
Research on Grinding Force of Ultrasonic Vibration-Assisted Grinding of C/SiC Composite Materials

Abstract
:1. Introduction
2. Experimental Plan
2.1. Materials Used for Testing
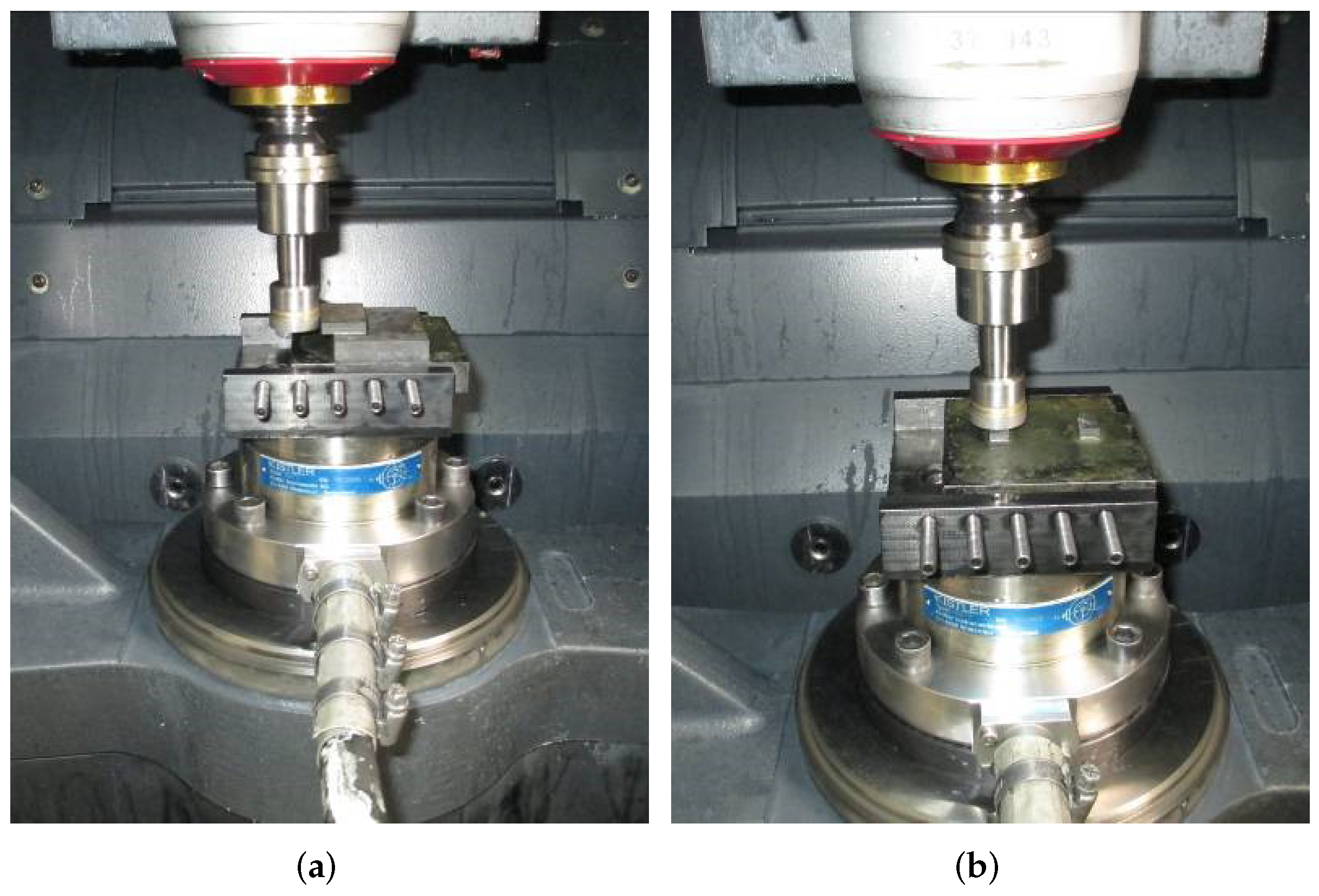
2.2. Test Devices and Process Parameters
2.3. Observation Method
3. Result and Discussion
3.1. Typical Cutting Force Curve
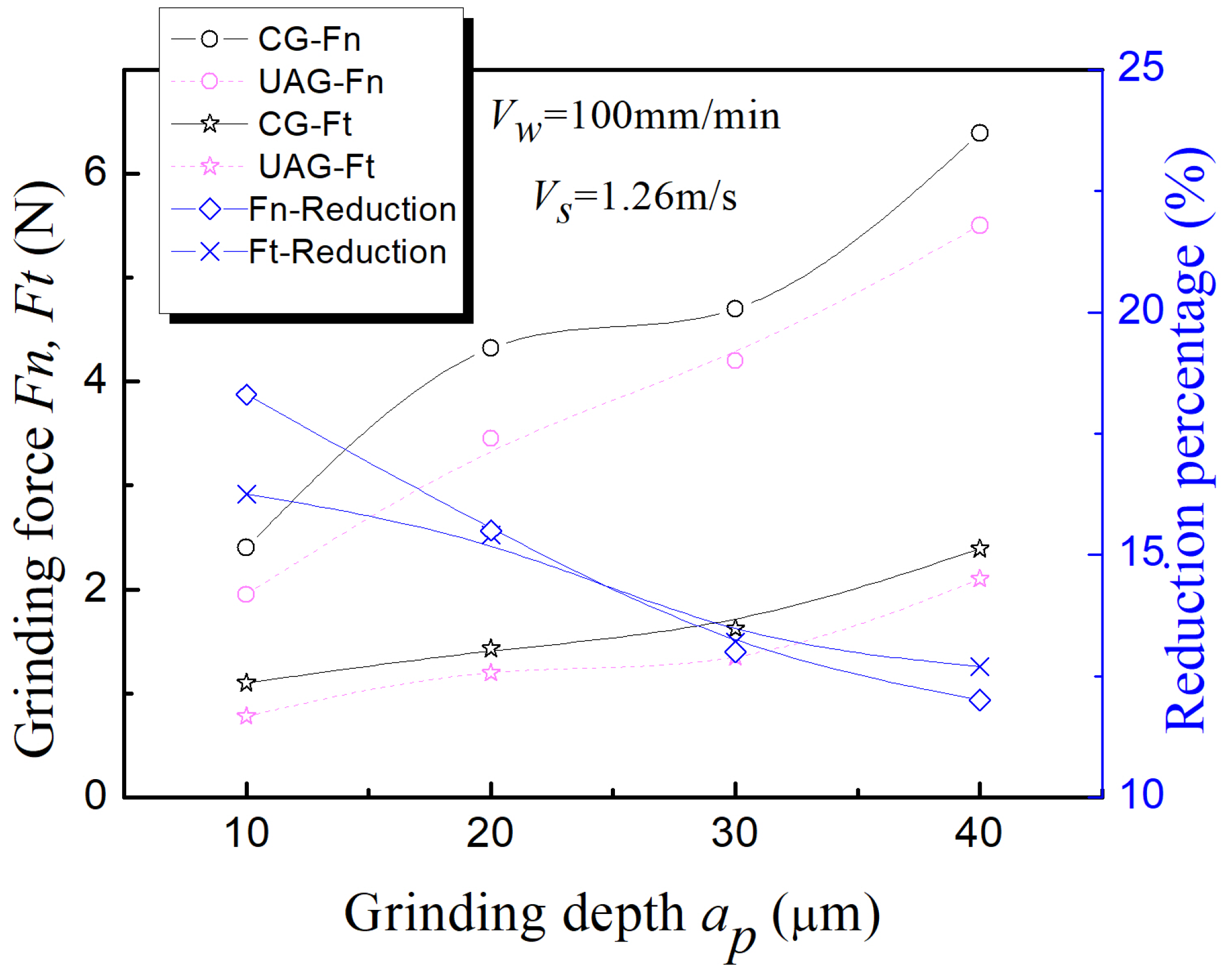
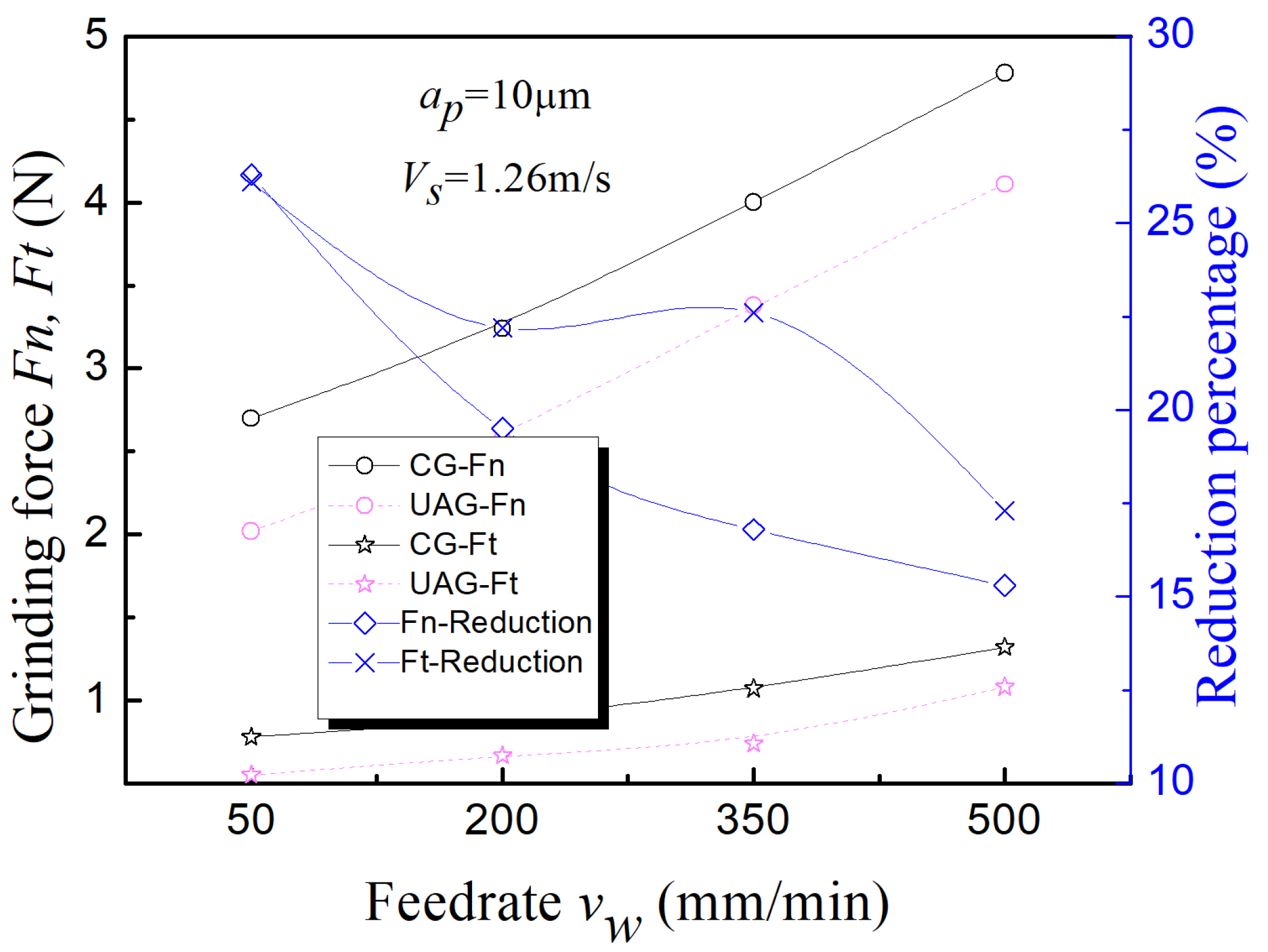
3.2. Influence of Main Processing Parameters
3.3. Comparative Analysis of Grinding Force Ratio
3.4. Refinement of Grinding Force Empirical Formula
4. Conclusions
- C/SiC composite material has the characteristics of uneven distribution of the matrix materials. The change in material hardness at different positions very easily leads to damage of the tool in the machining test, which will cause unpredictable adverse effects on the subsequent processing. Using UVAG can effectively weaken the influence of such uneven features on the machining and reduce the grinding force’s fluctuation range. This trend is more prominent in the end grinding.
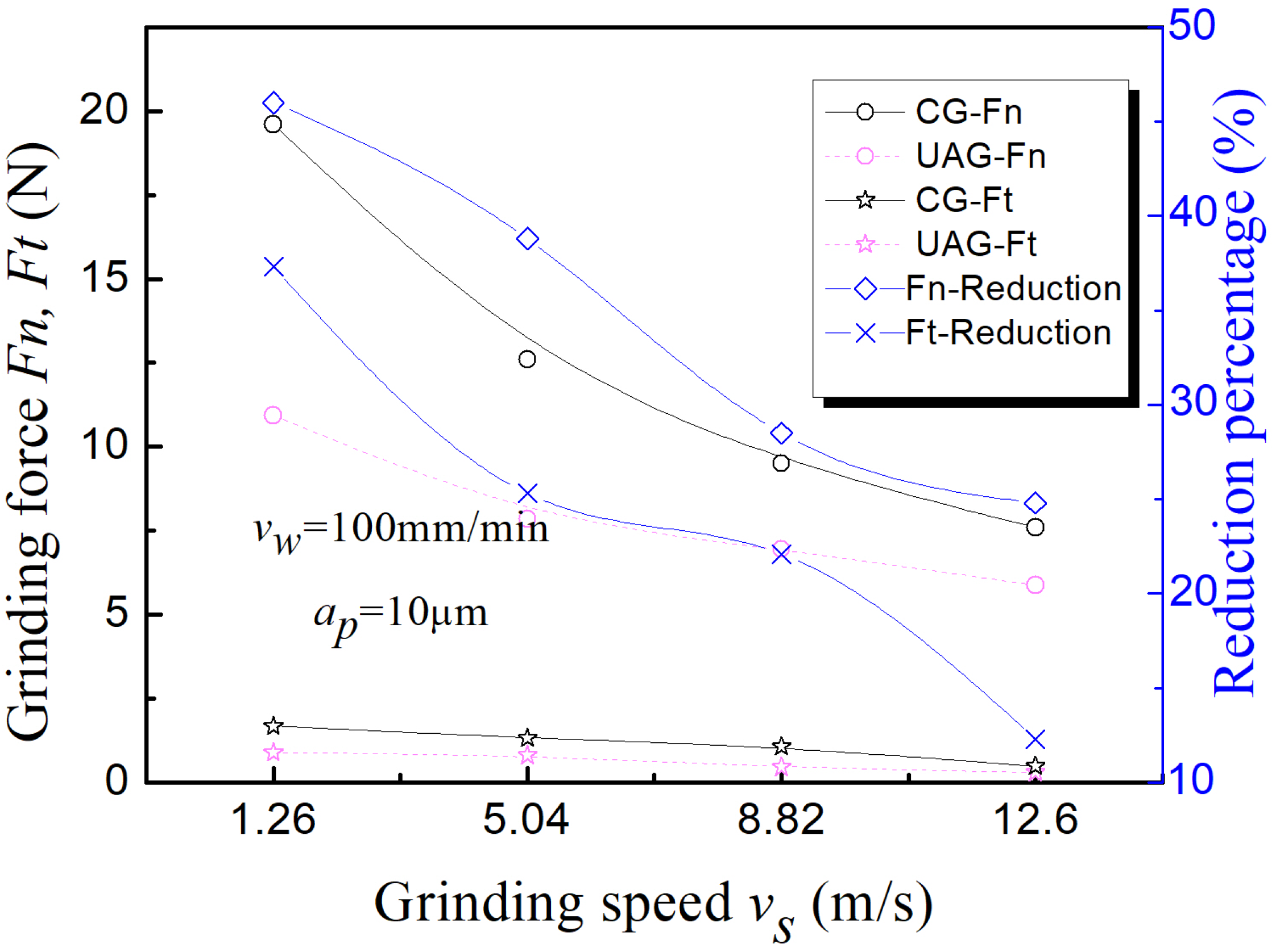
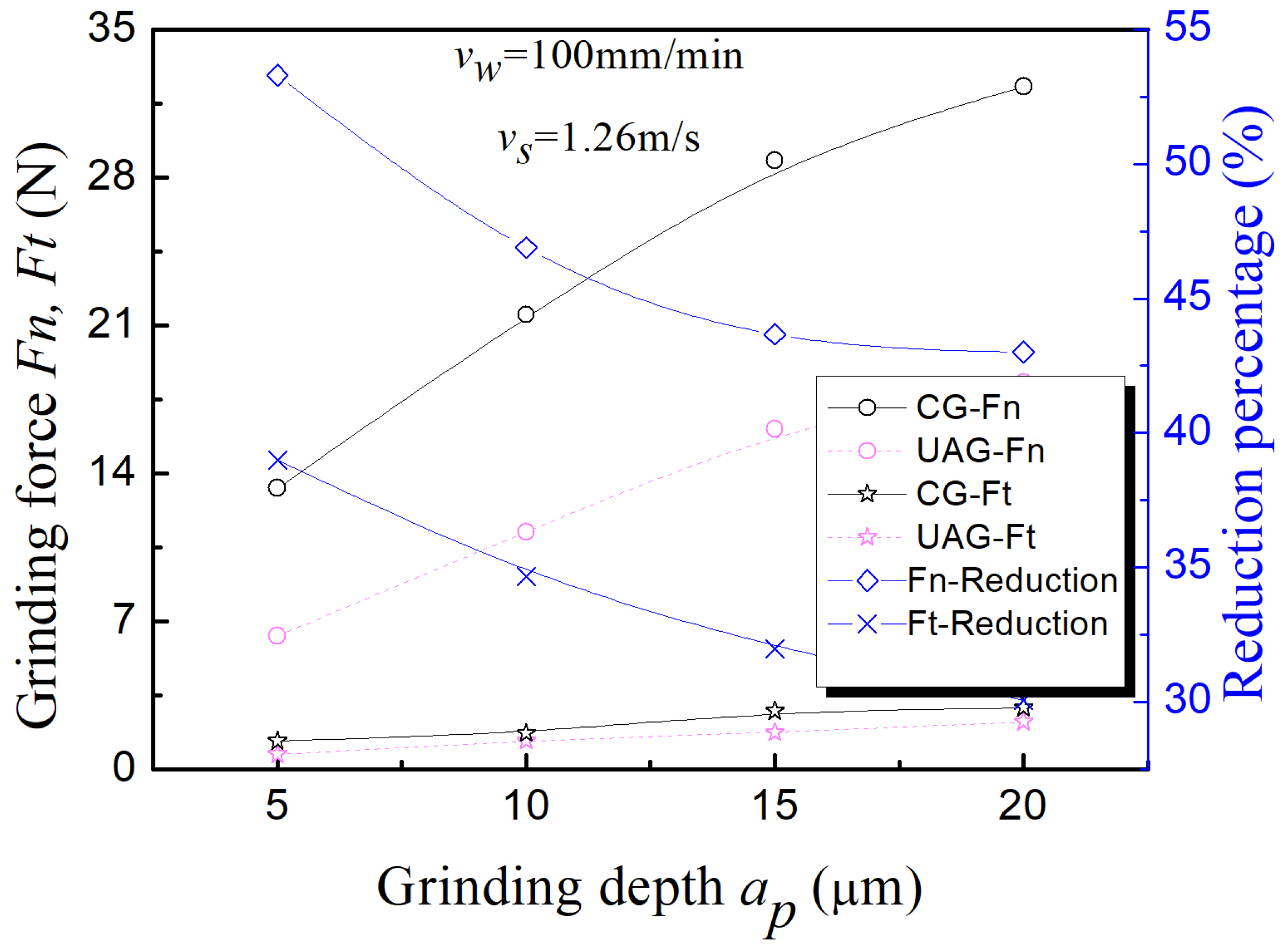
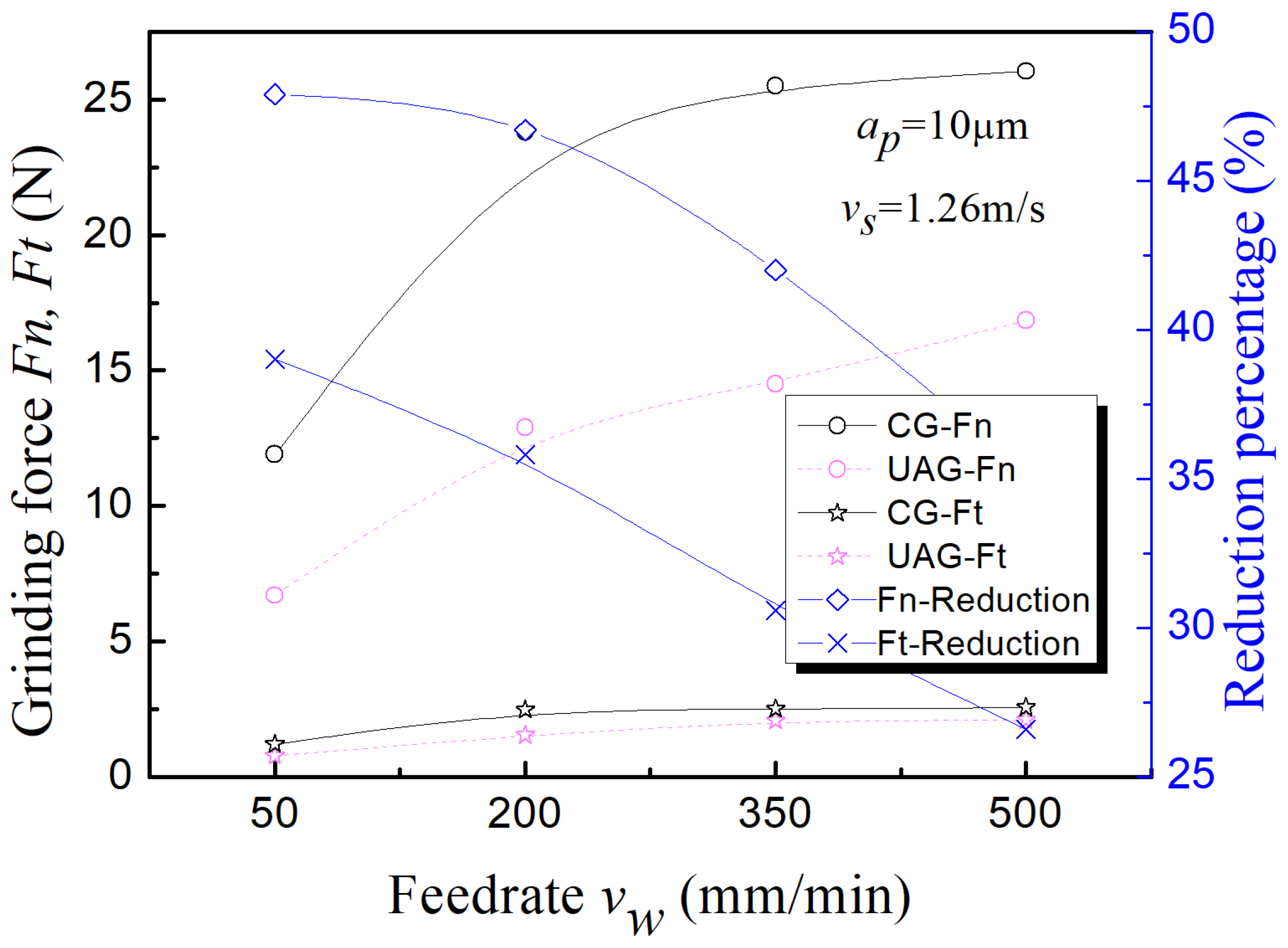
- In the common and ultrasonic-assisted side grinding of C/SiC composites, the grinding speed, grinding depth, and feed speed have similar effects on the grinding force. Still, UVAG can significantly reduce the grinding force. The maximum reduction range of normal grinding force and tangential grinding force is about .
- UVAG of C/SiC composite material can significantly reduce the grinding force compared with common grinding. The maximum reduction in normal grinding force is about , and the maximum reduction of tangential grinding force is about .
- By comparing the grinding force ratio of side grinding and end grinding of C/SiC composite materials, it can be seen that during the side grinding, although UVAG can reduce the grinding force, the grinding force ratio is no different from that of common grinding. The grinding force ratio of UVAG during end grinding is significantly lower than that of common grinding, indicating that ultrasonic vibration can soften materials and sharpen cutting to a certain extent through high-frequency impact during end grinding, which greatly improves the machinability of materials.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Krenkel, W.; Henke, T.; Mason, N. In-situ joined CMC components. In Key Engineering Materials; Trans Tech Publ: Zurich, Switzerland, 1997; Volume 127, pp. 313–320. [Google Scholar]
- Liu, W.; Wei, Y.; Deng, J. Carbon-fiber-reinforced C-SiC binary matrix composites. Carbon 1995, 33, 441–447. [Google Scholar] [CrossRef]
- Liu, Q.; Huang, S.; Aijie, H. Application requirements and challenges of CMC-SiC composites on aero-engine. J. Mater. Eng. 2019, 47, 1–10. [Google Scholar]
- Chen, D.; Han, W.; Li, S.; Lu, Z.; Qiu, H.; Shao, C.; Wang, C.; Wang, H.; Zhang, M.; Zhou, X.; et al. Fabrication, Microstructure, Properties and Applications of Continunous Ceramic Fibers: A Review of Present Status and Further Directions. Adv. Ceram. 2018, 3, 151–222. [Google Scholar]
- Zhao, D.; Yin, H.; Luo, F.; Zhou, W. Microstructure and Mechanical Property of 3D Textile C/SiC Composites Fabricated by Chemical Vapor Infiltration. In Advanced Materials Research; Trans Tech Publ: Zurich, Switzerland, 2006; Volume 11, pp. 81–84. [Google Scholar]
- Deng, J.; Liu, W.; Wei, Y.; Wang, Z. Preparation of carbon fiber reinforced carbon-silicon carbide gradient matrix composites by chemical vapor infiltration. Carbon 1995, 2, 4–8. [Google Scholar]
- Shen, J.; Wang, J.; Jiang, B.; Xu, X. Study on wear of diamond wheel in ultrasonic vibration-assisted grinding ceramic. Wear 2015, 332, 788–793. [Google Scholar] [CrossRef]
- Ding, K.; Fu, Y.; Su, H.; Gong, X.; Wu, K. Wear of diamond grinding wheel in ultrasonic vibration-assisted grinding of silicon carbide. Int. J. Adv. Manuf. Technol. 2014, 71, 1929–1938. [Google Scholar] [CrossRef]
- Zhang, J.; Zhao, Y.; Zhang, S.; Wei, Z. Kinematic analysis of ultrasonic vibration assisted micro end grinding. In Key Engineering Materials; Trans Tech Publ: Zurich, Switzerland, 2014; Volume 609, pp. 1357–1361. [Google Scholar]
- Peng, Y.; Wu, Y.; Liang, Z.; Guo, Y. Kinematical characteristics of two-dimensional vertical ultrasonic vibration-assisted grinding technology. In Proceedings of the 5th International Symposium on Advanced Optical Manufacturing and Testing Technologies: Advanced Optical Manufacturing Technologies, Dalian, China, 26–29 April 2010; International Society for Optics and Photonics: Bellingham, WA, USA, 2010; Volume 7655, p. 765508. [Google Scholar]
- Zhang, H.; Zhang, J. Brittle material removal mechanism of ultrasonic vibration assisted grinding. J. Chongqing Univ. 2010, 33, 32–36. [Google Scholar]
- Yan, Y.; Zhao, B.; Liu, J. Research on the Surface/Subsurface Damages of ZTA Ceramics under Two-Dimensional Ultrasonic Vibration Assisted Grinding. In Key Engineering Materials; Trans Tech Publ: Zurich, Switzerland, 2009; Volume 416, pp. 619–623. [Google Scholar]
- Yang, H.; Liu, R.; Zhou, X.; Cao, Y. New Board Material—C/SiC Composite. Mater. Rev. 2012, 1, 20–23. [Google Scholar]
- Krenkel, W.; Henke, T. Design of high performance CMC brake discs. High Temp. Ceram. Matrix Compos. 1998, 3, 421–424. [Google Scholar]
- Wang, Y. The Mechanism and Experimental Study of Axial Ultrasonic Vibration Assisted Grinding. Ph.D. Thesis, Tianjin University, Tianjin, China, 2015. [Google Scholar]
- Hecker, R.L.; Liang, S.Y.; Wu, X.J.; Xia, P.; Jin, D.G.W. Grinding force and power modeling based on chip thickness analysis. Int. J. Adv. Manuf. Technol. 2007, 33, 449–459. [Google Scholar] [CrossRef]
- Xiao, X.; Zheng, K.; Liao, W. Prediction model of cutting force in ultrasonic vibration assisted grinding of zirconia ceramics. J. Vib. Shock 2015, 34, 24. [Google Scholar]
- Wang, Y.; Lin, B.; Wang, S.; Cao, X. Study on the system matching of ultrasonic vibration assisted grinding for hard and brittle materials processing. Int. J. Mach. Tools Manuf. 2014, 77, 66–73. [Google Scholar] [CrossRef]
- Zhang, H. Study on the Technology and Mechanism of Ultrasonic Vibration Assisted Grinding. Ph.D. Thesis, Shandong University, Shandong, China, 2007. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Description |
|---|---|
| Machine tool | DMG Ultrasonic 20 Linear |
| Schott cup-shaped sintered diamond grinding wheel | 6A9 − Do.24 − X = 2 − U = 6 − D91H |
| Grinding force measuring device | KISTLER9272 three-way piezoelectric crystal dynamometer |
| Amplitude measuring device | LV-S01-HF Laser Vibrometer |
| A Grinding Wheel Linear Speed | B Feed Rate | C Grinding Depth | |
|---|---|---|---|
| Condition 1 | 1.26 | 50 | 0.01 |
| Condition 2 | 5.04 | 200 | 0.02 |
| Condition 3 | 8.82 | 350 | 0.03 |
| Condition 4 | 12.6 | 500 | 0.04 |
| A Grinding Wheel Linear Speed | B Feed Rate | C Grinding Depth | |
|---|---|---|---|
| Condition 1 | 1.26 | 50 | 0.005 |
| Condition 2 | 5.04 | 200 | 0.01 |
| Condition 3 | 8.82 | 350 | 0.015 |
| Condition 4 | 12.6 | 500 | 0.02 |
| Serial Number | Parameters Used for Grinding | ||
|---|---|---|---|
| Condition 1 | 10 | 1.256 | 50 |
| Condition 2 | 10 | 12.56 | 500 |
| Condition 3 | 40 | 1.256 | 500 |
| Condition 4 | 40 | 12.56 | 50 |
| Serial Number | Parameters Used for Grinding | ||
|---|---|---|---|
| Condition 1 | 5 | 1.256 | 50 |
| Condition 2 | 5 | 12.56 | 500 |
| Condition 3 | 20 | 1.256 | 500 |
| Condition 4 | 20 | 12.56 | 50 |
| Serial Number | Parameters Used for Grinding | Measured Value of Tangential Force | |||
|---|---|---|---|---|---|
| Condition 1 | 10 | 1.256 | 50 | 0.878 | −0.05651 |
| Condition 2 | 10 | 12.56 | 500 | 0.5729 | −0.2419 |
| Condition 3 | 40 | 1.256 | 500 | 2.6882 | 0.4295 |
| Condition 4 | 40 | 12.56 | 50 | 1.047 | 0.01995 |
| Serial Number | Parameters Used for Grinding | Measured Value of Tangential Force | |||
|---|---|---|---|---|---|
| Condition 1 | 10 | 1.256 | 50 | 0.715 | −0.1456 |
| Condition 2 | 10 | 12.56 | 500 | 0.5175 | −0.2861 |
| Condition 3 | 40 | 1.256 | 500 | 2.33 | 0.3674 |
| Condition 4 | 40 | 12.56 | 50 | 0.946 | −0.02411 |
| Serial Number | Parameters Used for Grinding | Measured Value of Tangential Force | |||
|---|---|---|---|---|---|
| Condition 1 | 5 | 1.256 | 50 | 0.9725 | −0.01211 |
| Condition 2 | 5 | 12.56 | 500 | 0.5198 | −0.2841 |
| Condition 3 | 20 | 1.256 | 500 | 3.3307 | 0.5225 |
| Condition 4 | 20 | 12.56 | 50 | 1.0247 | 0.0106 |
| Serial Number | Parameters Used for Grinding | Measured Value of Tangential Force | |||
|---|---|---|---|---|---|
| Condition 1 | 5 | 1.256 | 50 | 0.6018 | −0.2205 |
| Condition 2 | 5 | 12.56 | 500 | 0.45885 | −0.3383 |
| Condition 3 | 20 | 1.256 | 500 | 2.2607 | 0.3542 |
| Condition 4 | 20 | 12.56 | 50 | 0.8763 | −0.05735 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, D.; Fan, H.; Xu, D.; Zhang, Y. Research on Grinding Force of Ultrasonic Vibration-Assisted Grinding of C/SiC Composite Materials. Appl. Sci. 2022, 12, 10352. https://doi.org/10.3390/app122010352
Wang D, Fan H, Xu D, Zhang Y. Research on Grinding Force of Ultrasonic Vibration-Assisted Grinding of C/SiC Composite Materials. Applied Sciences. 2022; 12(20):10352. https://doi.org/10.3390/app122010352
Chicago/Turabian StyleWang, Dongpo, Hongjie Fan, Dong Xu, and Yuanlin Zhang. 2022. "Research on Grinding Force of Ultrasonic Vibration-Assisted Grinding of C/SiC Composite Materials" Applied Sciences 12, no. 20: 10352. https://doi.org/10.3390/app122010352