Abstract
Three-dimensional printing can bring huge advantages when fabricating difficult structures and components in industry. This technology is also used commonly for printing threaded fasteners in the engineering field. The main disadvantage of threated fasteners is self-loosening. In this study, an International Organization for Standardization (ISO) standard M12 × 1.75 bolt and nut were printed by using a 3D printer and three types of 3D printing materials: acrylonitrile butadiene styrene (ABS-2), poly lactic acid (PLA), and glass. Following this, a test system for self-loosening of the 3D-printed bolts under cyclical temperature variations was constructed, and self-loosening of the bolted joints was observed by measuring the bolt preload using a load cell and the rotation displacement of the nut using a dial indicator according to temperature changes (from 10 °C up to 40 °C and 80 °C). The experimental results show that the ABS-2 bolt has good performance in terms of self-loosening phenomena under cyclical temperature changes, while the PLA bolt has poor performance in low temperature changes. The glass bolt indicated the lowest performance in high temperature changes.
1. Introduction
For the past few decades, the technology of 3D printing has developed significantly in many engineering fields, such as automotive, metal manufacturing, construction, chemical, aerospace, biomedical, and consumer product fields [1,2,3,4]. Three-dimensional printing can be a good solution, which can be easily evaluated in terms of performance characteristics. Therefore, 3D printing technologies are often referred to in the manufacturing of many complex structures and components. A 3D-printed bolt is one of them. It is obvious that bolts are the simplest solution for fixing together mechanical components, and today 3D-printed bolts are commonly used in real life applications such as toy manufacturing, biomedical engineering and industrial engineering [5,6,7]. Additive manufacturing has also changed the medical industry and medical education. Since then, composite-based bolts have replaced the titanium screws that were previously employed. In addition, it has been revealed that 3D-printed screws outperform titanium bolts in terms of efficiency and strength for knee surgery implants [5]. Therefore, investigations on 3D-printed bolts cannot be neglected.
It is well known that one of the primary disadvantages of bolts is self-loosening. Self-loosening occurs in bolted joints when a transversal load that is perpendicular to the axis of the bolt is applied to them. Then, the result of the loosening of the joint can lead the structure to failure [8]. If a rotational load or dynamic axial load is applied to a bolted joint, loosening can take place in the joint [9,10]. Even if there are no external loads on bolted joints, they may loosen gradually under cyclical temperature changes [11,12]. This self-loosening phenomenon depends on the initial preload and amplitude of temperature variations. If the amplitude of the temperature changes is high enough corresponding to the initial preload of the joint, the force of a clamped part can decrease slowly under cyclical temperature changes [13].
Three-dimensional printing filaments play a key role in additive manufacturing because the reliability of a 3D-printed product is mainly dependent on a material. Acrylonitrile butadiene styrene (ABS) and poly lactic acid (PLA) materials are used widely in additive manufacturing because of their good mechanical properties [14,15].
Many investigations have been conducted by researchers on metal bolts [16,17,18], for example, Z. Wenbin and et al. [19,20] conducted investigations on metal-ceramic composite bolts, but very few studies have been carried out on 3D-printed bolts. For instance, Harshitha V, and Rao S.S. [21] conducted an investigation on ISO standard 3D-printed bolts and nuts. They used two types of fusion deposition modeling 3D printer materials such as PLA and ABS. The result of their study has shown that PLA bolts are stronger than ABS bolts in sheer stress and equivalent stress. Therefore, PLA materials are often referred to in printing bolts. Wi J.H. et al. [22] studied the self-loosening behavior of 3D-printed bolts under transversal vibration experimentally, and they compared the test results to a steel bolt. They proved that a steel bolt is more durable than a 3D-printed bolt in the first stage of loosening. However, a 3D-printed bolt is advantageous in a specific complex fastening condition. Three-dimensional-printed bolts might be used in conditions that there are temperature changes. Owing to the nature of plastic, plastic materials are very sensitive to temperature. Therefore, to choose a suitable material for bolts is very important in terms of self-loosening under cyclical temperature changes. As mentioned above, self-loosening may occur in bolted joints under cyclical temperature changes and this has been investigated by researchers for steel bolts [12,13], but self-loosening of a 3D-printed bolt under cyclical temperature changes has not been investigated before.
Therefore, 3D-printed bolts under cyclical temperature changes were investigated experimentally in this study. Bolts and nuts of three types of material (PLA, ABS-2, and glass) were printed using a Zortrax M200 3D printer (manufacturer: Zortrax S.A., Olsztyn, Poland). The results of this investigation can be used as a reference to use 3D-printed bolts in temperature change conditions.
The structure of this article is as follows. Definition of the materials and the experiment for selecting the optimal initial bolt preload for plastic bolts because of lack of references and the experiment for self-loosening of 3D-printed bolts under cyclical temperature changes are described in Section 2. The results of experiments are discussed in Section 3. Finally, Section 4 concludes the paper.
2. Materials and Experiment
2.1. Materials
The material in additive printing technology is very important. PLA has already become very popular in 3D printing environments with its smooth surface and good mechanical properties. It has a high degree of hardness, it is an ecological material, and it has a very low shrinkage rate [23]. ABS is considered as a material that is economical, and it is used widely in gadgets and figurines. Glass is the best choice in printing automotive and electronic objects. These three materials have the highest tensile strength among the Zortrax M200 3D printer materials. Therefore, the materials were selected for the bolt and nut specimens to analyze self-loosening under cyclical temperature changes. The properties of the materials are listed in Table 1.

Table 1.
Mechanical properties of 3D printer materials.
2.2. Bolt Preload
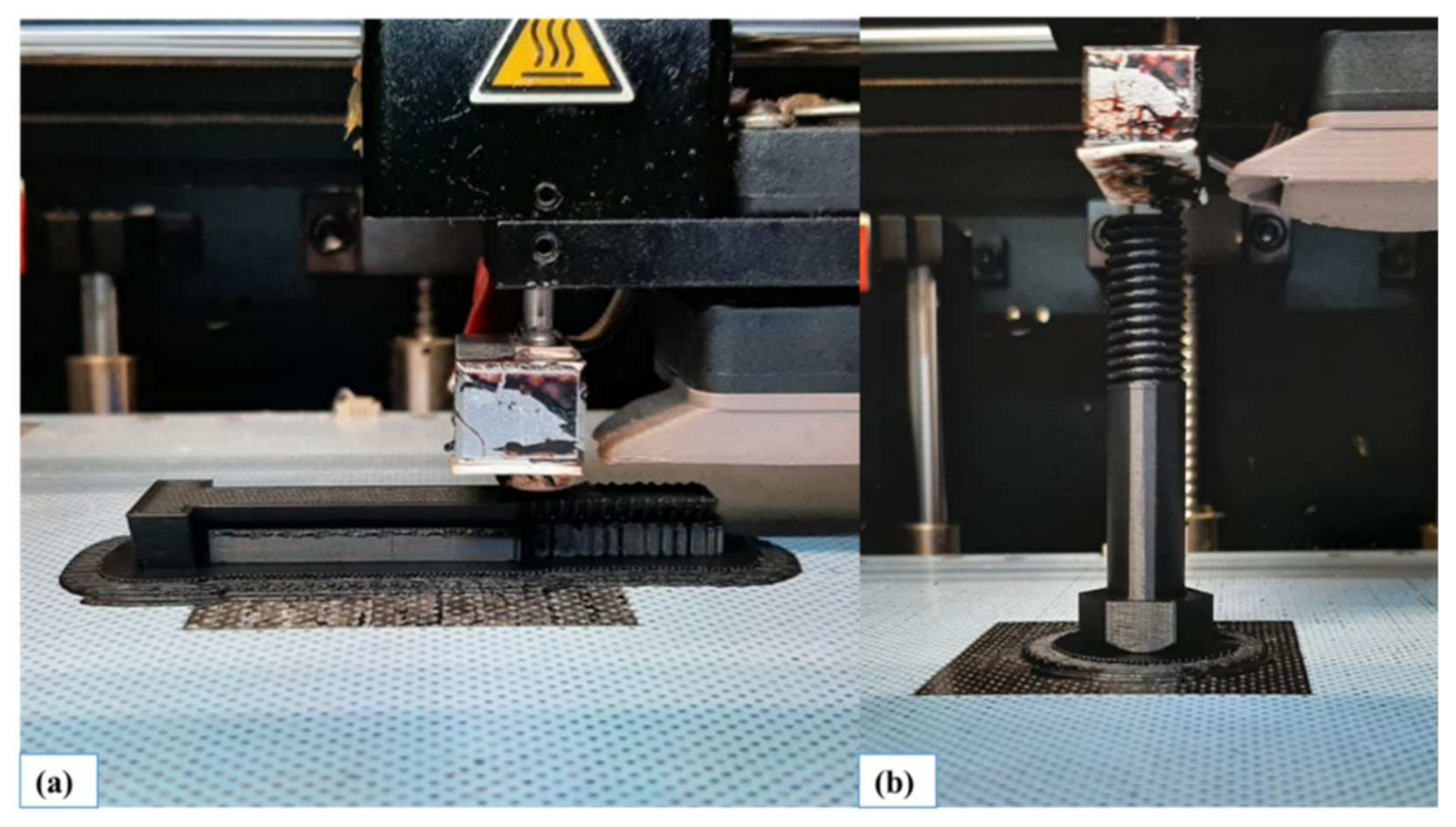
Bolt preload is considered a significant factor in joints because if the preload of the bolted joint is not high enough, it can be easily loosened and lead the joint to fail. Furthermore, if the preload is also more than high enough, the bolt may fail in this condition. Considering these concepts, a test was conducted to determine the optimal initial preload for three types of bolt materials because of the lack of information about nominal bolt preloads for 3D-printed bolts. For this, several PLA, ABS-2, and glass bolts and nuts were printed by using two printing methods (vertical printing and horizontal printing) in a Zortrax M200 3D printer, as shown in Figure 1. The difference between both printing methods is only the bolts’ position as the bolt is placed horizontally Figure 1a and vertically Figure 1b. The rest of the printing parameters, such as printing speed, layer thickness, printing time is default and the same. After that, a clamped part and a load cell (manufacturer: Radian QBIO, Seoul, South Korea, model: RCWW-1T, nonlinearity: 1%, hysteresis: 0.5%) were tightened by the bolts and nuts made with three types of materials. The clamp force of the joint was increased by a wrench slowly until the bolt failed, while measurement of the load cell was recorded simultaneously. The point that the bolt failed was considered as a maximum point of a bolt preload for this study. The test was performed three times for all printing methods and materials in order to confirm the results.
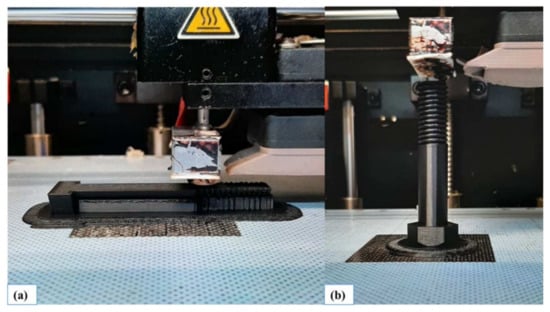
Figure 1.
Printing method: (a) horizontal printing, (b) vertical printing.
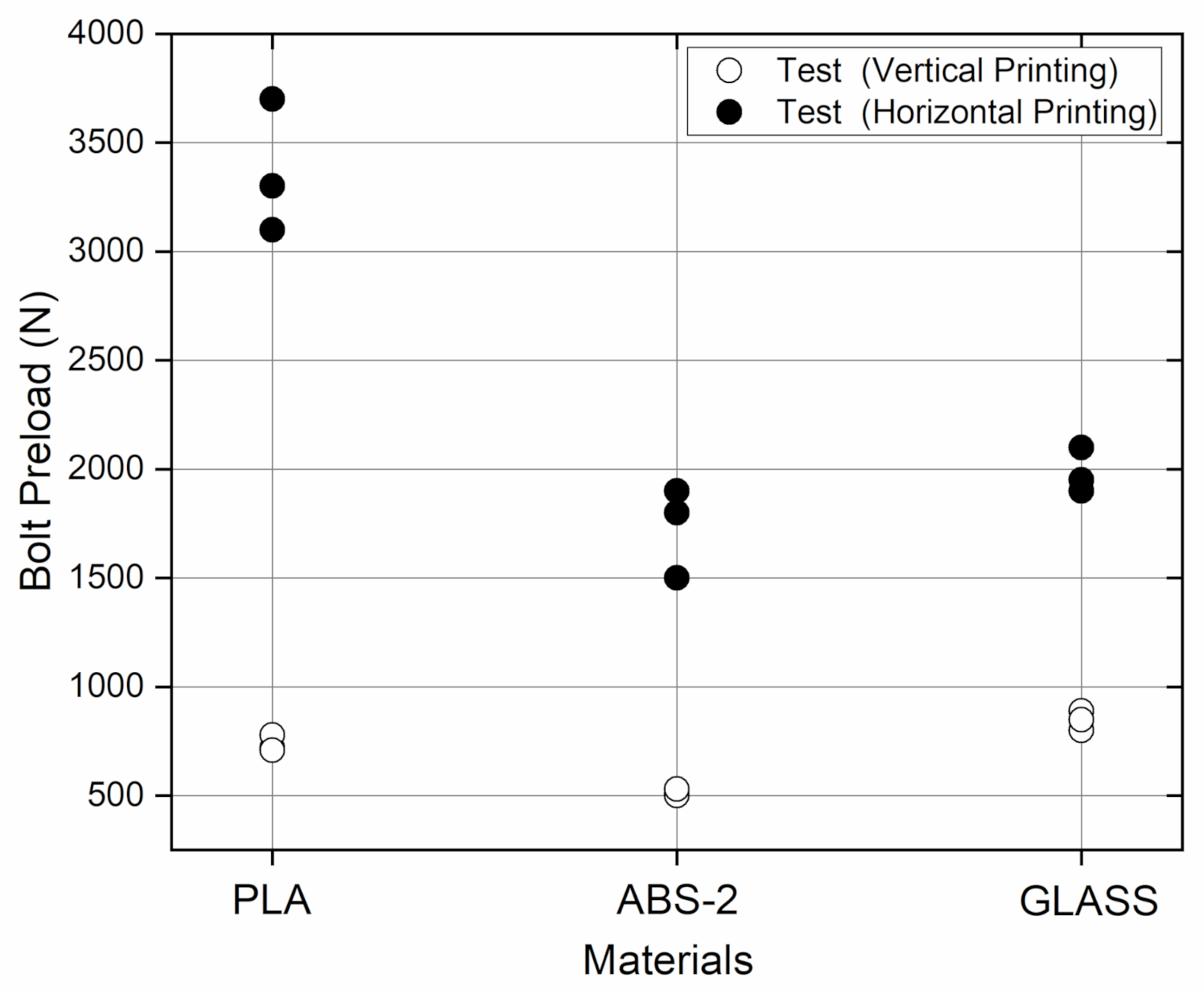
Figure 2 shows the maximum preload for the bolts made with the three different materials. All bolts had a maximum preload lower than 1000 N with the vertical printing method, while the maximum preload of the bolts was more than 1500 N with the horizontal printing method. The PLA bolt had the highest preload of more than 3000 N, and the ABS-2 bolt had the lowest preload in both printing methods. According to the result, the horizontal printing method showed better performance than that of the vertical printing method. The maximum preload of the bolts printed in the horizontal printing method was about three times higher than that of the vertical printing method. For that reason, the printing direction of the Zortrax M200 3D printer was perpendicular to the axis of the bolt in the horizontal printing method, while the printing direction was in the same direction of the bolt axis. By considering these concepts, a horizontal printing method is strongly recommended in printing threaded fasteners. Therefore, the bolts and nuts were printed in a horizontal printing method, and the initial bolt preload was selected as 1000 N.
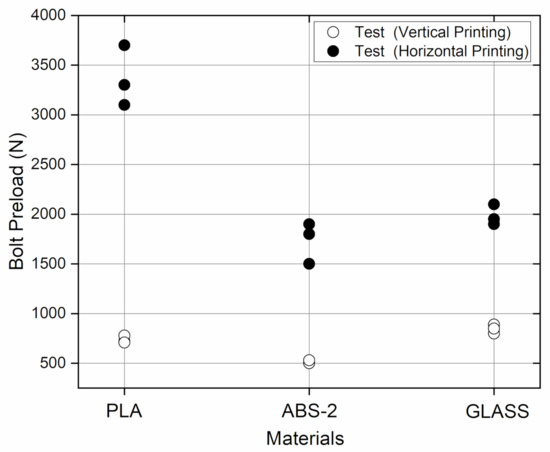
Figure 2.
The results of maximal preload of bolts printed by use of two different printing methods for all bolt materials.
2.3. Test Condition
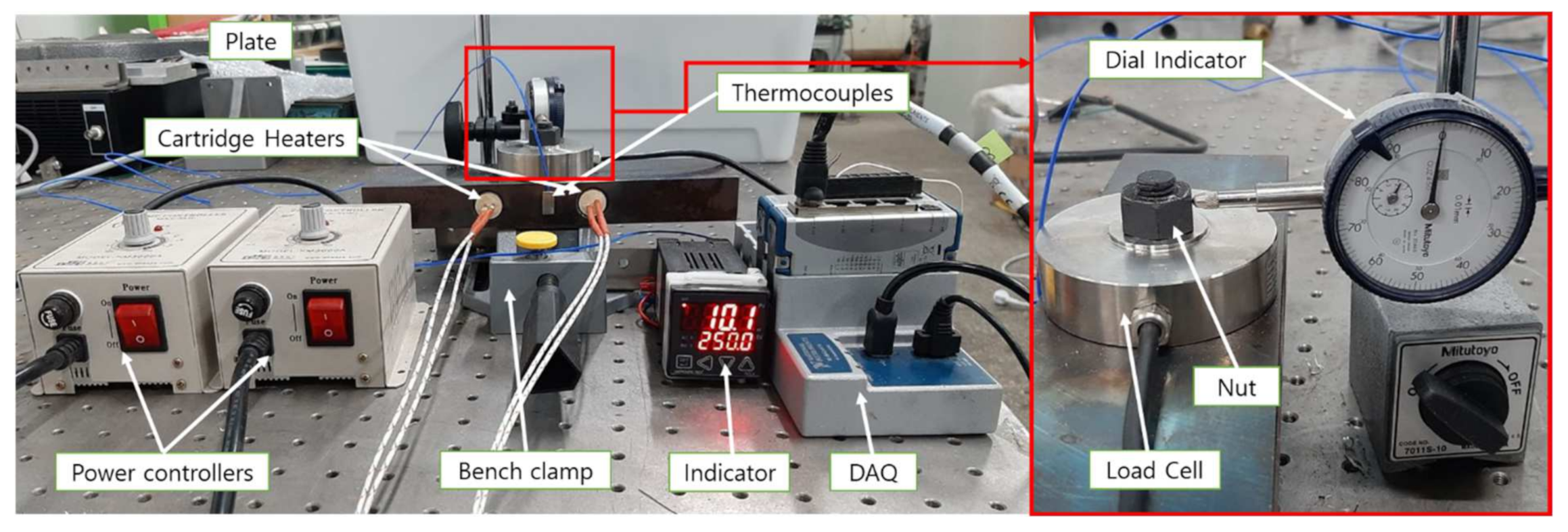
A steel plate where there were two holes with a diameter of 20 mm to insert heater cartridges and a hole with a diameter of 13 mm for a bolt in it for a test rig was modeled and manufactured. An M12 × 1.75 bolt and nut were modeled in Autodesk Fusion 360 software and printed by using a Zortrax M200 3D printer. A test rig was designed to study self-loosening of the 3D-printed bolt under repeated temperature changes. A high-accuracy compression load cell (manufacturer: Radian QBIO, Seoul, South Korea, model: RCWW-1T, nonlinearity: 1%, hysteresis: 0.5%) was used to measure the clamped force variation of the bolted joint, as shown in Figure 3. A high-accuracy thermocouple (K-type thermocouple with capacity up to 300 °C) was attached to the plate to indicate the bolted joint’s temperature. The bolt was fixed using clamp bench, which was fastened to a stationary desk, and a dial indicator was used to measure the rotation displacement of the nut (see Figure 3).
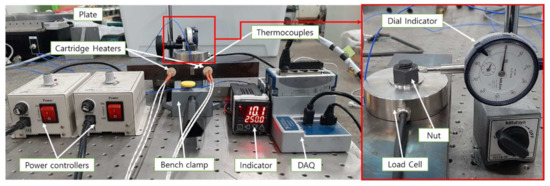
Figure 3.
Experimental set up.
The experiment started with a 1000 N initial preload of the bolted joint, and to measure the clamped force of the joint, a compression load cell installed between the plate and the nut was used. After taking a measurement of the initial temperature, the desired temperature changes were applied by the cartridge heaters, which were controlled by power controllers in the structure. The experiments were carried out under two different temperature change conditions from 10 °C up to 40 °C and 80 °C. A cycle of temperature changes consisted of two processes of heating and cooling. The preload change of the bolted joint was recorded in LABVIEW software (Version: LabVIEW 2015 SP1, Developer(s): National Instruments, Austin, Texas). A single cycle of temperature changes from 10 °C to 40 °C in the test lasted about 50 min (6 min for the heating process and 45 ± 5 min for the cooling process). A single cycle of temperature changes from 10 °C to 80 °C in the test lasted about 135 min (10 min for the heating process and 120 ± 10 min for the cooling process). The rotation displacement of the nut in the loosening direction was also measured simultaneously by a dial indicator. The experiment for all types of bolts was repeated three times and average values were used to illustrate the results.
3. Results and Discussion
3.1. Bolt Preload
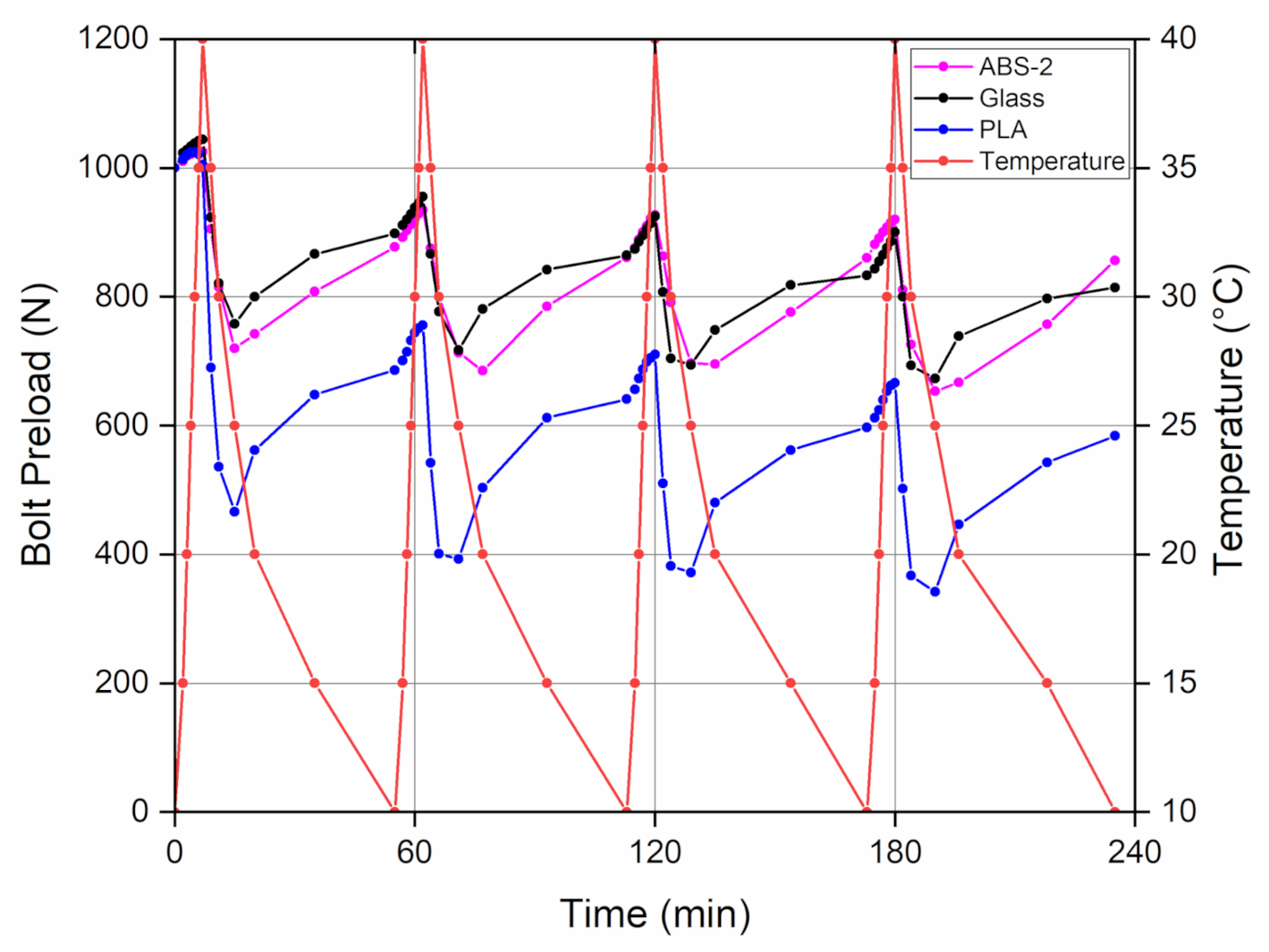
The preload variation of the 3D-printed bolt under cyclical temperature changes from 10 °C to 40 °C is depicted in Figure 4. From the figure, the preload of the ABS-2 bolt increased slowly over the heating process and was 1025 N at the end of the heating process (40 °C) of the first cycle of cyclical temperature changes. Following this, the clamp force decreased sharply at 720 N, while the temperature of the joint was 25 °C. In this interval, the bolt softened by the effect of temperature. Therefore, the preload of the joint decreased dramatically. Following this, the preload went up significantly to 877 N, which means that the bolt started to shrink until the end of the cooling process (10 °C). The point that should be noticed here is that the loosening of the ABS-2 bolt was 123 N after the first cycle when the preload at the end of the first cycle is compared to the initial preload. Then, the preload increased slightly to 935 N at the peak point of temperature changes in the heating process of the second cycle and went down tremendously to 685 N when the temperature of the joint was 20 °C. The preload went up significantly to 861 N at the end of the cooling process (10 °C). If the preload after the second cycle is compared to the preload after first cycle, the bolted joint loosened by 16 N. In the rest of the cycles, the bolted joint loosened by 1 N and 4 N. Furthermore, it can be assumed that after the second cycle, the ABS-2 bolt did not loosen.
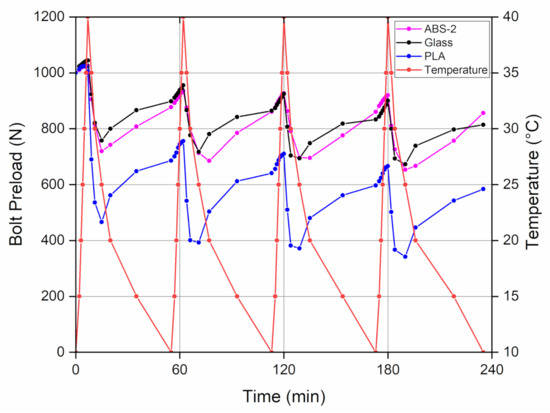
Figure 4.
The preload variations of all bolted joints under cyclical temperature changes from 10 °C to 40 °C.
The glass bolt loosened to 898 N in the beginning cycle. However, the preload kept loosening in the rest of the cycles and was 814 N after the final cycle, which means that the glass bolted joint loosened by 42 N more than the ABS-2 bolted joint. When it comes to the PLA bolt, the preload of the PLA bolted joint increased slowly up to 1024 N when the temperature was 30 °C in the heating process, then the preload started to go down and was 1005 N when the temperature hit the peak point. The reason for this is that the glass transition temperature of PLA material is much lower than that of ABS-2 and glass materials [24,25]. Hence, the loosening in the PLA bolt started earlier compared to the other materials. Following that, the preload kept decreasing until the temperature reached 25 °C in the cooling process, and it measured 466 N. Then, the preload went up to 686 N at the end of the beginning cycle of temperature changes. In the rest of the cycles, the bolted joint loosened to 641 N, 597 N, and 584 N. From the results of the experiments, it can be assumed that there was a similar periodic result after the second cycle. Therefore, four cycles of temperature changes were considered satisfactory for analysis of all 3D-printed bolts.
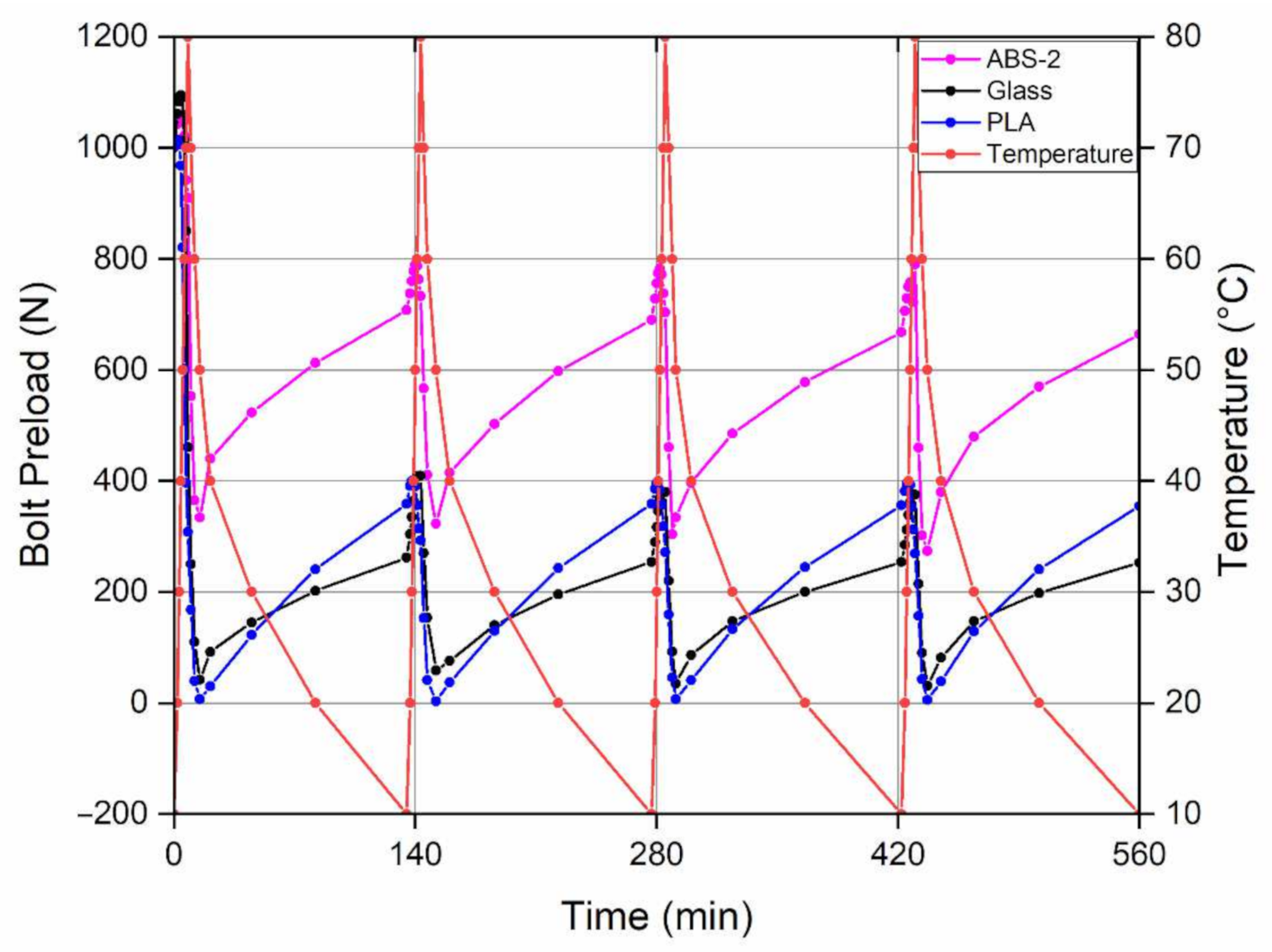
Figure 5 depicts the preload changes of three different 3D-printed bolts under cyclical temperature changes from 10 °C to 80 °C. It can be noticed from the figure that there was a similar scenario with the lower temperature-change test condition. The starting point of loosening of the bolted joints, however, is an exception since the bolts began to loosen earlier, before the temperature reached the peak point of 80 °C, than that of a lower temperature-change condition. The preload of the ABS-2 bolt was 708 N, which loosened by 292 N after the first cycle of temperature changes, and in the rest of cycles, it kept loosening by 690 N, 668 N, and 664 N, respectively. The glass and PLA bolts loosen by 254 N and 359 N, respectively after the first cycle, and then they did not loosen any more by the end of the test. It can be assumed from the results that glass and PLA bolts reached the maximum loosening that can be caused by the amplitude of the temperature changes after the first cycle.
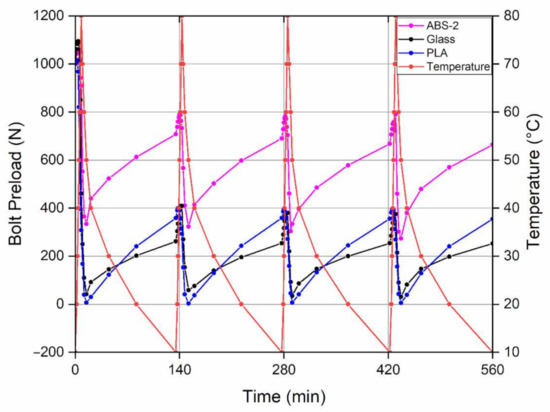
Figure 5.
The preload variations of all bolted joints under cyclical temperature changes from 10 °C to 80 °C.
3.2. Rotation Angle
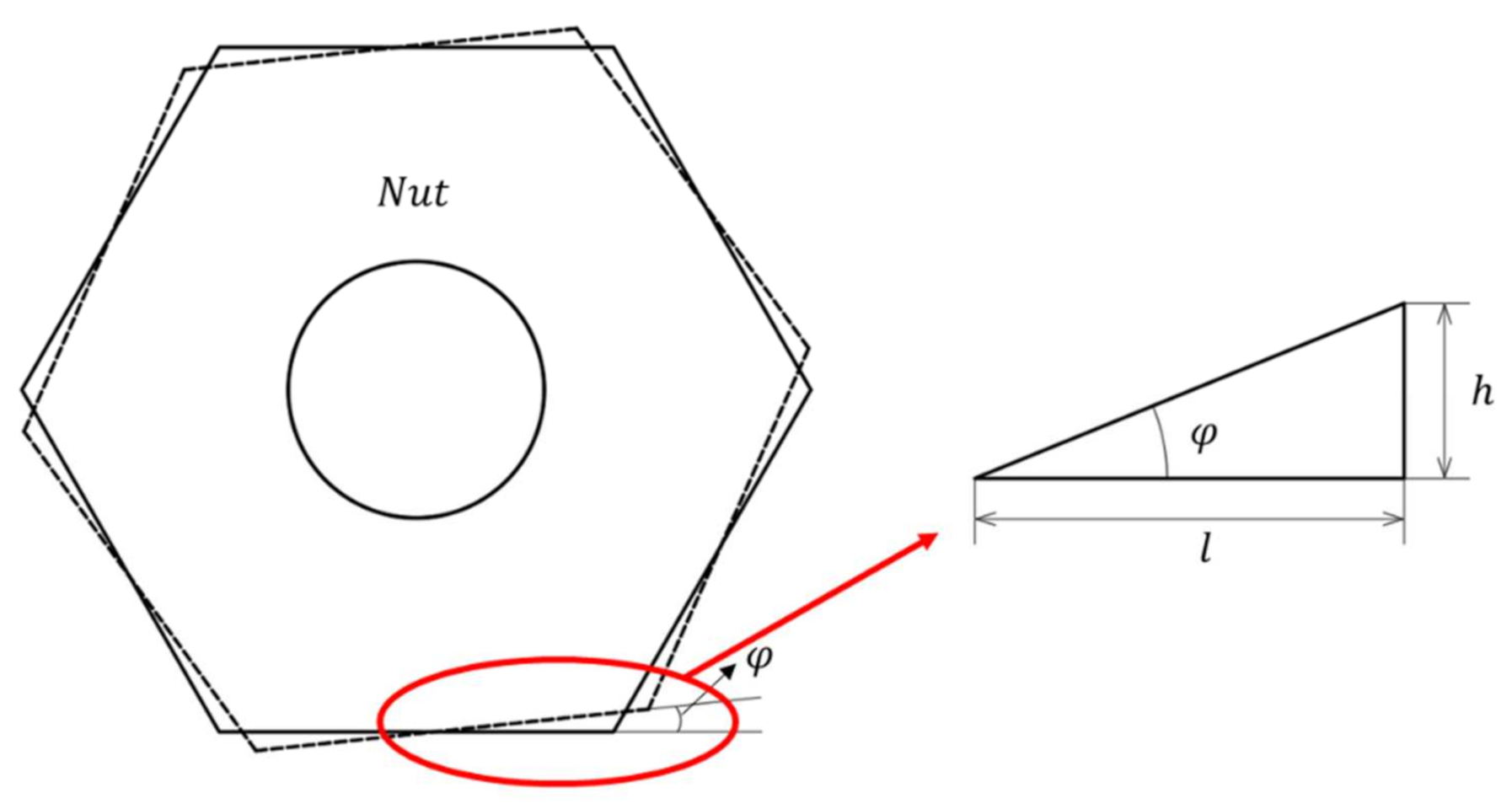
The rotation angle is measured using the method illustrated in Figure 6 and calculated by using Equation (1):
where, is the rotation angle of the nut, is the linear displacement, and is half of the length of the nut side.
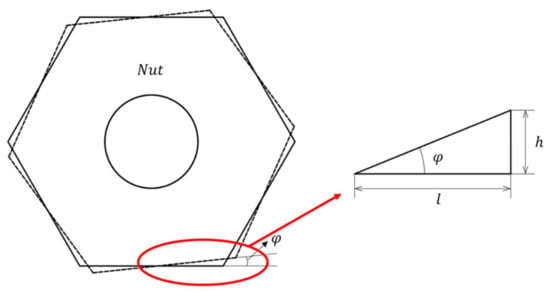
Figure 6.
The method for measuring the rotation angle of the nut in the loosening direction.
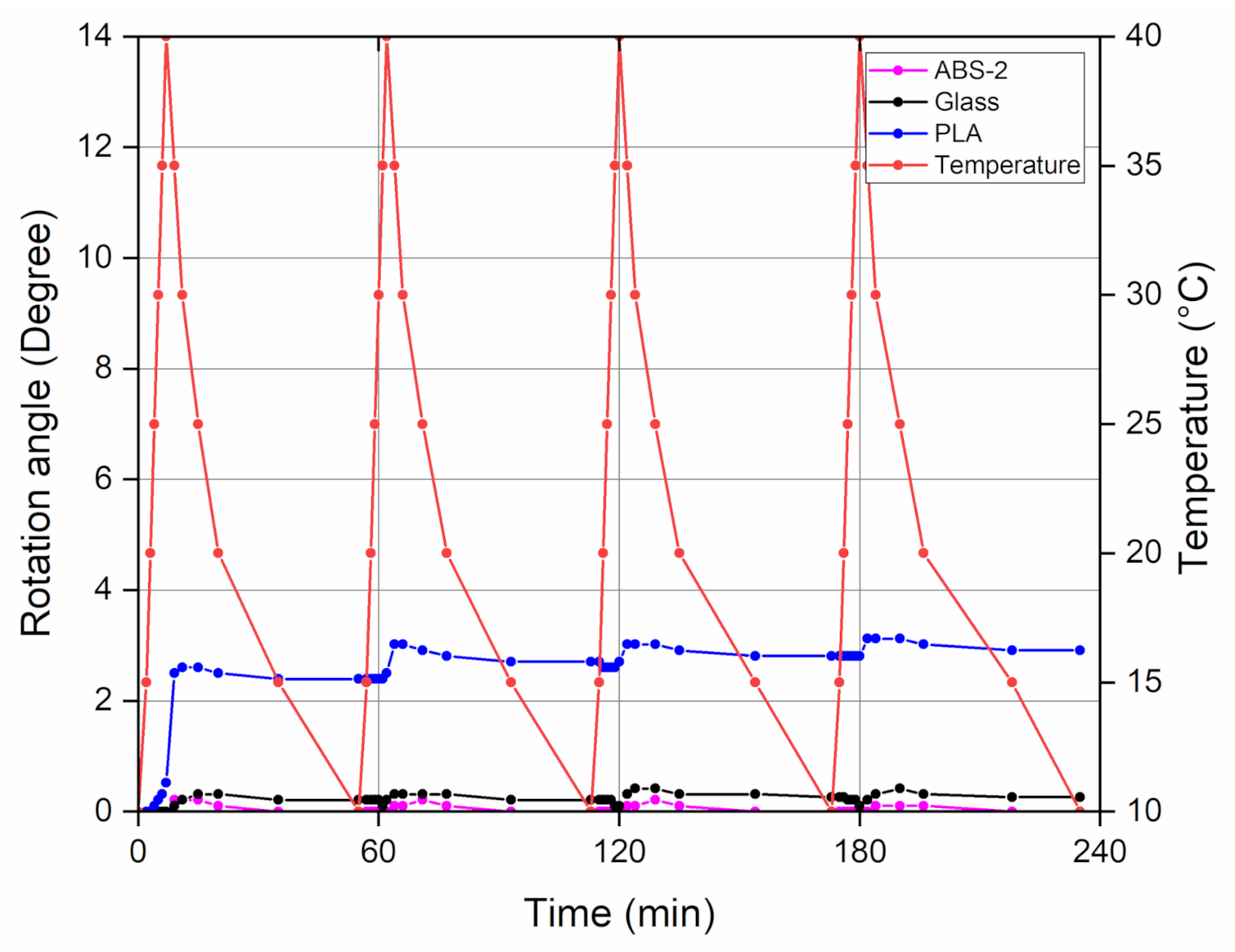
The changes of the rotation angle of the nuts under cyclical temperature changes from 10 °C to 40 °C are shown in Figure 7. The glass nut rotated by about 0.2 degrees in the first cycle. It had a very small rotation of 0.26 degrees at the end of the experiment. The ABS-2 nut did not rotate through the experiment. However, the PLA nut rotated significantly by about 2.4 degrees after the first cycle. Hence, the nut kept rotating slightly through the test and by approximately 2.9 degrees after the final cycle of the temperature changes.
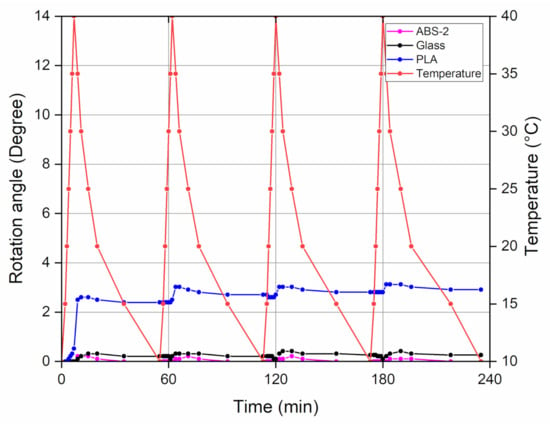
Figure 7.
The rotation angle variations of all bolted joints under cyclical temperature changes from 10 °C to 40 °C.
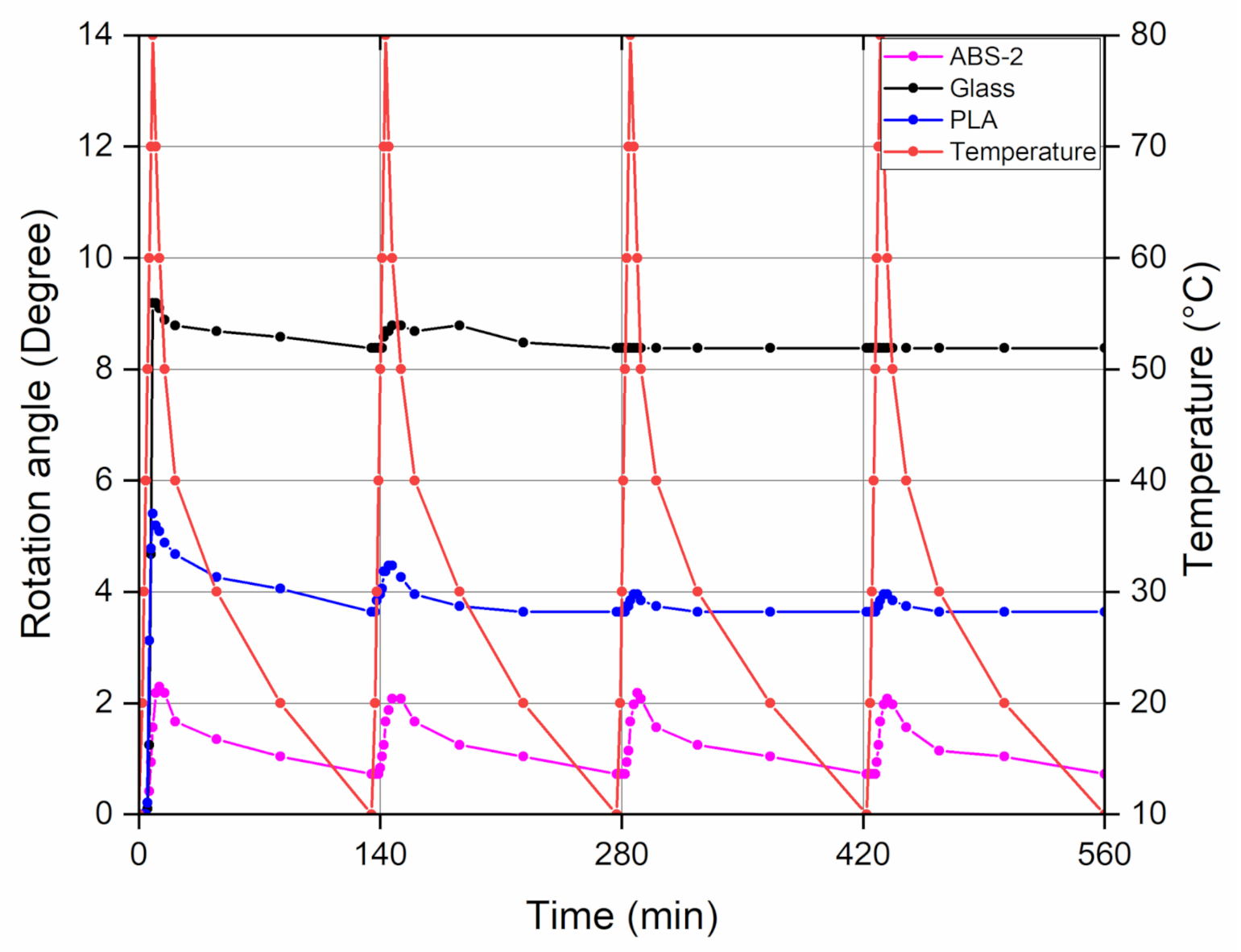
The changes of the rotation angle of the nuts under cyclical temperature changes from 10 °C to 80 °C are shown in Figure 8. It can be noticed from the figure that the ABS-2 nut rotated by 0.73 degrees in the initial cycle and did not rotate any further, and the same scenario was observed with both glass and PLA nuts. In other words, after the initial cycle, glass and PLA nuts rotated in the loosening direction by 8.38 degrees and 3.64 degrees, respectively, and their values kept constant by the end of the test.
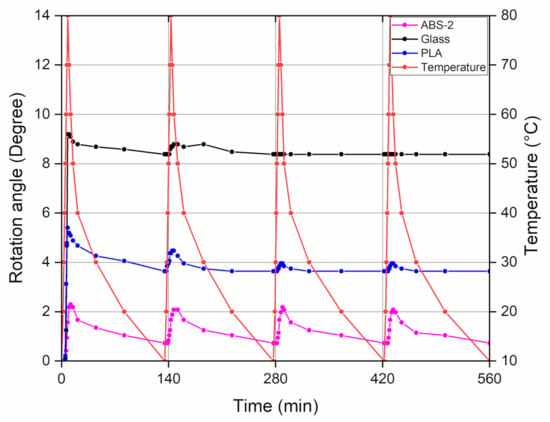
Figure 8.
The rotation angle variations of all bolted joints under cyclical temperature changes from 10 °C to 80 °C.
4. Conclusions
In this paper, self-loosening of 3D-printed bolts using three different materials, namely ABS-2, PLA, and glass under cyclical temperature changes was investigated experimentally. According to the results of the investigation, the following conclusions were obtained:
- Bolt preload for PLA was approximately 1.5 times higher than that of ABS-2 and glass.
- All bolts loosened more in the first cycle of temperature changes than in the rest of the cycles, and the ABS-2 loosened about 2.5 times less in comparison to PLA bolts when temperature changes make up from 10 °C to 40 °C.
- Under high temperature changes, PLA and glass bolts reached the maximum amount of loosening in the first cycle of temperature changes and did not loosen anymore.
- Although the ABS-2 bolt was weaker than the rest of the bolt materials in terms of the maximum preload, it was durable for temperature changes.
Author Contributions
Conceptualization, O.E, and K.-H.L.; methodology, O.E.; software, O.E.; validation, O.E, and K.-H.L.; formal analysis, O.E.; investigation, O.E.; resources, K.-H.L.; data curation, O.E.; writing—original draft preparation, O.E.; writing—review and editing, C.-H.L.; visualization, O.E.; supervision, C.-H.L.; project administration, C.-H.L.; funding acquisition, C.-H.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
This work was supported by the Korea Institute for Advancement of Technology (KIAT) grant and funded by the Korean Government (MOTIE) (P0012769, Human Resource Development Program for Industrial Innovation).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Gopinathan, J.; Noh, I. Recent trends in bioinks for 3D printing. Biomater. Res. 2018, 22, 11. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yang, W.; Calius, E.; Huang, L.; Singamneni, S. Artificial Evolution and Design for Multi-Material Additive Manufacturing. 3D Print. Addit. Manuf. 2020, 7, 326–337. [Google Scholar] [CrossRef]
- Shafiee, A. Design and Fabrication of Three-Dimensional Printed Scaffolds for Cancer Precision Medicine. Tissue Eng. Part A 2020, 26, 305–317. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sears, N.A.; Seshadri, D.R.; Dhavalikar, P.S.; Cosgriff-Hernandez, E. A Review of Three-Dimensional Printing in Tissue Engineering. Tissue Eng. Part B Rev. 2016, 22, 298–310. [Google Scholar] [CrossRef] [PubMed]
- Chand, R.; Sharma, V.S.; Trehan, R.; Gupta, M.K. A physical investigation of dimensional and mechanical characteristics of 3D printed nut and bolt for industrial applications. Rapid Prototyp. J. 2022. [Google Scholar] [CrossRef]
- Feng, X.; Xue, F. Characterization of 3D printed bolts based on digital image correlation and infrared thermography. Mater. Des. 2020, 191, 108641. [Google Scholar] [CrossRef]
- Feng, X. Tentative Experiment on 3D Printed Coal Mine Bolt. In Proceedings of the 5th ISRM Young Scholars’ Symposium on Rock Mechanics and International Symposium on Rock Engineering for Innovative Future, Okinawa, Japan, 1–4 December 2019. [Google Scholar]
- Junker, G.H. New Criteria for Self-Loosening of Fasteners Under Vibration. SAE Tech. Pap. 1969, 78, 314–335. [Google Scholar]
- Yokoyama, T.; Olsson, M.; Izumi, S.; Sakai, S. Investigation into the self-loosening behavior of bolted joint subjected to rotational loading. Eng. Fail. Anal. 2012, 23, 35–43. [Google Scholar] [CrossRef]
- Liu, J.; Ouyang, H.; Feng, Z.; Cai, Z.; Liu, X.; Zhu, M. Study on self-loosening of bolted joints excited by dynamic axial load. Tribol. Int. 2017, 115, 432–451. [Google Scholar] [CrossRef]
- Sawa, T.; Ishimura, M.; Shoji, Y.; Fukuba, Y. Mechanical behavior of rotational screw thread loosening in bolted joints under repeated temperature changes. In Proceedings of the American Society of Mechanical Engineers, Pressure Vessels and Piping Division (Publication) PVP, American Society of Mechanical Engineers Digital Collection, Chicago, IL, USA, 27–31 July 2008; Volume 2, pp. 245–252. [Google Scholar]
- Eraliev, O.M.U.; Zhang, Y.H.; Lee, K.H.; Lee, C.H. Experimental investigation on self-loosening of a bolted joint under cyclical temperature changes. Adv. Mech. Eng. 2021, 13, 1–8. [Google Scholar] [CrossRef]
- Hou, S.; Liao, R.; Li, J. A Mathematical Model for Temperature Induced Loosening due to Radial Expansion of Rectangle Thread Bolted Joints. Adv. Mech. Eng. 2015, 7, 7. [Google Scholar] [CrossRef]
- Anderson, I. Mechanical Properties of Specimens 3D Printed with Virgin and Recycled Polylactic Acid. 3D Print. Addit. Manuf. 2017, 4, 110–115. [Google Scholar] [CrossRef]
- Kumar, R.; Singh, R.; Farina, I. On the 3D printing of recycled ABS, PLA and HIPS thermoplastics for structural applications. PSU Res. Rev. 2018, 2, 115–137. [Google Scholar] [CrossRef]
- Zadoks, R.I.; Yu, X. An Investigation of the Self-Loosening Behavior of Bolts Under Transverse Vibration. J. Sound Vib. 1997, 208, 189–209. [Google Scholar] [CrossRef]
- Eraliev, O.; Lee, K.; Lee, C. Vibration-Based Loosening Detection of a Multi-Bolt Structure Using Machine Learning Algorithms. Sensors 2022, 22, 1210. [Google Scholar] [CrossRef]
- Takemasu, T.; Shinbutsu, T.; Amano, S.; Shimura, J. Development of Anti-Loosening Bolts Based on Innovative Double Thread Mechanism. Miner. Met. Mater. Ser. 2021, 2155–2165. [Google Scholar]
- Zhou, W.; Zhang, R.; Ai, S.; He, R.; Pei, Y.; Fang, D. Load distribution in threads of porous metal-ceramic functionally graded composite joints subjected to thermomechanical loading. Compos. Struct. 2015, 134, 680–688. [Google Scholar] [CrossRef] [Green Version]
- Zhou, W.; Zhang, R.; Fang, D. Design and analysis of the porous ZrO2/(ZrO2+Ni) ceramic joint with load bearing-heat insulation integration. Ceram. Int. 2016, 42, 1416–1424. [Google Scholar] [CrossRef] [Green Version]
- Harshitha, V.; Rao, S.S. Design and analysis of ISO standard bolt and nut in FDM 3D printer using PLA and ABS materials. Mater. Today Proc. 2019, 19, 583–588. [Google Scholar] [CrossRef]
- Wi, J.-H.; Ahn, H.-J.; Lee, K.-H.; Lee, C.-H. Self-Loosening Characteristics of Three-Dimensional Printed Bolted Joints. 3D Print. Addit. Manuf. 2019, 6, 354–360. [Google Scholar] [CrossRef]
- Alexandre, A.; Cruz Sanchez, F.A.; Boudaoud, H.; Camargo, M.; Pearce, J.M. Mechanical Properties of Direct Waste Printing of Polylactic Acid with Universal Pellets Extruder: Comparison to Fused Filament Fabrication on Open-Source Desktop Three-Dimensional Printers. 3D Print. Addit. Manuf. 2020, 7, 237–247. [Google Scholar] [CrossRef]
- Alfredo Campo, E. Selection of Polymeric Materials; Elsevier: Amsterdam, The Netherlands, 2008. [Google Scholar]
- Shrivastava, A. Introduction to Plastics Engineering; Elsevier: Amsterdam, The Netherlands, 2018; 262p. [Google Scholar]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).