Abstract
This study focused on the experimental drying of Bo Chinh ginseng by the ultrasound-assisted heat pump drying method, in which the effects of drying air temperature (T), ultrasonic power (P), intermittency ratio of ultrasound generator (A) on the moisture effective diffusion coefficient (Deff), saponin content (Sp) and color change (dE) during the drying process were determined. The results showed that the drying time was reduced from 12.5 h at 35 °C to 8.9 h at 40 °C and greatly reduced to 5.8 h at 55 °C. The moisture diffusion coefficient Deff and color change index increased with the increase in drying temperature. Meanwhile, from 35 °C to 45 °C, the saponin content after drying tended to increase gradually, but when the temperature continued to rise from 45 °C to 55 °C, the saponin content decreased. The effect of ultrasonic power in the drying process was in particular as follows. The drying time of 8.8 h at 40 W ultrasonic power reduced to 7.8 h at 80 W ultrasonic power, and reduced to 7 h at 160 W ultrasonic power. The remaining saponin content after drying tended to increase gradually at the power level of 40–120 W (from 89.2% to 95.2%) and decrease when the power increased from 120 to 160 W (from 95.2% to 90.5%). The moisture diffusion coefficient Deff also increased with the increase in ultrasonic power. Meanwhile, the color change of dried products decreased as the ultrasonic power increased in the range of 40–120 W but increased with the ultrasonic power range from 120 to 160 W. Additionally, the experimental method and Box–Behnken design were used for optimizing the drying process with the optimal drying conditions such as drying air temperature of 45.2 °C, ultrasonic power of 127.7 W and intermittency ratio of ultrasound generator of 0.18.
1. Introduction
Bo Chinh ginseng, as well as other agricultural plants, are dried for long-term preservation and storage. Drying is the process of removing moisture from solid materials. Moreover, the drying process must ensure a certain level of quality of products with low operating costs. Energy efficiency during the drying process and the quality of products are the two main factors in drying technology. Drying with the intermittency ratio of the ultrasound generator is a highly promising method, which helps to improve drying efficiency and product quality without increasing drying costs [1,2].
Another great advantage of intermittent drying is the uniform moisture content of the samples. Schössler et al. [3,4] reported that the application of intermittent ultrasound is useful since it can prevent the temperature rise of products caused by the transfer of ultrasonic energy. Thus, in general, color, density, rehydration characteristics, ascorbic acid content and product quality are not changed after ultrasonic treatment.
For valuable and precious ginseng, the conventional convection drying method is no longer employed due to the fact that the taste, color and nutritional values are damaged during the long period of high-temperature drying. In recent years, applying new technologies in combination with traditional drying techniques has become popular [5], among which ultrasound-assisted drying is recognized as a rising star. Compared with other alternative technologies applied in the drying process, such as infrared radiation, microwaves and radio waves, ultrasonic waves possess a weak thermal effect [6]. This property facilitates the drying of heat-sensitive materials where precise control of the process is required to avoid excessive heat of the drying material.
According to Huang et al. [7], the effectiveness of ultrasound depends not only on technical parameters, including wave frequency, ultrasonic intensity and pressure, but also closely relates to the experimental conditions, such as the drying temperature and initial moisture content of the drying material.
To study the effect of ultrasound on product quality, Tao et al. designed a hot-air convective dryer combined with ultrasound to dehydrate garlic slices. The drying process was significantly accelerated, retention of organosulfur compounds was better, and browning was effectively prevented [8]. Similar conclusions were also drawn by Liu [9].
Szadzinska et al. conducted research on green pepper and concluded that convective drying combined with ultrasound and microwaves resulted in less color change of the product compared with convective drying alone, showing that long hot-air drying time may cause considerable color change [10]. Similar conclusions were also drawn by Kroehnke about the effect of drying temperature on color change [11]. According to Ning et al. [5], drying temperature has a significant effect on the saponin content and color of white ginseng. Although high temperature helps to reduce drying time, it also leads to more saponin content loss and color change than low drying temperature. Similar results have also been reported by Ning et al. [12,13] for taegeuk ginseng and red ginseng. These results suggest that low drying temperature is beneficial for maintaining high saponin content in ginseng.
In terms of time and cost for the drying process, research on freeze-drying combined with ultrasound on apples, carrots and eggplants has been carried out by Merone et al. [14]. The study concluded that the assistance of ultrasound helps to reduce drying time and energy consumption and boost mass production without affecting product quality.
Some previous studies focused on the continuity or intermittency of ultrasound-assisted drying, in which the intermittency of ultrasound-assisted drying is that the ultrasound will be operated intermittently in the drying process. Yang et al. [15] conducted research on adzuki bean seeds and concluded that intermittent drying significantly reduced energy consumption compared with continuous drying. In addition, an appropriate intermittency ratio can positively affect the moisture diffusion coefficient. Zhang and Abatzoglou [16] also believed that applying intermittent drying with ultrasound instead of continuous drying will maximize energy efficiency. The authors concluded that ultrasound appears to be a valuable and powerful tool with the potential to reduce processing costs and temperature when dealing with heat-sensitive materials.
In previous studies, experiments on ultrasound-assisted convective drying on various materials have been carried out, and positive results have been obtained. However, some issues caused by ultrasonic waves remain controversial, such as energy consumption from the transmitter and the effect of ultrasonic vibration on product quality and color. Moreover, there are no previous studies evaluating the advantage of the ultrasound-assisted heat pump drying method in the drying of ginseng as compared with traditional drying methods. Therefore, this research proposes an intermittent ultrasound for the drying process to determine the effects of drying agent temperature (T), ultrasonic power (P), intermittency ratio of ultrasound generator (A) on effective moisture diffusion coefficient (Deff), color change (dE) and saponin content (Sp) of Bo Chinh ginseng, a relative of ginseng, with the aim of evaluating the effectiveness of intermittent ultrasound on quality of the product and decreasing energy after the drying process.
2. Materials and Methods
2.1. Experimental Material and Equipment
2.1.1. Experimental Material
The drying material is fresh Bo Chinh ginseng grown in Duc Hue district, Long An province, Vietnam by Hoang Ngoc Global Company. Twelve-month-old ginseng was harvested with a tuber diameter of approximately 25–30 mm. After thoroughly washing and draining, the samples were stored in vacuum-sealed bags at 8 ± 0.5 °C in a refrigerator for about 3–5 days to evenly distribute moisture over the entire sample volume.
In order for the thickness of ginseng slices to be uniform and to avoid errors, the material was sliced with an electric food slicer (Model: RITTER E16 515000, manufacturer: Ritter, made in Gröbenzell, Germany) with a thickness of 6 mm. Before the experiment, the ginseng samples were heated until reaching the ambient temperature of 35 °C and then placed in the drying chamber.
The initial moisture content of the material was determined by an infrared moisture analyzer (Model: FD-720, manufacturer: Kett, made in Tokyo, Japan; measuring range: 0–100% ± 0.02%). After 5 times of moisture determination for 5 random samples, the average value of the initial moisture content of fresh ginseng is .
The product moisture was determined according to the quality standards of Vietnamese Pharmacopoeia [17]: .
During the drying process, the average moisture content of the material was accurately recorded by the automatic monitoring system through the load cell (Model: BCL 20L, made in Seoul, Korea) placed in the drying chamber. The signal was processed and stored by PLC (Model: LX3V-1212MT-A, manufacturer: Wecon, made in Fujian, China).
2.1.2. Experimental Equipment
The ultrasound-assisted heat pump dryer used in this research is self-fabricated. The schematic diagram and actual model of the drying equipment are shown in Figure 1 and Figure 2, respectively.
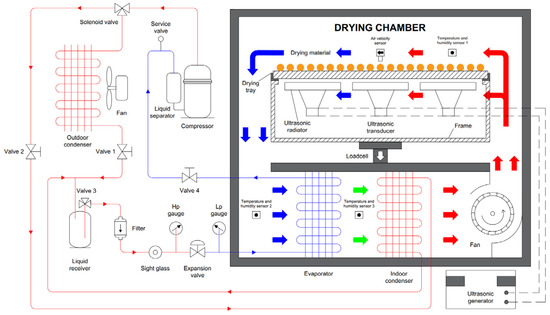
Figure 1.
Schematic diagram of drying process.
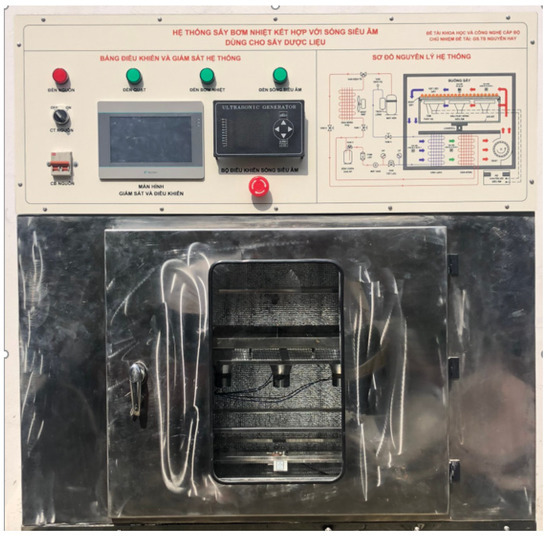
Figure 2.
Actual self-fabricated model of ultrasound-assisted heat pump dryer.
The ultrasound-assisted heat pump dryer consists of 3 main components: heat pump, convection dryer and ultrasonic system. The heat pump system using R22 refrigerant includes compressor (Model: AE4460E, manufacturer: Tecumseh, made in Selangor, Malaysia), condenser, evaporator and expansion valve, with the purpose of dehumidifying and heating the material to the required temperature. The drying system includes drying chamber, blower (Model: 150FLJ5, manufacturer: Hongke, made in Zhejiang, China), temperature sensor (±0.5 °C), humidity sensor (±3%), air velocity sensor (0–10 m/s, ±0.1 m/s) and load cell (0–20 kg, ±0.01 kg). The ultrasonic system consists of ultrasonic generator (Model: KMD-M4, manufacturer: Bopoh, made in Yueyang, China) and ultrasonic transducer (Model: 60W28KP4, manufacturer: BIC, made in Baoding, China). In addition, the drying equipment a uses programmable logic controller (PLC) control system combined with a human–machine interface (HMI) display screen, inverter and other signal sensors to set and control the parameters of drying temperature, drying velocity, drying time, ultrasonic power, intermittency ratio of ultrasound generator, etc.
The drying speed from 0.5 to 3 ± 0.1 m/s was controlled by a Vicruns inverter (Model: VD120-2S, manufacturer: Vicruns, made in Hunan, China). Drying temperature from 35 to 55 ± 0.1 °C was controlled by changing the refrigerant flow rate to the main condenser. Ultrasonic power from 0 to 300 W was controlled by the ultrasonic generator (Model: KMD-M4, power 300 W, frequency 28 kHz). The ultrasonic generator intermittency ratio was set through the ultrasonic ON–OFF time by PLC Wecon (Model: LX3V-1212MT-A, made in Fujian, China).
2.2. Experimental Method
Empirical research was conducted to study the effect of individual input on output. Single-factor experiments were performed at drying temperature 35–40–45–50–55 °C, ultrasonic power 0–40–80–120–160 W and intermittency ratio 0–0.2–0.4–0.6–0.8 (see details in Section 3.1). Multi-factor experiments could then be carried out with optimized input parameters.
Multi-factor empirical research method is used to study the effects of three factors: drying temperature T (°C), ultrasonic power P (W), intermittency ratio of ultrasound generator (A) on moisture effective diffusion coefficient Deff (×10−10 m2/s), saponin content Sp (%) and color change dE.
Experiments were performed according to the second-order matrix set up based on the Box–Behnken design. Data were input, stored and processed using Statgraphics 19 software (version 19.1.02, posted 27 November 2020), and the analysis of variance (ANOVA) method was used to evaluate the impact of input parameters on the research process. The experiments could then be optimized with the aim of increasing the moisture effective diffusion coefficient, preventing color change and retaining as much saponin content in the product.
For each drying time, sliced fresh ginseng with a thickness of 6 ± 0.5 mm was placed on a tray with 1.5 kg/batch. The drying air moved parallel to the tray surface. The drying process took place until the material moisture reached 0.15 kg/kg dry matter (the required moisture for the product to meet the requirements of quality standards of Vietnamese Pharmacopoeia [17]), then drying was stopped according to the preset program.
2.3. Moisture Effective Diffusion Coefficient of Material: Deff
Deff is an important factor in the drying process, which is efficiently used for estimating the drying time during the falling rate period [18].
The effective moisture diffusion coefficient Deff is determined based on the approximate analytical solution of a one-dimensional diffusion equation in a plane with a thickness of 2 L [19].
According to Fick’s second law of diffusion, the differential equation for diffusion is in the plane:
and the approximate analytical solution:
where Deff is the moisture diffusion coefficient (m2/s), L is the half-thickness of the sample (m) and n is a positive integer. The equation can then be simplified as follows:
From the time moisture ratio (MR) value, the least-squares method is used for Equation (4) to find the Deff values.
2.4. Saponin Content
Saponin content (g/100 g dry matter) was determined by the test method SAPONIN/01/2019 at the Research Institute for Biotechnology and Environment (RIBE), Nong Lam University, Ho Chi Minh City, Vietnam. About 2 g of ginseng samples was extracted with 75% methanol and then dried after dissolution. The dried powder was mixed with 10 mL of methanol. Finally, the high-performance liquid chromatography (HPLC) method was used to analyze the saponin content of samples. The initial saponin content of ginseng was determined with a value of 1.625 g/100 g dried material. The saponin content retained in dried material was calculated in Equation (5)
The saponin content Sp (%) in this paper is defined as the percentage of remaining saponin of the product compared to that of the original fresh ginseng sample and is calculated as follows:
where:
Sp1: Initial saponin content (g/100 g dry matter).
Sp2: After drying saponin content (g/100 g dry matter).
2.5. Color Change
The color of the dried product can be observed visually or based on color parameters. In this paper, CIELAB color space (L*, a*, b*) is used to observe the color change during drying. The values of L*, a* and b* were determined by the CHN SPEC CS-10 colorimeter (Model: CS-10, manufacturer: CHN SPEC, made in Hangzhou, China; measuring range: 1–100). The color change compared to reference values is evaluated through the dE parameter:
where Lref*, aref* and bref* are reference values. For Bo Chinh ginseng, initial values of fresh material (before drying) are used as reference values.
2.6. Scanning Electron Microscopy of Material (SEM)
To investigate the internal microstructure of Bo Chinh ginseng, as well as the structural changes caused by ultrasound, the obtained products were observed and scanned using a JSM-IT100 scanning electron microscope (SEM), manufacturer: Jeol, made in Tokyo, Japan. The ginseng samples were prepared with a diameter of 25–30 mm and sliced into a thickness of 2 mm and then fixed in 2.5% glutaraldehyde in 25 mM phosphate buffer at pH 7.0 before sputter-coating with gold. The samples were mounted on various-sized stubs using carbon tape and viewed by means of a scanning electron microscope to obtain internal microstructure images of the ginseng samples.
The dried samples were scanned with a magnification of 200 times at different intermittency ratios and compared to the dried samples under the same conditions but without ultrasound-assisted drying.
3. Results and Discussion
3.1. Experimental Results
3.1.1. Effect of Drying Temperature (T) on Moisture Effective Diffusion Coefficient, Color Change and Saponin Content of Dried Materials
To evaluate the effect of drying temperature on Bo Chinh ginseng, experiments with the assistance of 120 W ultrasonic power at various temperatures of 35–40–45–50–55 °C were carried out. Results are shown in Figure 3, Figure 4 and Figure 5, respectively.
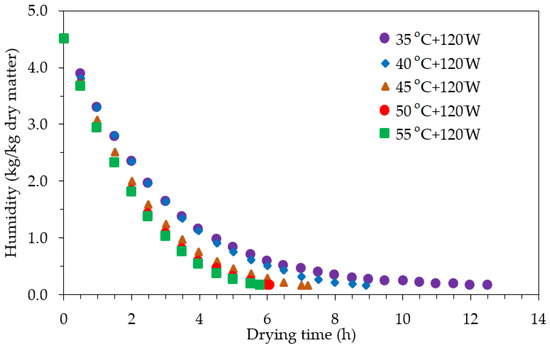
Figure 3.
Drying curves at different temperatures with 120 W ultrasonic power.
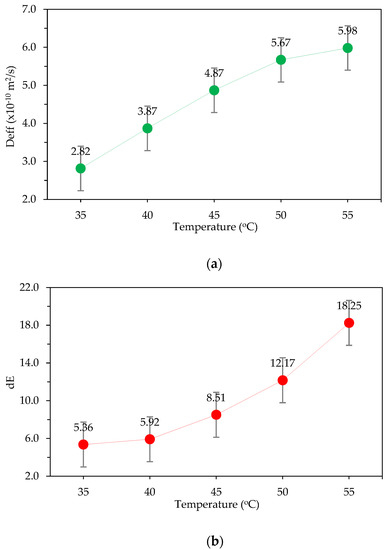
Figure 4.
Effect of drying temperature on (a) moisture diffusion coefficient and (b) color change.
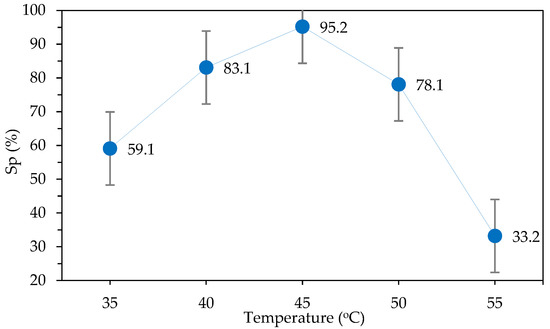
Figure 5.
Effect of drying temperature on saponin content.
Under the same conditions and 120 W ultrasonic power, the results show the higher the temperature, the shorter the drying time. Drying time is reduced from 12.5 h at 35 °C to 8.9 h at 40 °C and greatly reduced to 5.8 h at 55 °C. As the temperature increases, moisture pressure distribution in the material will increase, so the greater the drying kinetics, the shorter the drying time, and the higher the moisture effective diffusion coefficient Deff, which is consistent with previously published studies [15].
However, with the same rise in temperature of 5 °C, the reduced time is less when the temperature is higher. Particularly, from 35 to 40 °C, the drying time is shortened from 12.5 h to 8.9 h, reducing by 28.8%, while from 50 to 55 °C, the drying time is shortened from 6.1 h to 5.8 h, reducing by 4.9%.
As the drying time decreases, the moisture diffusion coefficient Deff increases. However, considering the remaining saponin content in the product, from 35 °C to 45 °C, the saponin content after drying tends to increase gradually, but if the temperature continues to rise from 45 °C to 55 °C, the saponin content decreases. This can be explained as the drying time affects the saponin content significantly. At the temperature of 35–45 °C, the drying temperature is not high, and the drying time is greatly reduced. This will support the further increase in saponin content. At higher temperatures (45–55 °C), a strong effect on saponin degradation can be observed, while drying time is not much reduced, and the drying temperature is high. So, the drying material contacts the hot drying air for a long time period, which leads to a downward trend for the remaining saponin content.
Figure 4 shows that the increase in drying temperature increases the value of dE. This means that the color change of dried products increases. When the temperature rises from 35 °C to 45 °C, the dE value changes slightly because the low temperature does not affect the color of the material significantly. However, when the drying temperature obtains the values of 40, 45 and 50 °C, the color change of the dried products increases appreciably because of the thermal effect.
Therefore, based on the above results, it is necessary to limit an appropriate temperature range to achieve the best value of saponin content and color change; therefore, the temperature range of 40–50 °C was chosen.
3.1.2. Effect of Ultrasonic Power (P) on Moisture Diffusion Coefficient, Color Change and Saponin Content of Dried Materials
To evaluate the effect of ultrasonic power on Bo Chinh ginseng, experiments at a temperature of 45 °C and ultrasonic power of 0–40–80–120–160 W were carried out. Results are shown in Figure 6, Figure 7 and Figure 8, respectively.
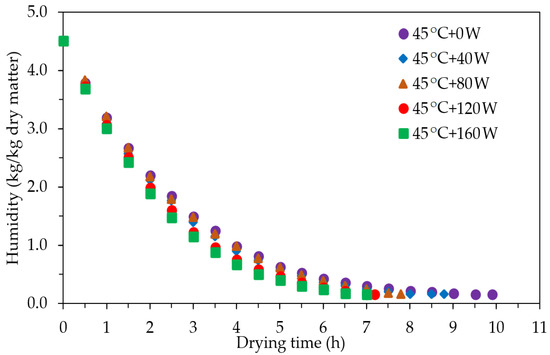
Figure 6.
Drying curves at 45 °C with different ultrasonic power levels.
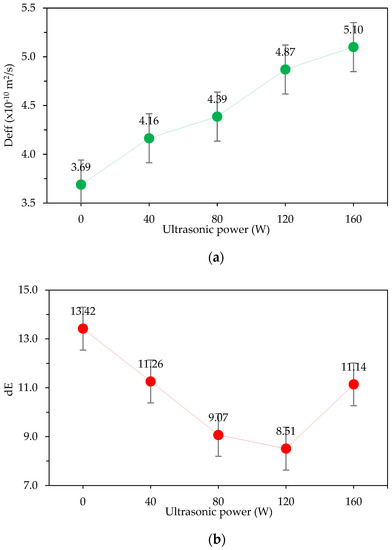
Figure 7.
Effect of ultrasonic power on (a) moisture diffusion coefficient and (b) color change.
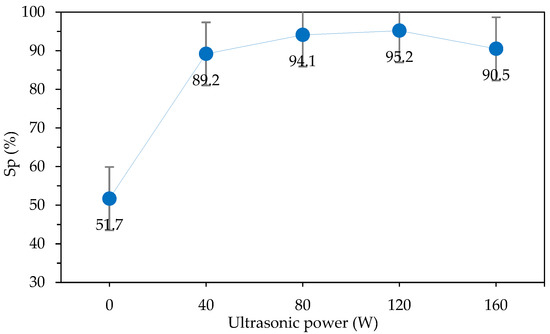
Figure 8.
Effect of ultrasonic power on saponin content.
The heat pump drying process is not assisted by ultrasound (45 °C + 0 W), results show that: it takes 9.9 h to dehydrate material, the moisture diffusion coefficient is low (3.69×10−10 m2/s), the color change is high (13.42) and the saponin content is low (51.7%). Ultrasound assisting the drying process at power levels of 40-160 W affects positive to these parameters, drying time is shorter and product quality is enhanced significantly. In conclusion, ultrasound assists effectively in the drying process, shortens the drying time and improves product quality. This is consistent with the research results of previous authors [2,8,15].
At the same conditions of drying temperature and speed (45 °C, 0.5 m/s), the results show that drying time decreases with increasing ultrasonic power. The drying time of 8.8 h at 40 W ultrasonic power reduced to 7.8 h at 80 W ultrasonic power, and reduced to 7 h at 160 W ultrasonic power. As the drying time decreases, the moisture diffusion coefficient increases. In general, ultrasonic waves provide energy to break the moist surface boundary layer. Wave propagation also causes the molecules of materials to vibrate, expand and contract continuously. This produces a vibration leading to the creation of more microchannels in the material, as well as decreasing the intermolecular force from which the moisture diffusion process in the material is greatly facilitated. By increasing the ultrasonic power, ultrasound can affect the surface and internal structure of the material and make the cell walls extend, which contributes to moisture diffusion inside the cells [9].
When the power is high, the efficiency of ultrasonic assistance is impaired. From 40 to 80 W, the drying time is shortened from 8.8 h to 7.8 h, reduced by 11.36%; from 80 to 120 W, it is shortened to 7.2 h, reduced by 7.7%; and at 160 W, the drying time is 7 h, reduced by 2.8%.
The remaining saponin content after drying tends to increase gradually at the power level of 40–120 W (from 89.2% to 95.2%) and decrease when the power increases from 120 to 160 W (from 95.2% to 90.5%). At the low power level of 40–120 W, the ultrasonic energy that causes molecular vibration is not sufficient to break the microstructure of the material, but just enough to create microchannels in the material, as well as decrease the intermolecular force. This helps to shorten the drying time, thereby reducing the time that the material is exposed to heat and preserving product quality. Nonetheless, when the power increases to 120–160 W, the energy supplied is sufficient to break the microstructure of the material, leading to a decreasing trend in the remaining saponin content of the material. This is also consistent with previously published work on the influence of ultrasonic power [9,10,11].
Ultrasonic-assisted convective drying results in less color change of the product compared with convective drying alone. This indicates that the long hot-air drying time produces significant color change [11]. With the assistance of ultrasound at the power level of 40–120 W, drying time is reduced. Bo Chinh ginseng is less exposed to heat, which helps to preserve the product color. However, at the power level of 120–160 W, although the drying time is shortened, the color change of the product is substantial, indicating that the mechanical vibration of ultrasonic waves also affects the color of the product, especially at high power levels. This can be explained as at high power levels, the amount of ultrasonic energy is extremely large; when propagating to the surface of the material, it can break the moisture boundary layer, leading to a phenomenon known as “atomization”. This results in the “uncovered” surface of the material, and it is exposed to hot air, thereby causing color change [20].
Therefore, it is necessary to limit an appropriate power range to achieve the best value of electricity cost, saponin content and color change; therefore, the power range of 80–160 W was chosen.
3.1.3. Effect of Intermittency Ratio (A) on Moisture Diffusion Coefficient, Color Change and Saponin Content of Dried Materials
To evaluate the effect of intermittency on Bo Chinh ginseng, experiments at a temperature of 45 °C and intermittency ratios of 0.0–0.2–0.4–0.6–0.8 were carried out. The intermittency ratio A is calculated as follows:
where
TON: drying time with ultrasound;
TOFF: drying time without ultrasound;
A = 0.0: ON;
A = 0.2: ON 60 s OFF 15 s;
A = 0.4: ON 60 s OFF 40 s;
A = 0.6: ON 60 s OFF 90 s;
A = 0.8: ON 60 s OFF 240 s;
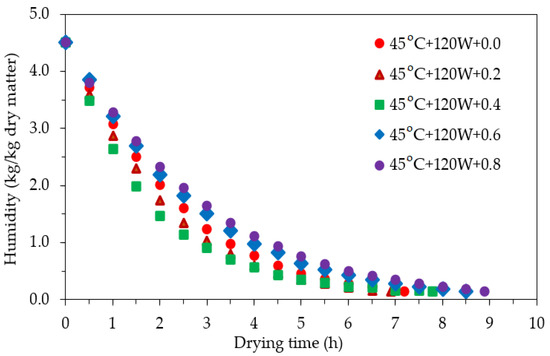
Figure 9.
Drying curves at 45°C with different intermittency ratios.
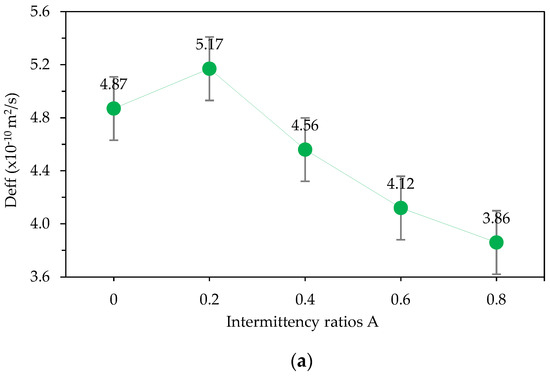
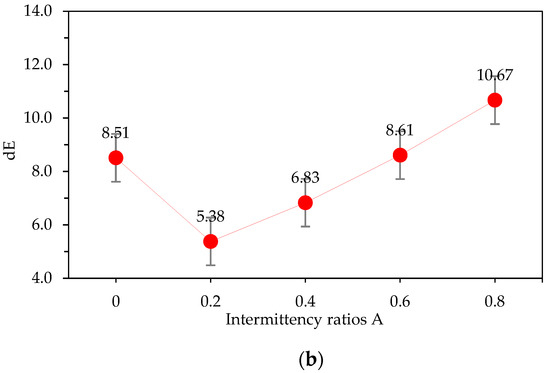
Figure 10.
Effect of intermittent drying on (a) moisture diffusion coefficient and (b) color change.
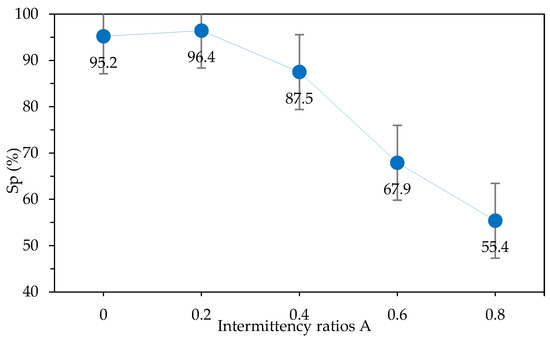
Figure 11.
Effect of intermittent drying on saponin content.
During intermittent drying, the heating of the material is sporadic, and the moisture inside is re-distributed, which will facilitate the diffusion of moisture, speeding up the diffusion rate inside and evaporation rate from the material surface [1,2].
At the same conditions of drying temperature and ultrasonic power (45 °C + 120 W), the results reveal that it brings about a powerful effect on drying time and moisture diffusion coefficient, and the drying time with continuous ultrasound generator drying (A = 0) is not the shortest one.
Figure 12a is the result of heat pump drying at 45 °C, while Figure 12b–f is the results of ultrasound-assisted drying with different intermittency ratios (A). Ultrasonic wave propagation helps to create microchannels and break the moist boundary layer of the material. Based on the obtained SEM images with a magnification of 200 times, it is observed that the material surface with ultrasound-assisted drying is porous, while heat pump drying results in an almost non-porous material (Figure 12a). This porous property stimulates the process of moisture transfer, thereby shortening the drying time. Notably, it is observed that the density and size of pores depend on the intermittency ratio. With intermittency ratio A = 0.2 (Figure 12e), the greatest number of pores and the largest pore size can be observed compared to those of other intermittency ratios. Thus, this drying mode A = 0.2 results in the shortest drying time with the best value of moisture diffusion coefficient Deff.
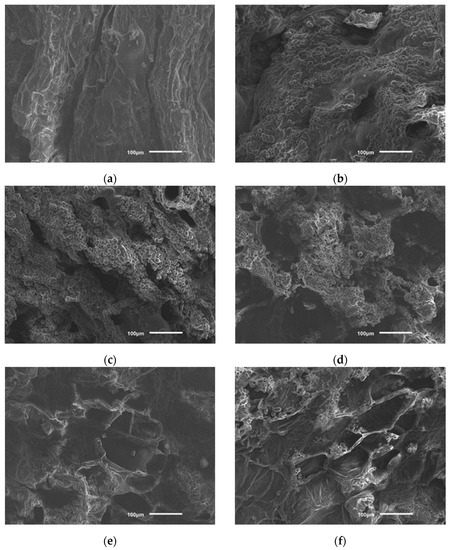
Figure 12.
SEM images of Bo Chinh ginseng after drying: (a) heat pump drying 45 °C; (b) drying with intermittent ultrasound generator 45 °C + 120 W + 0.8; (c) drying with intermittent ultrasound generator 45 °C + 120 W + 0.6; (d) drying with intermittent ultrasound generator 45 °C + 120 W + 0.4; (e) drying with intermittent ultrasound generator 45 °C + 120 W + 0.2; (f) drying with intermittent ultrasound generator 45 °C + 120 W + 0.0.
Drying temperature has a strong effect on the color and saponin content of the product. By adjusting the drying time, we can minimize the exposure of ginseng to heat, and ultrasound-assisted intermittent drying helps to improve color and retain as much saponin content with an appropriate intermittency ratio. Ultrasonic wave propagation increases the temperature of the material due to mechanical vibration [6]. The temperature rise caused by ultrasonic waves in the air ranges from 1 to 10 °C, depending on specific drying conditions. During intermittency (TOFF), the thermal effect caused by energy transfer of ultrasound in the material is OFF, thereby limiting the color change and retaining as much saponin content.
Therefore, it is necessary to choose an appropriate intermittency ratio to optimize the parameters of moisture diffusion coefficient, saponin content and color change. A = 0.0–0.4 was chosen.
3.2. Multifactorial Experiment
3.2.1. Experimental Design and Results
Experiments were conducted based on the established experimental matrix, and the obtained experimental results after analysis and calculation are presented in Table 1.

Table 1.
Experimental matrix and results.
To evaluate the impact of regression coefficients on Deff, Sp and dE, based on the experimental results, the first analysis of variance (ANOVA) was performed with a second-degree polynomial function. From the analysis results, we eliminated non-reliable regression coefficients and continuously performed the second analysis of variance (ANOVA). From the analysis results, the regression coefficients are all significant (p < 0.05). Based on the results, it can be seen that the lack-of-fit values of Deff, Sp and dE with p > 0.05 and adjusted R2 > 95% ensure reliability
Therefore, we confirm that the regression model Def, Sp and dE is suitable.
3.2.2. Regression Model Deff, Sp, dE
Function of Moisture Diffusion Coefficient Deff (×10−10 m2/s)
The relationship between the moisture diffusion coefficient Deff and T, P and A is represented by the following regression function, based on the regression function (8) and Figure 13, Figure 14, Figure 15 and Figure 16:
Deff = − 12.7671 + 0.48175T + 0.04025P + 5.92292A − 0.00341667T2 − 0.0675TA −
0.000133073P2 − 8.51042A2
0.000133073P2 − 8.51042A2
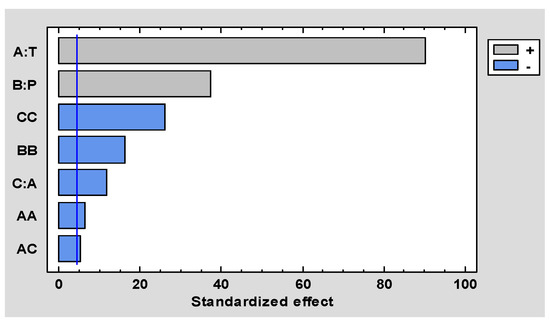
Figure 13.
Effect of regression coefficients on moisture diffusion coefficient Deff.
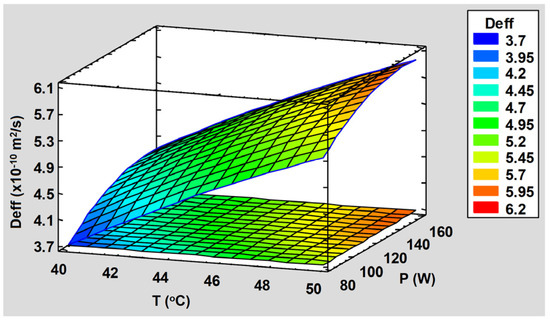
Figure 14.
Effect of T and P on moisture diffusion coefficient Deff.
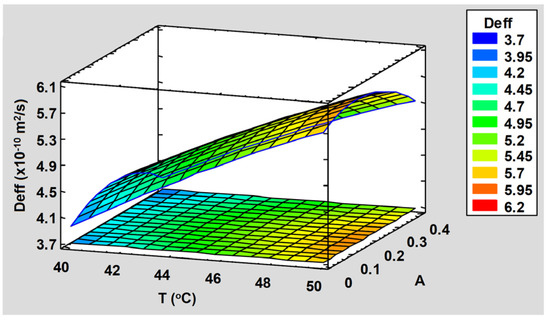
Figure 15.
Effect of T and A on moisture diffusion coefficient Deff.
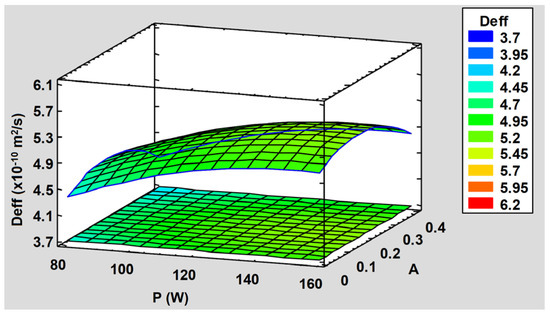
Figure 16.
Effect of P and A on moisture diffusion coefficient Deff.
Conditional function: (R2 = 0.9917)
The moisture diffusion coefficient Deff is affected by the first- and second-order parameters of drying temperature T, ultrasonic power P, intermittency ratio A, and also simultaneously affected by both the temperature and intermittency ratio. The influence level and order of parameters are shown in Figure 13.
In the experimental area, temperature has the strongest influence on moisture diffusion coefficient Deff. The higher the temperature T, the higher the moisture diffusion coefficient Deff. The next level of influence is the ultrasonic power P and the intermittency ratio A. It is necessary to choose the appropriate power level and intermittency ratio for the optimum value of the moisture diffusion coefficient.
Function of Saponin Content Sp (%)
The relationship between saponin content Sp and T, P and A is represented by the following regression equation, based on the regression function (9) and Figure 17, Figure 18, Figure 19 and Figure 20:
Sp = −603.693 + 31.7698T − 0.123125P + 294.048A − 0.355692T2 − 6.325TA +
0.615625PA − 285.433A2
0.615625PA − 285.433A2
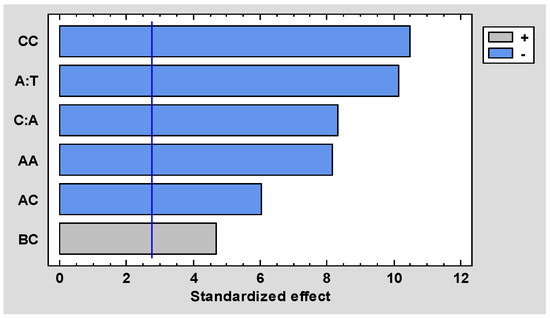
Figure 17.
Effect of regression coefficients on saponin content Sp.
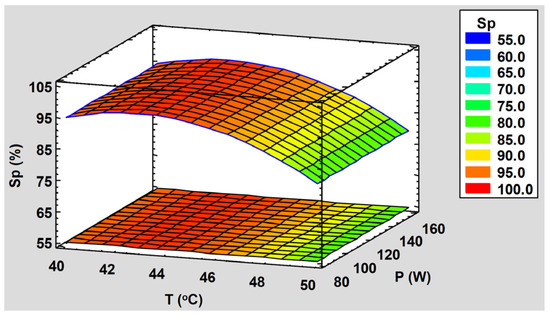
Figure 18.
Effect of T and P on saponin content Sp.
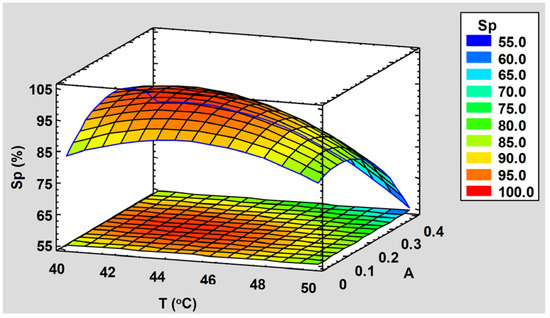
Figure 19.
Effect of T and A on saponin content Sp.
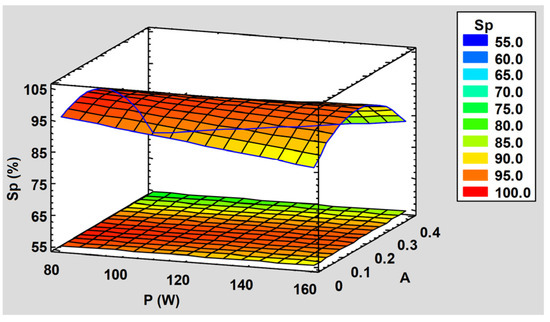
Figure 20.
Effect of P and A on saponin content Sp.
Conditional function: (R2 = 0.9553)
The saponin content Sp is affected by the first- and second-order parameters of drying temperature T, intermittency ratio A and first-order parameter of ultrasonic power P, and also simultaneously affected by both the temperature and intermittency ratio, as well as power and intermittency ratio. The influence level and order of parameters are shown in Figure 17.
In the experimental area, intermittency ratio A has the most significant effect on saponin content Sp. The next level of influence is the drying temperature T. When the temperature increases, the saponin content Sp will increase due to the reduced drying time. However, when T exceeds a certain level, the saponin content will decrease due to the degradation of saponin by heat.
The influence of ultrasonic power is expected to vary considerably, depending on the intermittency ratio. The relationship between ultrasonic power and saponin content can be either increasing or decreasing. With A = 0, it is a decreasing function, while with A = 0.4, it becomes an increasing function. This function is shown in Figure 20.
Function of Color Change (dE)
The relationship between color changes dE and T, P and A is represented by the following regression function, based on the regression function (10) and Figure 21, Figure 22, Figure 23 and Figure 24:
dE = 170.483 − 6.83975T − 0.428875P − 0.122917A + 0.0845667T2 − 0.0010125TP +
0.00207292P2 − 0.115313PA + 32.4792A2
0.00207292P2 − 0.115313PA + 32.4792A2
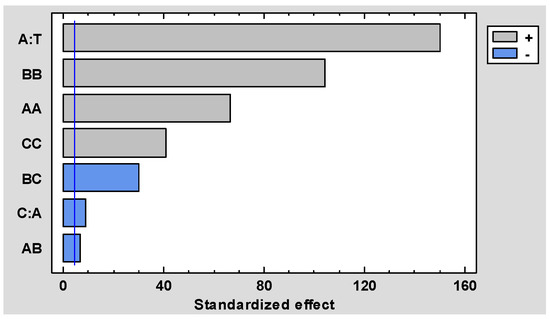
Figure 21.
Effect of regression coefficients on color change dE.
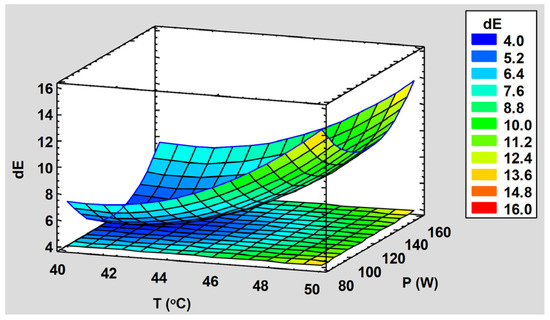
Figure 22.
Effect of T and P on color change dE.
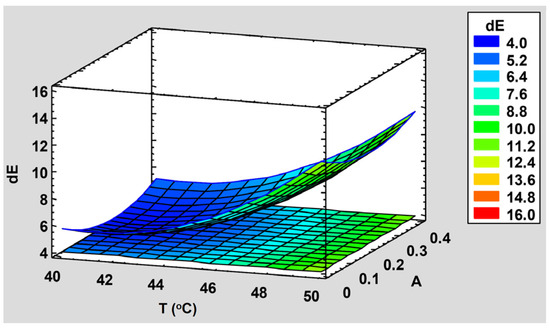
Figure 23.
Effect of T and A on color change dE.
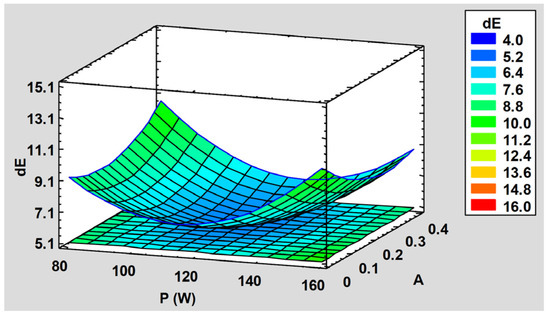
Figure 24.
Effect of P and A on color change dE.
Conditional function: (R2 = 0.9990)
The color changes dE is influenced by the first- and second-order parameters of drying temperature T, intermittency ratio A and ultrasonic power, and also simultaneously influenced by both temperature and power, as well as power and intermittency ratio. The influence level and order of parameters are shown in Figure 21.
In the experimental area, temperature T has the most significant influence on color change dE. When the temperature T increases, the color changes dE decreases due to reducing drying time. However, when T exceeds a certain level, the color change will be substantial. This can be observed in Figure 22 and Figure 23.
3.3. Optimization of Deff, Sp and dE
3.3.1. Optimal Parameters and Indicators
The optimization is based on the three indicators Deff, Sp and dE, which are typical for technical and economic characteristics.
The optimal indicator of the moisture diffusion coefficient function Deff is a characteristic quantity for the economic criteria of drying equipment. It is defined as the highest value of the moisture diffusion coefficient obtained from the experimental research.
The optimal indicator of saponin content Sp in Bo Chinh ginseng is a characteristic quantity for the technical parameters of drying equipment. It is defined as the highest value of saponin content obtained from the experimental research.
The optimal indicator of color change function dE is a characteristic quantity for the technical parameters of drying equipment. It is defined as the lowest value of color change obtained from the experimental research.
The general optimal indicator, also known as multi-objective optimization, is defined as the balance between the economic and technical criteria of drying equipment so that the moisture diffusion coefficient and saponin content can reach the highest value while the color change reaches its lowest value. Optimal parameters are the input values that ensure the optimal indicators (output).
The optimization analysis is carried out using Statgraphics 19 software. The results of multi-objective optimization are presented as follows:
Multi-objective function: Deff→max; Sp→max; dE→min;
Conditional function:
Optimal parameters:
- Drying temperature: T = 45.2 °C;
- Ultrasonic power: P = 127.7 W;
- Intermittency ratio: A = 0.18;
Optimal indicators:
- Moisture diffusion coefficient: Deff = 5.23 × 10−10 m2/s;
- Saponin content: Sp = 96.4%;
- Color change: dE = 5.66;
3.3.2. Drying at Optimal Mode
To evaluate the accuracy of the proposed optimization model, drying at optimal mode (optimal input parameters) was performed. The experimental results were then compared with the theoretical results. The results are presented in Table 2.
Table 2.
Comparison of experimental and theoretical results at optimal drying mode.
From Table 2, the percentage error between experimental results and predicted theoretical value is calculated. This error is less than 5%, which means it is still in the acceptable percentage error range. Therefore, the model can be used for the optimization of the drying process of Bo Chinh ginseng by the ultrasound-assisted heat pump drying method.
4. Conclusions
This study determined the effect of drying air temperature (T), ultrasonic power (P) and intermittency ratio of ultrasound generator (A) on moisture effective diffusion coefficient (Deff), saponin content (Sp) and color change (dE) during the ultrasound-assisted heat pump drying of Bo Chinh ginseng. The increase in drying air temperature and ultrasonic power shortened the drying time and increased the moisture effective diffusion coefficient significantly, while the color change increased. In particular, the drying time was reduced from 12.5 h at 35 °C to 8.9 h at 40 °C and to 5.8 h at 55 °C, and at ultrasonic power of 40 W, 80 W and 160 W, the drying time was 8.8 h, 7.8 h and 7 h. The moisture diffusion coefficient increased in the range of 3.81 × 10−10 m2/s to 5.92 × 10−10 m2/s when increasing the temperature and ultrasound power in the range as mentioned. The saponin content after drying tends to increase gradually with the drying temperature from 35 °C to 45 °C and ultrasonic power from 40 to 120 W, but decreases with the drying temperature from 45 °C to 55 °C and ultrasonic power from 120 to 160 W. The optimization results determined the optimal drying conditions as drying air temperature of 45.2 °C, ultrasonic power of 127.7 W and intermittency ratio of ultrasound generator of 0.18 and the output yield as moisture diffusion coefficient of 5.23 × 10−10 m2/s, saponin content of 96.4% and color change index of 5.66.
Author Contributions
Conceptualization, H.N. and Q.-H.L.; methodology, H.N. and Q.-H.L.; software, T.-D.L. and V.-K.P.; validation, Q.-H.L. and V.-K.P.; formal analysis, Q.-H.L.; investigation, V.-K.P.; resources, H.N. and V.-K.P.; data curation, Q.-H.L.; writing—original draft preparation, Q.-H.L.; writing—review and editing, H.N.; visualization, T.-D.L.; supervision, H.N. and Q.-H.L.; project administration, H.N.; funding acquisition, H.N. All authors have read and agreed to the published version of the manuscript.
Funding
The authors thank the financial support from the Ministry of Education and Training, Vietnam, under grant number B 2021_NLS_01.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Mierzwa, D.; Szadzińska, J.; Pawłowski, A.; Pashminehazar, R.; Kharaghani, A. Nonstationary convective drying of raspberries, assisted by microwaves and ultrasound. Dry. Technol. 2019, 37, 988–1001. [Google Scholar] [CrossRef]
- Szadzińska, J.; Mierzwa, D.; Pawłowski, A.; Musielak, G.; Pashminehazar, R.; Kharaghani, A. Ultrasound- and microwave-assisted intermittent drying of red beetroot. Dry. Technol. 2019, 38, 93–107. [Google Scholar] [CrossRef]
- Schössler, K.; Jäger, H.; Knorr, D. Effect of continuous and intermittent ultrasound on drying time and effective diffusivity during convective drying of apple and red bell pepper. J. Food Eng. 2012, 108, 103–110. [Google Scholar] [CrossRef]
- Schössler, K.; Jäger, H.; Knorr, D. Novel contact ultrasound system for the accelerated freeze-drying of vegetables. Innov. Food Sci. Emerg. Technol. 2012, 16, 113–120. [Google Scholar] [CrossRef]
- Ning, X.; Feng, Y.; Gong, Y.; Chen, Y.; Qin, J.; Wang, D. Drying features of microwave and far-infrared combination drying on white ginseng slices. Food Sci. Biotechnol. 2019, 28, 1065–1072. [Google Scholar] [CrossRef] [PubMed]
- Colucci, D.; Fissore, D.; Rossello, C.; Carcel, J.A. On the effect of ultrasound-assisted atmospheric freeze-drying on the antioxidant properties of eggplant. Food Res. Int. 2018, 106, 580–588. [Google Scholar] [CrossRef] [PubMed]
- Huang, D.; Men, K.; Li, D.; Wen, T.; Gong, Z.; Sunden, B.; Wu, Z. Application of ultrasound technology in the drying of food products. Ultrason. Sonochem. 2020, 63, 104950. [Google Scholar] [CrossRef] [PubMed]
- Tao, Y.; Zhang, J.; Jiang, S.; Xu, Y.; Show, P.-L.; Han, Y.; Ye, X.; Ye, M. Contacting ultrasound enhanced hot-air convective drying of garlic slices: Mass transfer modeling and quality evaluation. J. Food Eng. 2018, 235, 79–88. [Google Scholar] [CrossRef]
- Liu, Y.; Zeng, Y.; Wang, Q.; Sun, C.; Xi, H. Drying characteristics, microstructure, glass transition temperature, and quality of ultrasound-strengthened hot air drying on pear slices. J. Food Process. Preserv. 2019, 43, e13899. [Google Scholar] [CrossRef]
- Szadzińska, J.; Łechtańska, J.; Kowalski, S.J.; Stasiak, M. The effect of high power airborne ultrasound and microwaves on convective drying effectiveness and quality of green pepper. Ultrason. Sonochem. 2017, 34, 531–539. [Google Scholar] [CrossRef] [PubMed]
- Kroehnke, J.; Szadzińska, J.; Stasiak, M.; Radziejewska-Kubzdela, E.; Biegańska-Marecik, R.; Musielak, G. Ultrasound- and microwave-assisted convective drying of carrots—Process kinetics and product’s quality analysis. Ultrason. Sonochem. 2018, 48, 249–258. [Google Scholar] [CrossRef] [PubMed]
- Ning, X.; Han, C. Drying characteristics and quality of taegeuk ginseng (Panax ginseng C.A. Meyer) using far-infrared rays. Int. J. Food Sci. Technol. 2012, 48, 477–483. [Google Scholar] [CrossRef]
- Ning, X.; Lee, J.; Han, C. Drying characteristics and quality of red ginseng using far-infrared rays. J. Ginseng Res. 2015, 39, 371–375. [Google Scholar] [CrossRef] [PubMed]
- Merone, D.; Colucci, D.; Fissore, D.; Sanjuan, N.; Carcel, J. Energy and environmental analysis of ultrasound-assisted atmospheric freeze-drying of food. J. Food Eng. 2020, 283, 110031. [Google Scholar] [CrossRef]
- Yang, Z.; Yang, Z.; Yu, F.; Tao, Z. Ultrasound-assisted heat pump intermittent drying of adzuki bean seeds: Drying characteristics and parameter optimization. J. Food Process Eng. 2020, 43, e13501. [Google Scholar] [CrossRef]
- Zhang, Y.; Abatzoglou, N. Review: Fundamentals, applications and potentials of ultrasound-assisted drying. Chem. Eng. Res. Des. 2020, 154, 21–46. [Google Scholar] [CrossRef]
- Ministry of Public Health. Vietnamese Pharmacopoeia, 5th ed.; Medical Publshing House: Ha Noi, Vietnam, 2017.
- Cuevas, M.; Martínez-Cartas, M.L.; Pérez-Villarejo, L.; Hernández, L.; García-Martín, J.F.; Sánchez, S. Drying kinetics and effective water diffusivities in olive stone and olive-tree pruning. Renew. Energy 2018, 132, 911–920. [Google Scholar] [CrossRef]
- Crank, J. The Mathermatics of Diffusion, 2nd ed.; Oxford University Press: Oxford, UK, 1975. [Google Scholar]
- Kowalski, S.J.; Mierzwa, D.; Stasiak, M. Ultrasound-assisted convective drying of apples at different process conditions. Dry. Technol. 2017, 35, 939–947. [Google Scholar] [CrossRef]

























Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).