
XCT and DLW: Synergies of Two Techniques at Sub-Micrometer Resolution


Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Processing
2.2. Sample Geometry and Slicing Software
2.3. Direct Laser Writing (DLW) Setup
2.4. X-ray Computed Tomography (XCT) Setup
2.5. Scanning Electron Microscopy (SEM)
3. Results
3.1. Fabrication Method—Practical Difficulties and Workflow Modifications
3.2. Evaluation of DLW Structures via XCT
3.3. Resolution of XCT Measurements on DLW Structures
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A
Chemical Composition of SZ2080

References
- Malinauskas, M.; Žukauskas, A.; Hasegawa, S.; Hayasaki, Y.; Mizeikis, V.; Buividas, R.; Juodkazis, S. Ultrafast laser processing of materials: From science to industry. Light. Sci. Appl. 2016, 5, e16133. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Skliutas, E.; Lebedevaite, M.; Kabouraki, E.; Baldacchini, T.; Ostrauskaite, J.; Vamvakaki, M.; Farsari, M.; Juodkazis, S.; Malinauskas, M. Polymerization mechanisms initiated by spatio-temporally confined light. Nanophotonics 2021, 10, 1211–1242. [Google Scholar] [CrossRef]
- Cao, Y.; Gan, Z.; Jia, B.; Evans, R.A.; Gu, M. High-photosensitive resin for super-resolution direct-laser-writing based on photoinhibited polymerization. Opt. Express 2011, 19, 19486–19494. [Google Scholar] [CrossRef] [PubMed]
- Burmeister, F.; Steenhusen, S.; Houbertz, R.; Zeitner, U.D.; Nolte, S.; Tünnermann, A. Materials and technologies for fabrication of three-dimensional microstructures with sub-100 nm feature sizes by two-photon polymerization. J. Laser Appl. 2012, 24, 042014. [Google Scholar] [CrossRef] [Green Version]
- Houbertz, R.; Domann, G.; Cronauer, C.; Schmitt, A.; Martin, H.; Park, J.U.; Fröhlich, L.; Buestrich, R.; Popall, M.; Streppel, U.; et al. Inorganic–organic hybrid materials for application in optical devices. Thin Solid Film. 2003, 442, 194–200. [Google Scholar] [CrossRef]
- Ovsianikov, A.; Viertl, J.; Chichkov, B.; Oubaha, M.; MacCraith, B.; Sakellari, I.; Giakoumaki, A.; Gray, D.; Vamvakaki, M.; Farsari, M.; et al. Ultra-low shrinkage hybrid photosensitive material for two-photon polymerization microfabrication. ACS Nano 2008, 2, 2257–2262. [Google Scholar] [CrossRef]
- Ovsianikov, A.; Shizhou, X.; Farsari, M.; Vamvakaki, M.; Fotakis, C.; Chichkov, B.N. Shrinkage of microstructures produced by two-photon polymerization of Zr-based hybrid photosensitive materials. Opt. Express 2009, 17, 2143–2148. [Google Scholar] [CrossRef]
- Jonušauskas, L.; Gailevičius, D.; Mikoliūnaitė, L.; Sakalauskas, D.; Šakirzanovas, S.; Juodkazis, S.; Malinauskas, M. Optically clear and resilient free-form μ-optics 3D-printed via ultrafast laser lithography. Materials 2017, 10, 12. [Google Scholar] [CrossRef] [Green Version]
- Gissibl, T.; Thiele, S.; Herkommer, A.; Giessen, H. Two-photon direct laser writing of ultracompact multi-lens objectives. Nat. Photonics 2016, 10, 554–560. [Google Scholar] [CrossRef]
- Guo, R.; Xiao, S.; Zhai, X.; Li, J.; Xia, A.; Huang, W. Micro lens fabrication by means of femtosecond two photon photopolymerization. Opt. Express 2006, 14, 810–816. [Google Scholar] [CrossRef]
- Stankevičius, E.; Malinauskas, M.; Račiukaitis, G. Fabrication of scaffolds and micro-lenses array in a negative photopolymer SZ2080 by multi-photon polymerization and four-femtosecond-beam interference. Phys. Procedia 2011, 12, 82–88. [Google Scholar] [CrossRef] [Green Version]
- Bieda, M.; Bouchard, F.; Lasagni, A.F. Two-photon polymerization of a branched hollow fiber structure with predefined circular pores. J. Photochem. Photobiol. A Chem. 2016, 319, 1–7. [Google Scholar] [CrossRef]
- Vanderpoorten, O.; Peter, Q.; Challa, P.K.; Keyser, U.F.; Baumberg, J.; Kaminski, C.F.; Knowles, T.P. Scalable integration of nano-, and microfluidics with hybrid two-photon lithography. Microsyst. Nanoeng. 2019, 5, 40. [Google Scholar] [CrossRef] [Green Version]
- Mačiulaitis, J.; Deveikytė, M.; Rekštytė, S.; Bratchikov, M.; Darinskas, A.; Šimbelytė, A.; Daunoras, G.; Laurinavičienė, A.; Laurinavičius, A.; Gudas, R.; et al. Preclinical study of SZ2080 material 3D microstructured scaffolds for cartilage tissue engineering made by femtosecond direct laser writing lithography. Biofabrication 2015, 7, 015015. [Google Scholar] [CrossRef]
- Shpichka, A.; Koroleva, A.; Kuznetsova, D.; Burdukovskii, V.; Chichkov, B.; Bagratashvili, V.; Timashev, P. Two-photon polymerization in tissue engineering. In Polymer and Photonic Materials towards Biomedical Breakthroughs; Springer: Berlin/Heidelberg, Germany, 2018; pp. 71–98. [Google Scholar]
- Pertoldi, L.; Zega, V.; Comi, C.; Osellame, R. Dynamic mechanical characterization of two-photon-polymerized SZ2080 photoresist. J. Appl. Phys. 2020, 128, 175102. [Google Scholar] [CrossRef]
- Butkutė, A.; Čekanavičius, L.; Rimšelis, G.; Gailevičius, D.; Mizeikis, V.; Melninkaitis, A.; Baldacchini, T.; Jonušauskas, L.; Malinauskas, M. Optical damage thresholds of microstructures made by laser three-dimensional nanolithography. Opt. Lett. 2020, 45, 13–16. [Google Scholar] [CrossRef]
- Žukauskas, A.; Batavičiūtė, G.; Ščiuka, M.; Jukna, T.; Melninkaitis, A.; Malinauskas, M. Characterization of photopolymers used in laser 3D micro/nanolithography by means of laser-induced damage threshold (LIDT). Opt. Mater. Express 2014, 4, 1601–1616. [Google Scholar] [CrossRef]
- Žukauskas, A.; Matulaitienė, I.; Paipulas, D.; Niaura, G.; Malinauskas, M.; Gadonas, R. Tuning the refractive index in 3D direct laser writing lithography: Towards GRIN microoptics. Laser Photonics Rev. 2015, 9, 706–712. [Google Scholar] [CrossRef]
- LaFratta, C.N.; Baldacchini, T. Two-photon polymerization metrology: Characterization methods of mechanisms and microstructures. Micromachines 2017, 8, 101. [Google Scholar] [CrossRef] [Green Version]
- Suzuki, T.; Morikawa, J.; Hashimoto, T.; Buividas, R.; Gervinskas, G.; Paipulas, D.; Malinauskas, M.; Mizeikis, V.; Juodkazis, S. Thermal and optical properties of sol-gel and SU-8 resists. In Proceedings of the Advanced Fabrication Technologies for Micro/Nano Optics and Photonics V, SPIE, San Francisco, CA, USA, 21–26 January 2012; Volume 8249, pp. 93–101. [Google Scholar]
- Cnudde, V.; Boone, M.N. High-resolution X-ray computed tomography in geosciences: A review of the current technology and applications. Earth-Sci. Rev. 2013, 123, 1–17. [Google Scholar] [CrossRef]
- Holt, M.; Harder, R.; Winarski, R.; Rose, V. Nanoscale hard X-ray microscopy methods for materials studies. Annu. Rev. Mater. Res. 2013, 43, 183–211. [Google Scholar] [CrossRef]
- Lider, V.V. X-ray microscopy. Uspekhi Fiz. Nauk 2017, 187, 201–219. [Google Scholar] [CrossRef]
- Ewert, U.; Zscherpel, U.; Heyne, K.; Jechow, M.; Bavendiek, K. Image Quality in Digital Industrial Radiography. Mater. Eval. 2012, 70, 955–964. [Google Scholar]
- Zabler, S.; Ullherr, M.; Fella, C.; Schielein, R.; Focke, O.; Zeller-Plumhoff, B.; Lhuissier, P.; DeBoever, W.; Hanke, R. Comparing image quality in phase contrast subμ X-ray tomography—A round-robin study. Nucl. Instruments Methods Phys. Res. Sect. A Accel. Spectrometers Detect. Assoc. Equip. 2020, 951, 162992. [Google Scholar] [CrossRef] [Green Version]
- Sarapata, A.; Ruiz-Yaniz, M.; Zanette, I.; Rack, A.; Pfeiffer, F.; Herzen, J. Multi-contrast 3D X-ray imaging of porous and composite materials. Appl. Phys. Lett. 2015, 106, 154102. [Google Scholar] [CrossRef]
- Davis, G.R.; Elliott, J.C. Artefacts in X-ray microtomography of materials. Mater. Sci. Technol. 2006, 22, 1011–1018. [Google Scholar] [CrossRef]
- Saha, S.K.; Divin, C.; Cuadra, J.A.; Panas, R.M. Effect of proximity of features on the damage threshold during submicron additive manufacturing via two-photon polymerization. J. Micro Nano-Manuf. 2017, 5, 031002. [Google Scholar] [CrossRef] [Green Version]
- Saha, S.K.; Oakdale, J.S.; Cuadra, J.A.; Divin, C.; Ye, J.; Forien, J.B.; Bayu Aji, L.B.; Biener, J.; Smith, W.L. Radiopaque resists for two-photon lithography to enable submicron 3D imaging of polymer parts via X-ray computed tomography. ACS Appl. Mater. Interfaces 2018, 10, 1164–1172. [Google Scholar] [CrossRef] [PubMed]
- Tičkūnas, T.; Paipulas, D.; Purlys, V. Dynamic voxel size tuning for direct laser writing. Opt. Mater. Express 2020, 10, 1432–1439. [Google Scholar] [CrossRef]
- Pandey, P.M.; Reddy, N.V.; Dhande, S.G. Slicing procedures in layered manufacturing: A review. Rapid Prototyp. J. 2003, 9, 274–288. [Google Scholar] [CrossRef] [Green Version]
- Qamar Tanveer, M.; Mishra, G.; Mishra, S.; Sharma, R. Effect of infill pattern and infill density on mechanical behaviour of FDM 3D printed Parts- a current review. Mater. Today Proc. 2022, 62, 100–108. [Google Scholar] [CrossRef]
- Micro-CT Bar Pattern Phantoms—A PTW Company. QRM Quality Assurance in Radiology and Medicine GmbH. Available online: https://www.qrm.de/en/products/micro-ct-bar-pattern-phantoms/ (accessed on 10 August 2022).
- Aletheia Spatial Targets. Available online: http://www.aletheia-imaging.com/ (accessed on 22 September 2022).
- Rueckel, J.; Stockmar, M.; Pfeiffer, F.; Herzen, J. Spatial resolution characterization of a X-ray microCT system. Appl. Radiat. Isot. 2014, 94, 230–234. [Google Scholar] [CrossRef]
- Blažek, P.; Šrámek, J.; Zikmund, T.; Kalasová, D.; Hortvík, V.; Klapetek, P.; Kaiser, J. Voxel size and calibration for CT measurements with a small field of view. In Proceedings of the 9th Conference on Industrial Computed Tomography (iCT 2019), Padova, Italy, 13–15 February 2019. [Google Scholar]
- ASTM E1441-19; Guide for Computed Tomography (CT) Imaging. ASTM International: West Conshohocken, PA, USA, 2019.
- ASTM E1695-20E1; Standard Test Method for Measurement of Computed Tomography (CT) System Performance. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM E1935-97R19; Standard Test Method for Calibrating and Measuring (CT) Density. ASTM International: West Conshohocken, PA, USA, 2019.
- ISO 15708; Non-Destructive Testing—Radiation Methods for Computed Tomography. International Organization for Standardization: Geneva, Switzerland, 2017.
- de Oliveira, M.V.; Wenzel, A.; Campos, P.S.; Spin-Neto, R. Quality assurance phantoms for cone beam computed tomography: A systematic literature review. Dentomaxillofac. Radiol. 2017, 46, 20160329. [Google Scholar] [CrossRef] [Green Version]
- Silva, W.; Zscherpel, U.; Ewert, U.; Lopes, R. Analysis of angular dependent spatial frequency response of Digital Coplanar Translational Laminography. NDT E Int. 2021, 124, 102546. [Google Scholar] [CrossRef]
- Gach, H.M.; Tanase, C.; Boada, F. 2D & 3D Shepp-Logan phantom standards for MRI. In Proceedings of the 2008 19th International Conference on Systems Engineering, Las Vegas, NV, USA, 19–21 August 2008; pp. 521–526. [Google Scholar]
- Du, L.Y.; Umoh, J.; Nikolov, H.N.; Pollmann, S.I.; Lee, T.Y.; Holdsworth, D.W. A quality assurance phantom for the performance evaluation of volumetric micro-CT systems. Phys. Med. Biol. 2007, 52, 7087–7108. [Google Scholar] [CrossRef]
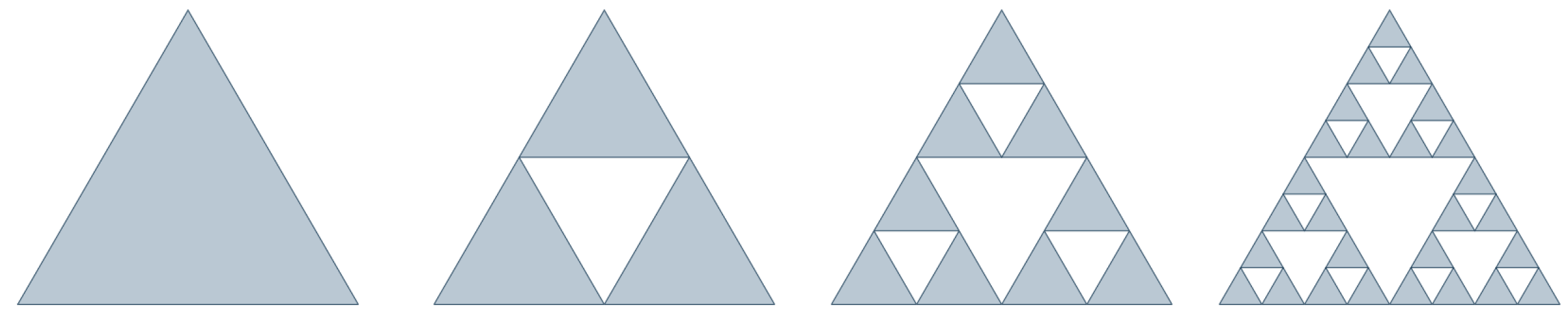
- Sierpinski, W. Sur une courbe dont tout point est un point de ramification. CR Acad. Sci. 1915, 160, 302–305. [Google Scholar]
- Barnsley, M.F.; Hutchinson, J.E.; Stenflo, Ö. V-variable fractals: Fractals with partial self similarity. Adv. Math. 2008, 218, 2051–2088. [Google Scholar] [CrossRef] [Green Version]
- Zeitler, H. Tetrahedron and octahedron fractals. Int. J. Math. Educ. Sci. Technol. 1998, 29, 329–341. [Google Scholar] [CrossRef]
- Web Page of Xradia 610/620 Versa-Series. Available online: https://www.zeiss.com/microscopy/int/products/x-ray-microscopy/zeiss-xradia-610-and-620-versa.html (accessed on 16 October 2022).
- Feldkamp, L.A.; Davis, L.C.; Kress, J.W. Practical cone-beam algorithm. Josa A 1984, 1, 612–619. [Google Scholar] [CrossRef] [Green Version]
- aRTist—Analytical RT Inspection Simulation Tool—artist.bam.de. Available online: http://artist.bam.de/ (accessed on 25 August 2022).
- Giakoumaki, A.N.; Kenanakis, G.; Klini, A.; Androulidaki, M.; Viskadourakis, Z.; Farsari, M.; Selimis, A. 3D micro-structured arrays of ZnO nanorods. Sci. Rep. 2017, 7, 2100. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
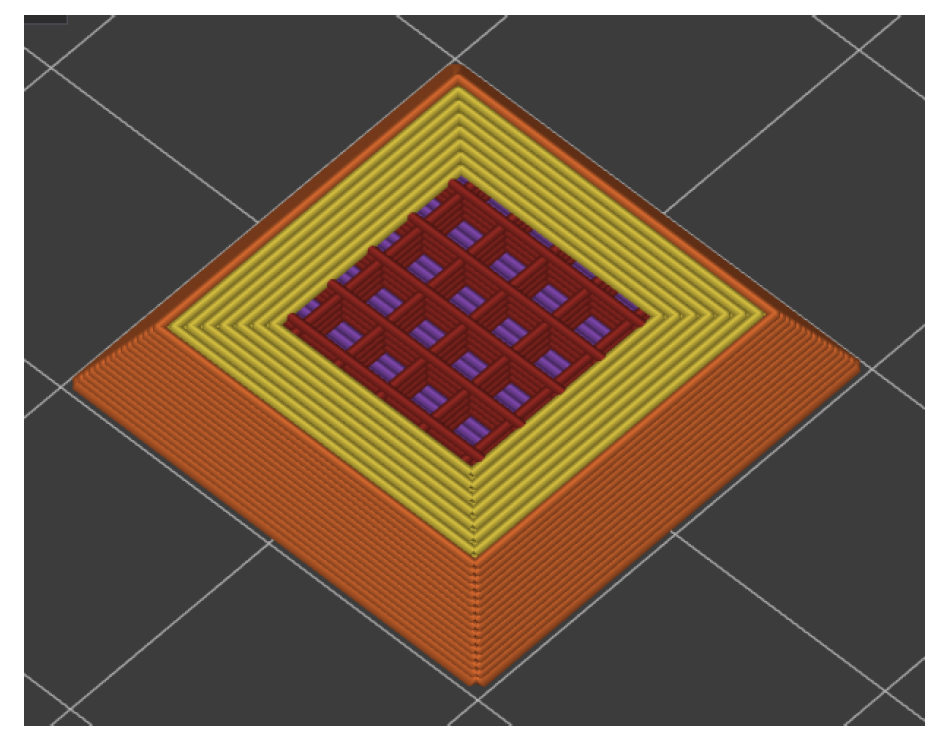
| Sample | Type | Height; Side Length (µm) | Slicer | Slicer Options |
|---|---|---|---|---|
| 1 | Fractal Pyramid | 141; 100 | 3DPoli | Hatching and Slicing distance = 200 nm |
| 2 | Full Pyramid | 141; 100 | Cura | 8 outer walls, single infill line every 4 µm |
| Voltage (kV) | Power (W) | Filter | SOD (mm) | ODD (mm) | Mgeo | Mopt | texp (s) | PSeff (µm) | Nproj |
|---|---|---|---|---|---|---|---|---|---|
| 40 | 3 | None | 10 | 10 | 2x | 40x | 14 | 0.33 | 801 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fritzsche, S.; Jaenisch, G.-R.; Pavasarytė, L.; Funk, A. XCT and DLW: Synergies of Two Techniques at Sub-Micrometer Resolution. Appl. Sci. 2022, 12, 10488. https://doi.org/10.3390/app122010488
Fritzsche S, Jaenisch G-R, Pavasarytė L, Funk A. XCT and DLW: Synergies of Two Techniques at Sub-Micrometer Resolution. Applied Sciences. 2022; 12(20):10488. https://doi.org/10.3390/app122010488
Chicago/Turabian StyleFritzsche, Sven, Gerd-Rüdiger Jaenisch, Lina Pavasarytė, and Alexander Funk. 2022. "XCT and DLW: Synergies of Two Techniques at Sub-Micrometer Resolution" Applied Sciences 12, no. 20: 10488. https://doi.org/10.3390/app122010488