
Toward Sustainability of the Aqueous Phase Reforming of Wastewater: Heat Recovery and Integration

 ,
,  , , and
, , and
Abstract
:Featured Application
Abstract
1. Introduction
2. Materials and Methods
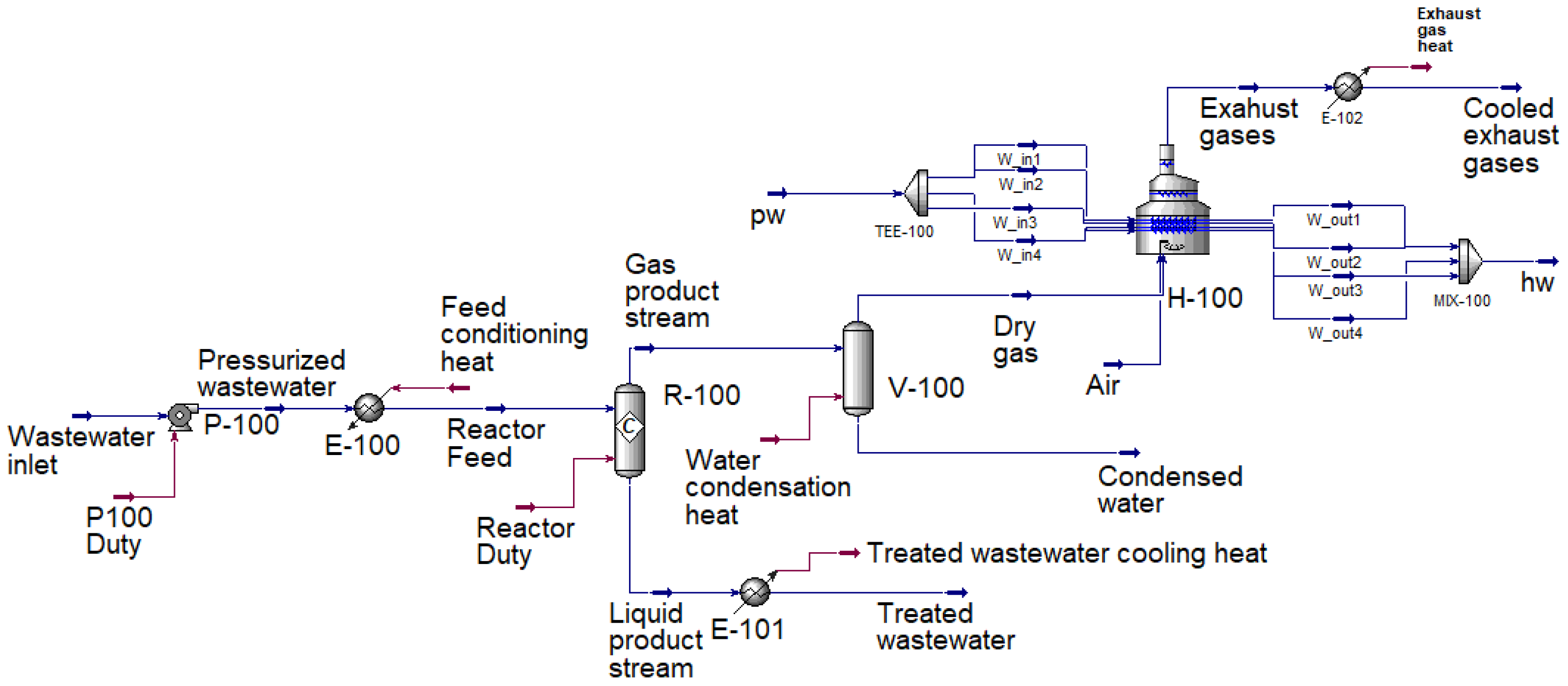
- Reactor thermal operation mode: the reactions involved in the APR process were considered to take place in an isothermal and isobaric regime, generating the gas-product stream and treated wastewater.
- Heat recovery from treated wastewater: treated wastewater left the reactor at reaction temperature, and heat was recovered from this stream by exchange.
- Combustion of gas-product stream and heat recovery: the gas-product stream containing H2, CH4 and CO2 was considered a fuel gas that was burned in a fired heater for heat recovery.
- Pressurized inlet wastewater preheating to reach the reactor operating temperature: in the industrial process, it is usual to cover it (at least partially) with heat interchange with the reactor outlet stream.
- Reactor heat demand (reactor duty): the most important heat consumption. The significance of this contribution did not come from the reaction enthalpy (which is not high) but from water evaporation, which is a key aspect for cost-efficient operation when processing diluted feeds [23].
- Treated reactor effluent: can be used for reactor-feed-stream preheating as indicated above.
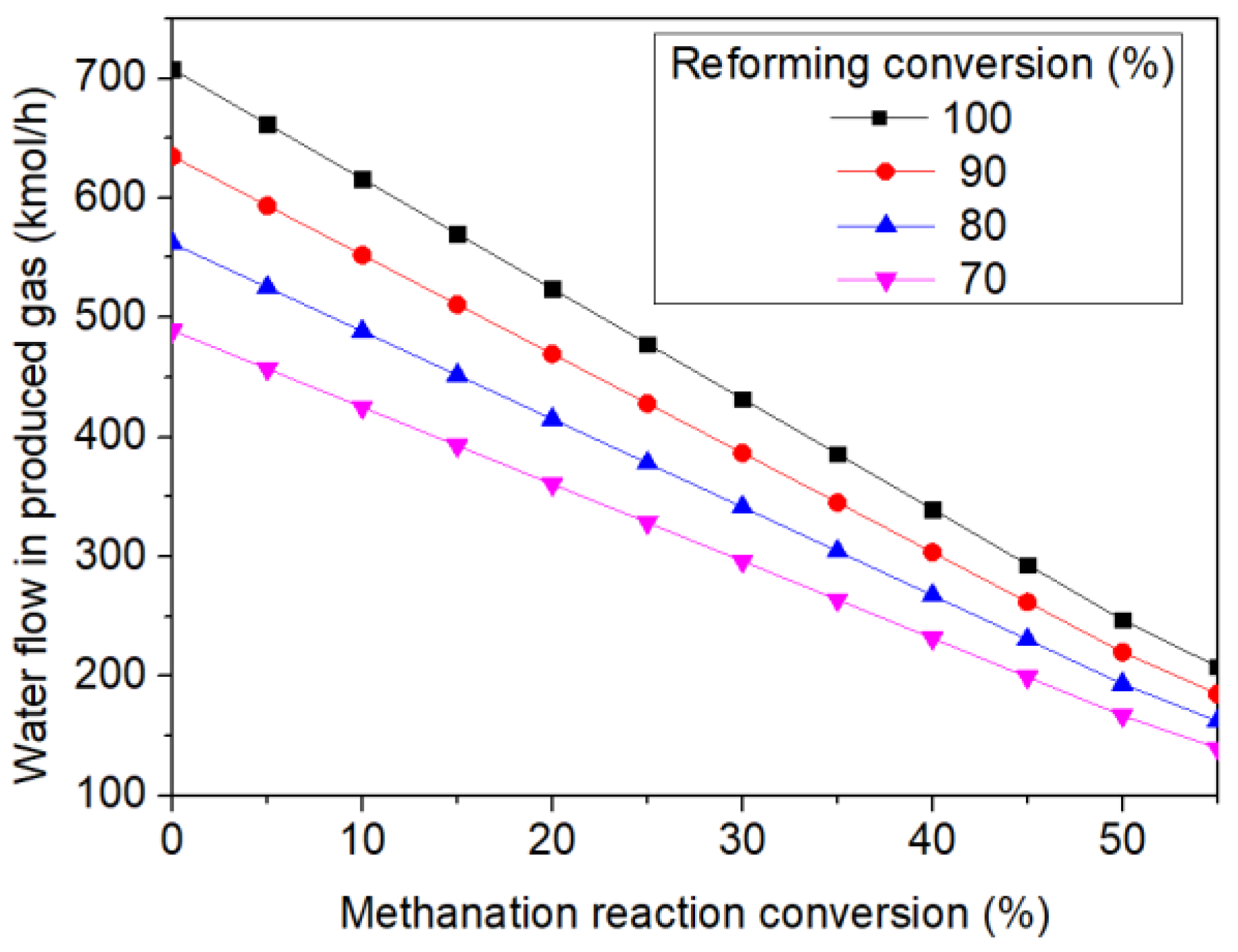
- Condensation of water present in gas stream from the reactor; it was highly dependent on the amount of water evaporated in the reactor.
- Gas stream from the APR reactor: by combustion of this stream, a large amount of heat could be recovered both in the furnace unit and from hot exhaust gases.
2.1. Process Heat Balance under Different APR Operating Conditions
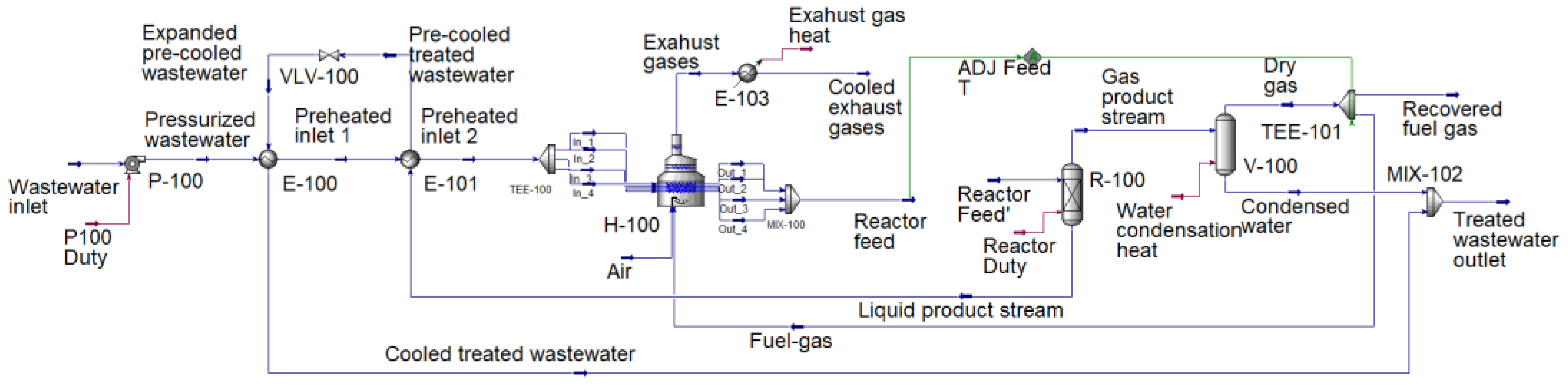
2.2. Heat Integration Study
3. Results and Discussion
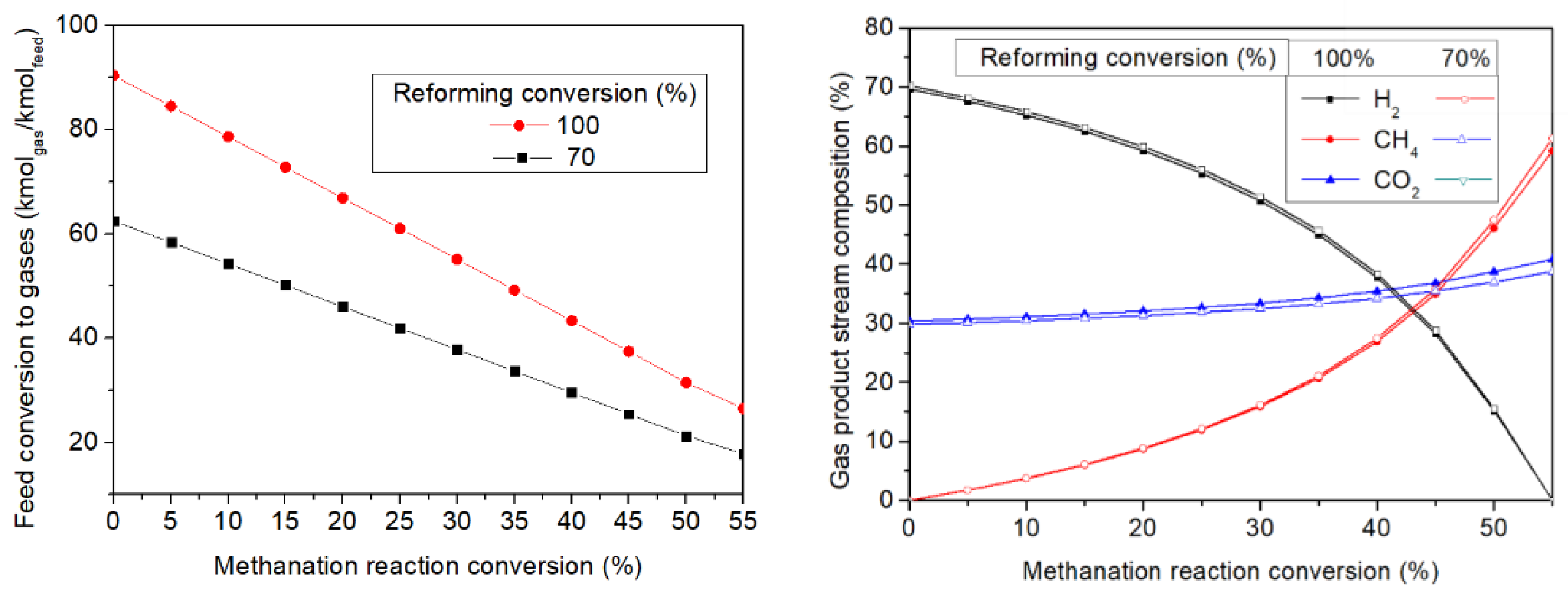
3.1. Process Heat Balance at Different APR Operating Conditions
3.2. Heat Integration Study
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Cortright, R.D.; Davda, R.R.; A Dumesic, J. Hydrogen from catalytic reforming of biomass-derived hydrocarbons in liquid water. Nature 2002, 418, 964–967. [Google Scholar] [CrossRef] [PubMed]
- Davda, R.; Shabaker, J.; Huber, G.; Cortright, R.; Dumesic, J. A review of catalytic issues and process conditions for renewable hydrogen and alkanes by aqueous-phase reforming of oxygenated hydrocarbons over supported metal catalysts. Appl. Catal. B Environ. 2005, 56, 171–186. [Google Scholar] [CrossRef]
- Tanksale, A.; Beltramini, J.N.; Lu, G.M. A review of catalytic hydrogen production processes from biomass. Renew. Sustain. Energy Rev. 2010, 14, 166–182. [Google Scholar] [CrossRef]
- Coronado, I.; Stekrova, M.; Reinikainen, M.; Simell, P.; Lefferts, L.; Lehtonen, J. A review of catalytic aqueous-phase reforming of oxygenated hydrocarbons derived from biorefinery water fractions. Int. J. Hydrogen Energy 2016, 41, 11003–11032. [Google Scholar] [CrossRef]
- Rossetti, I.; Tripodi, A. Catalytic Production of Renewable Hydrogen for Use in Fuel Cells: A Review Study. Top. Catal. 2022, 1–20. [Google Scholar] [CrossRef]
- Zoppi, G.; Pipitone, G.; Pirone, R.; Bensaid, S. Aqueous phase reforming process for the valorization of wastewater streams: Application to different industrial scenarios. Catal. Today 2021, 387, 224–236. [Google Scholar] [CrossRef]
- Shahbudin, M.I.; Jacob, D.M.; Ameen, M.; Aqsha, A.; Azizan, M.T.; Yusoff, M.H.M.; Sher, F. Liquid value-added chemicals production from aqueous phase reforming of sorbitol and glycerol over sonosynthesized Ni-based catalyst. J. Environ. Chem. Eng. 2021, 9, 105766. [Google Scholar] [CrossRef]
- Zoppi, G.; Pipitone, G.; Gruber, H.; Weber, G.; Reichhold, A.; Pirone, R.; Bensaid, S. Aqueous phase reforming of pilot-scale Fischer-Tropsch water effluent for sustainable hydrogen production. Catal. Today 2021, 367, 239–247. [Google Scholar] [CrossRef]
- Irmak, S.; Tiryaki, O.N. Is it economical and beneficial to produce hydrogen from excess corn kernels? Fuel 2020, 272, 117747. [Google Scholar] [CrossRef]
- Kalekar, V.N.; Vaidya, P.D. Hydrogen Production by Reforming of Sodium Alginate in the Liquid Phase over Pt/C Catalyst. Ind. Eng. Chem. Res. 2021, 60, 9755–9763. [Google Scholar] [CrossRef]
- Aho, A.; Alvear, M.; Ahola, J.; Kangas, J.; Tanskanen, J.; Simakova, I.; Santos, J.L.; Eränen, K.; Salmi, T.; Murzin, D.Y.; et al. Aqueous phase reforming of birch and pine hemicellulose hydrolysates. Bioresour. Technol. 2022, 348, 126809. [Google Scholar] [CrossRef] [PubMed]
- Tanksale, A.; Zhou, C.H.; Beltramini, J.N.; Lu, G.Q. Hydrogen production by aqueous phase reforming of sorbitol using bimetallic Ni–Pt catalysts: Metal support interaction. J. Incl. Phenom. Macrocycl. Chem. 2009, 65, 83–88. [Google Scholar] [CrossRef]
- Murzin, D.Y.; Garcia, S.; Russo, V.; Kilpiö, T.; Godina, L.I.; Tokarev, A.V.; Kirilin, A.V.; Simakova, I.L.; Poulston, S.; Sladkovskiy, D.A.; et al. Kinetics, Modeling, and Process Design of Hydrogen Production by Aqueous Phase Reforming of Xylitol. Ind. Eng. Chem. Res. 2017, 56, 13240–13253. [Google Scholar] [CrossRef]
- Kirilin, A.V.; Tokarev, A.V.; Kustov, L.; Salmi, T.; Mikkola, J.-P.; Murzin, D.Y. Aqueous phase reforming of xylitol and sorbitol: Comparison and influence of substrate structure. Appl. Catal. A Gen. 2012, 435–436, 172–180. [Google Scholar] [CrossRef]
- Kim, T.-W.; Park, H.J.; Yang, Y.-C.; Jeong, S.-Y.; Kim, C.-U. Hydrogen production via the aqueous phase reforming of polyols over three dimensionally mesoporous carbon supported catalysts. Int. J. Hydrogen Energy 2014, 39, 11509–11516. [Google Scholar] [CrossRef]
- He, C.; Zheng, J.; Wang, K.; Lin, H.; Wang, J.-Y.; Yang, Y. Sorption enhanced aqueous phase reforming of glycerol for hydrogen production over Pt-Ni supported on multi-walled carbon nanotubes. Appl. Catal. B Environ. 2015, 162, 401–411. [Google Scholar] [CrossRef]
- van Haasterecht, T.; Ludding, C.; de Jong, K.; Bitter, J. Stability and activity of carbon nanofiber-supported catalysts in the aqueous phase reforming of ethylene glycol. J. Energy Chem. 2013, 22, 257–269. [Google Scholar] [CrossRef]
- Kim, H.-D.; Park, H.J.; Kim, T.-W.; Jeong, K.-E.; Chae, H.-J.; Jeong, S.-Y.; Lee, C.-H.; Kim, C.-U. The effect of support and reaction conditions on aqueous phase reforming of polyol over supported Pt–Re bimetallic catalysts. Catal. Today 2012, 185, 73–80. [Google Scholar] [CrossRef]
- Suffredini, D.F.; Thyssen, V.V.; de Almeida, P.M.; Gomes, R.S.; Borges, M.C.; de Farias, A.M.D.; Assaf, E.M.; Fraga, M.A.; Brandão, S.T. Renewable hydrogen from glycerol reforming over nickel aluminate-based catalysts. Catal. Today 2017, 289, 96–104. [Google Scholar] [CrossRef]
- Seretis, A.; Tsiakaras, P. A thermodynamic analysis of hydrogen production via aqueous phase reforming of glycerol. Fuel Process. Technol. 2015, 134, 107–115. [Google Scholar] [CrossRef]
- Bindwal, A.B.; Vaidya, P.D. Toward hydrogen production from aqueous phase reforming of polyols on Pt/Al2O3 catalyst. Int. J. Hydrogen Energy 2016, 41, 6085–6093. [Google Scholar] [CrossRef]
- de Miera, B.S.; DE Oliveira, A.S.; Baeza, J.; Calvo, L.; Rodriguez, J.; Gilarranz, M. Treatment and valorisation of fruit juice wastewater by aqueous phase reforming: Effect of pH, organic load and salinity. J. Clean. Prod. 2020, 252, 119849. [Google Scholar] [CrossRef]
- De Oliveira, A.S.; Baeza, J.; Calvo, L.; Alonso-Morales, N.; Heras, F.; Rodriguez, J.; Gilarranz, M. Production of hydrogen from brewery wastewater by aqueous phase reforming with Pt/C catalysts. Appl. Catal. B Environ. 2019, 245, 367–375. [Google Scholar] [CrossRef]
- Sladkovskiy, D.A.; Godina, L.I.; Semikin, K.V.; Sladkovskaya, E.V.; Smirnova, D.A.; Murzin, D.Y. Process design and techno-economical analysis of hydrogen production by aqueous phase reforming of sorbitol. Chem. Eng. Res. Des. 2018, 134, 104–116. [Google Scholar] [CrossRef]
- Lee, S.; Esfahani, I.J.; Ifaei, P.; Moya, W.; Yoo, C. Thermo-environ-economic modeling and optimization of an integrated wastewater treatment plant with a combined heat and power generation system. Energy Convers. Manag. 2017, 142, 385–401. [Google Scholar] [CrossRef]
- Khodabandehloo, M.; Larimi, A.; Khorasheh, F. Comparative process modeling and techno-economic evaluation of renewable hydrogen production by glycerol reforming in aqueous and gaseous phases. Energy Convers. Manag. 2020, 225, 113483. [Google Scholar] [CrossRef]
- Kirilin, A.V.; Tokarev, A.V.; Murzina, E.V.; Kustov, L.; Mikkola, J.-P.; Murzin, D.Y. Reaction Products and Transformations of Intermediates in the Aqueous-Phase Reforming of Sorbitol. ChemSusChem 2010, 3, 708–718. [Google Scholar] [CrossRef]
- Fujita, S.; Terunuma, H.; Nakamura, M.; Takezawa, N. Mechanisms of methanation of carbon monoxide and carbon dioxide over nickel. Ind. Eng. Chem. Res. 1991, 30, 1146–1151. [Google Scholar] [CrossRef]
- Byron Smith, R.J.; Loganathan, M.; Shantha, M.S. A Review of the Water Gas Shift Reaction Kinetics. Int. React. J. Chem. React. Eng. 2010, 8, 32. [Google Scholar] [CrossRef]
- Oliveira, A.S.; Baeza, J.A.; Calvo, L.; Alonso-Morales, N.; Heras, F.; Lemus, J.; Rodriguez, J.J.; Gilarranz, M.A. Exploration of the treatment of fish-canning industry effluents by aqueous-phase reforming using Pt/C catalysts. Environ. Sci. Water Res. Technol. 2018, 4, 1979–1987. [Google Scholar] [CrossRef] [Green Version]
- Godina, L.I.; Heeres, H.; Garcia, S.; Bennett, S.; Poulston, S.; Murzin, D.Y. Hydrogen production from sucrose via aqueous-phase reforming. Int. J. Hydrogen Energy 2019, 44, 14605–14623. [Google Scholar] [CrossRef]
- Ulrich, G.D.; Vasudevan, P.T. Chemical Engineering Process Design and Economics: A Practical Guide; N.H. Process Pub.: Durham, UK, 2004. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reforming | CnH2n+2On + nH2O ⇔ nCO + (2n + 1)H2 |
| Water–Gas Shift | CO + H2O ⇔ CO2 + H2 |
| Methanation | CO2 + 4H2 ⇔ CH4 + 2H2O CO + 3H2 ⇔ CH4 + H2O |
| Fischer–Tropsch Hydrogenation Dehydration | (2n + 1)H2 + nCO → CnH2n+2 + nH2O 2nH2 + nCO → CnH2n + nH2O CnH2n+2On + nH2 ⇔ CnH2n + H2O |
| Operating conditions | |
| Wastewater inlet flowrate (m3/h) Wastewater inlet temperature (°C) | 180 20 |
| Wastewater inlet pressure (bar) | 1 |
| APR reactor temperature (°C) | 220 |
| APR reactor pressure (bar) | 30 |
| Treated wastewater temperature (°C) | 25 |
| Exhaust gases temperature (°C) | 110 |
| Fired heater parameters (%) Combustion efficiency Oxygen excess | 65 10 |
| Studied variables (independent) | |
| Wastewater inlet concentration (%w organic matter) | 1–2 |
| Reaction conversion (%) Reforming Methanation | 70–100 0–55 |
| Inlet Concentration (%w) | P (Bar) | Conversion (%) Reforming/Methanation | HC (%) |
|---|---|---|---|
| 1 | 40 | 100/0 | −7.2 |
| 35 | 100/54 | −9.9 | |
| 2 | 50 | 100/0 | −22.2 |
| 45 | 100/54 | −29.5 |
| Scenario | ||||
|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |
| Wastewater concentration (%) | 1 | 1 | 2 | 2 |
| APR reactor pressure (bar) | 40 | 35 | 50 | 45 |
| Reforming conversion (%) | 100 | 100 | 100 | 100 |
| Methanation conversion (%) | 0 | 54 | 0 | 54 |
| Scenario 1 | Scenario 2 | Scenario 3 | Scenario 4 | |
|---|---|---|---|---|
| Exhaust gases T (°C) | 514.4 | 567.3 | 510.5 | 558.5 |
| Main gas streams flows (kmol/h) | ||||
| Exhaust gases | ||||
| Fuel gas | 72.99 | 17.23 | 92.59 | 18.50 |
| Recovered fuel gas | 102.80 | 33.12 | 267.10 | 84.39 |
| Main heat flows (kW) | ||||
| Reactor duty | 4566.0 | 773.9 | 7277.0 | 582.5 |
| Water condensation heat | −4160.0 | −1675.0 | −5673.0 | −2005.0 |
| Exhaust gas heat | −700.4 | −556.0 | −875.6 | −580.2 |
| Main heat flows (kWh/m3 of treated wastewater) | ||||
| Reactor duty | 25.5 | 4.3 | 40.7 | 3.3 |
| Water condensation heat | −23.2 | −9.4 | −31.7 | −11.2 |
| Exhaust gas heat | −3.9 | −3.1 | −4.9 | −3.2 |
| Energy recovery | ||||
| Reactor duty (kW) | 4566.0 | 773.9 | 7277.0 | 582.5 |
| Reactor duty supplied by recovered fuel gas energy (%) | 70.7 | 100 | 100 | 100 |
| Net heat excess after reactor-duty covering (kW) | 0 | 2099.3 | 1037.7 | 6696.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Heras, F.; de Oliveira, A.S.; Baeza, J.A.; Calvo, L.; Ferro, V.R.; Gilarranz, M.A. Toward Sustainability of the Aqueous Phase Reforming of Wastewater: Heat Recovery and Integration. Appl. Sci. 2022, 12, 10424. https://doi.org/10.3390/app122010424
Heras F, de Oliveira AS, Baeza JA, Calvo L, Ferro VR, Gilarranz MA. Toward Sustainability of the Aqueous Phase Reforming of Wastewater: Heat Recovery and Integration. Applied Sciences. 2022; 12(20):10424. https://doi.org/10.3390/app122010424
Chicago/Turabian StyleHeras, Francisco, Adriana S. de Oliveira, José A. Baeza, Luisa Calvo, Víctor R. Ferro, and Miguel A. Gilarranz. 2022. "Toward Sustainability of the Aqueous Phase Reforming of Wastewater: Heat Recovery and Integration" Applied Sciences 12, no. 20: 10424. https://doi.org/10.3390/app122010424
APA StyleHeras, F., de Oliveira, A. S., Baeza, J. A., Calvo, L., Ferro, V. R., & Gilarranz, M. A. (2022). Toward Sustainability of the Aqueous Phase Reforming of Wastewater: Heat Recovery and Integration. Applied Sciences, 12(20), 10424. https://doi.org/10.3390/app122010424