
Progressive Failure Analysis for 5MW-Class Wind Turbine Composite Blades with Debonding Damage based on CZM Method

Abstract
:1. Introduction
2. Experimental and Numerical Failure Analysis of Adhesive Joints
2.1. Theoretical Background
2.2. Specimen Preparation
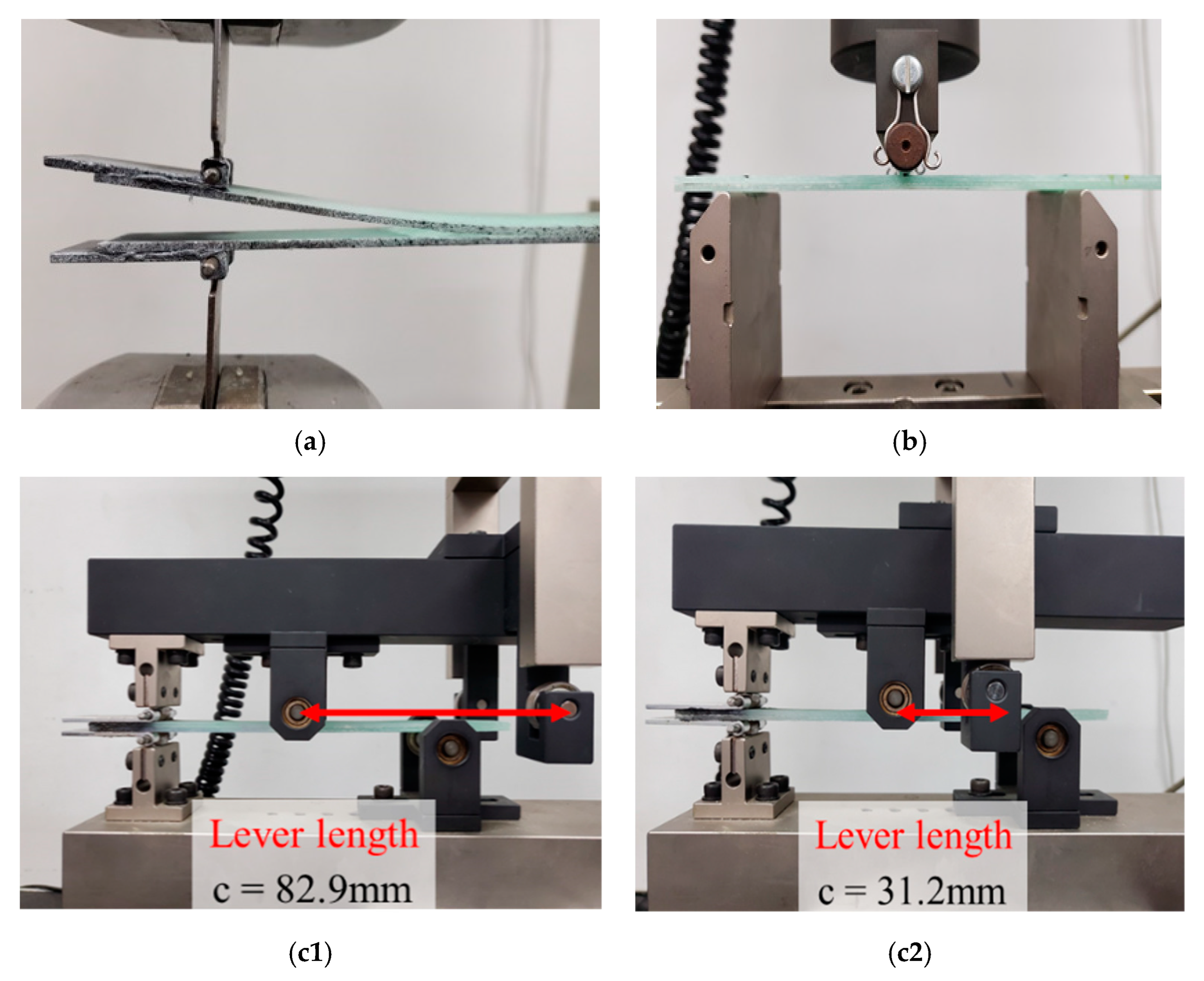
2.3. Experimental Test Procedure
2.4. FE Analysis—Numerical Modeling Method for Test Specimen-Level
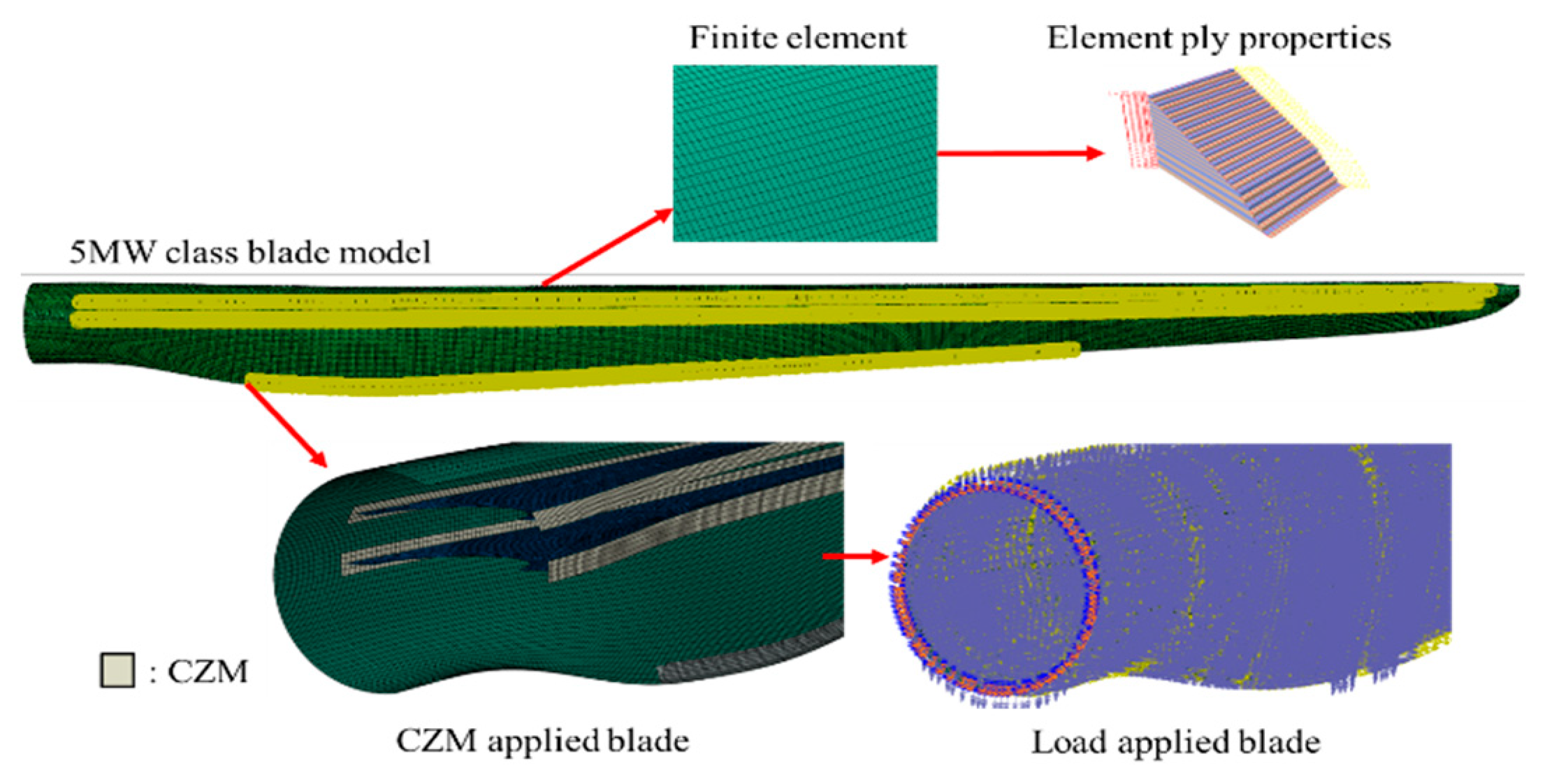
2.5. Composite Blade Numerical Modeling Method
3. Results
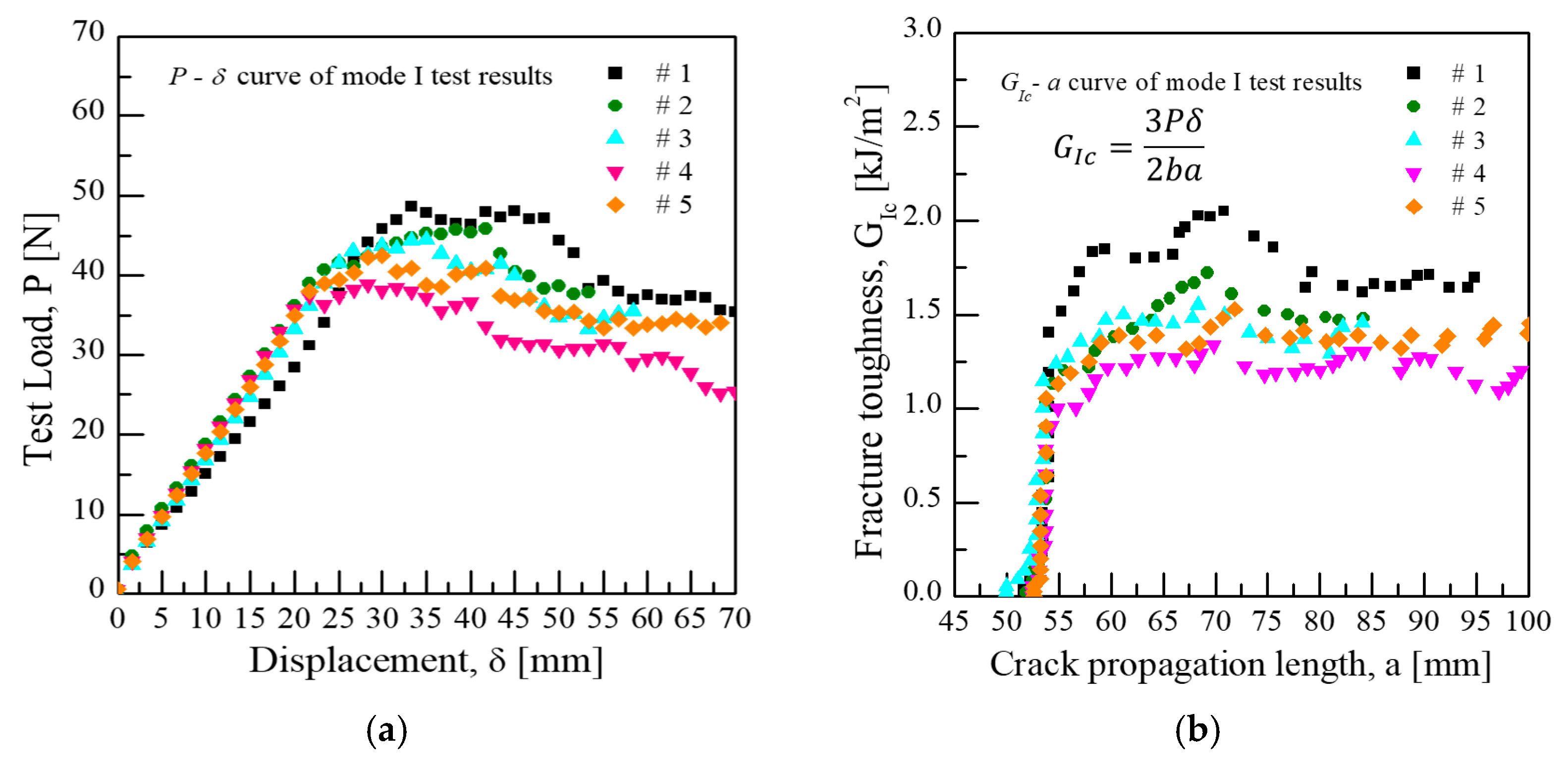
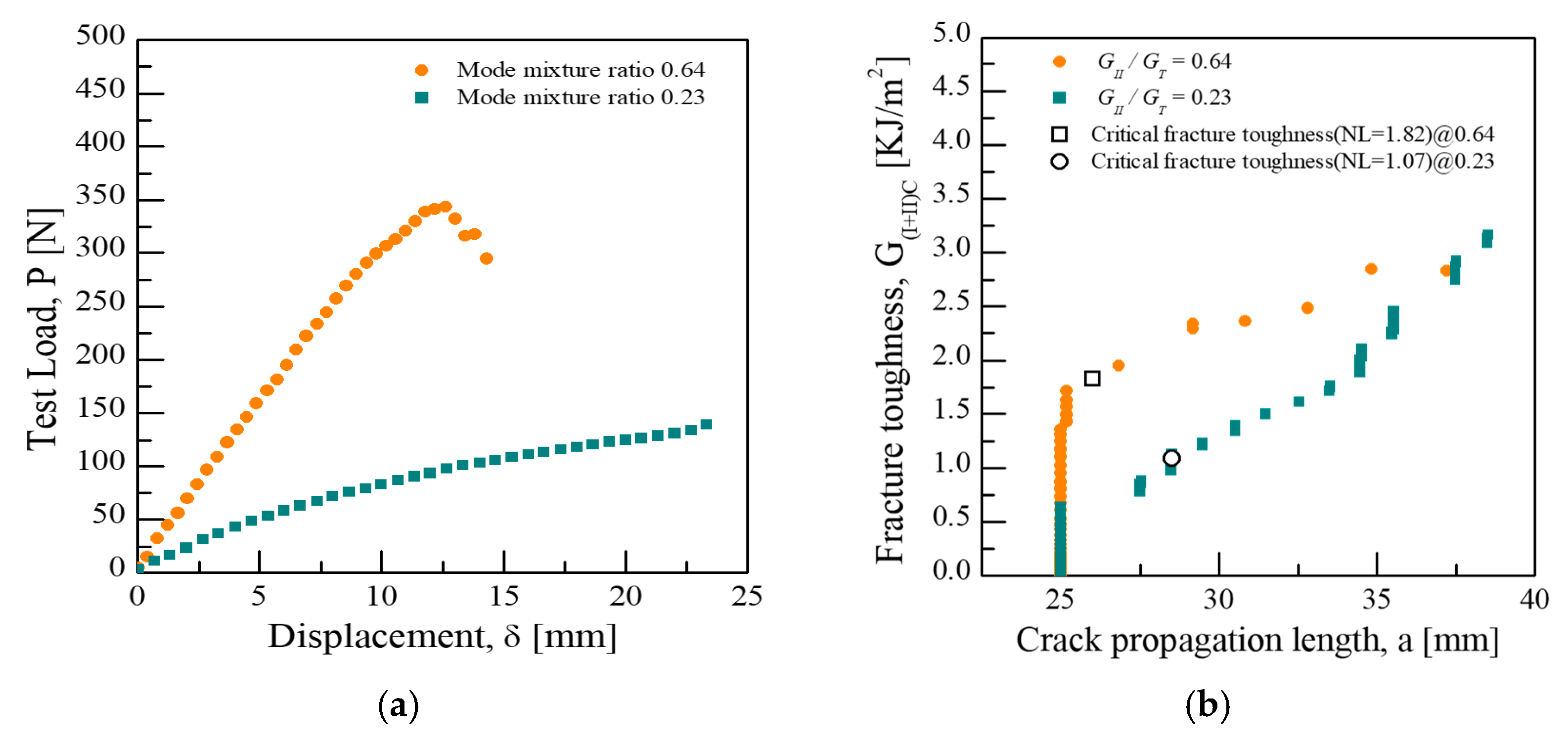
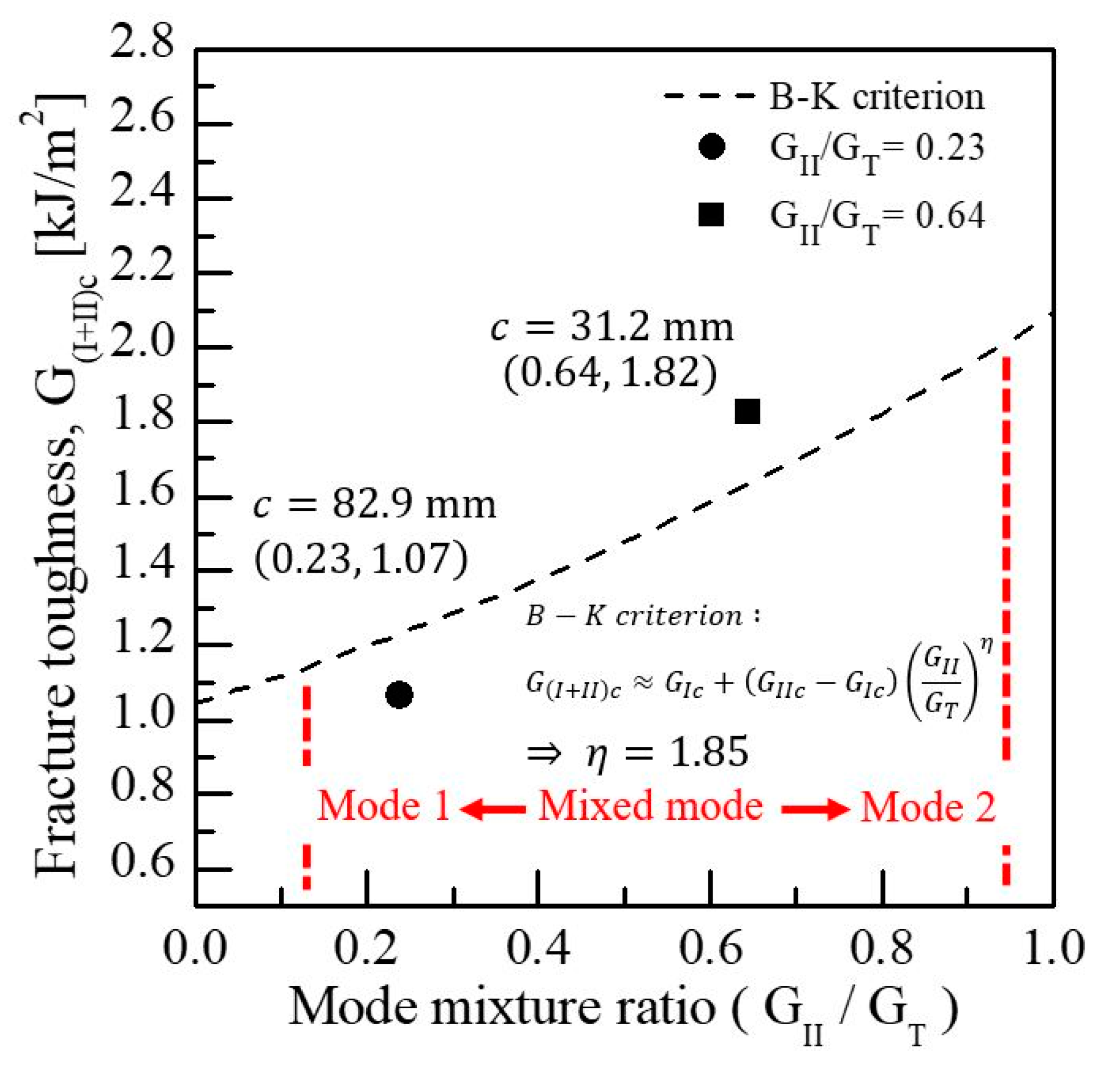
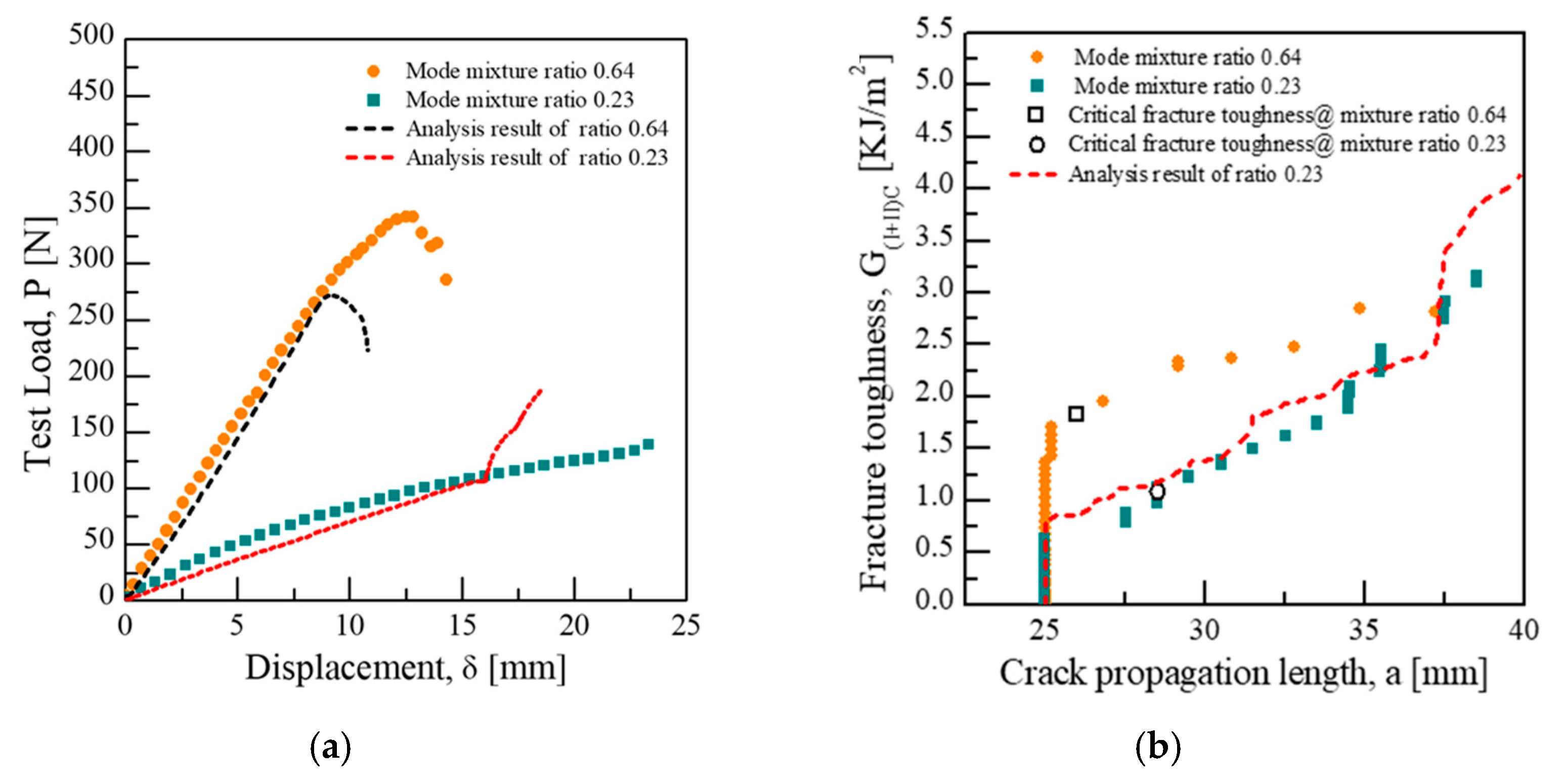
3.1. Fracture Toughness for Mode I, Mode II, and Mixed-Mode Tests
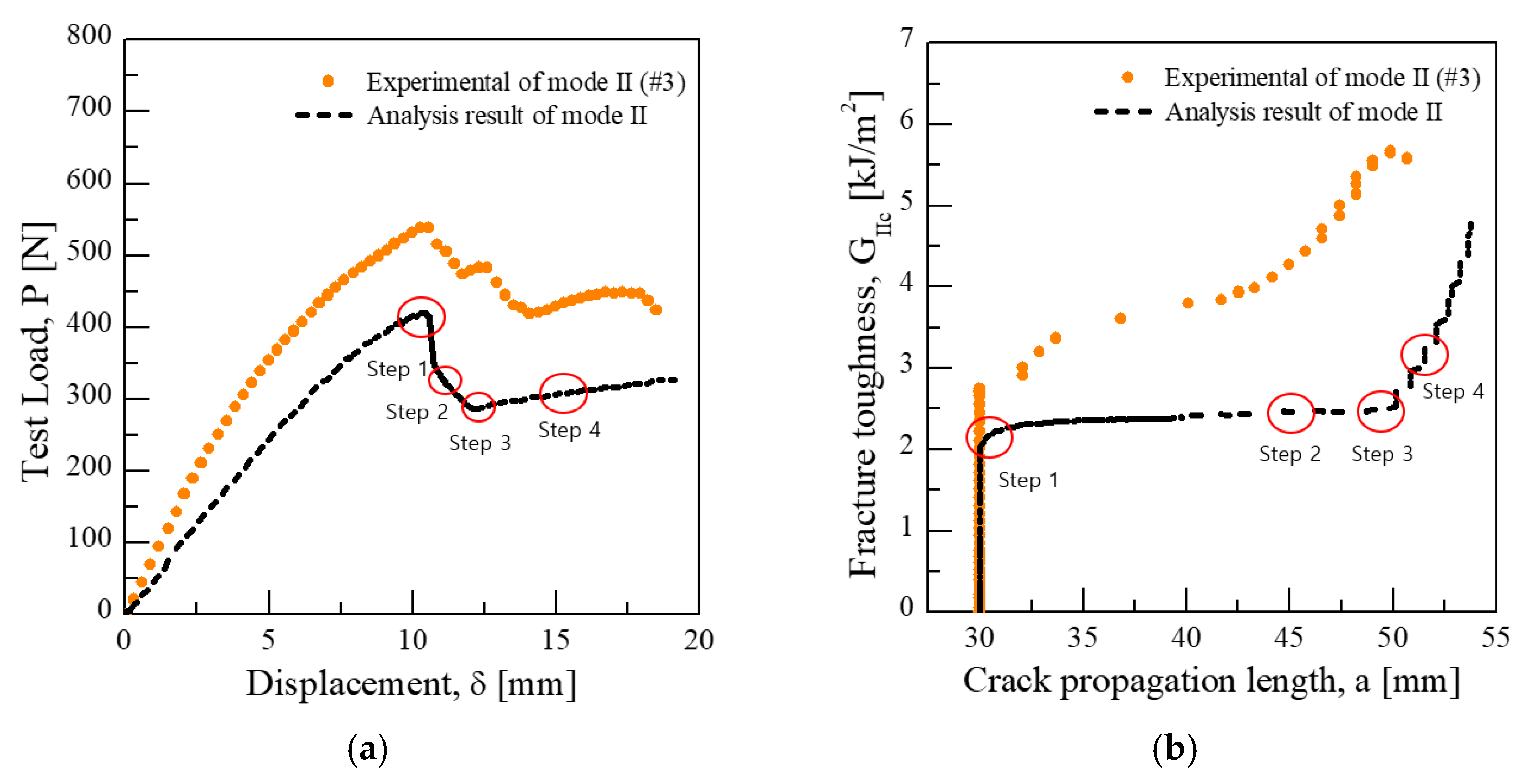
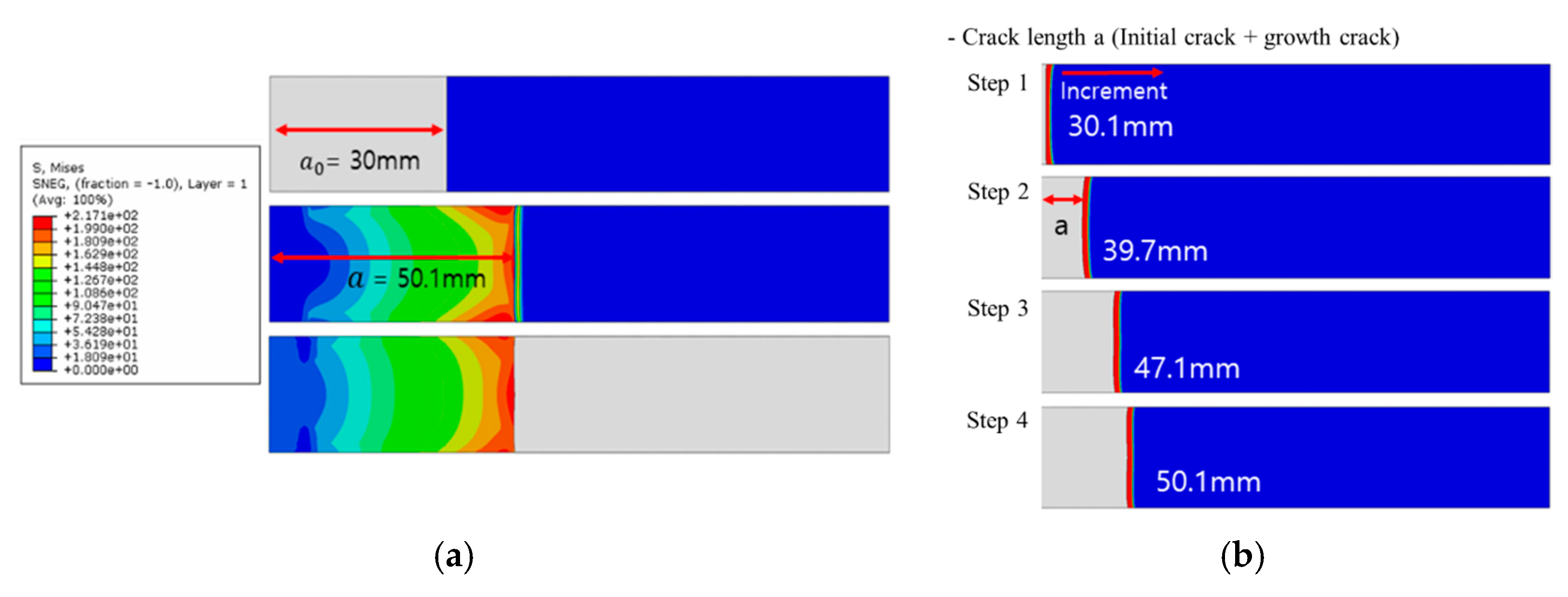
3.2. FE Analysis for Mode I, Mode II, and Mixed-Mode Tests
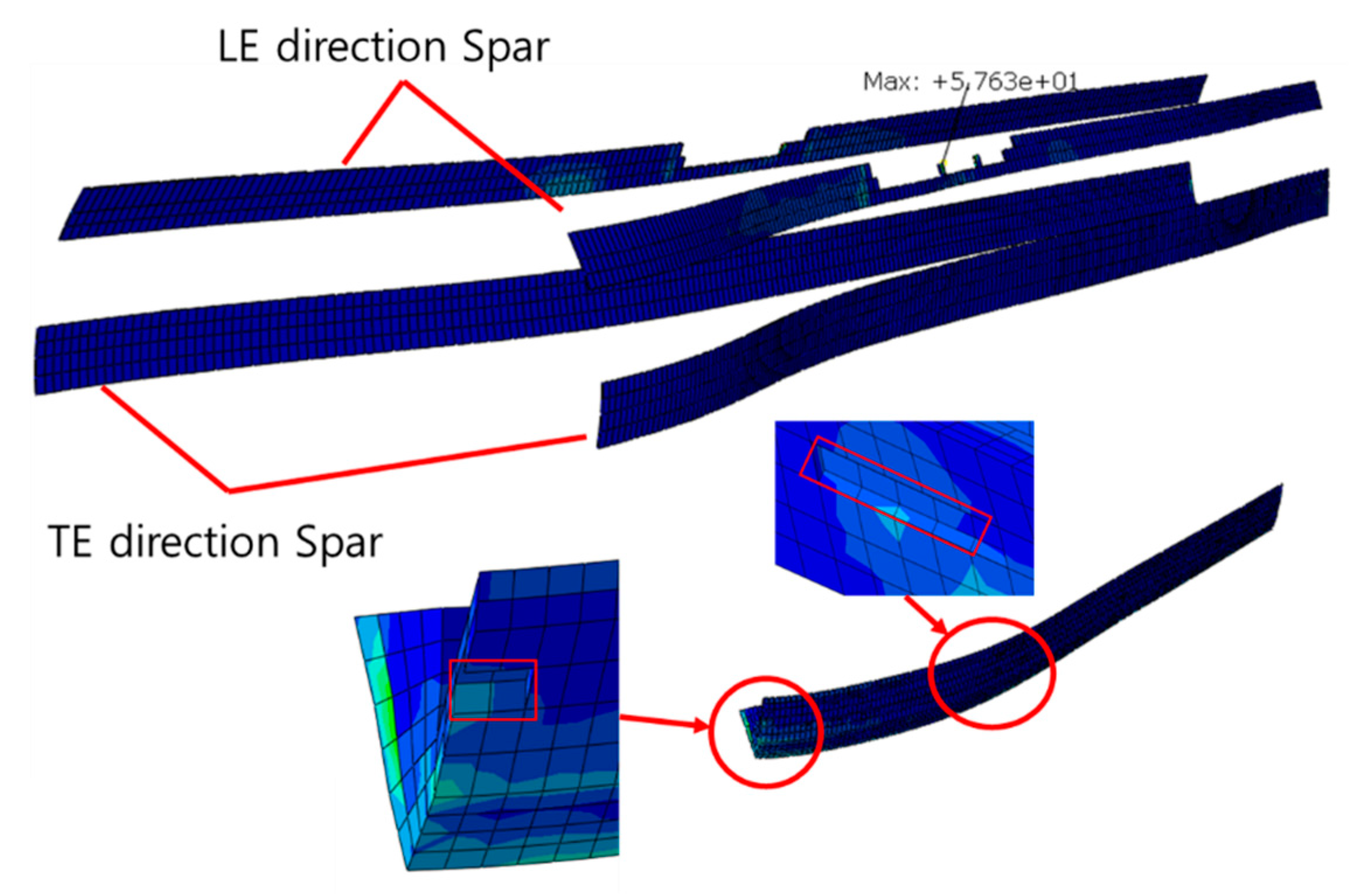
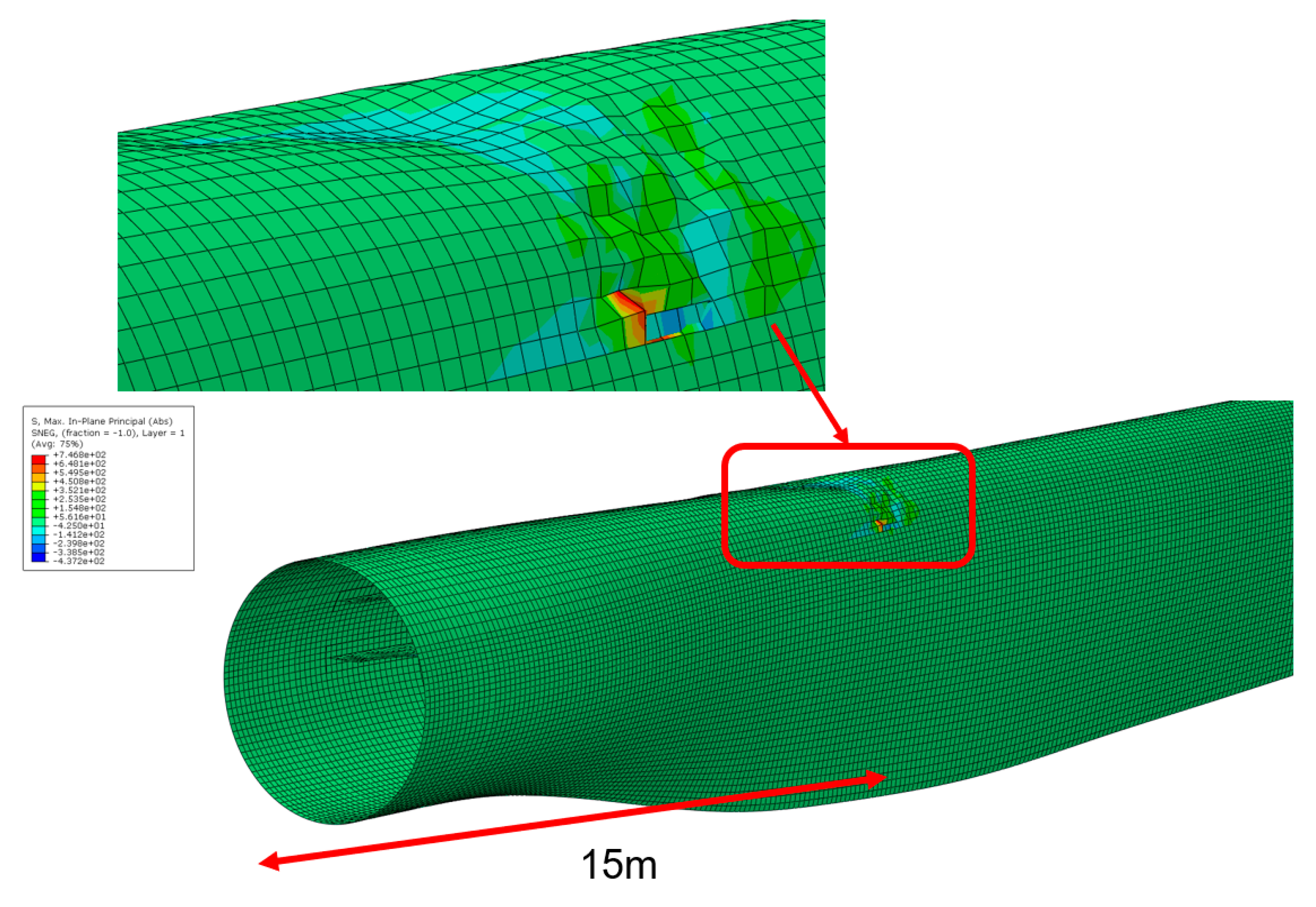
3.3. Progressive Failure Analysis for Full-Scale Composite Blade
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Eder, M.A.; Bitsche, R.D. Fracture analysis of adhesive joints in wind turbine blades. Wind Energy 2015, 18, 1007–1022. [Google Scholar] [CrossRef]
- Kretsis, G. A Review of the tensile, compressive, flexural and shear properties of hybrid fibre-reinforced plastic. Composites 1989, 18, 13–23. [Google Scholar] [CrossRef]
- Swolfs, Y.; Gorbatikh, L.; Verpoest, I. Fibre hybridisation in polymer composites: A review. Compos. Part A 2014, 67, 181–200. [Google Scholar] [CrossRef]
- Chen, X.; Zhao, W.; Zhao, X.L.; Xu, J.Z. Failure test and finite element simulation of a large wind turbine composite blade under static loading. Energies 2014, 7, 2274–2297. [Google Scholar] [CrossRef] [Green Version]
- Sang, S.M.; Kwak, J.H.; Kwon, O.H. The study on the interlaminar fracture toughness of the laminated UHMWPE/CFRP composite. Master’s Thesis, Pukyoung National University, Busan, Republic of Korea, 2020. [Google Scholar]
- Al-Khudairi, O.; Hadavinia, H.; Little, C.; Gillmore, G.; Greaves, P.; Dyer, K. Full-scale fatigue testing of a wind turbine blade in flapwise direction and examining the effect of crack propagation on the blade performance. Materials 2017, 10, 1152. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Robert, W.M.; Alessandro, S.; Andrew, S.; Robert, H.G.; Christopher, N. Comparison of nondestructive testing techniques for the inspection of wind turbine blades spar caps. Wind Energy 2018, 21, 980–996. [Google Scholar]
- Gulasik, H.; Coker, D. Delamination-debond behaviour of composite T-joints in wind turbine blades. J. Phys. Conf. Ser. 2014, 524, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Ji, Y.M.; Han, K.S. Fracture mechanics approach for failure of adhesive joints in wind turbine blades. Renew. Energy 2013, 65, 23–28. [Google Scholar] [CrossRef]
- Philipp, U.H.; Kim, B. Effect of trailing edge damage on full-scale wind turbine blade failure. In Proceedings of the 20th International Conference on Composite Materials, Copenhagen, Denmark, 19–24 July 2015. [Google Scholar]
- Roham, R.; Mohammad, R.H.-T. Failure analysis of a composite wind turbine at the adhesive Joint of the trailing edge. Eng. Fail. Anal. 2021, 121, 105148. [Google Scholar]
- Lahuertam, F.; de Ruiter, M.J.; Espinosa, L.; Smissaert, D. Assessment of wind turbine blade trailing edge failure with sub-component tests. In Proceedings of the 21st International Conference on Composite Materials, Xi’an, China, 20–25 August 2017. [Google Scholar]
- Philipp, U.H. An advanced structural trailing edge modelling method for wind turbine blades. Compos. Struct. 2017, 180, 521–530. [Google Scholar]
- Jang, Y.J.; Jin, J.W.; Lee, J.H.; Kang, K.W. Long-term durability of offshore wind turbine composite blades based on nonlinear load behavior due to pitch movement. J. Mech. Sci. Technol. 2020, 34, 2347–2355. [Google Scholar] [CrossRef]
- ASTM D6671/D6671M-06; Standard Test Method for Mixed Mode I—Mode II Interlaminar Fracture Toughness of Unidirectional Fiber Reinforced Polymer Matrix Composites. ASTM International: West Conshohocken, PA, USA, 2013. [CrossRef]
- ASTM D5528-01; Standard Test Method for Mode I Interlaminar Fracture Toughness of Unidirectional Fiber-Reinforced Polymer Matrix Composites. ASTM International: West Conshohocken, PA, USA, 2017. [CrossRef]
- ASTM D7905/D7905M-19e1; Standard Test Method for Determination of the Mode II Interlaminar Fracture Toughness of Unidirectional Fiber Reinforced Polymer Matrix Composites. ASTM International: West Conshohocken, PA, USA, 2019. [CrossRef]
- Kunigal, N.S.; Raghu, P.; John, S.; Sandi, M. Assessment of mode-II fracture tests for unidirectional fiber reinforced composite laminates. J. Reinf. Plast. Compos. 2015, 34, 1905–1925. [Google Scholar]
- Kim, H.G.; Jang, Y.J.; Kang, K.W. Evaluation of interlayer fracture toughness of laminated biaxial/triaxial hybrid composite for wind turbine blade. J. Wind Energy 2021, 12, 68–79. [Google Scholar]
- Brian, R.R. Definition of a 5MW/61.5MW wind turbine blade reference model. Sandia National Laboratories: Albuquerque, NM, USA, 2013; SAND2013-2569:463454. [Google Scholar]
- Cui, W.C.; Wisnom, M.R.; Jones, M. A comparison of failure criteria to predict delamination of unidirectional glass/epoxy specimens waisted through the thickness. Composites 1992, 23, 158–166. [Google Scholar] [CrossRef]
- Benzeggagh, M.L.; Kenane, M. Measurement of mixed-mode delamination fracture toughness of unidirectional glass/epoxy composites with mixed-mode bending apparatus. Compos. Sci. Technol. 1996, 56, 439–449. [Google Scholar] [CrossRef]
- Camanho, P.P.; Davila, C.G. Mixed-Mode Decohesion Finite Elements for the Simulation of Delamination in Composite Materials; NASA/TM-2002-211737; NASA Technical Reports Server: Washington, DC, USA, 2002. [Google Scholar]
- Camanho, P.P.; Davila, C.G.; de Moura, M.F. Numerical simulation of mixed-mode progressive delamination in composite materials. J. Compos. Mater. 2003, 37, 1415–1438. [Google Scholar] [CrossRef]
- SOBRIETY Corp. MercuryRT Rear-time tracking system. Available online: http://www.dynrot.eu/t_optical_systems_en.htm (accessed on 9 December 2022).
- ABAQUS 2021 User’s Manual; Dssault System’s Simulia Corp.: Providence, RI, USA, 2021.
- Kim, D.W.; Jeong, G.; Lim, J.H.; Yu, B.M.; Lee, K.S. A lightweight design of the spar cap of wind turbine blades with carbon fiber composite and ply reduction ratio. J. Aerosp. Syst. Eng. 2018, 12, 66–75. [Google Scholar]
- Frantisek, S.; Tomas, K.; Karel, R. Determination of mode II interlaminar fracture toughness of CFRP composites using numerical simulations. Key Eng. Mater. 2019, 801, 71–76. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Stiffness [MPa] | KI | 4500 |
| KII | 4270 | |
| KIII | 4270 | |
| Strength [MPa] | SI | 64.92 |
| SII | 113 | |
| SIII | 113 |
| 3axis GFRP | 2axis GFRP | |
|---|---|---|
| E11 [MPa] | 26,700 | 10,900 |
| E22 [MPa] | 13,300 | 10,900 |
| G13 [MPa] | 74,600 | 11,600 |
| ν | 0.513 | 0.646 |
| ρ [kg/m3] | 2267 | 2243 |
| Rated power (MW) | 5 | Blade set angle (°) | 0 |
| Class | IIA | Rotor shaft tilt angle (°) | 5 |
| No. of blades | 3 | Maximum chord length (m) | 4.1 |
| Blade length (m) | 61.5 | Rotor overhang (m) | 5 |
| Hub height (m) | 90.55 | Rotor position | Upwind |
| Tower height (m) | 88.15 | Transmission | Gearbox |
| Cut-in wind speed (m/s) | 3 | Power control | Pitch |
| Rated wind speed (m/s) | 11.4 | Fixed/Variable | Variable |
| Cut-out wind speed (m/s) | 25 | Gear Ratio | 97 |
| Rated rotational speed (rpm) | 12.1 | Substructure type | Jacket |
| Load Case | Fx [kN] | Fy [kN] | Fz [kN] | Mx [kNm] | My [kNm] | Mz [kNm] | ||
|---|---|---|---|---|---|---|---|---|
| Fx | Max | dlc1.2k4 | 542.2 | −154.0 | 857.0 | 13,664 | 2784.7 | −385.1 |
| Min | dlc6.4b1 | −345.5 | −51.5 | −125.8 | −7659.2 | 1339.5 | 127.3 | |
| Fy | Max | dlc1.2k5 | 138.0 | 346.1 | 894.8 | 4482.3 | −8479.7 | −200.6 |
| Min | dlc1.2k5 | 193.6 | −270.5 | 826.3 | 1962.2 | 7784.2 | −147.6 | |
| Fz | Max | dlc1.2k5 | 112.6 | 64.5 | 1207.9 | 1622.7 | −1579.8 | −193.3 |
| Min | dlc6.4b3 | −137.7 | −6.10 | −236.5 | −4069.6 | 684.0 | 80.0 | |
| Mx | Max | dlc1.2f4 | 499.9 | −46.6 | 614.9 | 18,051 | 635.5 | −414.9 |
| Min | dlc6.4b3 | −297.5 | −59.2 | −203.7 | −8005.4 | 2009.3 | 151.5 | |
| My | Max | dlc1.2k5 | 193.6 | −270.5 | 826.3 | 1962.2 | 7784.2 | −147.6 |
| Min | dlc1.2k5 | 138.0 | 346.1 | 894.8 | 4482.3 | −8479.7 | −200.6 | |
| Mz | Max | dlc6.4b5 | −211.7 | −39.5 | −233.5 | −6822.9 | 2050.6 | 193.1 |
| Min | dlc1.2f3 | 535.6 | −204.3 | 838.8 | 17440 | 4034.7 | −472.5 | |
| Mode Mixture Ratio | 23% | 64% |
|---|---|---|
| c [mm] | 82.9 | 31.2 |
| P [N] | 107.2 | 340.2 |
| 1.07 | 1.82 |
| Fracture toughness | 1.12 | |
| 2.02 | ||
| 2.02 | ||
| Material constant | B–K criterion [Mixed-mode], | 1.85 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jang, Y.; Kim, H.; Kang, K. Progressive Failure Analysis for 5MW-Class Wind Turbine Composite Blades with Debonding Damage based on CZM Method. Appl. Sci. 2022, 12, 12973. https://doi.org/10.3390/app122412973
Jang Y, Kim H, Kang K. Progressive Failure Analysis for 5MW-Class Wind Turbine Composite Blades with Debonding Damage based on CZM Method. Applied Sciences. 2022; 12(24):12973. https://doi.org/10.3390/app122412973
Chicago/Turabian StyleJang, Yunjung, Hakgeun Kim, and Kiweon Kang. 2022. "Progressive Failure Analysis for 5MW-Class Wind Turbine Composite Blades with Debonding Damage based on CZM Method" Applied Sciences 12, no. 24: 12973. https://doi.org/10.3390/app122412973