
Two-Dimensional Profile Simulation Model for Five-Axis CNC Machining with Bull-Nose Cutter

Abstract
:1. Introduction
2. Model of Surface Topography with a Bull-Nose Cutter
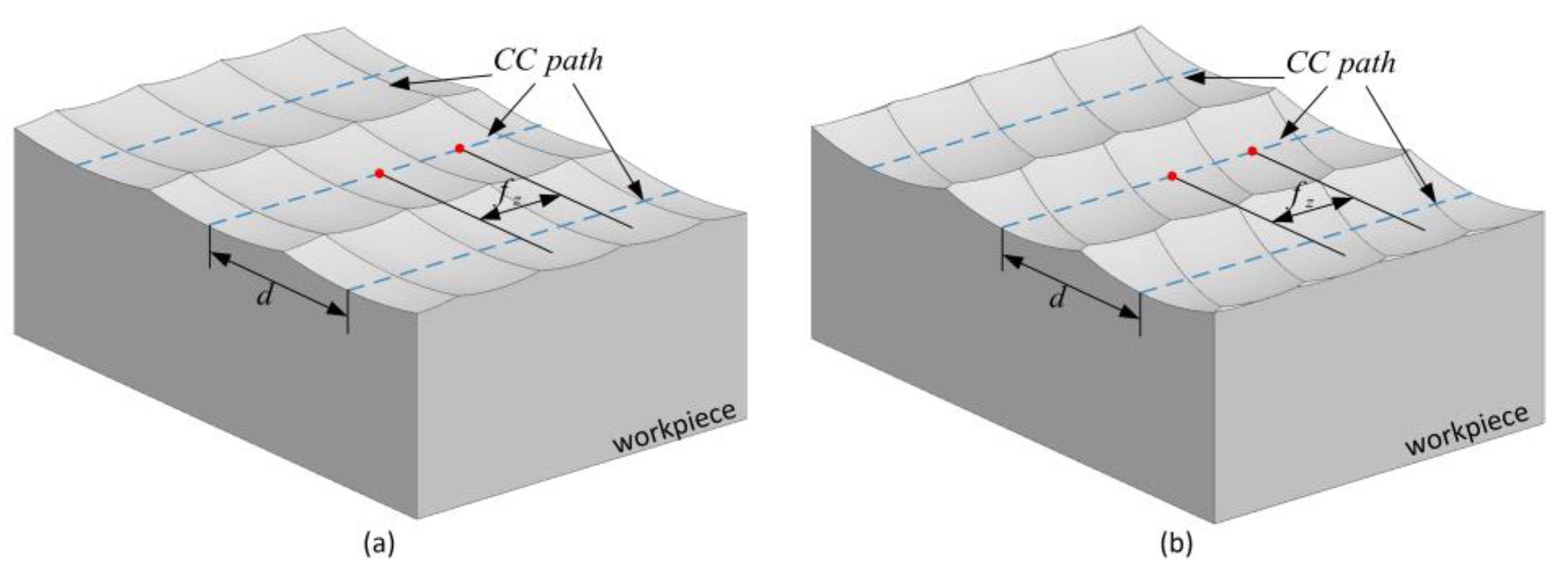
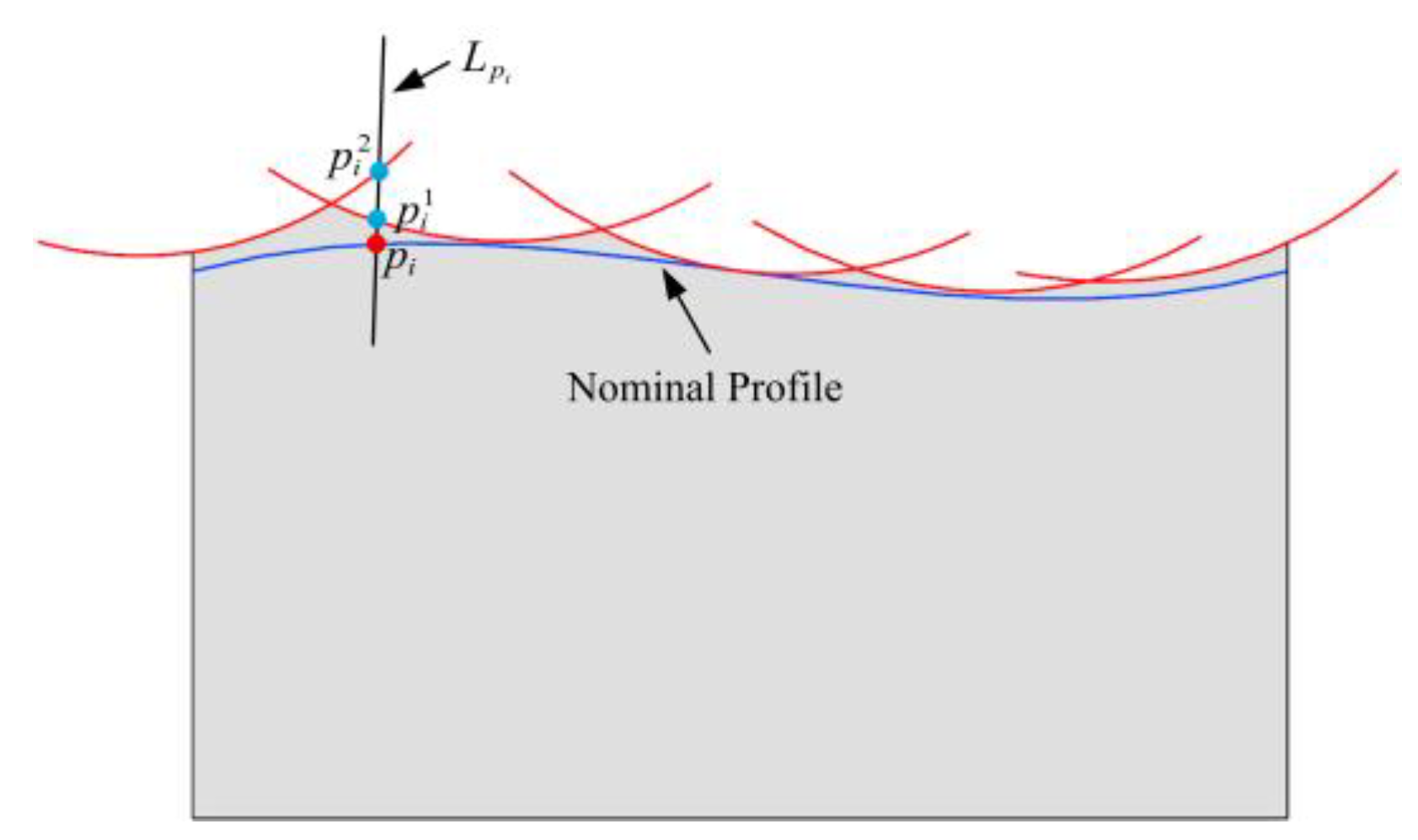
2.1. Calculation of Scallops
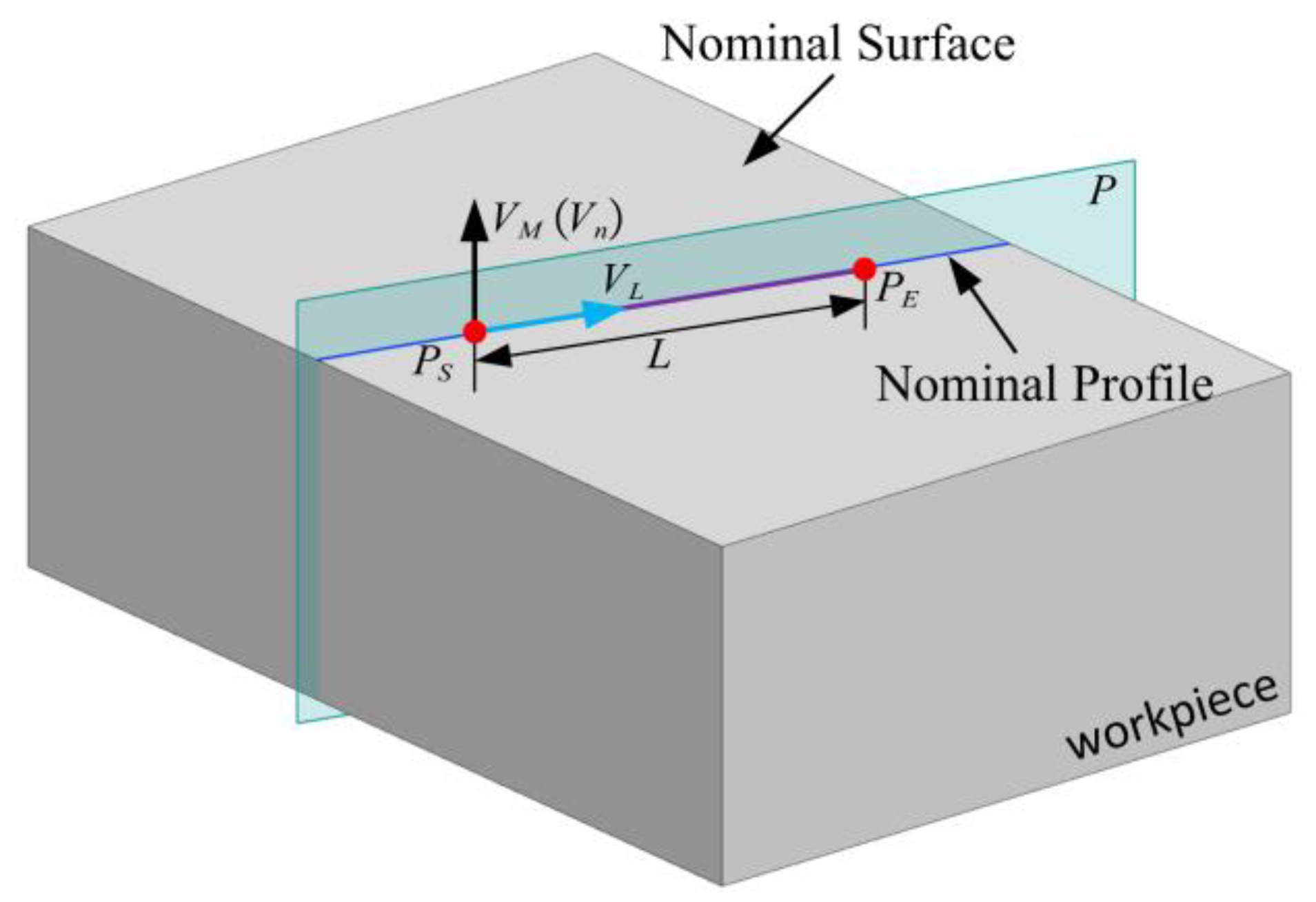
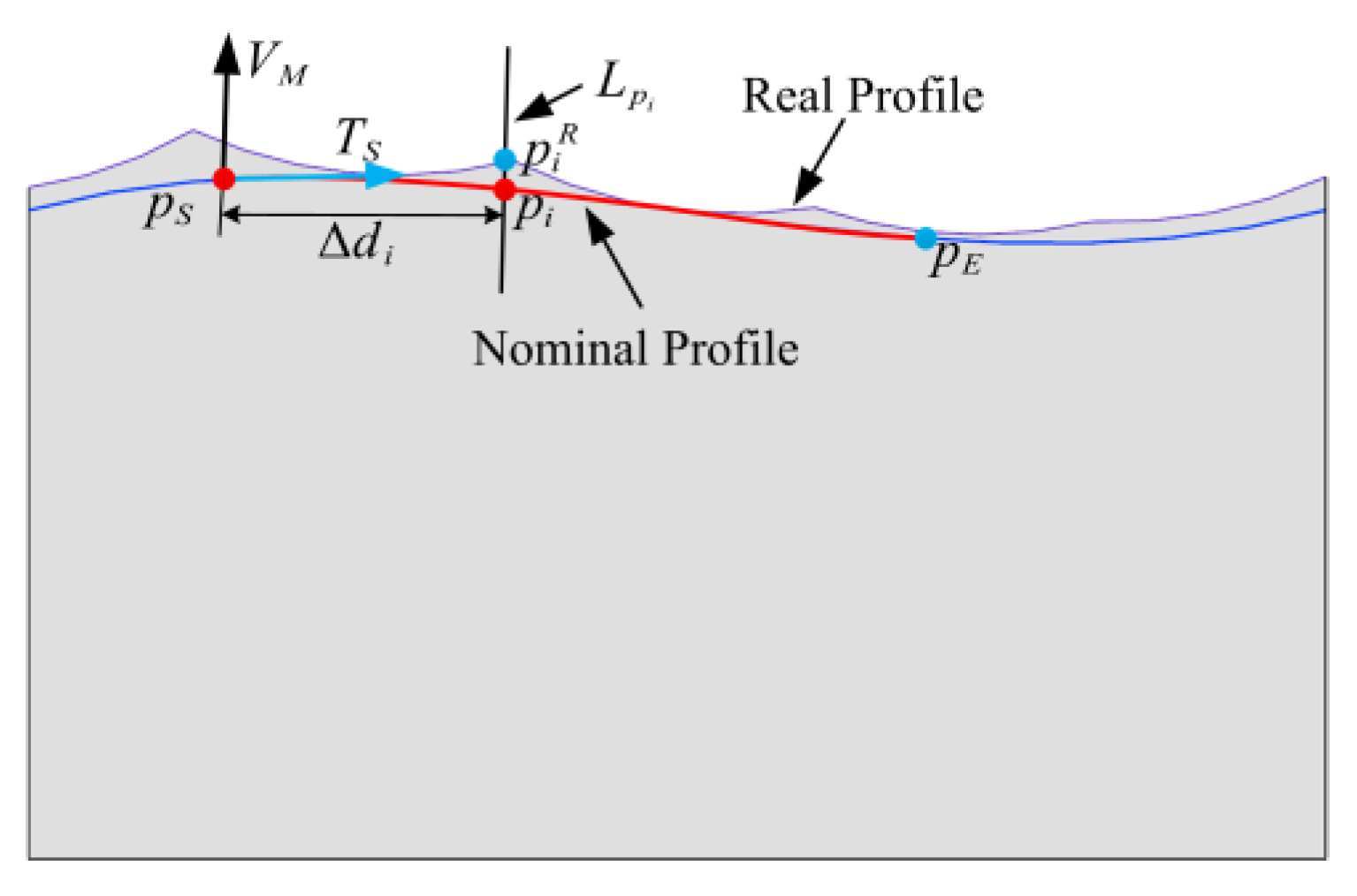
2.2. The Principle of 2D Profile Measurement
3. Simulation Algorithm of the 2D Profile
3.1. Calculation of the Nominal Profile
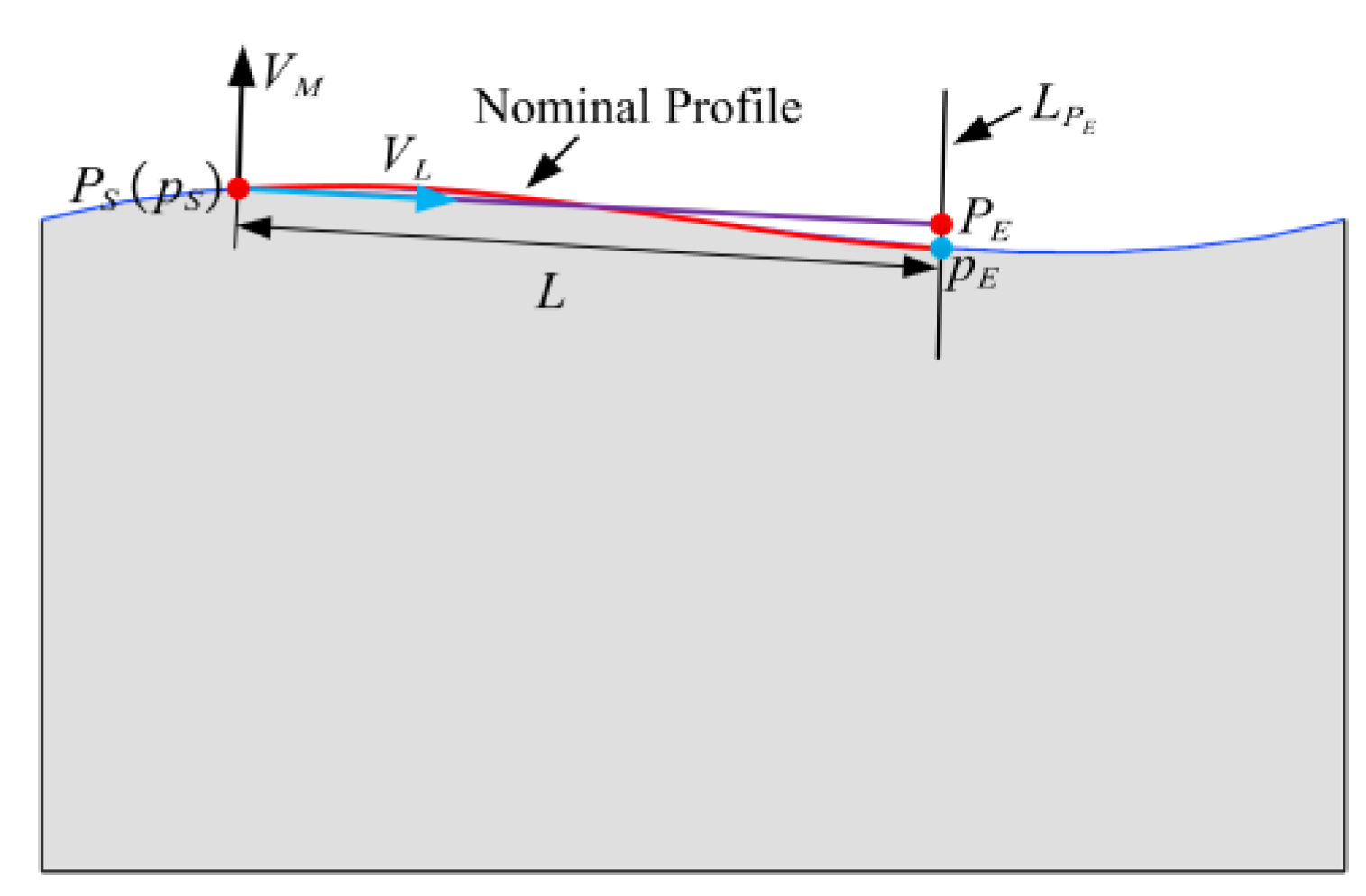
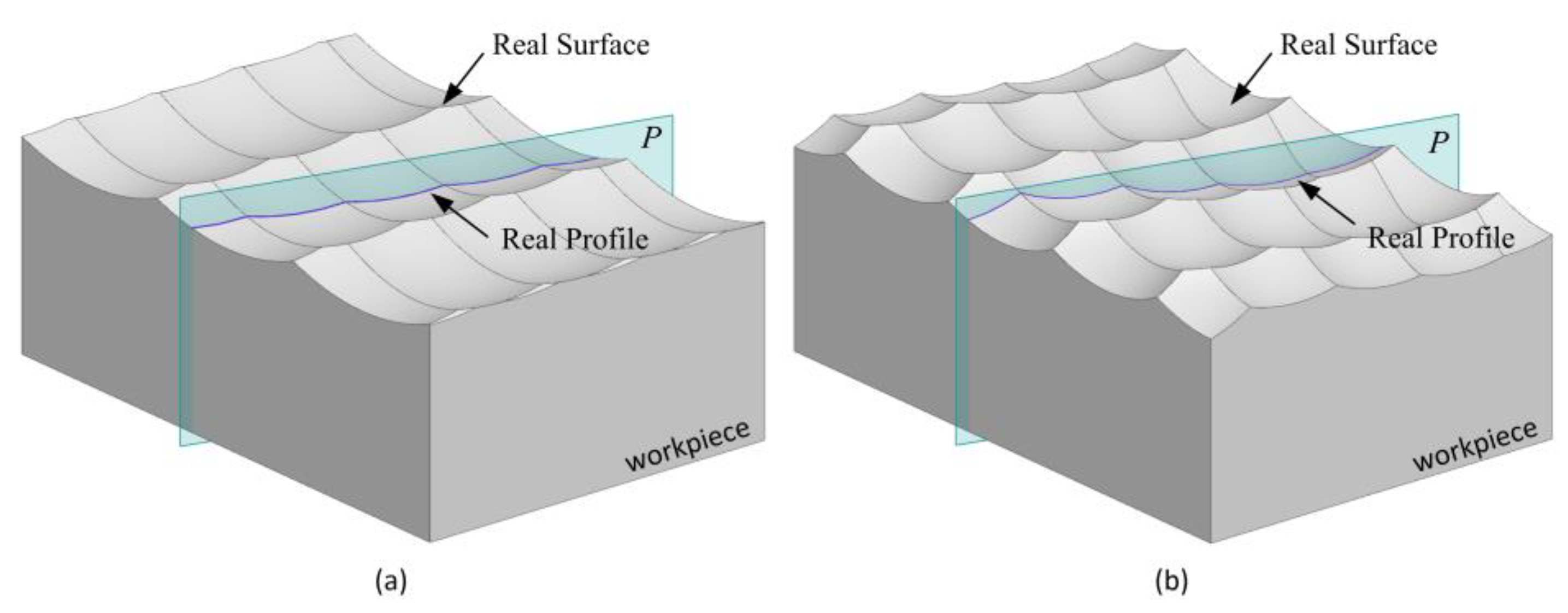
3.2. Calculation of the Real Profile
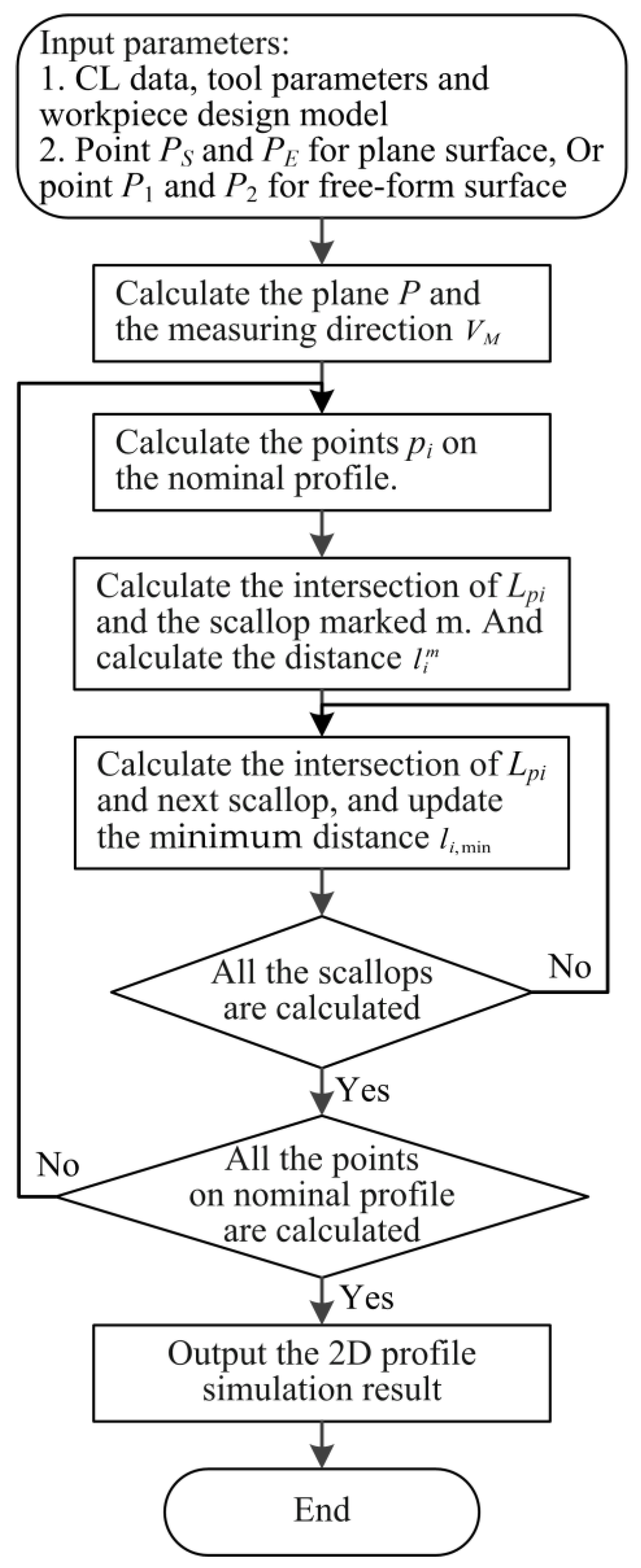
- Input the CL data, tool parameters, and the workpiece design model. Input points and for a plane surface, or input points and for a free-form surface.
- Calculate plane according to the 2D profile measuring line and the normal vector of the nominal surface at the start point . Then calculate the measuring direction by using Equation (6).
- Calculate the points on the nominal profile.
- Calculate the intersection of and the scallop marked m according to the point and the measurement direction . Then calculate the distance .
- Calculate the intersection of and the next scallop, and update the minimum distance .
- Repeat Step (5) for each scallop to obtain the minimum distance and the real profile’s intersection point .
- Repeat Steps (3) to (6) for each point to get the real profile.
- The main objective of 2D profile simulation is to find the difference between the real profile and the nominal profile. Hence, the simulation algorithm of the 2D profile can be obtained.
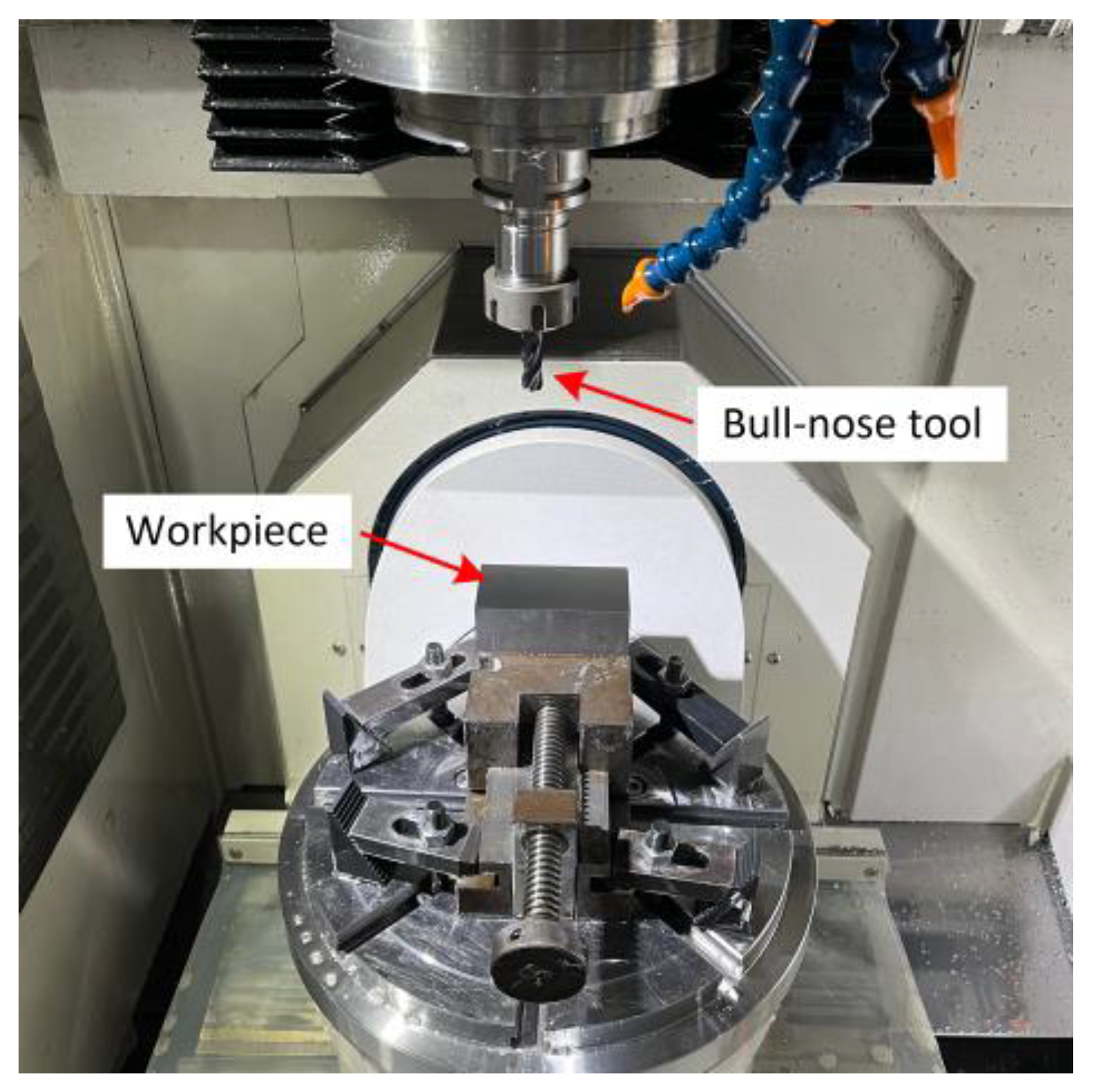
4. Simulation and Experiments
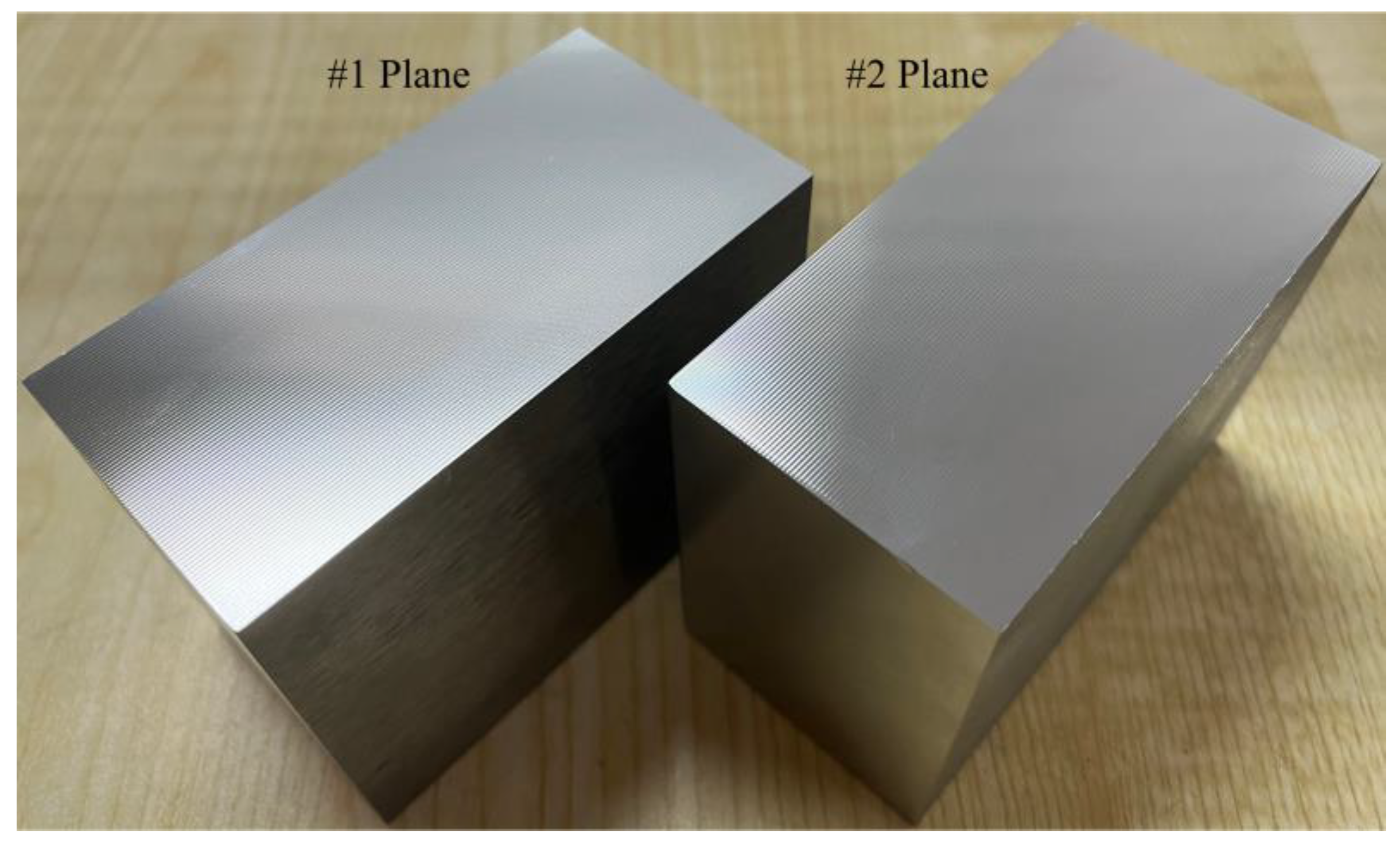
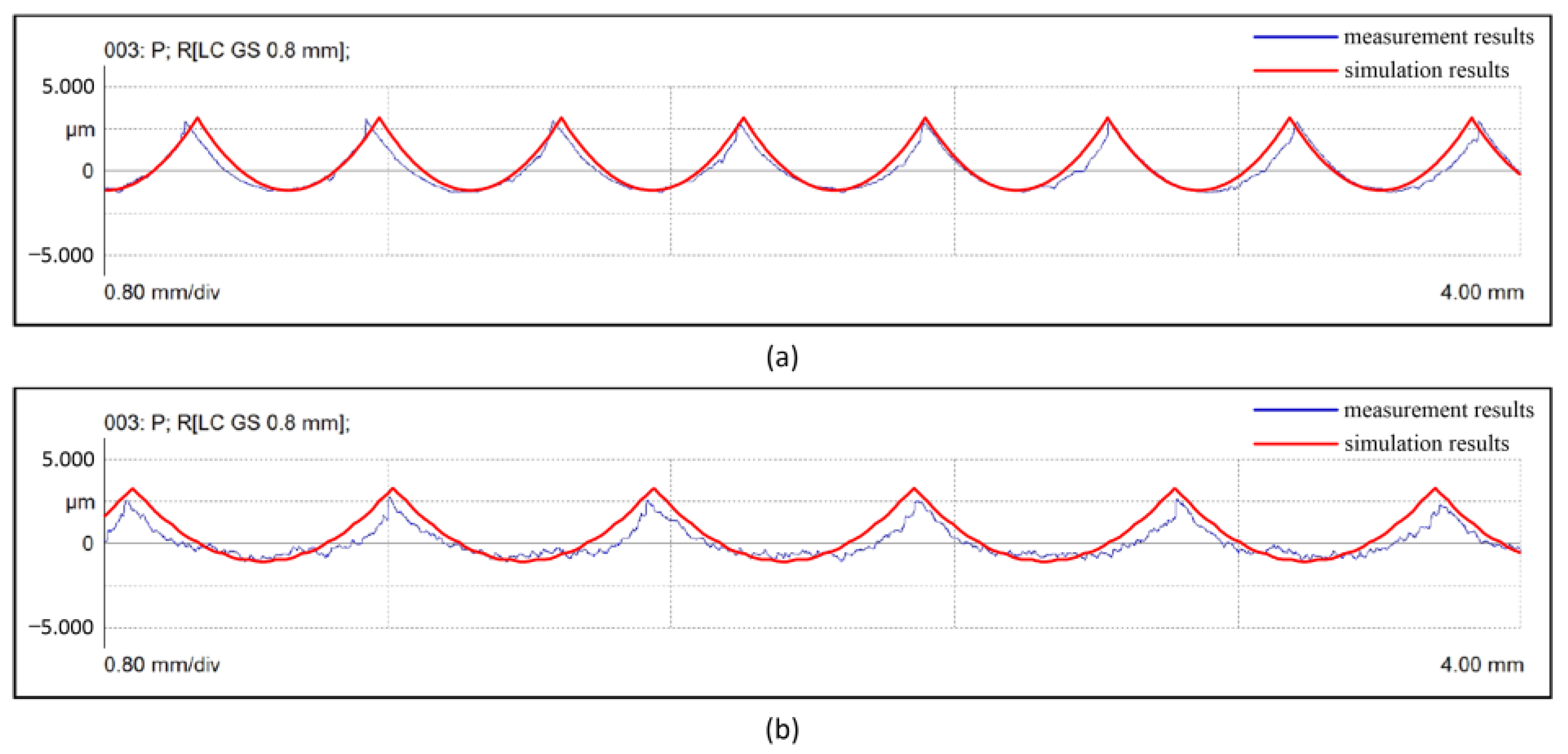
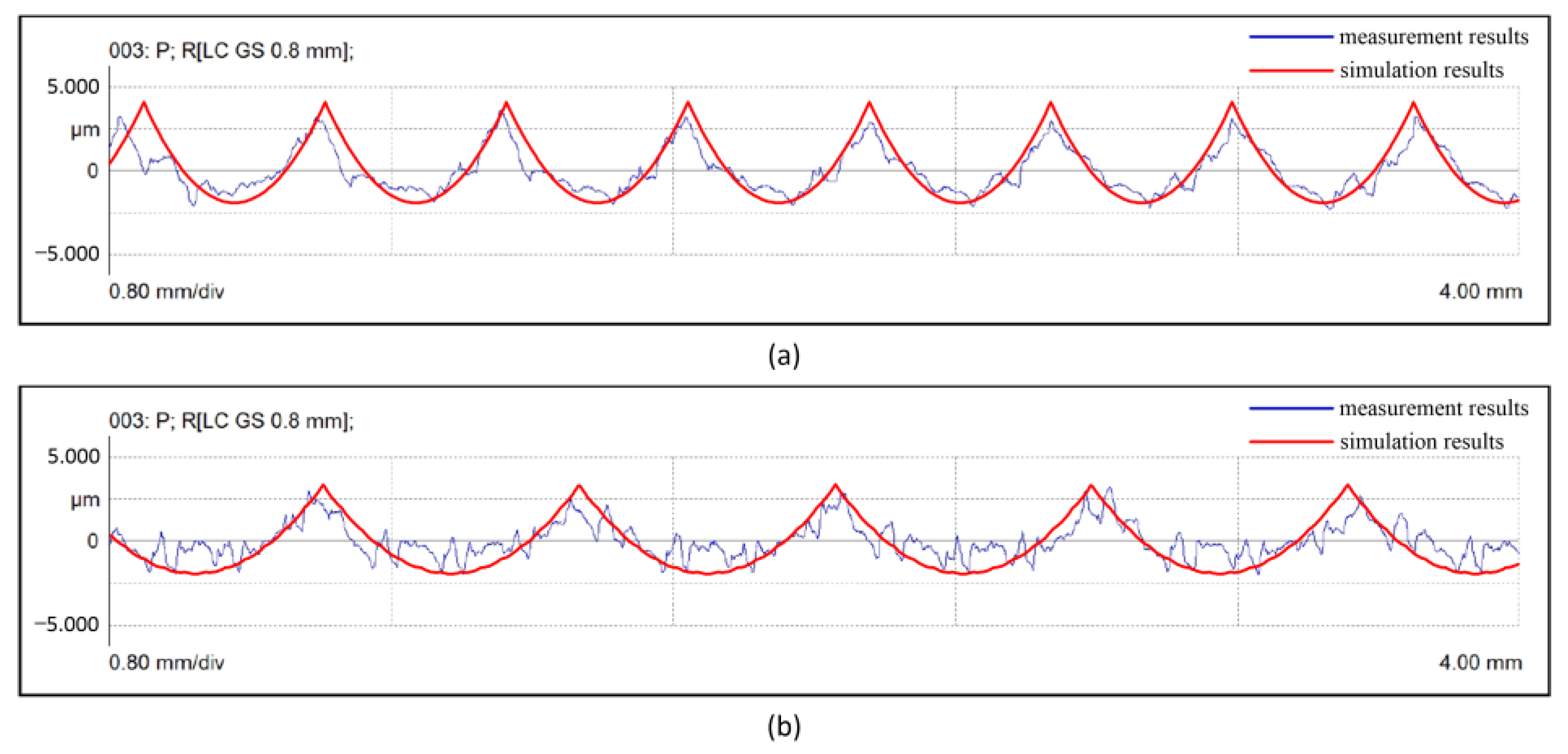
4.1. Milling Plane Surface with Bull-Nose Cutter
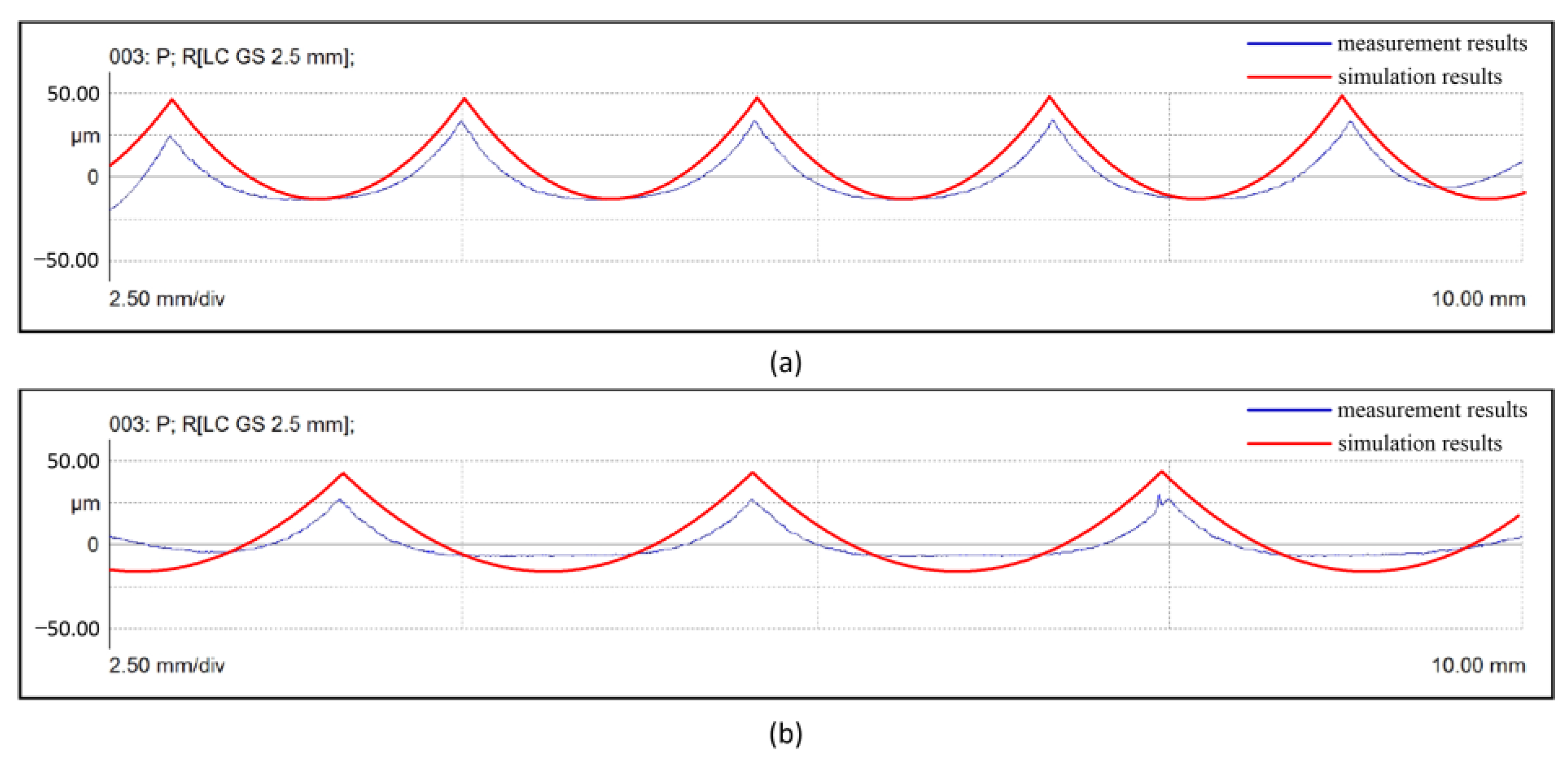
4.2. Milling a Free-Form Surface with Bull-Nose Cutter
5. Conclusions
- The proposed model can be applied to accurately predict the 2D profile of the workpiece. This scheme can be extended to 3D profiles as well.
- The proposed model can be applied to predict the 2D profile of planes and free-form surfaces.
- Although this model is proposed for machining with bull-nose cutters, it can be extended to machining with other tools such as ball-end and drum tools.
- Tool runout, wear, vibration, and other factors are ignored in the proposed model. However, these errors are inevitable in machining. Further, the phase angle between adjacent CC paths is not considered either. These may lead to error (no more than 20%) between the measurement and simulation results. Overall, the simulation results are consistent with the measurement experiments and can provide a reference for optimizing process parameters.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
Abbreviations
| Feed per tooth, mm/tooth | |
| Step distance, mm | |
| 2D profile is obtained on this plane | |
| Normal vector of plane | |
| 2D profile measurement line | |
| , | Start and end points of |
| Normal vector of the nominal surface at | |
| Measuring direction | |
| A point on the nominal profile | |
| , | Starting and end points of nominal profile for free-form surface |
| The line passes through the point and it is parallel to | |
| The tangent vector of the nominal profile at on plane | |
| , | The tangent vectors along with the parameters and at |
| Ratio of to . It is used to describe | |
| The principal direction at | |
| Angle between and | |
| , | The differences of the parameters between and |
| The line passes through and is parallel to | |
| The intersection of and the real profile | |
| The minimum distance between and |
References
- Slătineanu, L.; Oşan, A.; Bănică, M.; Năsui, V.; Merticaru, V.; Mihalache, A.M.; Dodun, O.; Ripanu, M.I.; Nagit, G.; Coteata, M.; et al. Processing of convex complex surfaces with toroidal milling versus ball nose end mill. MATEC Web Conf. 2018, 178, 01003. [Google Scholar] [CrossRef]
- Davim, J.P. Machining of Complex Sculptured Surfaces; Springer: Berlin, Germany, 2012. [Google Scholar]
- Yao, C.; Tan, L.; Yang, P.; Zhang, D. Effects of tool orientation and surface curvature on surface integrity in ball end milling of TC17. Int. J. Adv. Manuf. Technol. 2018, 94, 1699–1710. [Google Scholar] [CrossRef]
- Lopes da Silva, R.H.; Hassui, A. Cutting force and surface roughness depend on the tool path used in side milling: An experimental investigation. Int. J. Adv. Manuf. Technol. 2018, 96, 1445–1455. [Google Scholar] [CrossRef]
- Toh, C.K. Cutter path orientations when high-speed finish milling inclined hardened steel. Int. J. Adv. Manuf. Technol. 2006, 27, 473–480. [Google Scholar] [CrossRef]
- Tan, L.; Yao, C.F.; Ren, J.X.; Zhang, D.H. Effect of cutter path orientations on cutting forces, tool wear, and surface integrity when ball end milling TC17. Int. J. Adv. Manuf. Technol. 2017, 88, 2589–2602. [Google Scholar] [CrossRef]
- de Souza, A.F.; Diniz, A.E.; Rodrigues, A.R.; Coelho, R.T. Investigating the cutting phenomena in free-form milling using a ball-end cutting tool for die and mold manufacturing. Int. J. Adv. Manuf. Technol. 2014, 71, 1565–1577. [Google Scholar] [CrossRef]
- Daymi, A.; Boujelbene, M.; Ben Amara, A.; Bayraktar, E.; Katundi, D. Surface integrity in high speed end milling of titanium alloy Ti-6Al-4V. Mater. Sci. Technol. 2011, 27, 387–394. [Google Scholar] [CrossRef]
- Yazid, M.Z.A.; Zainol, A. Tool life and surface roughness in dry high speed milling of aluminum alloy 7075-T6 using bull nose carbide insert. J. Eng. Sci. Technol. 2020, 15, 128–138. [Google Scholar]
- Yang, P.; Yao, C.; Xie, S.; Zhang, D.; Tang, D.X. Effect of Tool Orientation on Surface Integrity during Ball End Milling of Titanium Alloy TC17. In Proceedings of the Procedia CIRP, Stockholm, Sweden, 15–17 June 2016; pp. 143–148. [Google Scholar]
- Ko, T.J.; Kim, H.S.; Lee, S.S. Selection of the machining inclination angle in high-speed ball end milling. Int. J. Adv. Manuf. Technol. 2001, 17, 163–170. [Google Scholar] [CrossRef]
- Kalvoda, T.; Hwang, Y.R. Impact of various ball cutter tool positions on the surface integrity of low carbon steel. Mater Des. 2009, 30, 3360–3366. [Google Scholar] [CrossRef]
- Chen, X.X.; Zhao, J.; Dong, Y.W.; Han, S.G.; Li, A.H.; Wang, D. Effects of inclination angles on geometrical features of machined surface in five-axis milling. Int. J. Adv. Manuf. Technol. 2013, 65, 1721–1733. [Google Scholar] [CrossRef]
- Gdula, M. Empirical Models for Surface Roughness and Topography in 5-Axis Milling Based on Analysis of Lead Angle and Curvature Radius of Sculptured Surfaces. Metals 2020, 10, 932. [Google Scholar] [CrossRef]
- Khorasani, A.; Yazdi, M.R.S. Development of a dynamic surface roughness monitoring system based on artificial neural networks (ANN) in milling operation. Int. J. Adv. Manuf. Technol. 2017, 93, 141–151. [Google Scholar] [CrossRef]
- Oktem, H.; Erzurumlu, T.; Erzincanli, F. Prediction of minimum surface roughness in end milling mold parts using neural network and genetic algorithm. Mater Des. 2006, 27, 735–744. [Google Scholar] [CrossRef]
- Cao, L.; Huang, T.; Zhang, X.-M.; Ding, H. Generative Adversarial Network for Prediction of Workpiece Surface Topography in Machining Stage. IEEE-Asme Trans. Mechatron. 2021, 26, 480–490. [Google Scholar] [CrossRef]
- Moayyedian, M.; Mohajer, A.; Kazemian, M.G.; Mamedov, A.; Derakhshandeh, J.F. Surface roughness analysis in milling machining using design of experiment. SN Appl. Sci. 2020, 2, 1–9. [Google Scholar] [CrossRef]
- Dayan, G.M.; Kishore, R.H.; Praveen, V. Experimental investigation of cutting parameters in CNC machining for surface roughness, temperature and MRR for Ti alloys. Mater. Today 2019, 18, 2191–2196. [Google Scholar] [CrossRef]
- Kumar, S.; Singh, D.; Kalsi, N.S. Experimental Investigations of Surface Roughness of Inconel 718 under different Machining Conditions. Mater. Today 2017, 4, 1179–1185. [Google Scholar] [CrossRef]
- Layegh, K.S.E.; Lazoglu, I. 3D surface topography analysis in 5-axis ball-end milling. CIRP Ann. 2017, 66, 133–136. [Google Scholar] [CrossRef]
- Yuan, Y.J.; Jing, X.B.; Ehmann, K.F.; Zhang, D.W. Surface roughness modeling in micro end-milling. Int. J. Adv. Manuf. Technol. 2018, 95, 1655–1664. [Google Scholar] [CrossRef]
- Gao, T.; Zhang, W.H.; Qiu, K.P.; Wan, M. Numerical simulation of machined surface topography and roughness in milling process. J. Manuf. Sci. Eng. 2006, 128, 96–103. [Google Scholar] [CrossRef]
- Zhang, W.H.; Tan, G.; Wan, M.; Gao, T.; Bassir, D.H. A new algorithm for the numerical simulation of machined surface topography in multiaxis ball-end milling. J. Manuf. Sci. Eng. 2008, 130, 11. [Google Scholar] [CrossRef]
- Yujun, C.; Lizhen, P. A geometrical simulation of ball end finish milling process and its application for the prediction of surface topography. In Proceedings of the 2010 International Conference on Mechanic Automation and Control Engineering, Wuhan, China, 26–28 June 2010; pp. 519–522. [Google Scholar]
- Peng, Z.; Jiao, L.; Yan, P.; Yuan, M.; Gao, S.; Yi, J.; Wang, X. Simulation and experimental study on 3D surface topography in micro-ball-end milling. Int. J. Adv. Manuf. Technol. 2018, 96, 1943–1958. [Google Scholar] [CrossRef]
- Wei, J.; Hou, X.; Sun, C. Modeling and simulation of surface topography in five-axis ball end milling. J. Phys. Conf. Ser. 2021, 1820, 012049. [Google Scholar] [CrossRef]
- Quinsat, Y.; Lavernhe, S.; Lartigue, C. Characterization of 3D surface topography in 5-axis milling. Wear 2011, 271, 590–595. [Google Scholar] [CrossRef]
- Wang, B.; Zhang, Q.; Wang, M.H.; Zheng, Y.H.; Kong, X.J. A predictive model of milling surface roughness. Int. J. Adv. Manuf. Technol. 2020, 108, 2755–2762. [Google Scholar] [CrossRef]
- Zhou, R.; Chen, Q. An analytical prediction model of surface topography generated in 4-axis milling process. Int. J. Adv. Manuf. Technol. 2021, 115, 3289–3299. [Google Scholar] [CrossRef]
- Lavernhe, S.; Quinsat, Y.; Lartigue, C. Model for the prediction of 3D surface topography in 5-axis milling. Int. J. Adv. Manuf. Technol. 2010, 51, 915–924. [Google Scholar] [CrossRef]
- Bizzarri, M.; Lávička, M. A symbolic-numerical approach to approximate parameterizations of space curves using graphs of critical points. J. Comput. Appl. Math. 2013, 242, 107–124. [Google Scholar] [CrossRef]
- Barton, M.; Bizzarri, M.; Rist, F.; Sliusarenko, O.; Pottmann, H. Geometry and tool motion planning for curvature adapted CNC machining. Acm. T Graph. 2021, 40, 1–16. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Spindle speed | 4000 rpm |
| Cutting depth | 0.2 mm |
| Stepover | 0.5 mm |
| Feed rate per tooth | 0.05 mm/tooth |
| Inclination Angle (°) | Tilt Angle (°) | |
|---|---|---|
| Plane #1 | 30 | 0 |
| Plane #2 | 30 | 30 |
| Measurement Results Rz (μm) | Simulation Results Rz (μm) | Error (%) | ||
|---|---|---|---|---|
| Plane #1 | Direction #1 | 4.3 | 4.5 | 4.7% |
| Direction #2 | 3.7 | 4.4 | 18.9% | |
| Plane #2 | Direction #1 | 5.4 | 6.0 | 11.1% |
| Direction #2 | 4.8 | 5.3 | 10.4% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dong, J.; Chang, Z.; Chen, P.; He, J.; Wan, N. Two-Dimensional Profile Simulation Model for Five-Axis CNC Machining with Bull-Nose Cutter. Appl. Sci. 2022, 12, 8230. https://doi.org/10.3390/app12168230
Dong J, Chang Z, Chen P, He J, Wan N. Two-Dimensional Profile Simulation Model for Five-Axis CNC Machining with Bull-Nose Cutter. Applied Sciences. 2022; 12(16):8230. https://doi.org/10.3390/app12168230
Chicago/Turabian StyleDong, Jieshi, Zhiyong Chang, Peng Chen, Jinming He, and Neng Wan. 2022. "Two-Dimensional Profile Simulation Model for Five-Axis CNC Machining with Bull-Nose Cutter" Applied Sciences 12, no. 16: 8230. https://doi.org/10.3390/app12168230
APA StyleDong, J., Chang, Z., Chen, P., He, J., & Wan, N. (2022). Two-Dimensional Profile Simulation Model for Five-Axis CNC Machining with Bull-Nose Cutter. Applied Sciences, 12(16), 8230. https://doi.org/10.3390/app12168230