1. Introduction
The ongoing population growth, which deals with economic, social, and sustainability issues, has resulted in a significant increase in global solid waste generation, which is currently about 17 billion tons and is estimated to become 50 billion tons by 2050 [
1].
Therefore, it becomes necessary to seek different solutions and new applications of waste materials, especially in the construction sector. This would reduce the environmental impact of the construction sector, which is responsible for producing 35% of global CO
2 emissions and 45–65% of waste disposed in landfills each year. [
2]
Over the last few decades, attempts have been made to reduce the volume of waste in landfills by converting waste into secondary raw materials [
3]. The principal construction materials that could benefit from introducing these secondary raw materials are mortar, concrete, and polyurethane.
Currently, the most widely reused waste in mortar and concrete is construction and demolition waste (CDW), which seeks to solve the problem of natural aggregates exploitation and the increasing production of CDW [
4]. Glass waste [
5], polymer waste [
6], and natural fiber waste [
7,
8] are also involved in improving sustainability and lightness to the final product.
To avoid expensive disposal, several hazardous wastes which can be flammable, chemically reactive, or corrosive [
9] are currently reused as a substitute for natural aggregates or cement (SCM) [
10,
11,
12,
13]. This also results in decreased demand for cement and natural resources and reduced CO
2 emissions [
4]. In addition, it was displayed that some waste can promote the compressive strength of cementitious materials under elevated temperatures [
14].
In the literature, some work has focused on the use of virgin cork and very few on cork waste in mortar and concrete. As a result of adding a lightweight material into a cementitious matrix, the introduction of cork is known to decrease the mechanical performance of the finished product. However, it has been shown not to affect it excessively, and the final products remain classifiable according to the strength classes of UNI EN 998-2 [
15,
16]. Density decreases and thermal conductivity depends on the sample curing conditions, thus on the presence of residual water within the cork [
15,
17].
On the other hand, lignocellulosic fibers, walnut shells, cork, and other organic waste have been considered inside the polyurethane matrix to create thermal insulating construction materials [
18,
19,
20,
21]. The main characteristic of polyurethane is thermal insulation [
22], and all the additional materials in the mix should not change this characteristic.
In this framework, this paper proposes for the first time the valorization of cork waste from the manufacturing of cork bottle caps within both lime-based mortar and polyurethane. Thus, this work aimed to fill the research gap of cork waste recycling, reduce the large volume of waste in landfills or waste-to-energy plants and provide sustainability to the most important construction materials.
Cork is a natural material from the bark of the oak Quercus Suber L. and is mainly present in the western Mediterranean Sea area, including Sicily, Sardinia, Maremma of Grosseto, Corsica, Spain, and Portugal. The cork production involves about 20,000 km
2 in the Mediterranean area for an annual extraction of 300,000 t [
23]. Portugal is the first cork producer with about 52% of world production, followed by Spain (25%) and then all the other countries of the Mediterranean basin including Italy with 6%, concentrated for 4% in Sardinia [
23].
Its primary use is in manufacturing wine bottle caps: globally, about 12 billion caps are produced per year [
23]. In Italy, particularly in the Emilia Romagna region, and precisely in Reggio Emilia and Parma, cork factories have an ancient tradition.
Cork extraction and processing include several phases. The decortication is carried out between May and June when the bark is softer, and the damage to the plant is prevented. It is a delicate operation entrusted to specialized workers that allows the extraction of large sheets of bark called planks. The planks are then stored for seasoning and selected based on aesthetics. Cork planks with defects are milled and directly transformed into agglomerates for the building industry or agglomerated wine caps. On the other hand, cork planks without defects are used to produce high-quality corks caps. [
23] During the cork trimming and cutting phase of high-quality cork caps, a large quantity of cork residue is generated, which is also used to produce agglomerated cork caps (micro agglomerated caps or pieces for sparkling wine caps).
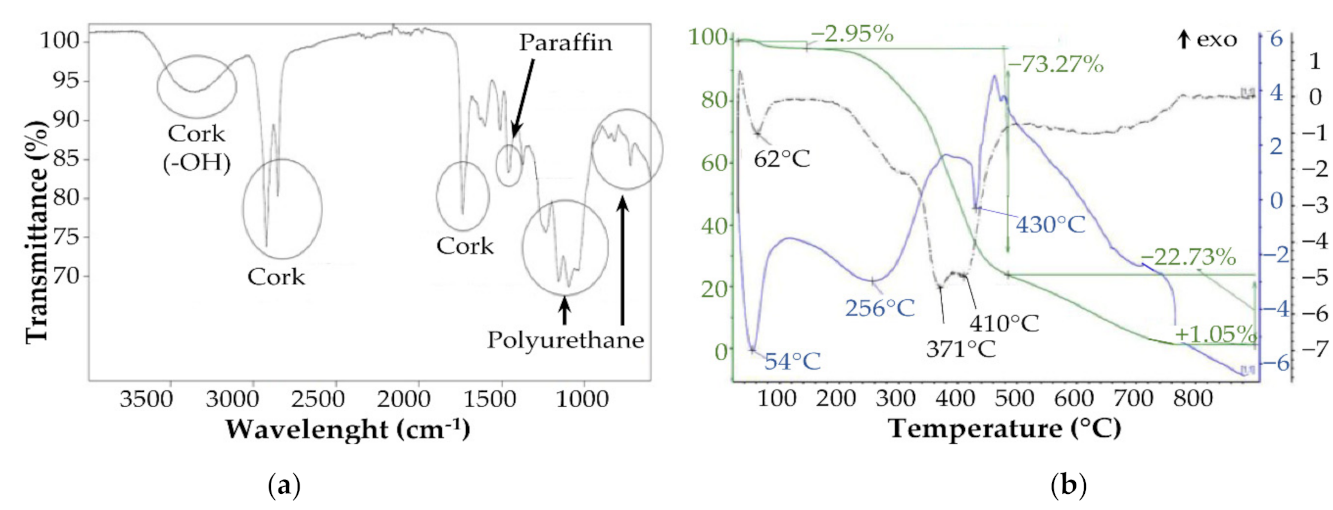
The production of agglomerated cork caps first involves the selection of virgin cork residue (around 79 wt%) depending on granulometry, then the mixing with a binder and other additives (around 21 wt%, i.e., polyurethane glue and paraffin). The mixture is compressed and extruded at 95–105 °C to obtain the polymerization of the polymeric component. Alternatively, the mixture could be pressed and die-cut. Subsequently, a cutting phase occurs and provides agglomerated cork cylinders. Agglomerated caps may differ because of the residue granulometry, type of glue, compressive strength, etc. [
24]. Finally, the caps are smoothed, and a large amount of fine cork waste is produced during this phase. This is usually delivered to waste-to-energy plants and not reused in cork manufacturing or other industrial processes.
The local company that supplied the cork waste under investigation produces about 240 t/year of cork residue, corresponding to 218,000 m3. Since it cannot be reinserted within the same manufacturing process, the most problematic residue is the one containing cork, polyurethane glue and paraffin deriving from the smoothing process of agglomerated bottle caps.
This work proposes a viable solution for the recycling of cork waste from the manufacturing of agglomerated bottle caps, considering its application as filler in traditional construction materials (mortar and polyurethane). This valorization approach is aimed to solve real waste management issues of the local company as well as contributing to the hot research topic on waste recycling. Since no evidence on cork waste has been registered by literature, this work assesses for the first time its properties and influence on those of the matrixes in which it could be used as filler.
To this aim, a thorough preliminary characterization of the cork waste was performed, and morphological, chemical, physical, and thermal properties were investigated. Then, increasing cork waste content was considered in the construction materials to maximize the recycling effectiveness. Namely from 5 wt% to 15 wt% (from 35 vol% to 62 vol%) within polyurethane and from 1 wt% to 4 wt% (from 16 vol% to 65 vol%) within lime-based mortar. Optical microscopy, colorimetry, apparent density, thermal conductivity, three-point bending, and compressive strength tests were carried out to detect the influence of cork addition on the properties of commercial polyurethane and mortar. A curing of 35 days and drying at 50 °C for 12 h were considered for mortar samples to avoid the influence of cork humidity during testing.
2. Materials and Methods
2.1. Cork Waste
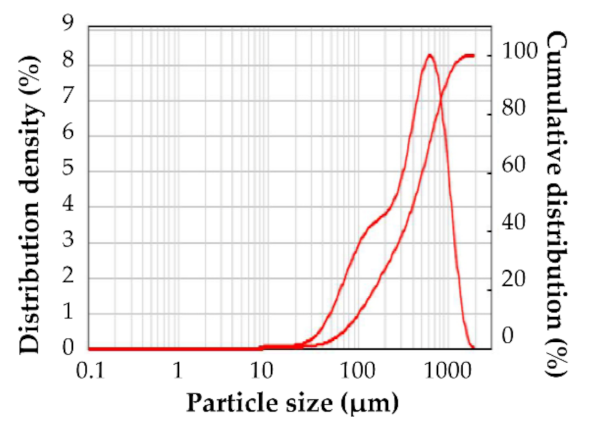
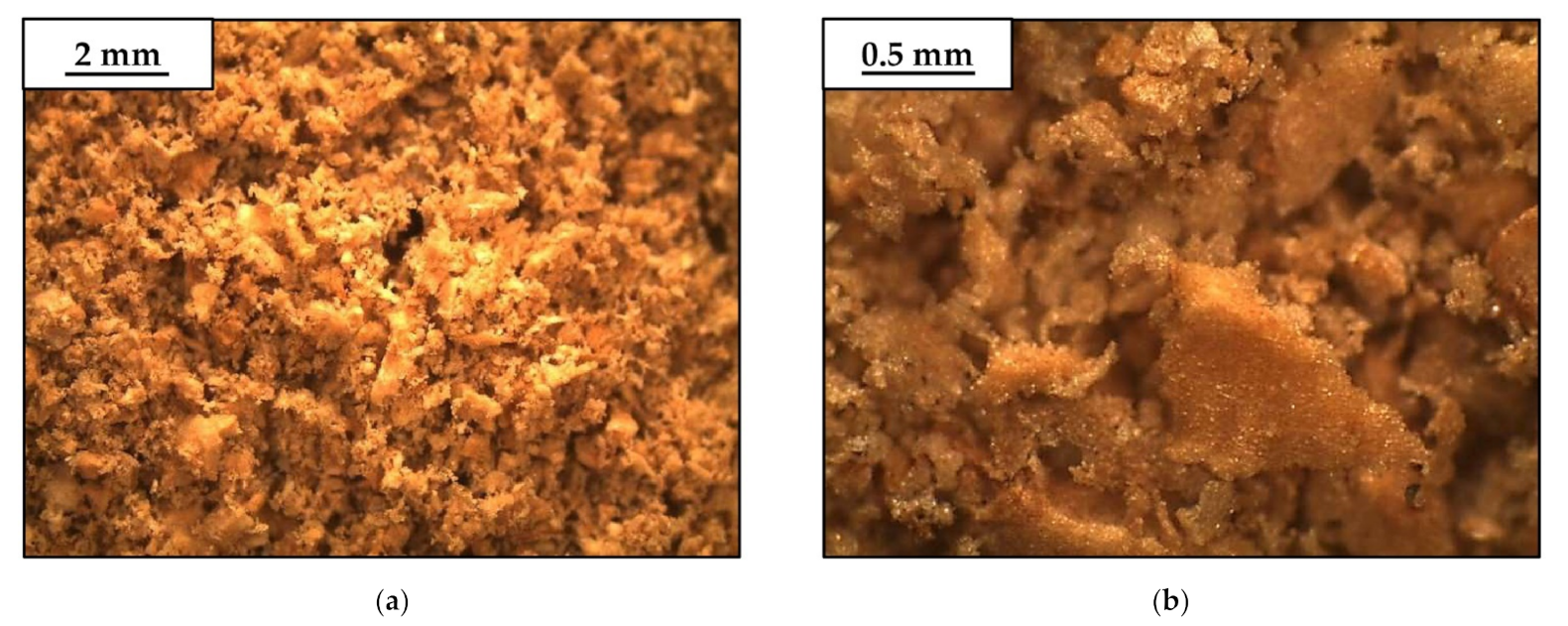
A cork waste from the manufacturing process of agglomerated cork bottle caps of a local company (Italsughero, Montecchio Emilia (RE), Italy) was considered. Precisely, this powder waste is generated during the smoothing phase of agglomerated cork caps and is directly collected through a cyclonic air-filtering system. The involved cork waste has a particle size distribution of 0.063 mm < d < 1 mm and contains polyurethane glue and paraffin which are industrially used as binders and additives for cork particles, respectively.
Simultaneous thermal analysis (STA 449 F3 Jupiter, Netzsch-Gerätebau GMBH, Selb, Germany) was considered for thermal characterization and composition description of cork waste. This technique allowed to merge differential scanning calorimetry (DSC) and thermal gravimetric analysis (TGA) in the same measurement. Thus, it allowed relating each thermal transformation of the material to the corresponding mass loss. The test was performed considering a heating ramp from 0 °C to 900 °C at 10 °C/min heating rate, a silicon furnace (heating up to 1500 °C), and aluminum crucibles. Data analysis was carried out through Proteus software (Netzsch Proteus Thermal Analysis, Proteus 6.1.0, Netzsch-Gerätebau GmbH, Selb, Germany), resulting in a combined plot of DSC, TGA and the first derivative of TGA (DTGA). The composition of cork waste was also detected through attenuated total reflectance Fourier transformation infrared spectroscopy (ATR-FT-IR analysis, FTIR VERTEX 70, Bruker Optics, Germany). A transmittance range between 400–4000 cm−1, 32 scans, and a resolution of 4 cm−1 was considered, while FTIR spectra were analyzed through OPUS software (OPUS 6.5, Bruker Optics GmbH, Selb, Germany).
A laser particle sizer (Malvern Mastersizer 2000, Malvern Panalytical Ltd., Malvern, UK) was used to determine the particle size distribution of cork waste particles. Optical microscopy (LEICA EZ4D, Leica Microsystems) with 8×, 20× and 35× magnitude was considered for the morphological description of cork waste particles.
According to UNI EN 1079-6 2013, water absorption (WA) and apparent density (ρrd) values were evaluated by performing a 24 h water absorption test. Finally, real density was measured through a helium pycnometer (Micrometrics Accupyc 1330, Micrometrics Instruments).
2.2. Mortars
The first attempt to valorize the cork waste involved its use as filler within mortars. A commercially available mortar (GeoCalce Antisismico G by Kerakoll S.p.A., Sassuolo, MO, Italy) for historical buildings restoring and improving seismic resistance was considered. The binder is mainly composed of natural hydraulic lime NHL 3.5 and Portland cement. While the aggregate has a particle size between 0 mm and 2.5 mm, and a silicate-carbonate mineralogic composition. The technical data sheet points out an optimized effective water (weff)-to-mortar ratio of 0.204, and a fresh mortar flow diameter of 180 mm (UNI EN 459-2:2002). Moreover, it certifies the mortar as belonging to the M15 strength class (UNI EN 998-2).
Increasing cork content was added from 1 wt% to 4 wt% of mortar, which in terms of volume corresponds to much higher percentages, 16 vol% and 65 vol%, respectively.
The mix design of the four lime-based mortars containing cork waste is reported in
Table 1 compared to the reference commercial one. As displayed in
Table 1, a contribution of effective water (w
eff) was set to reproduce an effective water-to-mortar ratio equal to 0.204. At the same time, extra water (w
extra) was also considered to compensate for the amount of water absorbed by the cork, as assessed by the WA test on cork waste.
The workability of the reference mortar (flow diameter of 180 mm) was set as the target value to be also maintained for mixes containing cork. Thereby, the flow table test (UNI EN 459-2:2002, performed through Flow Table 64, ControlsGroup, Milan, Italy) was preliminary involved to evaluate the effect of filler addition on workability. In order to improve the workability of the fresh mortars containing cork waste, a commercial superplasticizer was considered following its datasheet prescriptions and as reported in
Table 1. Cork contents higher than 4 wt% were not considered due to workability issues.
First, water and mortar were mixed at low speed (300 rpm) for 30 s through a high-speed laboratory mixer (RW20 DZM, IKA-Werke GmbH & Co. KG, Staufen, Germany), then the cork was added, continuing mixing for other 30 s. Subsequently, the mixing phase continued for 1:30 min at high speed (500 rpm), following the prescriptions of UNI EN 459-2:2002.
The mixes were cast into 40 × 40 × 160 mm3 and 300 × 300 × 30 mm3 formworks to produce samples for the three-point bending and thermal conductivity tests, respectively. Four samples for mechanical tests and three for thermal conductivity were produced for each mortar type.
According to UNI EN 196-1, samples were cured for 28 days in a climatic chamber with RH 90% ± 5% and temperature of 20 °C ± 2 °C. Moreover, additional 7 days of cure at laboratory conditions (RH 60% ± 5% and temperature of 25 °C ± 2 °C) were considered to have complete evaporation of the water potentially still present in cork particles.
Four 40 × 40 × 160 mm3 samples for each designed mix were mechanically tested through three-point bending, while a compressive strength test was carried out on four 40 × 40 × 40 mm3 residual samples from the three-point bending test. The tests were performed following the UNI EN 196-1:2005 and using a universal testing machine (UTM, INSTRON 5567) equipped with a load cell of 30 kN. The three-point bending test was performed at a nominal rate of 1 mm/min under displacement control mode, and a distance of 10 cm was set between the two steel supports. The compressive strength test was also carried out with the same testing parameters and using two circular steel plates.
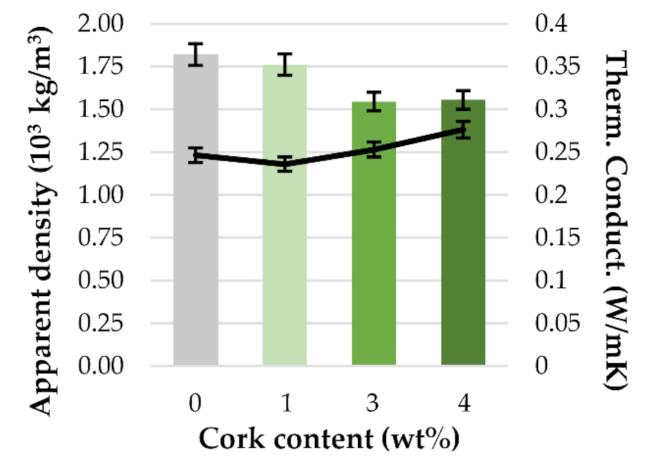
Apparent density was geometrically evaluated as the ratio between the measured mass and the known volume (40 × 40 × 160 mm3). The mean apparent density of each hardened mortar type was computed as the average over three measurements.
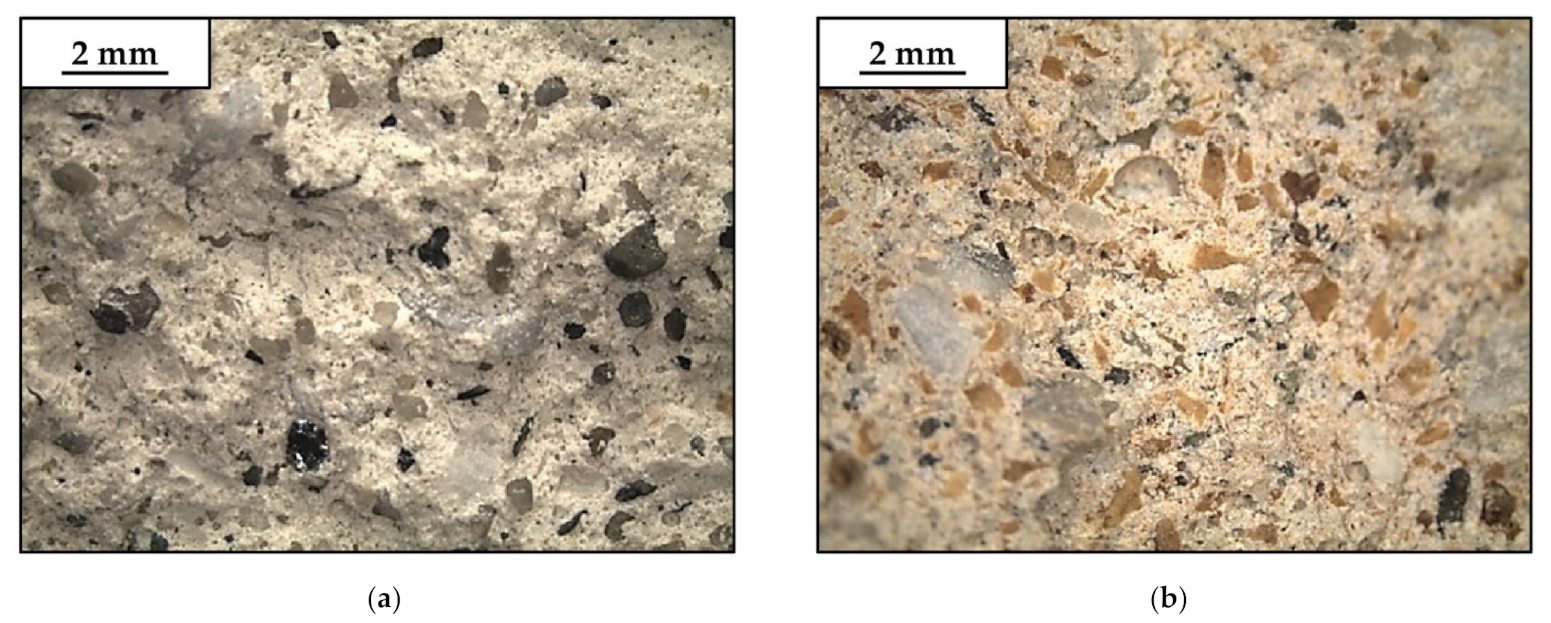
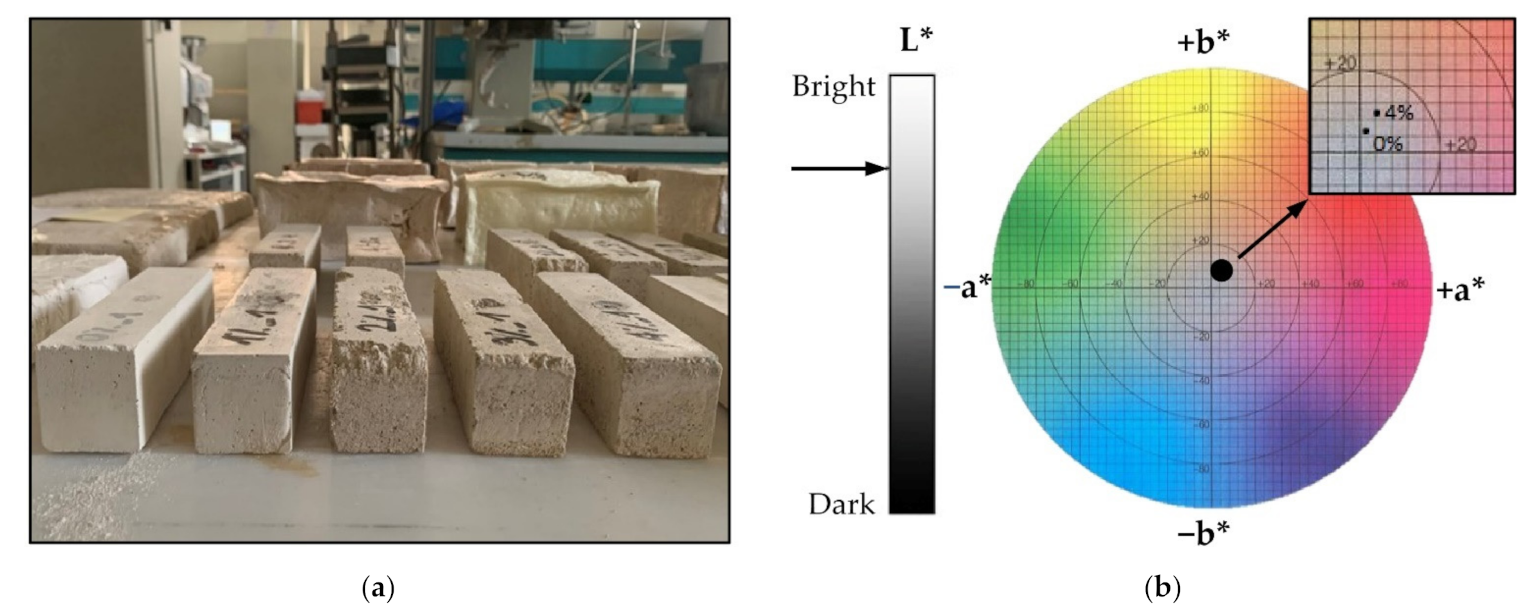
Optical microscopy (LEICA EZ4D, Leica Microsystems) allowed the description of the cork distribution within the mortar, whereas the colorimetry (CIELab method through PCE-CSM6 colorimeter, PCE Instruments) to see the color change of mortar samples at increasing cork content.
The thermal conductivity of mortars was measured through a heat flow meter (HFM Lambda, Netzsch-Gerätebau GmbH, Selb, Germany) after drying the samples for 12 h at 50 °C; the mean thermal conductivity was derived as the average over three measurements.
2.3. Polyurethanes
The second attempt to valorize the cork waste dealt with its use as filler within polyurethanes. A commercially available polyurethane was involved, and an isocyanate:polyol weight ratio of 7:5 was considered. Cork additions equal to 5 wt%, 10 wt%, and 15 wt% of reference polyurethane mix (0 wt% cork) were considered for the mix design of the polyurethane samples (
Table 2).
The cork waste was first mixed with polyol using a high-speed laboratory mixer (RW20 DZM, IKA-Werke GmbH & Co. KG, Staufen, Germany). Then the isocyanate was added, and the mixture was stirred for 45 s. Rapidly, the mixture was poured inside a 200 × 200 × 80 mm3 metal sealed mold and thermally controlled during the expansion phase. Precisely, the expansion of the polyurethanes was performed for 20 min at 25 °C, and thermal control was ensured by a refrigerated/heating circulator (Argolab CB 5–30, −30 °C to +100 °C) connected to a coil placed inside the metal sealed mold.
The apparent density of polyurethane samples was computed as the ratio between the measured mass and the known volume (200 × 200 × 80 mm3). The mean apparent density of each polyurethane type was derived as the average over three measurements.
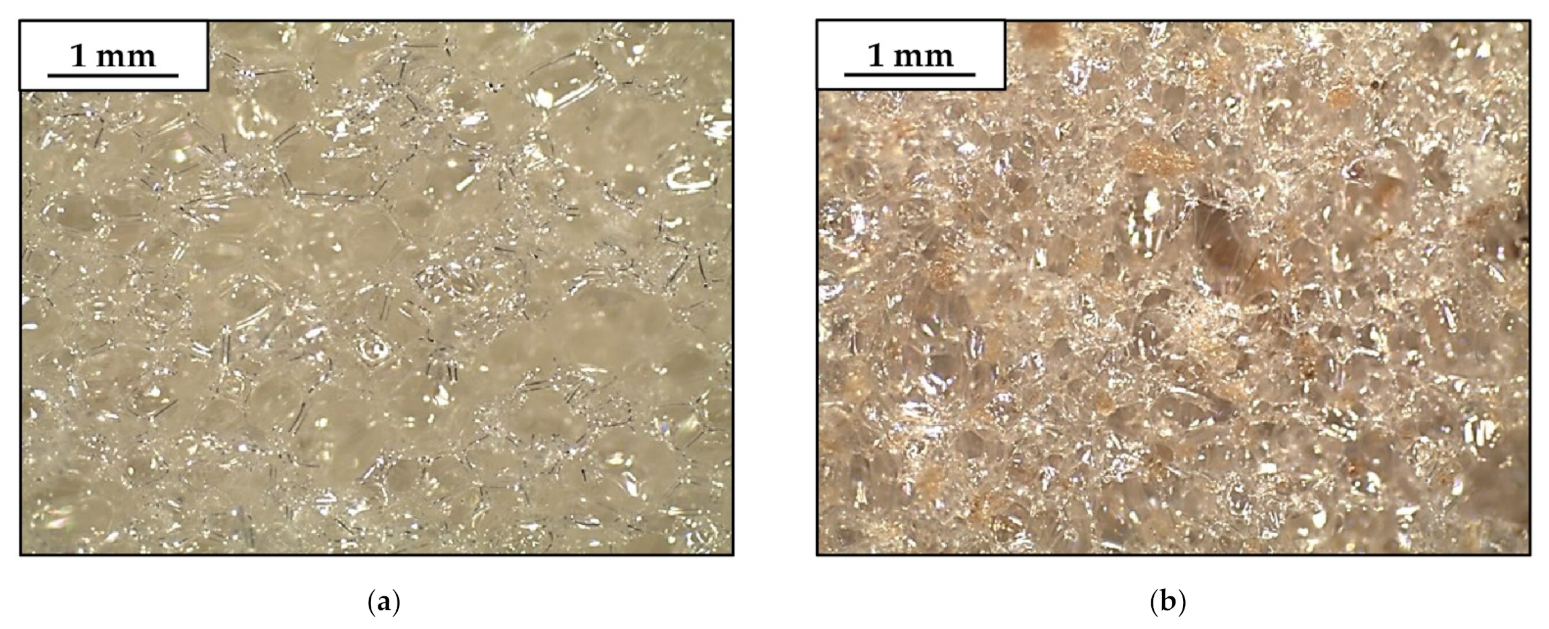
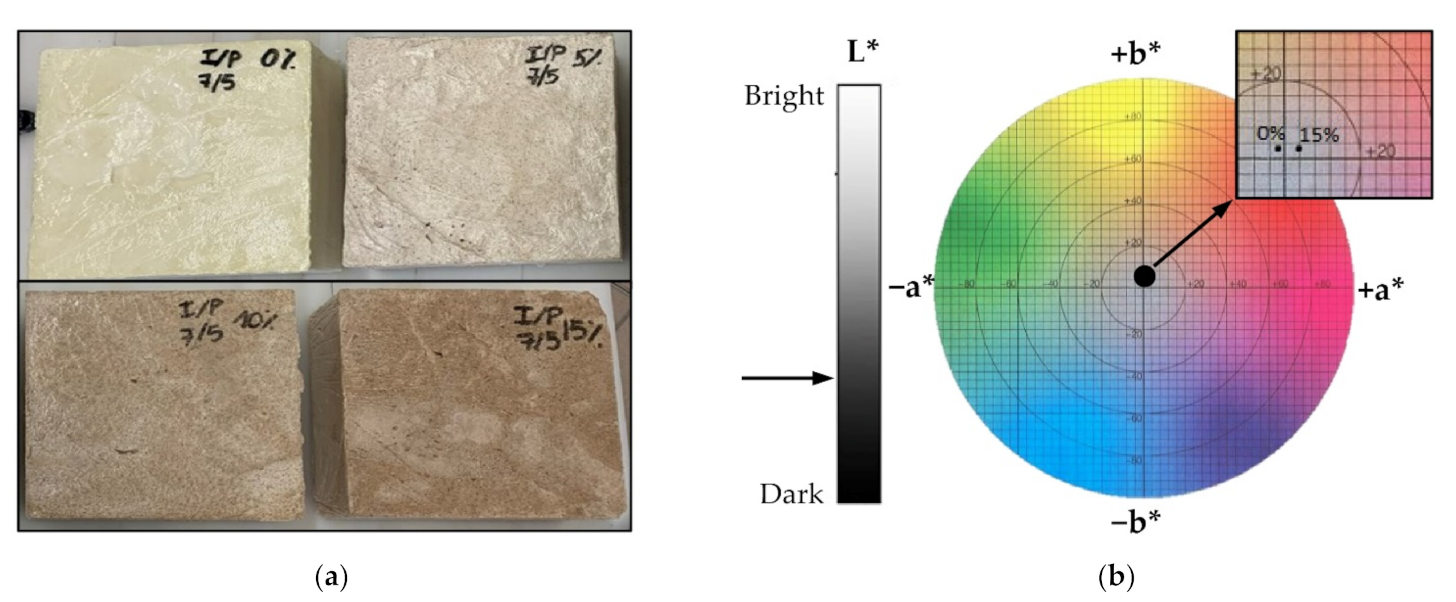
Optical microscopy (LEICA EZ4D, Leica Microsystems) allowed the description of the cork distribution within the polyurethane matrix and its influence on porous polyurethane structure. In addition, a colorimetry test (CIELab method through PCE-CSM6 colorimeter, PCE Instruments) was involved in detecting the color change of polyurethane samples at increasing cork content.
The thermal conductivity of polyurethane samples was measured through a heat flow meter (HFM Lambda, Netzsch-Gerätebau GmbH, Selb, Germany), and the mean thermal conductivity was derived as the average over three measurements.
4. Conclusions
The continuous growth of the world population is the main cause of generating a large volume of waste from industrial processes. Among these, cork waste from the manufacturing of bottle caps has not found any valorization application and is currently delivered to waste-to-energy plants. In order to face this problem, this work proposes its valorization as filler within lime-based mortars and polyurethanes, with the double objective of valorizing the waste and providing sustainability to traditional building materials.
The cork waste under investigation was characterized through FTIR and STA and resulted in a mixed composition of cork (about 76%), paraffin and polyurethane glue (about 24%). The cork displayed a particle size distribution of 0.063 mm < d < 1 mm and a low apparent density of 340 kg/m3. High water absorption (about 180%) was observed and considered for cork application within mortar.
The addition of increasing contents of cork in mortars, i.e., from 1 wt% to 4 wt% (16 vol% to 65 vol%), gradually decreased the three-point bending and compressive strength of the reference mortar (0 wt%). However, the decrease in mechanical performance was less than expected, thanks to a continuous hydration promotion. In fact, the water absorbed by the cork during the mixing phase was later released over time and promoted better hydration of the binder. Therefore, better mechanical properties and less porosity of the final product were observed than expected. The apparent density of mortar mainly decreased with higher cork content, i.e., from 1820 kg/m3 (0 wt%) to 1560 kg/m3 (4 wt%). In conclusion, green mortars possibly suitable for the masonry restoration were obtained, with a reduced density by 15%. Lightness is a major property of restoration materials because it allows reduced loads applied to the pre-existing structure.
The peculiar hygroscopic property of cork could be exploited for applications in dry environments, where too fast water evaporation, which could lead to the creation of cracks and early degradation, could be avoided by the release of water over time by cork.
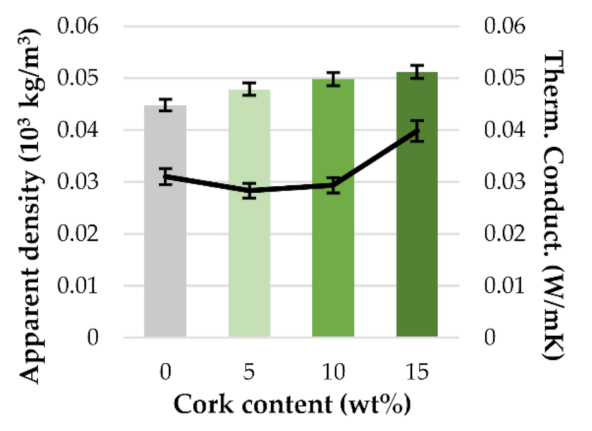
Cork contents up to 15 wt% (62 vol%) were considered within polyurethanes. Apparent density and thermal conductivity of polyurethanes containing cork slightly increased by 6 kg/m3 and 0.01 W/mK, respectively. This is due to the fact that the cork fills the porosities that are usually filled with air and make polyurethane a highly lightweight thermal insulator. However, the thermal conductivity of these samples (0.03–0.04 W/mK) satisfied the requirements for the definition of thermally insulating material and standard insulating polyurethane (<0.06 W/mK).
For both mortar and polyurethane, the addition of the cork waste also caused a color shift toward red-yellow color, which could be regarded as a positive aesthetic factor.
In conclusion, this preliminary investigation allowed to identify possible alternative solutions to waste-to-energy of cork waste, thus making a so-far-linear economy circular and moving towards a more sustainable industry. The encouraging results displayed that it is feasible to valorize manufacturing cork waste as secondary raw material for construction materials and involve desired properties such as sustainability, lightness, coloring, etc., without affecting mechanical and thermal insulating performances. The companies involved in cork waste management issue can take advantage of these sustainable practices and valorize their manufacturing waste from an economic and sustainability point of view. Even though policies generally do not encourage the effective use of secondary raw materials in construction materials by strongly limiting their content or application use, this work points out positive performance that could be considered for real applications. Moreover, this study displays for the first time the properties of cork waste from the manufacturing of cork bottle caps and the influence of cork waste use in traditional construction materials. Therefore, it seeks to fill the research gap on cork waste recycling and contribute to the first valorization solutions.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}