded surface of 8.91 Pa·s·cm
−1, a filter with a PTFE membrane of 42.57 Pa·s·cm
−1, and a filter with a polyester hydrophobic layer of 19.93 Pa·s·cm
−1. As a result of the research, a different value of the dust layer resistance during filtration was found, reaching values for the velocity of w
f = 3 cm·s
−1 and K
2 = 1.0 × 10
−8 Pa·s·m
−2. It was undoubtedly influenced by different values of initial resistances and air properties.
Because the experiment did not concern wood dust, the results cannot be used to describe phenomena occurring during filtration in furniture factories. The properties of the filter media used were also different. The primary conclusion that should be noted here is that the properties of the dust layer on the surface of the filtering material are differentiated by the value of the adhesion force to the filtering surface, which is different for each type of non-woven fabric. The dust on the polyester non-woven fabric with the thermally treated surface had the highest adhesion value. Earlier studies also showed that during the filtration of wood dust, thermal treatment of the surface of the filter material resulted in lower airflow resistance through the non-woven fabric [
29].
The issues related to the influence of the surface finish of the filter fabric on the phenomena occurring during filtration were also the subject of studies by Arunangshu Mukhopadhyay and Harshad S. Bawane (2015) [
27]. They focused on comparing the filtration efficiency of polyester filter fabrics with and without a PTFE membrane. The experiment was conducted under the same conditions (dust concentrations of 50 and 150 g·m
−3 and w
f = 2 m·min
−1 (3.33 cm·s
−1). A cleaning pulse was applied when the pressure drop reached 1000 Pa. Fly ash was used for the tests during filtration. The research showed better filtration efficiency for both PM2.5 and PM10 particles for fabrics finished with a PTFE membrane, confirming, at the same time, the massive role of filter material selection in the air purification process. Nevertheless, due to the conditions of using bags and the course of the test that differ from the furniture factory conditions, these results cannot be used to describe the phenomena occurring during the filtration of wood dust in industrial conditions.
The variability of the filtration process depending on the type of filter material used was the subject of studies by Mahmood Saleem, Rafi Ullah Khan, M. Suleman Tahir, and Gernot Krammer (2011) [
34]. They studied three types of nonwovens (polyimide PI with polyphenylene sulfide PPS, single polyimide PI laminated with a Teflon layer, and a polyester filter) with the participation of limestone dust and a filtration velocity of 5 cm·s
−1. The first two nonwovens were heat-treated on the dust side (PI polyimide with polyphenylene sulfide PPS heat-treated dust side, single polyimide PI). Researchers paid particular attention to the formation of a dust layer on the filtering surface. The conducted research showed that the differentiated porosity of the surface of the filtering nonwovens significantly influences the size and strength of the dust layer adhesion. Filter materials subjected to heat treatment or with a membrane were characterized by lower filtration resistance and lower adhesion force of the dust layer, which directly translated into the ease of its removal from the surface.
The operation of thermally treated bags was also analyzed in 2017 by R. Cirqueira, E.H. Tanabe, and M.L. Aguiar [
20]. The test was carried out by the VDI 3926 standard, using dolomite limestone dust and polyester filters with surface thermal treatment, calendering with anti-cracking treatment, and without thermal treatment. The surface of the filter bags and the air humidity during the experiment differed from those used in our experiment (humidity 30%, filter area 227 cm
2). During the test, the pressure drop (P) on the side of the cleaned air was checked over 50 filtration cycles; the difference between the pulse generation method was that they were activated at a certain pressure drop value and not after five minutes, as was performed in the case of the test of our nonwovens. The filtration velocity during the research was similar to that used in our study and was 4 cm·s
−1. By examining the filtration efficiency, researchers concluded that the way the surface is treated has a significant impact on the efficiency of the filtration process. The untreated (NT) material had a porous surface. The calendered filter material (SCT) had a non-uniform surface with a porous and smooth structure. This was due to processing imperfections in which some areas of the nonwoven fabric were not sufficiently calendered. The nonwovens subjected to calendering and additional anti-pilling (SCT-AP) treatment had an almost entirely smooth and uniform filter surface with fewer elements of high porosity. When analyzing the total time of 50 filtration cycles, it was noted that the surface properties influenced the formation of the filtration resistance. The smoother the surface, the higher the resistance and the higher the filtration efficiency.
The impact of various types of dust on the filtration resistance and the development of the K
1 and K
2 coefficient in given operating conditions were the subject of T. Rogoziński’s research [
30] in 2018. Three types of dust (beech, pine, and from a furniture factory) were filtered using the KYS-PROGRES polyester filter material (Remark-KAYSER Polska). The tests were carried out, among others, at the same filtration speed as described in the publication V
f = 0.0405 m·s
−1). The author showed that the type of dust used directly affects the airflow resistance through the filter fabric. The relationship between the increase in filtration resistance and the increase in filtration velocity was also shown. For the dust from the furniture factory, the author obtained the values of the filtration resistance (for the same filtration velocity) for the clean non-woven fabric of 21.4 Pa, while in the tests described in the article, this value was 42.6 Pa. These differences should be explained by the different basis weight and properties of the nonwovens used.
In 2017, Ruitian Zhu, Jinwei Zheng, Bingxuan Ni, and Peng Zhang also dealt with the aging of filter nonwovens and their filtration properties [
35]. PPS nonwoven tests were carried out by GB/T 5453-1997 using a III air permeability tester (Model FX3300) manufactured by TEXTEST AG (Zurich, Switzerland) with a circular test area of 20 cm
2. The particle size was analyzed according to ISO 13320-2009 with a laser particle analyzer (Model HELOS/BR-OM/RODOS) from Sympatec GmbH, Germany, with a dispersion pressure of 4.00 bar. The sample’s morphology was examined using a HITACHI S-3000N (Japan) scanning electron microscope with a voltage of 15 kV and a working distance of 22 mm. Researchers focused on the separation of PM 2.5 particles. For this purpose, the filter material was aged using a four-phase process:
Phase 1: Conditioning 30 filtration cycles with bag cleaning with 1000 Pa pulses.
Phase 2: Aging of the nonwoven fabric for 2500 cycles using a regeneration pulse with an interval of 20 s each.
Phase 3: Stabilization of 10 filtration cycles with differential pressure-controlled pulse cleaning.
Phase 4: Measurement of 30 dust loads using a regenerative pulse with a filtration resistance of 1000 Pa.
In addition to showing an increase in filtration resistance with increasing airflow velocity over increasingly shorter periods between regenerative pulses, scientists also demonstrated the ability to filter particles at 99.971% and PM 2.5 particles at an efficiency level of 99.854%.


 ,
, 




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}