
Accurate Inner Profile Measurement of a High Aspect Ratio Aspheric Workpiece Using a Two-Probe Measuring System

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
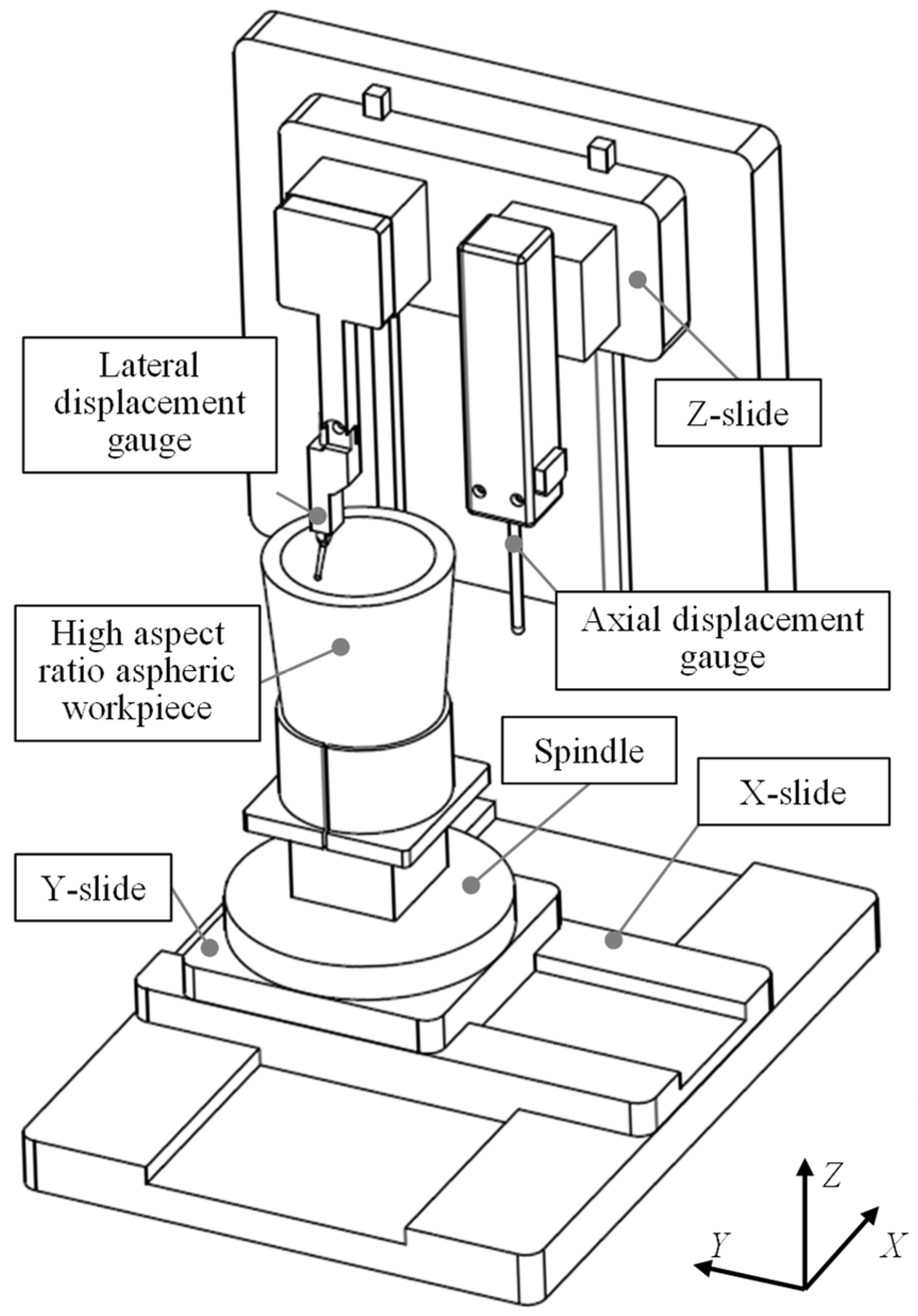
2. Measurement System and Basic Measurement Principle
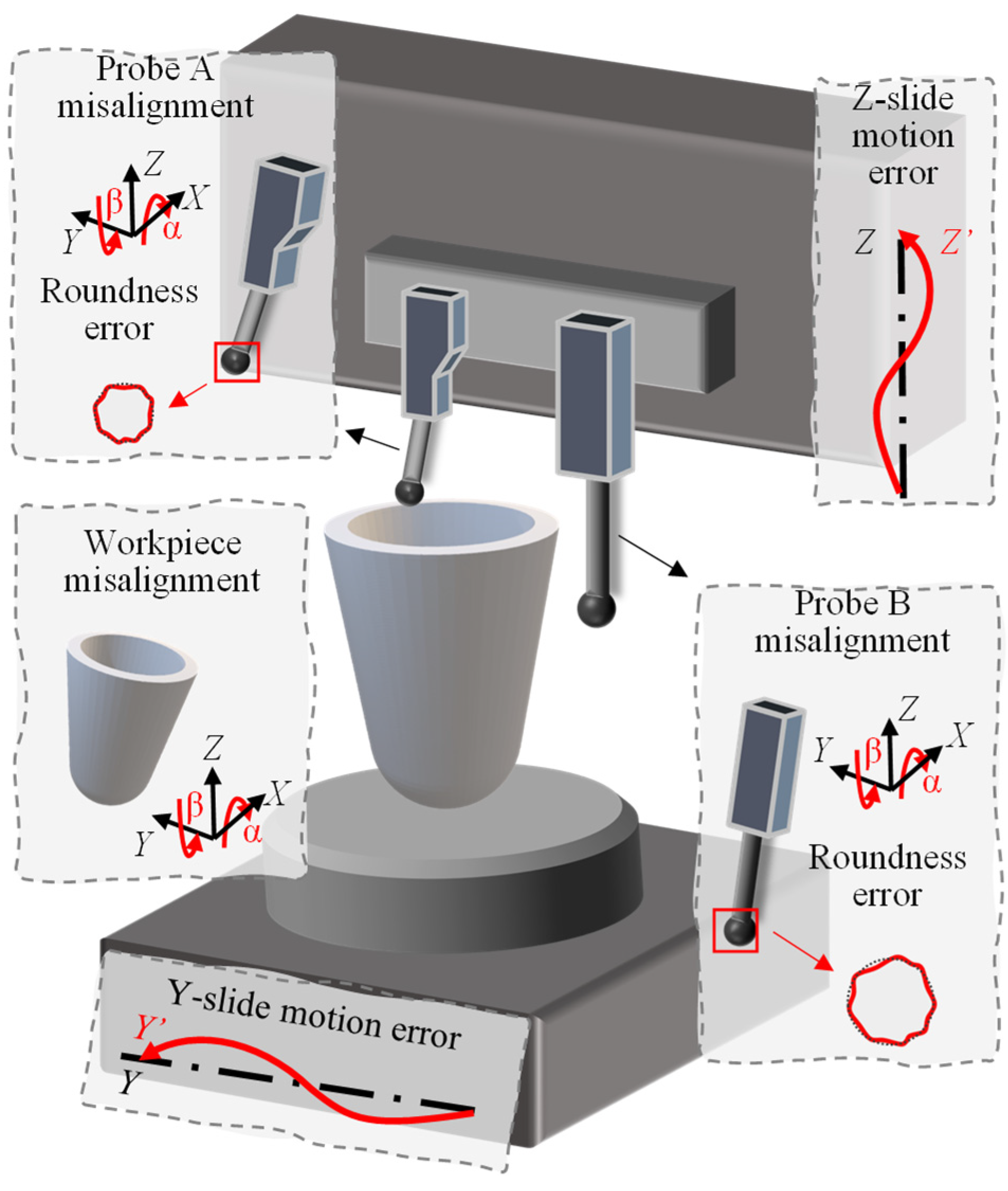
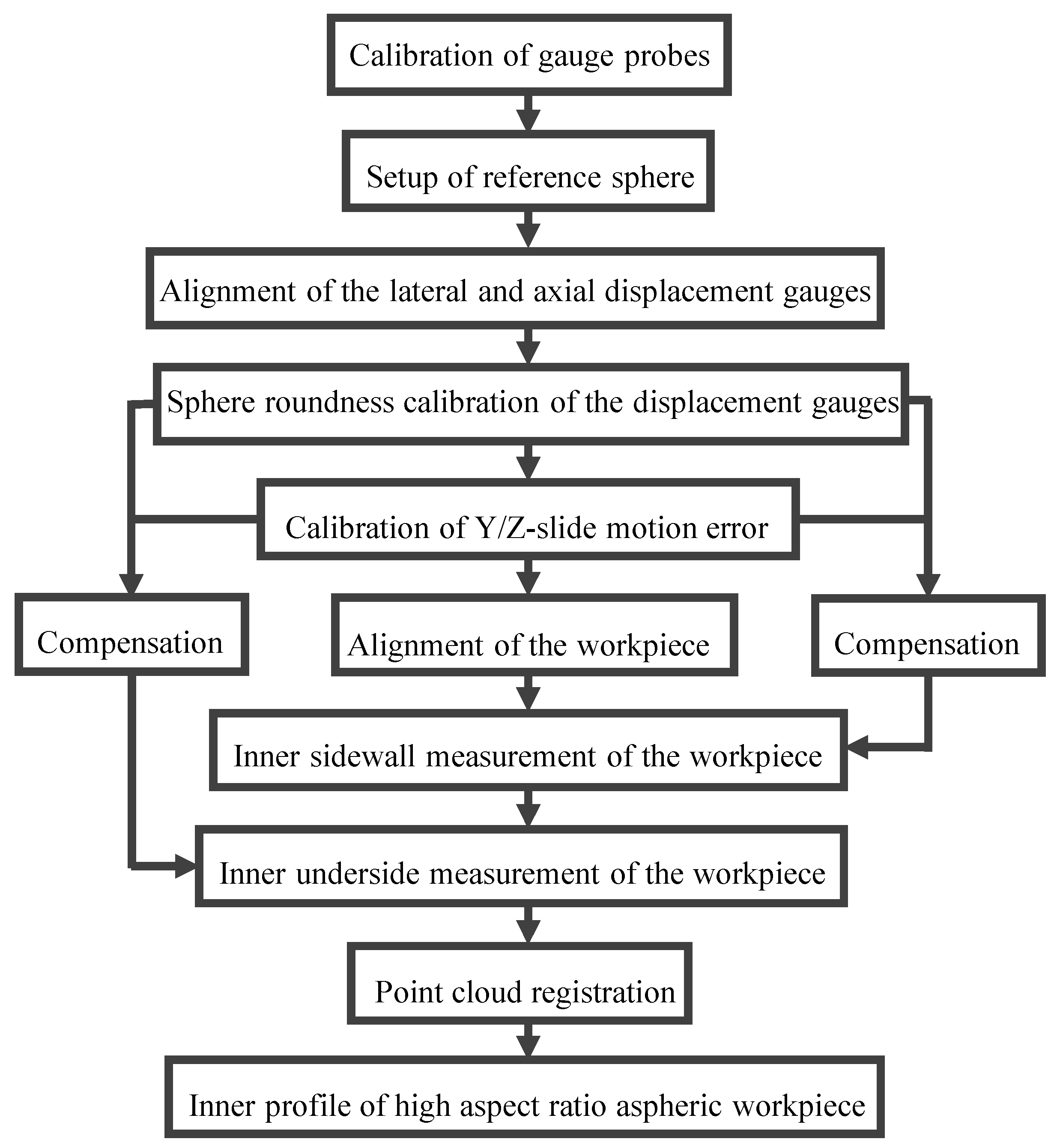
3. Calibration of the Measurement System
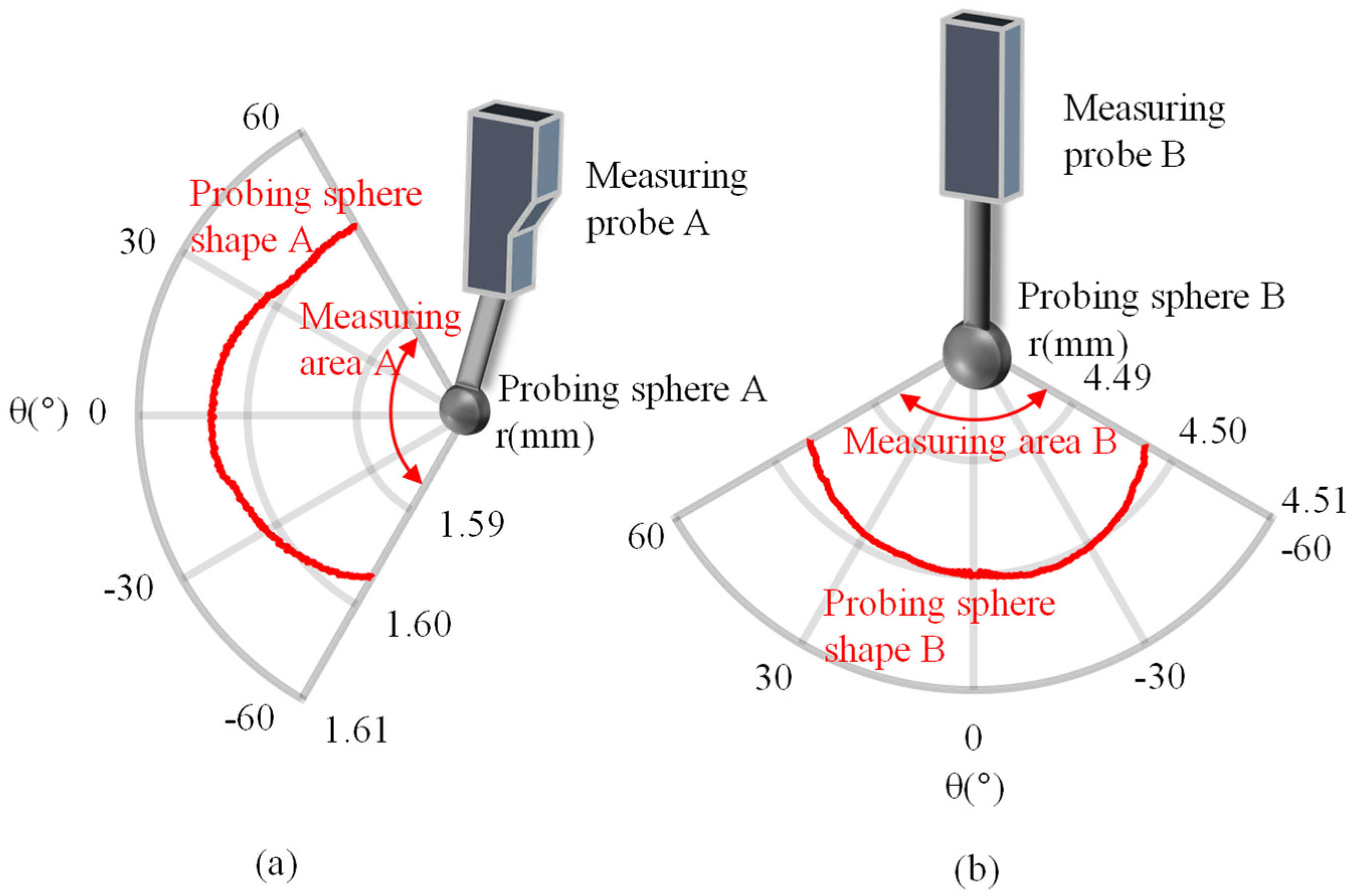
3.1. Calibration of the Measuring Probes
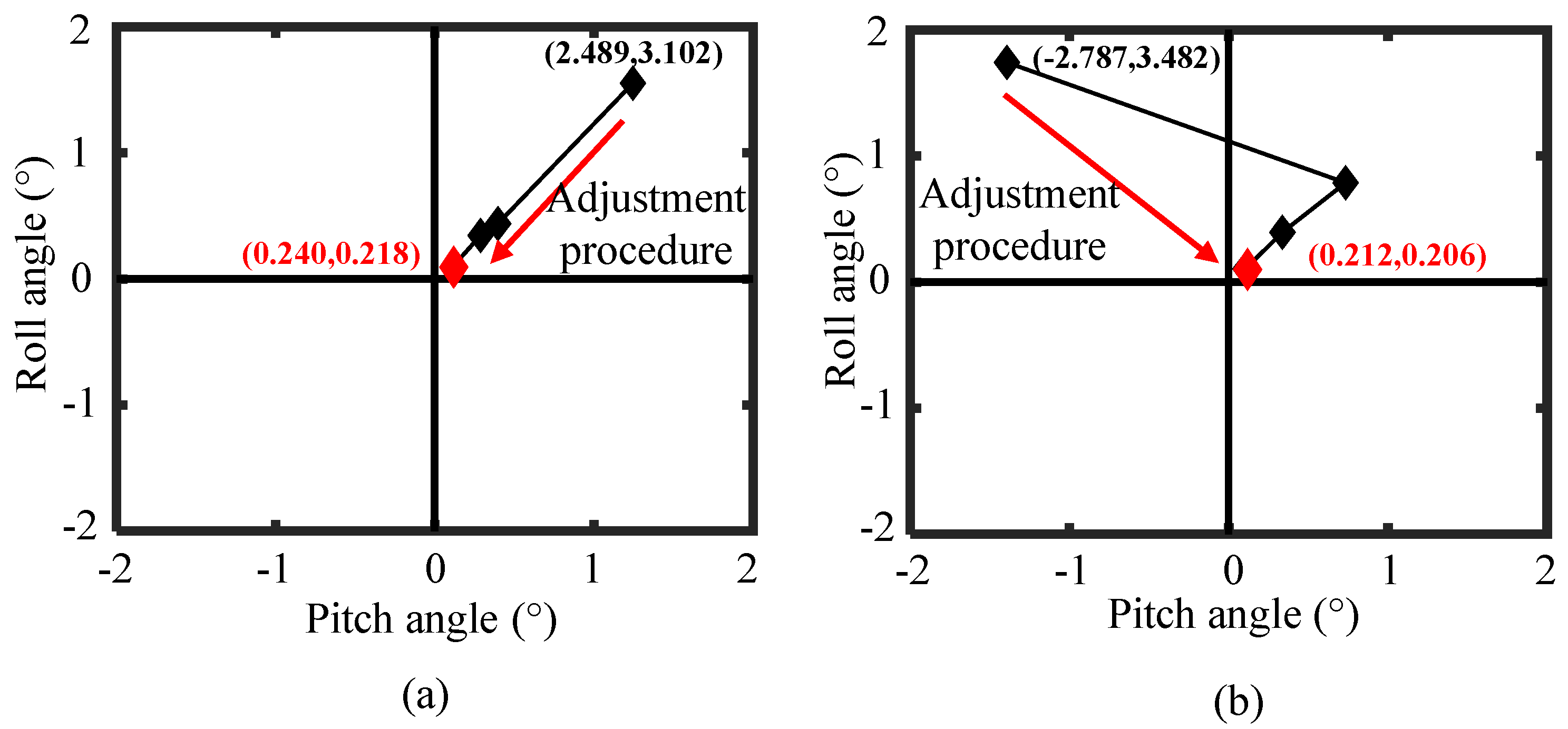
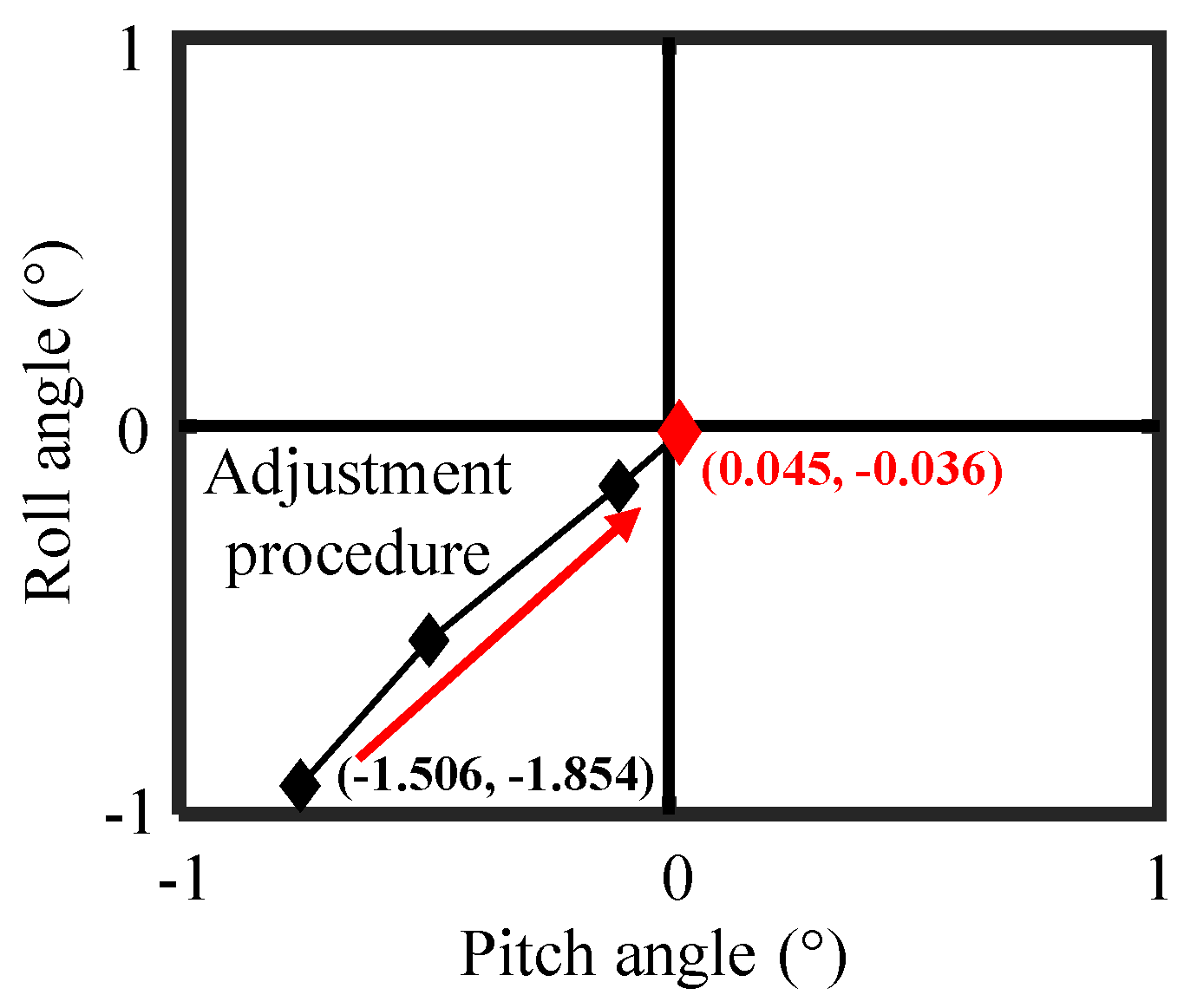
3.2. Alignment of the High Aspect Ratio Aspheric Workpiece
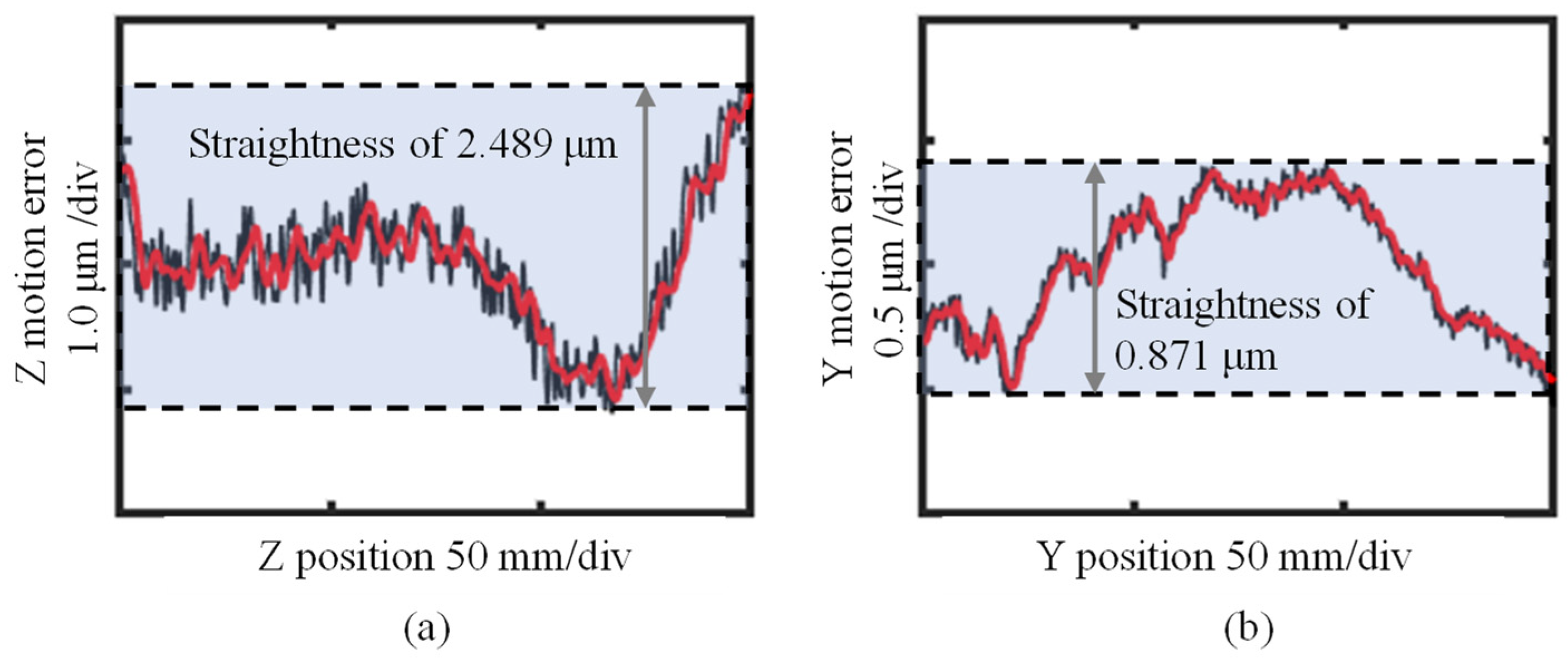
3.3. Identification of the Slide Error Motion
4. Measurement Experiments
4.1. Experimental Setup
4.2. Experimental Results
4.3. Data Processing and Analysis
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Keaveney, S.; Connolly, P.; Ahearne, E.; Byrne, G. Investigation of a multi-cone variant of the standard cone frustum test for 5-axis machine tools. Procedia CIRP 2014, 14, 317–322. [Google Scholar] [CrossRef] [Green Version]
- Chen, B.; Li, S.; Deng, Z.; Guo, B.; Zhao, Q. Grinding marks on ultra-precision grinding spherical and aspheric surfaces. Int. J. Precis. Eng. Manuf.-Green Technol. 2017, 4, 419–429. [Google Scholar] [CrossRef]
- Kang, Y.; Li, H.; Diao, X.; Zhang, H. The interferometric method for measuring the generatrix straightness of high precision cone. AOPC 2015 Opt. Test Meas. Equip. 2015, 9677, 967720. [Google Scholar]
- Lu, J.P.; Tang, S.Y.; Yan, Y.; Zhang, F.P.; Butt, S.I. Research on assembly quality evaluation based on Markov chain. In Proceedings of the 2009 IEEE International Conference on Industrial Engineering and Engineering Management, Hong Kong, China, 8–11 December 2009; Volume 2, pp. 1366–1370. [Google Scholar]
- Zhang, Q.; Wang, K.; Dong, R.; Fan, W.; Lu, W.; Wang, Y. Experimental research on propulsive performance of the pulse detonation rocket engine with a fluidic nozzle. Energy 2019, 166, 1267–1275. [Google Scholar] [CrossRef]
- Zhang, L.; Huang, Z.; Zhao, J.; Zhang, S.; Zhou, M. Research on motion generation for machining axisymmetric aspheric concave surface. Appl. Mech. Mater. 2012, 120, 129–133. [Google Scholar] [CrossRef]
- Usuki, K.; Kitayama, T.; Matsumura, H.; Kojima, T.; Uchikoshi, J.; Higashi, Y.; Endo, K. Profile measurement of concave spherical mirror and a flat mirror using a high-speed nanoprofiler. Nanoscale Res. Lett. 2013, 8, 231. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chen, Y.L.; Chen, F.; Li, Z.; Zhang, Y.; Ju, B.; Lin, H. Three-axial cutting force measurement in micro/nano-cutting by utilizing a fast tool servo with a smart tool holder. CIRP Ann. 2021, 70, 33–36. [Google Scholar] [CrossRef]
- Gao, W.; Haitjema, H.; Fang, F.Z.; Leach, R.K.; Cheung, C.F.; Savio, E.; Linares, J.M. On-machine and in-process surface metrology for precision manufacturing. CIRP Ann. 2019, 68, 843–866. [Google Scholar] [CrossRef] [Green Version]
- Fan, K.C.; Li, R.J.; Xu, P. Design and Verification of Micro/Nano-Probes for Coordinate Measuring Machines. Nanomanuf. Metrol. 2019, 2, 1–15. [Google Scholar] [CrossRef]
- Osawa, S.; Busch, K.; Franke, M.; Schwenke, H. Multiple orientation technique for the calibration of cylindrical workpieces on CMMs. Precis. Eng. 2005, 29, 56–64. [Google Scholar] [CrossRef]
- Demir, A.G. Micro laser metal wire deposition for additive manufacturing of thin-walled structures. Opt. Lasers Eng. 2018, 100, 9–17. [Google Scholar] [CrossRef]
- Chen, Y.L.; Machida, Y.; Shimizu, Y.; Matsukuma, H.; Gao, W. A stitching linear-scan method for roundness measurement of small cylinders. CIRP Ann. 2018, 67, 535–538. [Google Scholar] [CrossRef]
- Weckenmann, A.; Peggs, G.; Hoffmann, J. Probing systems for dimensional micro- and nano-metrology. Meas. Sci. Technol. 2006, 17, 504–509. [Google Scholar] [CrossRef]
- Fang, F.Z.; Zhang, X.D.; Weckenmann, A.; Zhang, G.X.; Evans, C. Manufacturing and measurement of freeform optics. CIRP Ann. Manuf. Technol. 2013, 62, 823–846. [Google Scholar] [CrossRef]
- Claverley, J.D.; Leach, R.K. A vibrating micro-scale CMM probe for measuring high aspect ratio structures. Microsyst. Technol. 2009, 16, 1507–1512. [Google Scholar] [CrossRef]
- Manske, E.; Jäger, G.; Hausotte, T.; Fül, R. Recent developments and challenges of nanopositioning and nanomeasuring technology. Meas. Sci. Technol. 2012, 23, 074001. [Google Scholar] [CrossRef]
- Stoebener, D.; Dijkman, M. An Ultrasound In-Process-Measuring System to Ensure a Minimum Roundness Deviation for Rings During Turning. CIRP Ann. Manuf. Technol. 2007, 56, 513–516. [Google Scholar] [CrossRef]
- Lian, M.; Liu, H.; Zhang, T.; Bo, Q.; Li, T.; Wang, Y. Ultrasonic on-machine scanning for thickness measurement of thin-walled parts: Modeling and experiments. Int. J. Adv. Manuf. Technol. 2019, 104, 2061–2072. [Google Scholar] [CrossRef]
- Jin, L.; Miyatsu, N.; Kondoh, E.; Gelloz, B.; Kanazawa, N.; Yoshizawa, T. Measurement of diameter of cylindrical openings using a disk beam probe. Opt. Rev. 2018, 25, 656–662. [Google Scholar] [CrossRef]
- de Jesús Ortiz-González, A.; Martínez-García, A.; Pascual-Francisco, J.B.; Rayas-Álvarez, J.A.; de Jesús Flores-García, A. 3D shape and strain measurement of a thin-walled elastic cylinder using fringe projection profilometry. Appl. Opt. 2021, 60, 1349. [Google Scholar] [CrossRef]
- Adamczak, S.; Zmarzły, P.; Janecki, D. Theoretical and practical investigations of V-block waviness measurement of cylindrical parts. Metrol. Meas. Syst. 2015, 22, 181–192. [Google Scholar] [CrossRef]
- Hansen, H.N.; Carneiro, K.; Haitjema, H.; De Chiffre, L. Dimensional micro and nano metrology. CIRP Ann. Manuf. Technol. 2006, 55, 721–743. [Google Scholar] [CrossRef]
- Yang, J.; Li, H.; Campbell, D.; Jia, Y. Go-ICP: A Globally Optimal Solution to 3D ICP Point-Set Registration. IEEE Trans. Pattern Anal. Mach. Intell. 2016, 38, 2241–2254. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lee, J.C.; Shimizu, Y.; Gao, W.; Oh, J.; Park, C.H. Precision evaluation of surface form error of a large-scale roll workpiece on a drum roll lathe. Precis. Eng. 2014, 38, 839–848. [Google Scholar] [CrossRef]









Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, P.; Xiong, X.; Zhang, W.-H.; Ju, B.-F.; Chen, Y.-L. Accurate Inner Profile Measurement of a High Aspect Ratio Aspheric Workpiece Using a Two-Probe Measuring System. Appl. Sci. 2022, 12, 6628. https://doi.org/10.3390/app12136628
Hu P, Xiong X, Zhang W-H, Ju B-F, Chen Y-L. Accurate Inner Profile Measurement of a High Aspect Ratio Aspheric Workpiece Using a Two-Probe Measuring System. Applied Sciences. 2022; 12(13):6628. https://doi.org/10.3390/app12136628
Chicago/Turabian StyleHu, Peng, Xin Xiong, Wen-Hao Zhang, Bing-Feng Ju, and Yuan-Liu Chen. 2022. "Accurate Inner Profile Measurement of a High Aspect Ratio Aspheric Workpiece Using a Two-Probe Measuring System" Applied Sciences 12, no. 13: 6628. https://doi.org/10.3390/app12136628
APA StyleHu, P., Xiong, X., Zhang, W.-H., Ju, B.-F., & Chen, Y.-L. (2022). Accurate Inner Profile Measurement of a High Aspect Ratio Aspheric Workpiece Using a Two-Probe Measuring System. Applied Sciences, 12(13), 6628. https://doi.org/10.3390/app12136628