1. Introduction
The evolution of manufacturing toward intelligent manufacturing, such as Industry 4.0, creates new challenges to high-quality and efficient manufacturing. Machining accuracy, machining efficiency, and tool life are the key factors for optimization in manufacturing. The machining parameters have a direct effect on the tool life, machining accuracy, and machining efficiency. Therefore, the design of cutting parameters and cutting paths are very important. Meanwhile, the NC (Numeric Control) machining process, as the main part of producing the product, requires a high-efficiency and intelligence level in NC machining process planning. Recently, the commercial CAM (Computer-Aided Manufacturing) software has come into wide use, but the process analysis and decision making still depend on the knowledge and experience of designers. Numerous problems, such as inefficient process planning and time-consuming preparation, occur as a consequence. Currently, reuse technology is utilized for the NC machining process, including group technology and machining process template. Jong et al. [
1] developed an automatic process planning method that integrates feature recognition and group technology. Huang et al. [
2] studied the NC process reuse method by using 3D CAD (Computer-Aided Design) model and CAM model data mining. This approach explores the NC process-parameter-driven characteristics of similar features through the analysis and mining of existing process data. However, it is difficult to make the micro process and macro process compatible, and requires many considerable adjustments due to the reusable NC process characteristics of multiple parts, manufacturing heterogeneity, machining parameter variability, and subpart level, thereby compromising the effectiveness of NC process reuse. The optimization approach of the NC machining process has been studied by Xu et al. [
3], where an annealing algorithm was proposed and simulated to obtain the shortest tool path. Similarly, Zhang et al. [
4] optimized the cutting sequence in NC machining by developing a mathematical model for the shortest tool path. This method is limited for the machining of independent features and, therefore, limited in improving the efficiency of the overall machining. When the features in a subpart come together and feature recognition technology is used to create machining parameters, many air cutting paths may occur. The different technique for reducing the time of the NC program was investigated in previous studies [
5,
6]. Nishida et al. [
7] proposed a method to generate a tool path based on the 3D CAD model and eliminate the air cutting by modifying the tool path. As seen, the NC machining process created by CAM software is not optimal, many air cutting paths may be produced, and it is difficult to improve machining efficiency by modifying the cutting path due to the reliability considerations.
Non-effective cutting will occur during the machining process. This is perhaps because the distance between tool position and workpiece is too far or due to groove occurrence during the machining processes. Besides, ballscrew error, backlash error or position error, etc., will also increase the non-effective cutting motion distance. The error caused by the machine itself leads to excess or insufficient moving distance, so creates an inconsistent product or non-standard size. If the product is overcut then it will be scrapped, resulting in not only a financial loss but also a waste of time. When the problem is discovered after mass production, it causes huge losses. Since the cutting fluid is often used in the machining process, it is impossible to observe overcutting or undercutting during processing. Meanwhile, if the air cutting of each section during the machining process can be known, it can help to know whether there is machining abnormality or air cutting, and also the abnormality can be modified and optimized. Therefore, the abnormality can be detected to reduce losses and improve the machining efficiency.
The monitoring of the machining process is required to investigate the air cutting in the machining process. Several works related to machining process monitoring have been reported. Dimla [
8] reviewed several device-monitoring methods for observing tool wear. This showed that tool wear could be monitored by using acoustic emission (AE), cutting force, and vibration signals. Duspara et al. [
9] described a mathematical model of fast Fourier transformation, and used it for tool wear monitoring based on acoustic emission signal. Mohanraj et al. [
10] reviewed different methods of tool condition monitoring systems, including the use of acoustic emission, vibration, cutting force, and thermal. Jemielniak et al. [
11] used acoustic emission and cutting force signal for tool condition monitoring in micro-milling. It showed that AE signal was strong and had very short reaction time to the tool–workpiece contact, which makes it a very good method for detecting the contact and monitoring the integrity of the cutting process. Liang et al. [
12] collected the power data during dynamic machining processes to diagnose and detect anomalies. Xu et al. [
13] used indirect data from CNC machines, such as spindle power, to automatically monitor tool breakage. The spindle power data were analyzed according to the relationship between the spindle power and NC block number to effectively and accurately detect tool breakage. Shrivastava et al. [
14] used vibration signal to monitor the chatter signal, then combined it with response surface methodology for predicting the tool chatter. Drouillet et al. [
15] predicted the tool life by using machine spindle power and a neural network technique. Experiments with different spindle speeds and spindle power were recorded, then the neural network curve fitting with different training functions was applied to the root mean square power values to predict the tool life. Patra et al. [
16] proposed an Artificial Neural Network method with input parameters of spindle motor current, drill diameter, spindle speed, and feed rate to predict drill flank wear. The experiment results showed that the accuracy prediction using a neural network was better than that using a regression model. Emec et al. [
17] proposed a method that used electrical power for online fault monitoring in machine tools. The major advantage was the measurement did not interrupt or delay the machining processes. Wang et al. [
18] approached a hybrid optimization method to find optimal cutting parameters, which resulted in shorter machining time and lower power consumption for the milling process. The experimental results showed that the proposed method can effectively improve the efficiency and reduce machining time and electrical power consumption. Similarly, Chen et al. [
19] considered electrical energy for machining efficiency. Song [
20] used the cutting process and the corresponding time series model to measure the vibration signal. It can predict real-time processing status through theoretical analysis and experiment methods. Cus et al. [
21] proposed intelligent online monitoring and a General Algorithm optimization system. The data were collected via sensor and Labview, then the experiment was carried out to verify the effectiveness of this method.
In the previous study, the researchers investigated the air cutting path using a CAD model and the micro and macro process to generate NC machining; however, the air cutting path may occur, and also the air cutting occurrence during machining processes cannot be detected in the beginning. In this study, an intelligent air cutting monitoring system is proposed to improve the machining efficiency. The spindle current load, cutting vibration, and NC processing during the machining processes are measured and monitored in real time. Furthermore, an algorithm adopting these change states to determine effective cutting or air cutting was developed. An intelligent air cutting monitoring system with human–machine interface was built using C# language program. The system can detect air cutting time, effective cutting time, machine idle time, as well as calculate total machining time. The experiments and verification were conducted to verify the proposed method. The result can be used as a basis for optimizing the machining path and minimizing air cutting time.
The structure of this paper is as follows: In
Section 2, the characteristics of spindle load current and cutting vibration are analyzed to explore the potential air cutting occurrence in the machining process, and the air cutting monitoring system is elucidated. In
Section 3, we explain the design and feature function of the air cutting monitoring human machine interface (HMI). In
Section 4, the detailed experiment design, cutting parameters, and condition are described. In
Section 5, we explain and discuss the results of the experiment and verification. Finally, the conclusions of this study are presented in
Section 6.
2. Monitoring Method
Understanding the air cutting of NC machining can help users reduce unnecessary time used air cutting during the machining, and improve the machining efficiency and machine utilization rate. In this research, the G code in the NC program is analyzed, and the change of machine spindle load current and the cutting vibration signal are measured to develop an intelligent air cutting monitoring module. The architecture of the air cutting monitoring system is shown in
Figure 1. The Fanuc Open CNC (Computer Numeric Control) API was used to establish a two-way real-time information communication system with a CNC controller. The monitoring system was connected to the Fanuc controller via Ethernet and servbox to capture real-time processing information, such as machining status, spindle load, and current execution NC program for auxiliary diagnosis. To measure the cutting vibration, three single-axis vibration accelerometer sensors made by PCB Piezotronics (model 353B15 and data acquisition (DAQ) NI USB-4431) made by National Instruments Corp. were used. The vibration sensors were mounted on the vise with magnetic mount method to measure X-, Y-, and Z-axis vibration. The sampling rate of 10,240 Hz was set for experiment, and the 1024 data were collected every 0.1 s, then we calculated its root mean square (RMS). By using spindle load and vibration signal, the cutting state and no-cutting state are clear and easy to differentiate, so these two signals are used as the judgment basis. The spindle load and vibration of the machine idle condition are measured and used as the diagnosis threshold.
Generally, the G code command for the cutting process is G01, G02, and G03. Another G00 code is mainly used for rapid moving position, and the time for this movement is called air cutting time. To better differentiate air cutting under individual cutting commands, the NC code is identified by using the regular expression method. When the machining condition is under one of three cutting NC codes, the judgment is performed to determine the entry of the cutting status and the current time of the computer is recorded.
The spindle load is displayed on the control panel with the letter “L 0%”, which represents the spindle load is 0%. For example, the spindle load current when idle is 0%, and this value is used as the initial value of the spindle load. When the spindle load current is greater than 0% during the machining process, it indicates that the cutting state and the current time are recorded. On the other hand, when the spindle load current changes back from the state of greater than 0% to 0%, it indicates the no-cutting state, and the current time is recorded for the subsequent processing time calculation usage.
Since the original vibration signal fluctuates between positive and negative, it is difficult to see the characteristics directly. Therefore, the root mean square (rms) of the vibration signal is calculated and used to monitor the cutting vibration signals, so the cutting state can be differentiated clearly. After the rms processing, the machine idle rms vibration value is multiplied by the magnification and becomes greater than the maximum machine idle original vibration value to avoid system misjudgment. For example, if the machine idle original vibration value is in the range of 0.01 g to 0.02 g, the recommended magnification value is 2 or more. The air cutting diagnosis and time recording are as follows:
Identification of G00, G01, G02, and G03. The real-time information acquisition module collects the current execution NC code block from the CNC controller. Then, Regular Expression method is used to identify the NC code and search the matching G code. For example, “G01.{1,}” means “G01” to identify G01, “.” to identify a character, and “{1,}” to identify the number.
Table 1 shows the regular expression characteristics used in this research.
- 2.
Machining time calculation. The machining time of each NC machining section is obtained according to the time length of G code change. For example, when the executing block is G01, the current time is recorded as T1. When the executing block changes to another G code (no matter G00, G02, or G03), the current time is recorded as T2. Thereby, this section G01 machining time is T2–T1. Similarly, this is the section machining time calculation method for G00, G02, and G03.
- 3.
Effective cutting time and air cutting time calculation. Take vibration signal judgment as an example. When the executing block is G01, the system will evaluate the vibration signal. Once the vibration value is greater than the initial vibration value, it will be judged as actual cutting, and the current time is recorded as L
1. When the vibration value drops back from the cutting vibration value to the initial vibration value, it will be judged as no cutting, and the current time is recorded as L
2. Thereby, the effective cutting time of this G01 section is L
2–L
1. The air cutting time of the G01 section can be obtained by subtracting the effective cutting time (L
2–L
1) from the total machining time (T
2–T
1), as shown in
Figure 2. The calculation method of cutting time and air cutting time of the G02 and G03 machining sections is the same as that of G01. Because the G00 is the G code for rapid moving and non-effective cutting, the machining time is counted as air cutting time.
3. Air Cutting Monitoring System
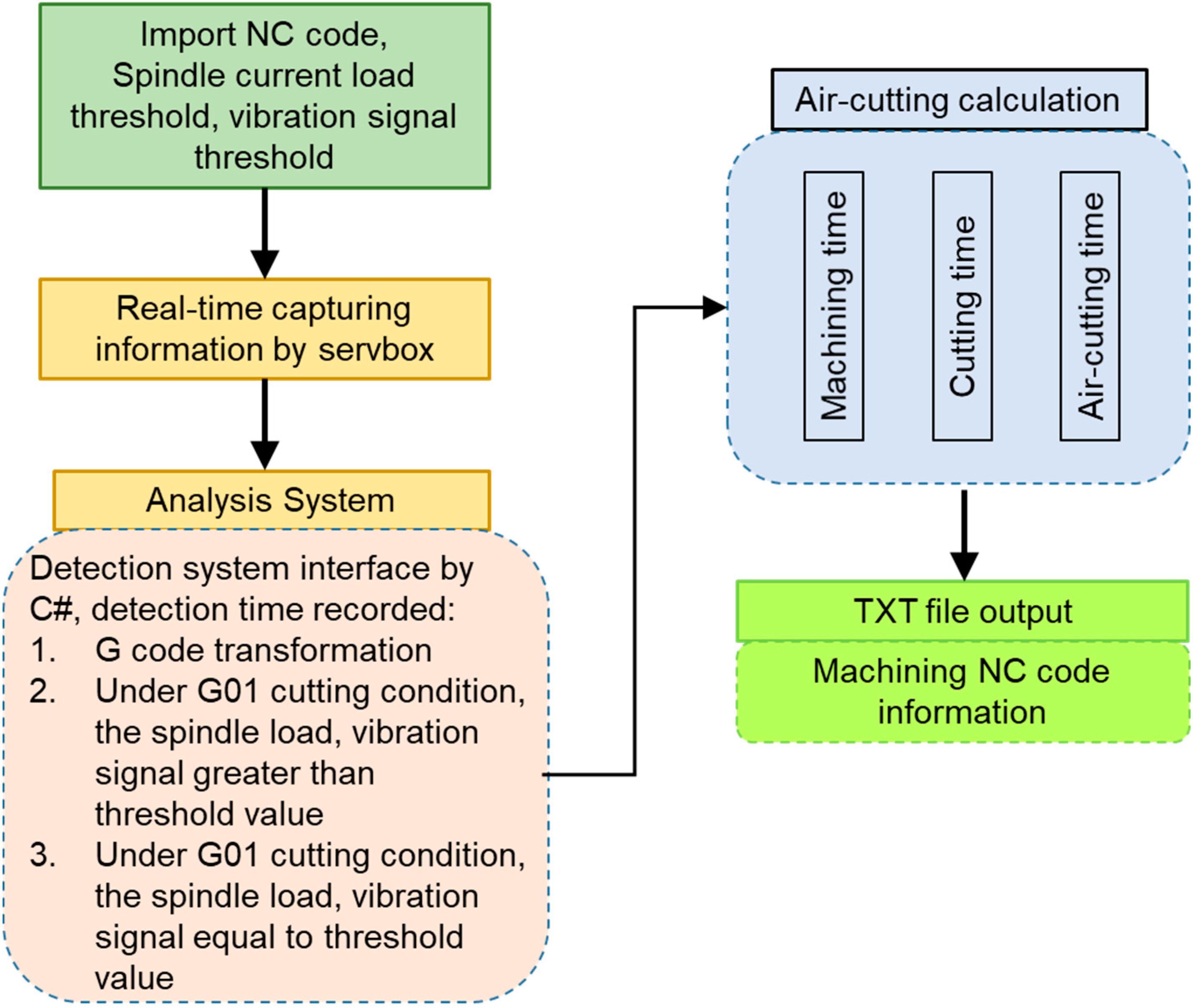
The Human Machine Interface (HMI) is designed and becomes the air cutting monitoring system. The system can detect real-time machining status (cutting/no-cutting) and calculate effective cutting time, air cutting time, and total machining time, as shown in
Figure 3. The user needs to input spindle load, vibration threshold, and import NC machining program, then the system will capture the real-time spindle load, vibration signals, and NC machining. Subsequently, the signal and data are analyzed, then combined with the algorithms to perform cutting/no-cutting judgment. When the spindle load current value and vibration signal value are greater than the threshold value, and the current executing NC block is G01/G02/G03, then the system will judge as a cutting state. Meanwhile, the system will record the current time and the “Cutting” indicator in the HMI will change to a green color that indicates the machining status. On the other hand, when the spindle load current value and vibration signal value decrease from the cutting load value to the threshold value, where the vibration signal value is equal to the vibration threshold value, and the current executing NC block is G01/G02/G03, then the system will judge as a no-cutting state. Meanwhile, the system will record the current time and the “No Cutting” indicator in the HMI will change to green color. When the executing NC block is M30, which means that the machining is completed, the system will calculate all the recorded cutting time, air cutting time, and machining time, as shown in
Figure 3. At the same time, the system exports the detailed information in txt file format, as shown in
Figure 4.
The quality of measurement is important for the precision machining. However, there may be uncertainty in the measurement. The main uncertainty contributors are machine repeatability, accelerometer sensor repeatability, sampling strategy, DAQ, fitting and evaluation algorithm. The CNC vertical machining center TMV-720A with machine repeatability of ±7 μm was used in this study. The accelerometer sensor 353B15-PCB that was used in the experiment has non-linearity ≤1%. Besides, the NI DAQ USB-4431 internal frequency timebase accuracy is ±100 ppm.
6. Conclusions
In this paper, an intelligent air cutting monitoring system was established. The spindle load current, vibration signal, and information from controller were collected in real time, then combined with the algorithm, which is used to determine whether the cutting is effective or non-effective (air cutting). The currently executed NC program is taken to assist judgment, so the system can more accurately judge the occurrence of cutting and record each time point to calculate the processing information of each section, including processing time, cutting time and air cutting time. Additionally, the system will automatically export a txt file containing the processing information of each section for user reference. An intelligent air cutting monitoring system, with a friendly human machine interface, was built using C# language program. The experiment results showed that both judgment from the spindle load current and vibration signal methods can accurately monitor the air cutting. The monitoring system judged by the spindle load current can judge the machining status faster and more accurately, and there will be no misjudgment caused by the moment when the worktable starts or stops. However, when the cutting load is too small, so there is no change of spindle load current in the controller, the monitoring system judged by the spindle load current cannot correctly judge the machining state, while the monitoring system judged by the cutting vibration signal can still judge the machining state. Moreover, the results of verification experiments showed that the proposed system can accurately monitor the air cutting time, cutting time, machining time, and the error range is within 1 s. This air cutting information can be used as the basis for improving the machining efficiency and machine utilization rate. Compared to the other method, with the fusion of spindle load current and vibration signal, the developed air cutting monitoring system can accurately monitor the cutting/air cutting for different cutting parameters.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}