
The Use of Graphene and Its Derivatives for the Development of Polymer Matrix Composites by Stereolithographic 3D Printing




Abstract
:1. Introduction
2. Overview of the Conventional Techniques for Graphene-Added Biomaterials
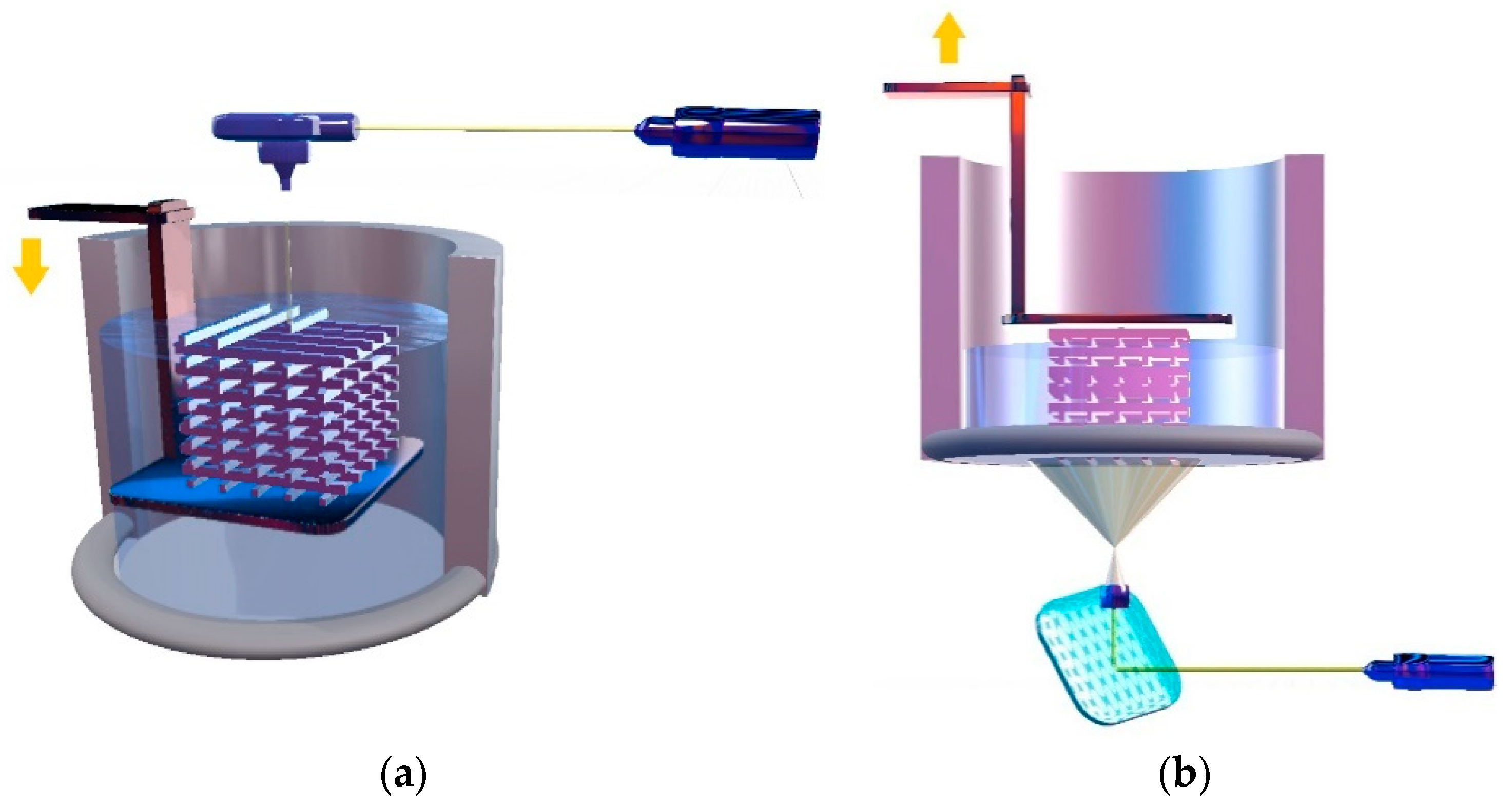
3. Stereolithography: Top-Down and Bottom-Up Approaches
4. Materials for SLA
4.1. Resins

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Resin | Functionality | Other Ingredients | Printing Conditions | Properties of the Printed Structure | Ref. |
|---|---|---|---|---|---|
| Gelatin | Methacrylamide | 0.5% Irgacure 2959; neural stem cells (density of 2 × 106 cell/mL); graphene (1 mg/mL) | Sterile atmosphere, UV light | Homogeneous distribution of cells in the 3D-printed scaffold; well-defined architecture of the bioprinted hydrogels | [78] |
| Gelatin | Methacrylamide | 0.5% Irgacure 2959; PEGDA (20%); graphene oxide (0, 0.05, 0.1, 0.25, 0.5 and 1 mg/mL) | 200 μm diameter laser beam, 25 μJ intensity output of 20 kHz emitted UV, and 10 mm/s printing speed | GO improved mesenchymal stem cells adhesion on the surface of the scaffold and favored cell proliferation and differentiation; | [68] |
| Soybean oil | Acrylate | Irgacure 819 | UV laser (355 nm), print speed between 10 to 80 mm/s, laser frequency from 8000 to 20,000 Hz | The layer thickness and width decreased dramatically with the increase in print speed, but slightly increased with increasing laser frequency. The compression modulus is not affected by differences in laser frequency. High attachment and proliferation of hMSCs | [70] |
| Soybean oil | Acrylate, di/trifunctional methacrylate | Isobornyl methacrylate, BAPO (1% w/w) | Halogen lamp (λ = 390−450 nm); post-curing in an UV oven (λ = 405 nm, 39 W) for 30 min at 60 °C; layer thickness of 100 μm | The functionality and the number of functional groups per oligomer tunes the stiffness and toughness of 3D products. Specifically, ESOMA3 provides more stiffness and tensile strength than ESOA3 and ESOMA2 photoresins. | [71] |
| Soybean oil | Acrylate epoxidized | Photoinitiators: BAPO (0.25, 0.5, 1, and 2% w/w), TPO (a) (1% w/w), TPO-L (b). Diluents: ethyl lactate, Genomer 1122TF | The resins were printed using Formlabs Form 2 printer under default settings | Increasing the ratio of BAPO in the resin significantly reduced the minimal exposure duration and the light penetration depth for the mixture. Custom made ESOA-based resins can be easily prepared with specific rheological and optical properties by adding diluents and PIs | [72] |
| Soybean oil | Acrylate epoxidized | Monomers used as reactive diluents: 1,6-hexanediol diacrylate (HDDA) and trimethylolpropane triacrylate (TMPTA). Photoinitiator: TPO (1%, 3%, 5%, and 7%) | UV-LED strips (λ = 405 nm); maximum power of 52.8 W. Irradiation time: 35 s for first 10 layers and 7.5 s for consecutive layers. Layer height: 0.5 mm. | Complete layer fusion; high-resolution features and good mechanical properties of the 3D-printed objects. The addition of the reactive diluents improved the mechanical properties. | [73] |
4.2. Graphene Composites
4.2.1. Overview of Graphene
4.2.2. Three-Dimensional SLA Printing of Graphene and GO
| Filler | Polymer Matrix | Resin Preparation | 3D Printing Conditions | Post-Processing Steps | Applications | Ref. |
|---|---|---|---|---|---|---|
| Single-layer GO (SLGO) | Commercial polymer resin (Pic 100 from EnvisionTEC Inc., Dearborn, MI, USA) | SLGO was dispersed in acetone and ultrasonicated for 2 h; addition of polymer and ultrasonication for another 2 h; acetone evaporation by heating at 70 °C for 12 h; 0.2 and 0.5 wt% SLGO | 3D printing was performed using a bottom-up mask projection-based SLA system | 60 °C for 6 h and 110 °C for another 6 h | - a | [110] |
| GO prepared from graphite flakes using a modified Hummers method | Gray resin (FLGPGRO2) from Formlabs, Somerville, MA, USA | GO was dispersed in acetone, sonicated for 15 min and mixed with resin (0.1, 0.5, and 1 wt% GO); vacuum evaporation of acetone; ultrasonication of resin for 10 min | Formlabs Form 1+ printer, 405 nm, 120 mW power and laser spot size (fwhm) of 155 μm; 50 μm resolution. The printed specimens were cleaned in an isopropyl alcohol (IPA) bath | Annealing in vacuum oven at 50 and 100 °C for 12 h | Electrodes | [111] |
| GO prepared from graphite powder using a modified Hummers method | A mixture of acrylated monomers and acrylated oligomers (Formlabs, Somerville, MA, USA, flexible Resin, FLFLGR01 | GO was dispersed in chloroform using an ultrasonic bath for 1 h; resin addition; ultrasonic mixing for 2 h; stirring at 95 °C for 18 h to remove the solvent; GO content for printing: 0.1–0.3 wt% | SLA 3D printer (Form 1+, Formlabs Inc., MA, USA); washing with IPA | post-curing using an UV-light source | - | [113] |
| Graphene, GO, graphite nanoplatelets | Photocurable acrylic-based resin was Formlabs Clear FLGPCL4 (Formlabs, Somerville, MA, USA) | Dispersion of the nanofiller (0.1 wt%) in the polymer resin; ultrasonication for 30 min; degasification; ultrasonic bath for 15 min | 405 nm | - | Biomedical applications | [115] |
| GO prepared by a modified Hummers’ method | Commercial PIC100 resin (EnvisionTEC Inc., Dearborn, MI) | GO (1, 2, 3 wt.%) was mixed with the resin for 24 h by magnetic bar | 3D printing was performed using a self-made projection SLA system; light intensity of 3900 μWcm−2; layer thickness of 30 μm | Pyrolysis with a heating rate of 2 °C/min and, following the profile 25–150 °C/1 h–300 °C/1 h–400 °C/1 h–500 °C/3 h | Semiconductors | [120] |
| Graphene powder | Polylactic acid–polyurethane (PLA-PUA) oligomer | Triethylene glycol dimethacrylate (37 wt%), PLA-PUA (62 wt.%), Irgacure (1 wt%). Dissolution of the initiator in the diluent, addition of graphene (0.5 wt%), ultrasonication, addition of the oligomer, mechanical stirring, degassing. | 405 nm SLA (Photon, ANYCUBIC, China); 20 W UV-light intensity; 0.020 m/h print speed; 47 μm XY resolution; 1.25 μm Z axis accuracy; layer thickness from 0.02 mm to 0.2 mm | - a | Bone tissue engineering | [117] |
4.3. Three-Dimensional SLA Printing of Functionalized Graphene Composites
| Functionalization Agent | Polymer Matrix | Resin Preparation | 3D Printing Conditions | Post-Processing Steps | Applications | Ref. |
|---|---|---|---|---|---|---|
| 2-Hydroxyethyl methacrylate | Acrylate photosensitive resin synthesized by free radical polymerization | Bisphenol-A epoxy diacrylate (E-44) and diethylene glycol (mole ratio of 10:1) was mixed with butylated hydroxytoluene (0.1 wt%) at 70 °C for 1 h. Tetrabutylammonium bromide and acrylic acid were added, and the mixture was heated at 95 °C for 1 h. Cationic aliphatic epoxy resin, diluent monomer, sensitizer and Irgacure 250 were added. The filler was dispersed by ultrasonication for 1 h. | SLA printer (Hygieo WIZART DLP/SLA, China); UV-light irradiation | - | Different graphene reinforced resins for SLA | [128] |
| Acryloyl chloride | Methacrylate-based resin for SLA (Formlabs Somerville, MA, USA) | Filler concentrations: 0−1.0 wt%; ultrasonication for 30 min; continuous stirring at 50 °C for 12 h | 25 μm resolution, 405 nm laser wavelength, and 250 mW power rating | 2 isopropanol baths for 10 min; drying at RT for 30 min; post-curing at 405 nm at 60 °C for 1 h | Industrial applications, such as drone parts or medical devices | [129] |
| 3-(methacryloyloxy) propyl trimethoxysilane (MEMO) | Epoxy acrylate (BisGMA/1,6 hexane diol diacrylate) | GO synthesised by the Tour method was mixed with MEMO and ethanol for 8 h at room temperature and 2 h at 60 °C. Resin: mixture of bisphenol A glycerolate diacrylate (50%) and hexanediol diacrylate (50%); GO (0.05 ÷ 0.25%), Irgacure 819 | SLA printer manufactured at Marmara University Manufacturing Laboratory, 405 nm; 0.1 mm thickness for each layer | Raycon UV System Mercury Lamb Conveyor (speed was 5 min/mm at 150 kV) with a short wavelength (200 nm) | - | [131] |
| BYK dispersant (copolymer containing amino groups) | Polyester acrylate, acryloylmorpholine (ACMO) as diluent monomer; TPO as photosensitizer | A mixture of graphite oxide, BYK and ethanol was first subjected to a sonochemical exfoliation process for 1 h; centrifugation; washing with ethanol; drying under vacuum at 80 °C. The functionalized GO was mixed with ACMO; ultrasonication for 30 min; addition of TPO and polyester acrylate; magnetic stirring for 1 h. Filler concentrations: 2, 5 and 7 wt% | SLA printer (Xiaofang, China); 25 μm layer thickness; 405 nm wavelength; energy dose of the UV laser of 1327 mJ/cm2 | Annealing at different temperatures (200, 250, 300, and 350 °C) in nitrogen atmosphere for 1 h. | Smart electronics | [132] |
5. Problems and Limitations
6. Post-Treatments
7. Biocompatibility Issues
8. Conclusions and Future Perspectives
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Loxley, A. Devices and Implants Prepared Using Hot Melt Extrusion. In Melt Extrusion; Repka, M., Langley, N., DiNunzio, J., Eds.; AAPS Advances in the Pharmaceutical Sciences Series; Springer: New York, NY, USA, 2013; Volume 9, pp. 281–298. [Google Scholar] [CrossRef]
- Jain, S.; Fuoco, T.; Yassin, M.A.; Mustafa, K.; Finne-Wistrand, A. Printability and Critical Insight into Polymer Properties during Direct-Extrusion Based 3D Printing of Medical Grade Polylactide and Copolyesters. Biomacromolecules 2020, 21, 388–396. [Google Scholar] [CrossRef] [PubMed]
- Thavornyutikarn, B.; Chantarapanich, N.; Sitthiseripratip, K.; Thouas, G.A.; Chen, Q. Bone Tissue Engineering Scaffolding: Computer-Aided Scaffolding Techniques. Prog. Biomater. 2014, 3, 61–102. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ng, W.L.; Lee, J.M.; Zhou, M.; Chen, Y.-W.; Lee, K.-X.A.; Yeong, W.Y.; Shen, Y.-F. Vat polymerization-based bioprinting—Process, materials, applications and regulatory challenges. Biofabrication 2020, 12, 022001. [Google Scholar] [CrossRef]
- Park, S.-M.; Park, J.-M.; Kim, S.-K.; Heo, S.-J.; Koak, J.-Y. Flexural Strength of 3D-Printing Resin Materials for Provisional Fixed Dental Prostheses. Materials 2020, 13, 3970. [Google Scholar] [CrossRef] [PubMed]
- Alharbi, N.; Osman, R.B.; Wismeijer, D. Factors Influencing the Dimensional Accuracy of 3D-Printed Full-Coverage Dental Restorations Using Stereolithography Technology. Int. J. Prosthodont. 2016, 29, 503–510. [Google Scholar] [CrossRef] [Green Version]
- Pere, C.P.P.; Economidou, S.N.; Lall, G.; Ziraud, C.; Boateng, J.S.; Alexander, B.D.; Lamprou, D.; Douroumis, D. 3D printed microneedles for insulin skin delivery. Int. J. Pharm. 2018, 544, 425–432. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.; Sun, L.; Mei, Z.; Zhang, F.; He, M.; Fletcher, C.; Wang, F.; Yang, J.; Bi, D.; Jiang, Y.; et al. 3D printed biodegradable implants as an individualized drug delivery system for local chemo-therapy of osteosarcoma. Mater. Des. 2020, 186, 108336. [Google Scholar] [CrossRef]
- Guillaume, O.; Geven, M.; Sprecher, C.; Stadelmann, V.A.; Grijpma, D.W.; Tang, T.T.; Qin, L.; Lai, Y.; Alini, M.; De Bruijn, J.; et al. Surface-enrichment with hydroxyapatite nanoparticles in stereolithography-fabricated composite polymer scaffolds promotes bone repair. Acta Biomater. 2017, 54, 386–398. [Google Scholar] [CrossRef]
- Heidt, B.; Rogosic, R.; Bonni, S.; Passariello-Jansen, J.; Dimech, D.; Lowdon, J.W.; Arreguin-Campos, R.; Redeker, E.S.; Eersels, K.; Diliën, H.; et al. The Liberalization of Microfluidics: Form 2 Benchtop 3D Printing as an Affordable Alternative to Established Manufacturing Methods. Phys. Status Solidi 2020, 217, 1900935. [Google Scholar] [CrossRef]
- Pagac, M.; Hajnys, J.; Ma, Q.-P.; Jancar, L.; Jansa, J.; Stefek, P.; Mesicek, J. A Review of Vat Photopolymerization Technology: Materials, Applications, Challenges, and Future Trends of 3D Printing. Polymers 2021, 13, 598. [Google Scholar] [CrossRef]
- Xu, X.; Awad, A.; Robles-Martinez, P.; Gaisford, S.; Goyanes, A.; Basit, A.W. Vat photopolymerization 3D printing for advanced drug delivery and medical device applications. J. Control. Release 2020, 329, 743–757. [Google Scholar] [CrossRef] [PubMed]
- Schubert, U.S.; Wloka, T.; Gottschaldt, M. From light to structure: Photo initiators in two-photon polymerization. Chem. A Eur. J. 2022. [Google Scholar] [CrossRef] [PubMed]
- Nguyen, A.K.; Narayan, R.J. Two-photon polymerization for biological applications. Mater. Today 2017, 20, 314–322. [Google Scholar] [CrossRef]
- Zheng, Y.; Huang, X.; Chen, J.; Wu, K.; Wang, J.; Zhang, X. A Review of Conductive Carbon Materials for 3D Printing: Materials, Technologies, Properties, and Applications. Materials 2021, 14, 3911. [Google Scholar] [CrossRef] [PubMed]
- Huang, C.-T.; Shrestha, L.K.; Ariga, K.; Hsu, S.-H. A graphene–polyurethane composite hydrogel as a potential bioink for 3D bioprinting and differentiation of neural stem cells. J. Mater. Chem. B 2017, 5, 8854–8864. [Google Scholar] [CrossRef]
- Voicu, S.I.; Pandele, M.A.; Vasile, E.; Rughinis, R.; Crica, L.; Pilan, L.; Ionita, M. The impact of sonication time through polysulfone-graphene oxide composite films properties. Dig. J. Nanomater. Biostruct. 2013, 8, 1389–1394. [Google Scholar]
- Ionita, M.; Vasile, E.; Crica, L.E.; Voicu, S.I.; Pandele, A.M.; Dinescu, S.; Predoiu, L.; Galateanu, B.; Hermenean, A.; Costache, M. Synthesis, characterization and in vitro studies of polysulfone/graphene oxide composite membranes. Compos. Part B Eng. 2015, 72, 108–115. [Google Scholar] [CrossRef]
- Ionita, M.; Crica, L.E.; Voicu, S.I.; Pandele, A.M.; Iovu, H. Fabrication of cellulose triacetate/graphene oxide porous membrane. Polym. Adv. Technol. 2015, 27, 350–357. [Google Scholar] [CrossRef]
- Ioniță, M.; Crică, L.E.; Voicu, S.I.; Dinescu, S.; Miculescu, F.; Costache, M.; Iovu, H. Synergistic effect of carbon nanotubes and graphene for high performance cellulose acetate membranes in biomedical applications. Carbohydr. Polym. 2018, 183, 50–61. [Google Scholar] [CrossRef]
- Palla-Papavlu, A.; Voicu, S.; Dinescu, M. Sensitive Materials and Coating Technologies for Surface Acoustic Wave Sensors. Chemosensors 2021, 9, 105. [Google Scholar] [CrossRef]
- Bonciu, A.F.; Filipescu, M.; Voicu, S.I.; Lippert, T.; Palla-Papavlu, A. Facile Fabrication of Hybrid Carbon Nanotube Sensors by Laser Direct Transfer. Nanomaterials 2021, 11, 2604. [Google Scholar] [CrossRef]
- Muhulet, A.; Miculescu, F.; Voicu, S.I.; Schütt, F.; Thakur, V.K.; Mishra, Y.K.; Costache, M.; Iovu, H. Fundamentals and scopes of doped carbon nanotubes towards energy and biosensing applications. Mater. Today Energy 2018, 9, 154–186. [Google Scholar] [CrossRef]
- Ioniţă, M.; Vlăsceanu, G.M.; Watzlawek, A.A.; Voicu, S.I.; Burns, J.S.; Iovu, H. Graphene and functionalized graphene: Extraordinary prospects for nanobiocomposite materials. Compos. Part B Eng. 2017, 121, 34–57. [Google Scholar] [CrossRef]
- Muhulet, A.; Tuncel, C.; Miculescu, F.; Pandele, A.M.; Bobirica, C.; Orbeci, C.; Bobirica, L.; Palla-Papavlu, A.; Voicu, S.I. Synthesis and characterization of polysulfone–TiO2 decorated MWCNT composite membranes by sonochemical method. Appl. Phys. A 2020, 126, 233. [Google Scholar] [CrossRef]
- Pandele, A.M.; Serbanescu, O.S.; Voicu, S.I. Polysulfone Composite Membranes with Carbonaceous Structure: Synthesis and Applications. Coatings 2020, 10, 609. [Google Scholar] [CrossRef]
- Oprea, M.; Voicu, S.I. Recent Advances in Applications of Cellulose Derivatives-Based Composite Membranes with Hydroxyapatite. Materials 2020, 13, 2481. [Google Scholar] [CrossRef]
- Oprea, M.; Voicu, S.I. Cellulose Composites with Graphene for Tissue Engineering Applications. Materials 2020, 13, 5347. [Google Scholar] [CrossRef]
- Pandele, A.M.; Iovu, H.; Orbeci, C.; Tuncel, C.; Miculescu, F.; Nicolescu, A.; Deleanu, C.; Voicu, S.I. Surface modified cellulose acetate membranes for the reactive retention of tetracycline. Sep. Purif. Technol. 2020, 249, 117145. [Google Scholar] [CrossRef]
- Serbanescu, O.S.; Voicu, S.I.; Thakur, V.K. Polysulfone functionalized membranes: Properties and challenges. Mater. Today Chem. 2020, 17, 100302. [Google Scholar] [CrossRef]
- Pandele, A.M.; Oprea, M.; Dutu, A.A.; Miculescu, F.; Voicu, S.I. A Novel Generation of Polysulfone/Crown Ether-Functionalized Reduced Graphene Oxide Membranes with Potential Applications in Hemodialysis. Polymers 2021, 14, 148. [Google Scholar] [CrossRef]
- Mohan, V.B.; Lau, K.-T.; Hui, D.; Bhattacharyya, D. Graphene-based materials and their composites: A review on production, applications and product limitations. Compos. Part B Eng. 2018, 142, 200–220. [Google Scholar] [CrossRef]
- Ponnamma, D.; Yin, Y.; Salim, N.; Parameswaranpillai, J.; Thomas, S.; Hameed, N. Recent progress and multifunctional applications of 3D printed graphene nanocomposites. Compos. Part B Eng. 2020, 204, 108493. [Google Scholar] [CrossRef]
- Catania, F.; Marras, E.; Giorcelli, M.; Jagdale, P.; Lavagna, L.; Tagliaferro, A.; Bartoli, M. A Review on Recent Advancements of Graphene and Graphene-Related Materials in Biological Applications. Appl. Sci. 2021, 11, 614. [Google Scholar] [CrossRef]
- Vlăsceanu, G.M.; Iovu, H.; Ioniţă, M. Graphene inks for the 3D printing of cell culture scaffolds and related molecular arrays. Compos. Part B Eng. 2019, 162, 712–723. [Google Scholar] [CrossRef]
- Li, Y.; Feng, Z.; Huang, L.; Essa, K.; Bilotti, E.; Zhang, H.; Peijs, T.; Hao, L. Additive manufacturing high performance graphene-based composites: A review. Compos. Part A Appl. Sci. Manuf. 2019, 124. [Google Scholar] [CrossRef]
- Pal, N.; Banerjee, S.; Roy, P.; Pal, K. Melt-blending of unmodified and modified cellulose nanocrystals with reduced graphene oxide into PLA matrix for biomedical application. Polym. Adv. Technol. 2019, 30, 3049–3060. [Google Scholar] [CrossRef]
- Grant, J.J.; Pillai, S.C.; Hehir, S.; McAfee, M.; Breen, A. Biomedical Applications of Electrospun Graphene Oxide. ACS Biomater. Sci. Eng. 2021, 7, 1278–1301. [Google Scholar] [CrossRef] [PubMed]
- Bahrami, S.; Solouk, A.; Mirzadeh, H.; Seifalian, A.M. Electroconductive polyurethane/graphene nanocomposite for biomedical applications. Compos. Part B Eng. 2019, 168, 421–431. [Google Scholar] [CrossRef]
- Nekounam, H.; Gholizadeh, S.; Allahyari, Z.; Samadian, H.; Nazeri, N.; Shokrgozar, M.A.; Faridi-Majidi, R. Electroconductive scaffolds for tissue regeneration: Current opportunities, pitfalls, and potential solutions. Mater. Res. Bull. 2020, 134, 111083. [Google Scholar] [CrossRef]
- Khan, Y.H.; Islam, A.; Sarwar, A.; Gull, N.; Khan, S.M.; Munawar, A.; Zia, S.; Sabir, A.; Shafiq, M.; Jamil, T. Novel green nano composites films fabricated by indigenously synthesized graphene oxide and chitosan. Carbohydr. Polym. 2016, 146, 131–138. [Google Scholar] [CrossRef]
- Yang, J.-H.; Lin, S.-H.; Lee, Y.-D. Preparation and characterization of poly(l-lactide)–graphene composites using the in situ ring-opening polymerization of PLLA with graphene as the initiator. J. Mater. Chem. 2012, 22, 10805–10815. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, C.; Madbouly, S.A. In situ polymerization of bio-based thermosetting polyurethane/graphene oxide nanocomposites. J. Appl. Polym. Sci. 2015, 132, 41751. [Google Scholar] [CrossRef]
- Shin, S.R.; Bolagh, B.A.G.; Gao, X.; Nikkhah, M.; Jung, S.M.; Dolatshahi-Pirouz, A.; Kim, S.B.; Kim, S.M.; Dokmeci, M.R.; Tang, X.; et al. Layer-by-Layer Assembly of 3D Tissue Constructs with Functionalized Graphene. Adv. Funct. Mater. 2014, 24, 6136–6144. [Google Scholar] [CrossRef]
- Chaitoglou, S.; Spachis, L.; Zisis, G.; Raptis, I.; Papanikolaou, N.; Vavouliotis, A.; Penedo, R.; Fernandes, N.; Dimoulas, A. Layer-by-layer assembled graphene coatings on polyurethane films as He permeation barrier. Prog. Org. Coatings 2020, 150, 105984. [Google Scholar] [CrossRef]
- Khan, M.U.A.; Haider, S.; Haider, A.; Razak, S.I.A.; Kadir, M.R.A.; Shah, S.A.; Javed, A.; Shakir, I.; Al-Zahrani, A.A. Development of porous, antibacterial and biocompatible GO/n-HAp/bacterial cellulose/β-glucan biocomposite scaffold for bone tissue engineering. Arab. J. Chem. 2021, 14, 102924. [Google Scholar] [CrossRef]
- Verma, D.; Goh, K.L. Chapter 11—Functionalized Graphene-Based Nanocomposites for Energy Applications. In Functionalized Graphene Nanocomposites and Their Derivatives; Jawaid, M., Bouhfid, R., Qaiss, A.E.K., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 219–243. [Google Scholar] [CrossRef]
- Ivanoska-Dacikj, A.; Bogoeva-Gaceva, G. Chapter Two—Fabrication Methods of Carbon-Based Rubber Nanocomposites. In Carbon-Based Nanofillers and Their Rubber Nanocomposites; Yaragalla, S., Ed.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 27–47. [Google Scholar] [CrossRef]
- Platnieks, O.; Gaidukovs, S.; Neibolts, N.; Barkane, A.; Gaidukova, G.; Thakur, V. Poly(butylene succinate) and graphene nanoplatelet–based sustainable functional nanocomposite materials: Structure-properties relationship. Mater. Today Chem. 2020, 18, 100351. [Google Scholar] [CrossRef]
- Popescu, M.-T.; Tasis, D.; Papadimitriou, K.D.; Gkermpoura, S.; Galiotis, C.; Tsitsilianis, C. Colloidal stabilization of graphene sheets by ionizable amphiphilic block copolymers in various media. RSC Adv. 2015, 5, 89447–89460. [Google Scholar] [CrossRef] [Green Version]
- Paydayesh, A.; Mousavi, S.R.; Estaji, S.; Khonakdar, H.A.; Nozarinya, M.A. Functionalized graphene nanoplatelets/poly (lactic acid)/chitosan nanocomposites: Mechanical, biodegradability, and electrical conductivity properties. Polym. Compos. 2022, 43, 411–421. [Google Scholar] [CrossRef]
- Zhang, C.; Tjiu, W.W.; Fan, W.; Huang, S.; Liu, T. A novel approach for transferring water-dispersible graphene nanosheets into organic media. J. Mater. Chem. 2012, 22, 11748–11754. [Google Scholar] [CrossRef]
- Barroso-Bujans, F.; Cerveny, S.; Verdejo, R.; del Val, J.; Alberdi, J.; Alegria, A.; Colmenero, J. Permanent adsorption of organic solvents in graphite oxide and its effect on the thermal exfoliation. Carbon 2010, 48, 1079–1087. [Google Scholar] [CrossRef]
- Robinson, A.J.; Pérez-Nava, A.; Ali, S.C.; González-Campos, J.B.; Holloway, J.L.; Cosgriff-Hernandez, E.M. Comparative analysis of fiber alignment methods in electrospinning. Matter 2021, 4, 821–844. [Google Scholar] [CrossRef]
- Shi, X.; Zhou, W.; Ma, D.; Ma, Q.; Bridges, D.; Ma, Y.; Hu, A. Electrospinning of Nanofibers and Their Applications for Energy Devices. J. Nanomater. 2015, 2015, 1–20. [Google Scholar] [CrossRef] [Green Version]
- Mao, H.-N.; Wang, X.-G. Use of in-situ polymerization in the preparation of graphene/polymer nanocomposites. New Carbon Mater. 2020, 35, 336–343. [Google Scholar] [CrossRef]
- Dalai, N.; Sreekanth, P.S.R. Mechanical properties of graphene and nano-diamond reinforced ultra high molecular weight polyethylene. Mater. Today Proc. 2020, 27, 1013–1016. [Google Scholar] [CrossRef]
- Melchels, F.P.W.; Feijen, J.; Grijpma, D.W. A review on stereolithography and its applications in biomedical engineering. Biomaterials 2010, 31, 6121–6130. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zakeri, S.; Vippola, M.; Levänen, E. A comprehensive review of the photopolymerization of ceramic resins used in stereolithography. Addit. Manuf. 2020, 35, 101177. [Google Scholar] [CrossRef]
- Voet, V.S.D.; Guit, J.; Loos, K. Sustainable Photopolymers in 3D Printing: A Review on Biobased, Biodegradable, and Recyclable Alternatives. Macromol. Rapid Commun. 2020, 42, e20004752020. [Google Scholar] [CrossRef]
- Ashish, M.; Nabeel, A.; Gopinath, P.; Vinogradov, A. Chapter 1—3D Printing in Medicine: Current Challenges and Potential Applications. In 3D Printing Technology in Nanomedicine; Ahmad, N., Gopinath, P., Dutta, R., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 1–22. [Google Scholar] [CrossRef]
- Taormina, G.; Sciancalepore, C.; Messori, M.; Bondioli, F. 3D printing processes for photocurable polymeric materials: Technologies, materials, and future trends. J. Appl. Biomater. Funct. Mater. 2018, 16, 151–160. [Google Scholar] [CrossRef] [Green Version]
- Bhushan, B.; Caspers, M. An overview of additive manufacturing (3D printing) for microfabrication. Microsyst. Technol. 2017, 23, 1117–1124. [Google Scholar] [CrossRef]
- Schlotthauer, T.; Nolan, D.; Middendorf, P. Influence of short carbon and glass fibers on the curing behavior and accuracy of photopolymers used in stereolithography. Addit. Manuf. 2021, 42, 102005. [Google Scholar] [CrossRef]
- Chiulan, I.; Heggset, E.B.; Voicu, S.I.; Chinga-Carrasco, G. Photopolymerization of Bio-Based Polymers in a Biomedical Engineering Perspective. Biomacromolecules 2021, 22, 1795–1814. [Google Scholar] [CrossRef] [PubMed]
- Bagheri, A.; Jin, J. Photopolymerization in 3D Printing. ACS Appl. Polym. Mater. 2019, 1, 593–611. [Google Scholar] [CrossRef] [Green Version]
- Farzan, A.; Borandeh, S.; Ezazi, N.Z.; Lipponen, S.; Santos, H.A.; Seppälä, J. 3D scaffolding of fast photocurable polyurethane for soft tissue engineering by stereolithography: Influence of materials and geometry on growth of fibroblast cells. Eur. Polym. J. 2020, 139, 109988. [Google Scholar] [CrossRef]
- Zhou, X.; Nowicki, M.; Cui, H.; Zhu, W.; Fang, X.; Miao, S.; Lee, S.-J.; Keidar, M.; Zhang, L.G. 3D bioprinted graphene oxide-incorporated matrix for promoting chondrogenic differentiation of human bone marrow mesenchymal stem cells. Carbon N. Y. 2017, 116, 615–624. [Google Scholar] [CrossRef]
- Elomaa, L.; Keshi, E.; Sauer, I.M.; Weinhart, M. Development of GelMA/PCL and dECM/PCL resins for 3D printing of acellular in vitro tissue scaffolds by stereolithography. Mater. Sci. Eng. C 2020, 112, 110958. [Google Scholar] [CrossRef] [PubMed]
- Miao, S.; Zhu, W.; Castro, N.; Nowicki, M.; Zhou, X.; Cui, H.; Fisher, J.P.; Zhang, L.G. 4D printing smart biomedical scaffolds with novel soybean oil epoxidized acrylate. Sci. Rep. 2016, 6, 27226. [Google Scholar] [CrossRef] [Green Version]
- Guit, J.; Tavares, M.B.L.; Hul, J.; Ye, C.; Loos, K.; Jager, J.; Folkersma, R.; Voet, V.S.D. Photopolymer Resins with Biobased Methacrylates Based on Soybean Oil for Stereolithography. ACS Appl. Polym. Mater. 2020, 2, 949–957. [Google Scholar] [CrossRef]
- Skliutas, E.; Lebedevaite, M.; Kasetaite, S.; Rekštytė, S.; Lileikis, S.; Ostrauskaite, J.; Malinauskas, M. A Bio-Based Resin for a Multi-Scale Optical 3D Printing. Sci. Rep. 2020, 10, 9758. [Google Scholar] [CrossRef]
- Barkane, A.; Platnieks, O.; Jurinovs, M.; Kasetaite, S.; Ostrauskaite, J.; Gaidukovs, S.; Habibi, Y. UV-Light Curing of 3D Printing Inks from Vegetable Oils for Stereolithography. Polymers 2021, 13, 1195. [Google Scholar] [CrossRef]
- Branciforti, D.S.; Lazzaroni, S.; Milanese, C.; Castiglioni, M.; Auricchio, F.; Pasini, D.; Dondi, D. Visible light 3D printing with epoxidized vegetable oils. Addit. Manuf. 2018, 25, 317–324. [Google Scholar] [CrossRef]
- Liang, B.; Li, R.; Zhang, C.; Yang, Z.; Yuan, T. Synthesis and characterization of a novel tri-functional bio-based methacrylate prepolymer from castor oil and its application in UV-curable coatings. Ind. Crop. Prod. 2019, 135, 170–178. [Google Scholar] [CrossRef]
- Hu, Y.; Shang, Q.; Bo, C.; Jia, P.; Feng, G.; Zhang, F.; Liu, C.; Zhou, Y. Synthesis and Properties of UV-Curable Polyfunctional Polyurethane Acrylate Resins from Cardanol. ACS Omega 2019, 4, 12505–12511. [Google Scholar] [CrossRef]
- Grigoryan, B.; Sazer, D.W.; Avila, A.; Albritton, J.L.; Padhye, A.; Ta, A.H.; Greenfield, P.T.; Gibbons, D.L.; Miller, J.S. Development, characterization, and applications of multi-material stereolithography bioprinting. Sci. Rep. 2021, 11, 3171. [Google Scholar] [CrossRef] [PubMed]
- Zhu, W.; Harris, B.T.; Zhang, L.G. Gelatin methacrylamide hydrogel with graphene nanoplatelets for neural cell-laden 3D bioprinting. Annu. Int. Conf. IEEE Eng. Med. Boil. Soc. 2016, 2016, 4185–4188. [Google Scholar] [CrossRef]
- Dash, G.; Pattanaik, S.R.; Behera, S. Graphene for Electron Devices: The Panorama of a Decade. IEEE J. Electron Devices Soc. 2014, 2, 77–104. [Google Scholar] [CrossRef]
- Randviir, E.P.; Brownson, D.A.C.; Banks, C.E. A decade of graphene research: Production, applications and outlook. Mater. Today 2014, 17, 426–432. [Google Scholar] [CrossRef]
- Hummers, W.S.; Offeman, R.E. Preparation of Graphitic Oxide. J. Am. Chem. Soc. 1958, 80, 1339. [Google Scholar] [CrossRef]
- Le, G.T.; Manyam, J.; Opaprakasit, P.; Chanlek, N.; Grisdanurak, N.; Sreearunothai, P. Divergent mechanisms for thermal reduction of graphene oxide and their highly different ion affinities. Diam. Relat. Mater. 2018, 89, 246–256. [Google Scholar] [CrossRef]
- Gómez-Navarro, C.; Weitz, R.T.; Bittner, A.M.; Scolari, M.; Mews, A.; Burghard, M.; Kern, K. Electronic Transport Properties of Individual Chemically Reduced Graphene Oxide Sheets. Nano Lett. 2007, 7, 3499–3503. [Google Scholar] [CrossRef]
- Tung, V.; Allen, M.J.; Yang, Y.; Kaner, R.B. High-throughput solution processing of large-scale graphene. Nat. Nanotechnol. 2008, 4, 25–29. [Google Scholar] [CrossRef] [PubMed]
- De Silva, K.K.H.; Huang, H.-H.; Joshi, R.K.; Yoshimura, M. Chemical reduction of graphene oxide using green reductants. Carbon 2017, 119, 190–199. [Google Scholar] [CrossRef]
- Chen, Y.; Zhao, Y.; Han, D.; Fu, D.; Chen, Y.; Zhou, D.; Li, Y.; Wang, X.; Zhao, Z. A graphite enclosure assisted synthesis of high-quality patterned graphene on 6H–SiC by ion implantation. Carbon 2021, 172, 353–359. [Google Scholar] [CrossRef]
- Kim, J.; Kim, H.-Y.; Jeon, J.H.; An, S.; Hong, J.; Kim, J. Study on the formation of graphene by ion implantation on Cu, Ni and CuNi alloy. Appl. Surf. Sci. 2018, 451, 162–168. [Google Scholar] [CrossRef]
- Li, Z.; Young, R.J.; Backes, C.; Zhao, W.; Zhang, X.; Zhukov, A.; Tillotson, E.; Conlan, A.P.; Ding, F.; Haigh, S.J.; et al. Mechanisms of Liquid-Phase Exfoliation for the Production of Graphene. ACS Nano 2020, 14, 10976–10985. [Google Scholar] [CrossRef] [PubMed]
- Amiri, A.; Naraghi, M.; Ahmadi, G.; Soleymaniha, M.; Shanbedi, M. A review on liquid-phase exfoliation for scalable production of pure graphene, wrinkled, crumpled and functionalized graphene and challenges. FlatChem 2018, 8, 40–71. [Google Scholar] [CrossRef]
- Briggs, N.; Gebeyehu, Z.M.; Vera, A.; Zhao, T.; Wang, K.; Duran, A.D.L.F.; Bersch, B.; Bowen, T.; Knappenberger, K.L.; Robinson, J.A. Epitaxial graphene/silicon carbide intercalation: A minireview on graphene modulation and unique 2D materials. Nanoscale 2019, 11, 15440–15447. [Google Scholar] [CrossRef] [PubMed]
- Mishra, N.; Boeckl, J.J.; Tadich, A.; Jones, R.; Pigram, P.; Edmonds, M.; Fuhrer, M.; Nichols, B.M.; Iacopi, F. Solid source growth of graphene with Ni–Cu catalysts: Towards high quality in situ graphene on silicon. J. Phys. D Appl. Phys. 2017, 50, 095302. [Google Scholar] [CrossRef] [Green Version]
- Papon, R.; Pierlot, C.; Sharma, S.; Shinde, S.M.; Kalita, G.; Tanemura, M. Optimization of CVD parameters for graphene synthesis through design of experiments. Phys. Status Solidi 2016, 254, 1600629. [Google Scholar] [CrossRef]
- Moon, J.-Y.; Kim, S.-I.; Son, S.-K.; Kang, S.-G.; Lim, J.-Y.; Lee, D.K.; Ahn, B.; Whang, D.; Yu, H.K.; Lee, J.-H. An Eco-Friendly, CMOS-Compatible Transfer Process for Large-Scale CVD-Graphene. Adv. Mater. Interfaces 2019, 6, 1900084. [Google Scholar] [CrossRef]
- DeArmond, D.; Zhang, L.; Malik, R.; Reddy, K.V.K.; Alvarez, N.T.; Haase, M.R.; Hsieh, Y.-Y.; Kanakaraj, S.N.; Oslin, N.; Brunemann, J.; et al. Scalable CVD synthesis of three-dimensional graphene from cast catalyst. Mater. Sci. Eng. B 2020, 254, 114510. [Google Scholar] [CrossRef]
- Younis, M.R.; He, G.; Lin, J.; Huang, P. Recent Advances on Graphene Quantum Dots for Bioimaging Applications. Front. Chem. 2020, 8, 424. [Google Scholar] [CrossRef] [PubMed]
- Voicu, S.I.; Thakur, V.K. Graphene-based composite membranes for nanofiltration: Performances and future perspectives. Emergent Mater. 2021, 1–13. [Google Scholar] [CrossRef]
- Ferrari, A.C.; Bonaccorso, F.; Fal’Ko, V.; Novoselov, K.S.; Roche, S.; Bøggild, P.; Borini, S.; Koppens, F.H.L.; Palermo, V.; Pugno, N.; et al. Science and technology roadmap for graphene, related two-dimensional crystals, and hybrid systems. Nanoscale 2015, 7, 4598–4810. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Parizi, M.T.; Ebrahimi, G.; Ezatpour, H. Effect of graphene nanoplatelets content on the micro-structural and mechanical properties of AZ80 magnesium alloy. Mater. Sci. Eng. A 2019, 742, 373–389. [Google Scholar] [CrossRef]
- Chen, Y.; Xu, P.; Shu, Z.; Wu, M.; Wang, L.; Zhang, S.; Zheng, Y.; Chen, H.; Wang, J.; Li, Y.; et al. Multifunctional Graphene Oxide-based Triple Stimuli-Responsive Nanotheranostics. Adv. Funct. Mater. 2014, 24, 4386–4396. [Google Scholar] [CrossRef]
- Thakur, S.; Karak, N. Multi-stimuli responsive smart elastomeric hyperbranched polyurethane/reduced graphene oxide nanocomposites. J. Mater. Chem. A 2014, 2, 14867–14875. [Google Scholar] [CrossRef]
- Salem, M.L.; Gemeay, A.; Gomaa, S.; Aldubayan, M.A.; Assy, L. Superparamagnetic graphene oxide/magnetite nanocomposite delivery system for doxorubicin-induced distinguished tumor cell cycle arrest and apoptosis. J. Nanopart. Res. 2020, 22, 219. [Google Scholar] [CrossRef]
- Gu, Z.; Zhu, S.; Yan, L.; Zhao, F.; Zhao, Y. Graphene-Based Smart Platforms for Combined Cancer Therapy. Adv. Mater. 2018, 31, e18006622018. [Google Scholar] [CrossRef]
- Yang, S.; Lei, P.; Shan, Y.; Zhang, D. Preparation and characterization of antibacterial electrospun chitosan/poly (vinyl alcohol)/graphene oxide composite nanofibrous membrane. Appl. Surf. Sci. 2018, 435, 832–840. [Google Scholar] [CrossRef]
- Liu, Y.; Song, R.; Zhang, X.; Zhang, D. Enhanced antimicrobial activity and pH-responsive sustained release of chitosan/poly (vinyl alcohol)/graphene oxide nanofibrous membrane loading with allicin. Int. J. Biol. Macromol. 2020, 161, 1405–1413. [Google Scholar] [CrossRef]
- Olad, A.; Hagh, H.B.K. Graphene oxide and amin-modified graphene oxide incorporated chitosan-gelatin scaffolds as promising materials for tissue engineering. Compos. Part B Eng. 2019, 162, 692–702. [Google Scholar] [CrossRef]
- Zambrano-Andazol, I.; Vázquez, N.; Chacón, M.; Sánchez-Avila, R.M.; Persinal, M.; Blanco, C.; González, Z.; Menéndez, R.; Sierra, M.; Fernández-Vega, A.; et al. Reduced graphene oxide membranes in ocular regenerative medicine. Mater. Sci. Eng. C 2020, 114, 111075. [Google Scholar] [CrossRef] [PubMed]
- Cheng, Z.; Landish, B.; Chi, Z.; Nannan, C.; Jingyu, D.; Sen, L.; Xiangjin, L. 3D printing hydrogel with graphene oxide is functional in cartilage protection by influencing the signal pathway of Rank/Rankl/OPG. Mater. Sci. Eng. C 2017, 82, 244–252. [Google Scholar] [CrossRef] [PubMed]
- Wei, X.; Li, D.; Jiang, W.; Gu, Z.; Wang, X.; Zhang, Z.; Sun, Z. 3D Printable Graphene Composite. Sci. Rep. 2015, 5, 11181. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- García-Tuñón, E.; Feilden, E.; Zheng, H.; D’Elia, E.; Leong, A.; Saiz, E. Graphene Oxide: An All-in-One Processing Additive for 3D Printing. ACS Appl. Mater. Interfaces 2017, 9, 32977–32989. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lin, D.; Jin, S.; Zhang, F.; Wang, C.; Wang, Y.; Zhou, C.; Cheng, G. 3D stereolithography printing of graphene oxide reinforced complex architectures. Nanotechnology 2015, 26, 434003. [Google Scholar] [CrossRef] [Green Version]
- Manapat, J.Z.; Mangadlao, J.D.; Tiu, B.D.B.; Tritchler, G.C.; Advincula, R.C. High-Strength Stereolithographic 3D Printed Nanocomposites: Graphene Oxide Metastability. ACS Appl. Mater. Interfaces 2017, 9, 10085–10093. [Google Scholar] [CrossRef]
- Xiao, R.; Ding, M.; Wang, Y.; Gao, L.; Fan, R.; Lu, Y. Stereolithography (SLA) 3D printing of carbon fiber-graphene oxide (CF-GO) reinforced polymer lattices. Nanotechnology 2021, 32, 235702. [Google Scholar] [CrossRef]
- Tsang, C.H.A.; Zhakeyev, A.; Leung, D.Y.C.; Xuan, J. GO-modified flexible polymer nanocomposites fabricated via 3D stereolithography. Front. Chem. Sci. Eng. 2019, 13, 736–743. [Google Scholar] [CrossRef] [Green Version]
- Lim, S.M.; Shin, B.S.; Kim, K. Characterization of Products Using Additive Manufacturing with Graphene/Photopolymer-Resin Nano-Fluid. J. Nanosci. Nanotechnol. 2017, 17, 5492–5495. [Google Scholar] [CrossRef]
- Lopez de Armentia, S.; Fernández-Villamarín, S.; Ballesteros, Y.; Del Real, J.C.; Dunne, N.; Paz, E. 3D Printing of a Graphene-Modified Photopolymer Using Stereolithography for Biomedical Applications: A Study of the Polymerization Reaction. Int. J. Bioprinting 2022, 8, 1–16. [Google Scholar] [CrossRef]
- Wang, D.; Huang, X.; Li, J.; He, B.; Liu, Q.; Hu, L.; Jiang, G. 3D printing of graphene-doped target for “matrix-free” laser desorption/ionization mass spectrometry. Chem. Commun. 2018, 54, 2723–2726. [Google Scholar] [CrossRef] [PubMed]
- Feng, Z.; Li, Y.; Hao, L.; Yang, Y.; Tang, T.; Tang, D.; Xiong, W. Graphene-Reinforced Biodegradable Resin Composites for Stereolithographic 3D Printing of Bone Structure Scaffolds. J. Nanomater. 2019, 2019, 9710264. [Google Scholar] [CrossRef] [Green Version]
- Mohan, D.; Sajab, M.S.; Kaco, H.; Bakarudin, S.B.; Noor, A.M. 3D Printing of UV-Curable Polyurethane Incorporated with Surface-Grafted Nanocellulose. Nanomaterials 2019, 9, 1726. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ibrahim, F.; Mohan, D.; Sajab, M.S.; Bakarudin, S.B.; Kaco, H. Evaluation of the Compatibility of Organosolv Lignin-Graphene Nanoplatelets with Photo-Curable Polyurethane in Stereolithography 3D Printing. Polymers 2019, 11, 1544. [Google Scholar] [CrossRef] [Green Version]
- Korhonen, H.; Sinh, L.H.; Luong, N.D.; Lehtinen, P.; Verho, T.; Partanen, J.; Seppälä, J. Fabrication of graphene-based 3D structures by stereolithography. Phys. Status Solidi 2015, 213, 982–985. [Google Scholar] [CrossRef]
- Ding, A.; Jeon, O.; Cleveland, D.; Gasvoda, K.L.; Wells, D.; Lee, S.J.; Alsberg, E. Jammed Micro-Flake Hydrogel for Four-Dimensional Living Cell Bioprinting. Adv. Mater. 2022, 2109394. [Google Scholar] [CrossRef]
- Ding, A.; Lee, S.J.; Ayyagari, S.; Tang, R.; Huynh, C.T.; Alsberg, E. 4D biofabrication via instantly generated graded hydrogel scaffolds. Bioact. Mater. 2021, 7, 324–332. [Google Scholar] [CrossRef]
- Chowdhury, J.; Anirudh, P.V.; Karunakaran, C.; Rajmohan, V.; Mathew, A.T.; Koziol, K.; Alsanie, W.F.; Kannan, C.; Balan, A.S.S.; Thakur, V.K. 4D Printing of Smart Polymer Nanocomposites: Integrating Graphene and Acrylate Based Shape Memory Polymers. Polymers 2021, 13, 3660. [Google Scholar] [CrossRef]
- Mangadlao, J.D.; Huang, R.; Foster, E.L.; Pangilinan, K.D.; Danda, C.; Advincula, A.; Maia, J.M.; Advincula, R.C. Graphene Oxide-Poly(ethylene glycol) methyl ether methacrylate Nanocomposite Hydrogels. Macromol. Chem. Phys. 2016, 217, 101–107. [Google Scholar] [CrossRef]
- Deepshikha, S. Photoactive graphene: Chemical functionalization using photosensitive functional group. J. Optoelectron. Adv. Mater. 2014, 16, 1170–1174. [Google Scholar]
- Wang, H.-X.; Hao-Li, Z. Photoactive Graphene—From Functionalization to Applications. In Graphene New Trends and Development; InTech Open: London, UK, 2015. [Google Scholar] [CrossRef] [Green Version]
- Maciel, E.V.S.; Mejía-Carmona, K.; Jordan-Sinisterra, M.; Da Silva, L.F.; Medina, D.A.V.; Lanças, F.M. The Current Role of Graphene-Based Nanomaterials in the Sample Preparation Arena. Front. Chem. 2020, 8, 664. [Google Scholar] [CrossRef] [PubMed]
- Li, J.; Wang, L.; Dai, L.; Zhong, L.; Liu, B.; Ren, J.; Xu, Y. Synthesis and characterization of reinforced acrylate photosensitive resin by 2-hydroxyethyl methacrylate-functionalized graphene nanosheets for 3D printing. J. Mater. Sci. 2018, 53, 1874–1886. [Google Scholar] [CrossRef]
- Palaganas, J.O.; Palaganas, N.B.; Ramos, L.J.I.; David, C.P.C. 3D Printing of Covalent Functionalized Graphene Oxide Nanocomposite via Stereolithography. ACS Appl. Mater. Interfaces 2019, 11, 46034–46043. [Google Scholar] [CrossRef] [PubMed]
- de León, A.S.; de la Mata, M.; Delgado, F.J.; Molina, S.I. Printable Graphene Oxide Nanocomposites as Versatile Platforms for Immobilization of Functional Biomolecules. Macromol. Mater. Eng. 2022, 307, 2100784. [Google Scholar] [CrossRef]
- Uysal, E.; Çakir, M.; Ekici, B. Graphene oxide/epoxy acrylate nanocomposite production via SLA and importance of graphene oxide surface modification for mechanical properties. Rapid Prototyp. J. 2021, 27, 682–691. [Google Scholar] [CrossRef]
- Guo, B.; Ji, X.; Wang, W.; Chen, X.; Wang, P.; Wang, L.; Bai, J. Highly flexible, thermally stable, and static dissipative nanocomposite with reduced functionalized graphene oxide processed through 3D printing. Compos. Part B Eng. 2020, 208, 108598. [Google Scholar] [CrossRef]
- Varma, M.V.; Kandasubramanian, B.; Ibrahim, S.M. 3D printed scaffolds for biomedical applications. Mater. Chem. Phys. 2020, 255, 123642. [Google Scholar] [CrossRef]
- Weng, Z.; Zhou, Y.; Lin, W.; Senthil, T.; Wu, L. Structure-property relationship of nano enhanced stereolithography resin for desktop SLA 3D printer. Compos. Part A Appl. Sci. Manuf. 2016, 88, 234–242. [Google Scholar] [CrossRef]
- Scalera, F.; Corcione, C.E.; Montagna, F.; Sannino, A.; Maffezzoli, A. Development and characterization of UV curable epoxy/hydroxyapatite suspensions for stereolithography applied to bone tissue engineering. Ceram. Int. 2014, 40, 15455–15462. [Google Scholar] [CrossRef]
- Rouf, T.B.; Kokini, J.L. Biodegradable biopolymer–graphene nanocomposites. J. Mater. Sci. 2016, 51, 9915–9945. [Google Scholar] [CrossRef]
- Kengla, C.; Kidiyoor, A.; Murphy, S.V. Chapter 68—Bioprinting Complex 3D Tissue and Organs. In Kidney Transplantation, Bioengineering and Regeneration; Orlando, G., Remuzzi, G., Williams, D.F., Eds.; Academic Press: Cambridge, MA, USA, 2017; pp. 957–971. [Google Scholar]
- Song, X.; Zhang, Z.; Chen, Z.; Chen, Y. Porous Structure Fabrication Using a Stereolithography-Based Sugar Foaming Method. J. Manuf. Sci. Eng. 2016, 139, 031015. [Google Scholar] [CrossRef]
- Bhanvadia, A.A.; Farley, R.T.; Noh, Y.; Nishida, T. High-resolution stereolithography using a static liquid constrained interface. Commun. Mater. 2021, 2, 41. [Google Scholar] [CrossRef]
- Tumbleston, J.R.; Shirvanyants, D.; Ermoshkin, N.; Janusziewicz, R.; Johnson, A.R.; Kelly, D.; Chen, K.; Pinschmidt, R.; Rolland, J.P.; Ermoshkin, A.; et al. Continuous liquid interface production of 3D objects. Science 2015, 347, 1349–1352. [Google Scholar] [CrossRef] [PubMed]
- De Beer, M.P.; Van der Laan, H.L.; Cole, M.A.; Whelan, R.J.; Burns, M.A.; Scott, T.F. Rapid, continuous additive manufacturing by volumetric polymerization inhibition patterning. Sci. Adv. 2019, 5, eaau8723. [Google Scholar] [CrossRef] [Green Version]
- Bustillos, J.; Montero, D.; Nautiyal, P.; Loganathan, A.; Boesl, B.; Agarwal, A. Integration of graphene in poly(lactic) acid by 3D printing to develop creep and wear-resistant hierarchical nanocomposites. Polym. Compos. 2017, 39, 3877–3888. [Google Scholar] [CrossRef]
- V-Niño, E.D.; Lantada, A.D.; Lonne, Q.; Durán, H.A.E.; Mejía-Ospino, E.; Ramírez-Caballero, G.; Endrino, J.L. Manufacturing of Polymeric Substrates with Copper Nanofillers through Laser Stereolithography Technique. Polymers 2018, 10, 1325. [Google Scholar] [CrossRef] [Green Version]
- Andryushina, N.S.; Stroyuk, O.L.; Dudarenko, G.V.; Kuchmiy, S.Y.; Pokhodenko, V.D. Photopolymerization of acrylamide induced by colloidal graphene oxide. J. Photochem. Photobiol. A Chem. 2013, 256, 1–6. [Google Scholar] [CrossRef]
- Sanchez-Rexach, E.; Johnston, T.G.; Jehanno, C.; Sardon, H.; Nelson, A. Sustainable Materials and Chemical Processes for Additive Manufacturing. Chem. Mater. 2020, 32, 7105–7119. [Google Scholar] [CrossRef]
- Voet, V.S.D.; Strating, T.; Schnelting, G.H.M.; Dijkstra, P.; Tietema, M.; Xu, J.; Woortman, A.J.J.; Loos, K.; Jager, J.; Folkersma, R. Biobased Acrylate Photocurable Resin Formulation for Stereolithography 3D Printing. ACS Omega 2018, 3, 1403–1408. [Google Scholar] [CrossRef] [PubMed]
- Chiappone, A.; Roppolo, I.; Naretto, E.; Fantino, E.; Calignano, F.; Sangermano, M.; Pirri, F. Study of graphene oxide-based 3D printable composites: Effect of the in situ reduction. Compos. Part B Eng. 2017, 124, 9–15. [Google Scholar] [CrossRef]
- Liaw, C.-Y.; Guvendiren, M. Current and emerging applications of 3D printing in medicine. Biofabrication 2017, 9, 024102. [Google Scholar] [CrossRef] [PubMed]
- Kim, S.; Bruyas, A.; Pan, C.-C.; Stahl, A.M.; Yand, Y. Vascularized Tissue Regenerative Engineering Using 3D Bioprinting Technology. In Encyclopedia of Biomedical Engineering; Narayan, R., Ed.; Elsevier: Oxford, UK, 2019; pp. 696–706. [Google Scholar] [CrossRef]
- Achawi, S.; Pourchez, J.; Feneon, B.; Forest, V. Graphene-Based Materials In Vitro Toxicity and Their Structure–Activity Relationships: A Systematic Literature Review. Chem. Res. Toxicol. 2021, 34, 2003–2018. [Google Scholar] [CrossRef] [PubMed]
- Wang, W.; Passarini, J.R., Jr.; Nalesso, P.R.L.; Musson, D.; Cornish, J.; Mendonça, F.; Caetano, G.F.; Bártolo, P. Engineered 3D printed poly(ɛ-caprolactone)/graphene scaffolds for bone tissue engineering. Mater. Sci. Eng. C 2019, 100, 759–770. [Google Scholar] [CrossRef] [PubMed]
- Ma, Q.; Yang, L.; Jiang, Z.; Song, Q.; Xiao, M.; Zhang, D.; Ma, X.; Wen, T.; Cheng, G. Three-Dimensional Stiff Graphene Scaffold on Neural Stem Cells Behavior. ACS Appl. Mater. Interfaces 2016, 8, 34227–34233. [Google Scholar] [CrossRef]
- Park, S.Y.; Park, J.; Sim, S.H.; Sung, M.G.; Kim, K.S.; Hong, B.H.; Hong, S. Enhanced Differentiation of Human Neural Stem Cells into Neurons on Graphene. Adv. Mater. 2011, 23, H263–H267. [Google Scholar] [CrossRef]
- Yoon, H.H.; Bhang, S.H.; Kim, T.; Yu, T.; Hyeon, T.; Kim, B.-S. Dual Roles of Graphene Oxide in Chondrogenic Differentiation of Adult Stem Cells: Cell-Adhesion Substrate and Growth Factor-Delivery Carrier. Adv. Funct. Mater. 2014, 24, 6455–6464. [Google Scholar] [CrossRef]
- Ku, S.H.; Park, C.B. Myoblast differentiation on graphene oxide. Biomaterials 2013, 34, 2017–2023. [Google Scholar] [CrossRef] [PubMed]
- Nayak, T.R.; Andersen, H.; Makam, V.S.; Khaw, C.; Bae, S.; Xu, X.; Ee, P.L.R.; Ahn, J.-H.; Hong, B.H.; Pastorin, G.; et al. Graphene for Controlled and Accelerated Osteogenic Differentiation of Human Mesenchymal Stem Cells. ACS Nano 2011, 5, 4670–4678. [Google Scholar] [CrossRef] [Green Version]



Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chiulan, I.; Voicu, Ş.I.; Batalu, D. The Use of Graphene and Its Derivatives for the Development of Polymer Matrix Composites by Stereolithographic 3D Printing. Appl. Sci. 2022, 12, 3521. https://doi.org/10.3390/app12073521
Chiulan I, Voicu ŞI, Batalu D. The Use of Graphene and Its Derivatives for the Development of Polymer Matrix Composites by Stereolithographic 3D Printing. Applied Sciences. 2022; 12(7):3521. https://doi.org/10.3390/app12073521
Chicago/Turabian StyleChiulan, Ioana, Ştefan Ioan Voicu, and Dan Batalu. 2022. "The Use of Graphene and Its Derivatives for the Development of Polymer Matrix Composites by Stereolithographic 3D Printing" Applied Sciences 12, no. 7: 3521. https://doi.org/10.3390/app12073521
APA StyleChiulan, I., Voicu, Ş. I., & Batalu, D. (2022). The Use of Graphene and Its Derivatives for the Development of Polymer Matrix Composites by Stereolithographic 3D Printing. Applied Sciences, 12(7), 3521. https://doi.org/10.3390/app12073521