1. Introduction
One of the technologies for processing plastics is the 3D printing technology namely fused filament fabrication (FFF). In technical practice, it is a widely used technique due to its ease of use, low cost of input material, and minimal waste generated by the process. The FFF technique can reduce production costs of a product while maintaining high reliability of plastic parts [
1,
2]. In the field of 3D printing, a number of research activities have been carried out in order to examine the mechanical properties of components which have been produced using new technological processes. Strength, stiffness, weight, and other properties of components made by 3D printing depend on various conditions such as layer thickness and height, shell thickness, and fill density. The most common materials used in 3D printing are acrylonitrile butadiene styrene (ABS) and polylactic acid (PLA). Many studies have addressed the mechanical properties of 3D-printed parts; a study by Bellini et al. [
3] was among the most notable studies, which investigated the tribology of 3D-printed parts and mainly focused on the mechanical properties of polymeric materials, in particular, PLA material [
4,
5,
6,
7]. However, research on the ULTEM 9085 material is lacking.
Research by Song et al. aimed to measure the mechanical wear of 3D-printed parts made of PLA [
8]. Mechanical properties of colored PLA types were described by Wittbrodt et al. [
9]. Research by Es-Said et al. addressed ABS plastic parts, the influence of orientation of the individual printed layers, and their mechanical properties, such as tensile strength and impact resistance [
10]. Suitable orientation of a part in 3D printing can affect the structure of its surface (roughness), which affects the tribological properties of components manufactured in such a way [
11]. Lack of information about the tribological properties of components produced by 3D printing can in practice lead to their excessive wear and subsequent failure of function. Dawoud et al. investigated tribological properties such as the coefficient of friction and wear behavior in samples produced by 3D printing from ABS material [
12]. Panneerselvam et al. described the tribological behavior of ABS composites with added alumina [
13]. Gurrala and Regalla et al. reported that tribological properties of 3D-printed polymer components could generally be improved by appropriate settings of the printing parameters [
14,
15]. These studies were followed by Hanon et al., who took temperature and the color of the fiber into consideration [
16].
Gurrala and Regalla conducted research on the friction and wear of ABS polymer produced using the FFF technique. They took note of three parameters: (1) load, (2) speed, and (3) face-centered central composite design (FCCCD) orientation and their influences on the coefficient of friction as well as abrasive wear. It was shown that yield speed was affected by the friction of a firmer load [
14,
17]. Parts manufactured using the FFF technique show unevenness, but as the surface smoothens over time, the coefficient of friction decreases and becomes stable. Damage to contact surfaces is usually caused by wear and tear such as abrasion, fatigue, and surface undulation, or erosion and cavitation. Abrasive wear often leads to irreversible changes to the surface of a part which leads to a change between the bonds of the material particles. The friction coefficient usually rises sharply from low values to a peak value and stabilizes at slightly lower value following nearly linear curve [
18].
Optimization of parameters from the point of view of tribology was addressed by Norani et al., who analyzed the coefficient of friction and wear rate of components made of ABS using the (Box–Behnken Design) methodology [
18,
19,
20]. The study found that layer height significantly affected the coefficient of friction (COF) and the wear rate; a layer height of 0.10 mm, a temperature of 234 °C, and the use of an oblique print pattern were the most optimal parameters for minimizing the COF (0.2788) and the wear rate (2.1136 × 10
−4 mm
3/Nm).
Another study by Garg et al. compared the behavior of an ABS component in the course of wear with a component made of Nylon6-Fe composite prepared using the FFF technique. ABS was found to have a higher COF (0.35 μm) than the Nylon6-Fe composite (0.26 μm). Wear of the ABS (0.15 g) was much greater than wear of the composite (0.01 g). The Nylon6-Fe composite showed much lower weight loss, indicating that it had very high wear resistance. This could be attributed to the presence of Fe in the composite. The wear that occurred was caused by a combination of abrasion and adhesion. Therefore, higher wear occurred at higher feed rates. This was the case for both ABS and composite materials [
15,
21].
Tahir et al. concluded that the internal cavities between fibers were 100% due to the absence of material, which improved the absorption of fluids, because 3D-printed samples had two to four times higher absorption rate as compared with pressed ABS samples [
22]. In a study by Elsner et al., it was suggested that this higher rate of absorption facilitated microelastohydrodynamic lubrication (EHL) and also increased lubricant capacity in the component. Nevertheless, the 3D-printed ABS had a higher COF (0.040 to 0.055) due to fractures or cracks, and thus, increased the actual contact area of the component. This led to an increase in temperature and a decrease in strength of the material, which resulted in increased friction [
20,
23,
24]. The main mechanism causing the wear of polymers and their composites is abrasive wear. As wear increases, the surface roughness smoothens and the effect of wear decreases. At the same time, increasing the load smoothens the yield surfaces through plastic deformation and evens out irregularities. This is likely to increase lubricant wear and to reduce the rate of friction as the yield surfaces become smoother [
25,
26]. In addition to these studies, other authors have reached similar conclusions based on their research on the wear of 3D-printed polymer components [
26,
27,
28].
The yield properties of ABS pins were also investigated by Abdollah et al. (2020). In their research, the pins were printed with different internal geometries, and then, were subjected to wear tests under varying normal loads and feed rates. The results showed that under the wear test conditions of 58.68 N and 800 rpm, the pins with an internal triangular structure had a minimum COF value of 0.27 and a wear rate of 2.7 × 10
−5 mm
3/Nm. This suggested that wear rates and COF values were relatively dependent on normal load, feed rates, and internal geometry. The internal triangular structure had lower maximum stresses distributed over the contact surface, and there was no statistically significant correlation between tribological and mechanical properties of the ABS pins, which had been 3D-printed with different internal geometries. Abrasion and lower fatigue wear were considered to be the main wear mechanisms that caused mild and severe wear [
29].
It has been found that 3D-printed ABS pins with an internal triangular flip structure have the most favorable shortest run-in time and the lowest COF with high wear resistance [
30].
The current state of scientific knowledge aimed at determining the tribological properties of componets produced using the FFF technique has mostly focused on the materials most frequently used in technical practice (PLA and ABS) [
31]. Knowledge of the tribological properties of materials used in the FFF technique to a lesser extent, such as PEI, is currently lacking. In terms of their prospective use, as well as their use under demanding conditions, the application of high-performance materials in components manufactured using the FFF technique will be unavoidable, and this is associated with the need to know their tribological properties. The present study aims at determining the tribological properties of PEI (polyetherimide) production parts manufactured using the FFF technique.
The summary of research, in
Table 1, shows that the polymers and binders have good tribological properties, and their application in technical practice is beginning to be justified [
32,
33,
34,
35].
3. Evaluation of the Measured Values
Experiments were carried out to determine the influence of the samples building orientation and deposition strategy on the coefficient of friction course and wear behavior. Three samples were made with each type of fiber orientation. A total of 30 samples were tested with a tribometer according to ASTM G65-16 (dry sand).
3.1. Comparisons of Samples 1–5
From the measured values of the resistance of the material to abrasive wear, dependences of the weight of the material on the type of fiber deposition strategy in the FFF process were recorded.
Table 6 shows the weight losses of the individual samples and the average weight losses under each strategy.
The plotted dependence of the samples with fiber deposition in the X-orientation (
Figure 6) following the ASTM G65-16 tests shows the weight losses of the materials tested. Among these, Sample 3 showed the lowest resistance to abrasive wear and, thus, the greatest material loss (material loss was below 0.14 g), where the fiber deposition strategy was identical to the direction of wear (0°). The second largest weight loss was shown in Sample 2 (material loss was below 0.09 g), where the fiber deposition strategy was the same in both layers under a 45° angle and Sample 1 (material loss was below 0.08 g), with the fiber deposition strategy under a 45° angle (left) in the even layer and under a 45° angle (right) tilted in the opposite direction in the odd layer. Sample 5 showed the greatest resistance to abrasive wear according to weight loss, with the orientation alternating between 0° and 90° as well as Sample 4 with a 90° strategy in both layers with respect to direction of wear. The material loss in Samples 4 and 5 was below 0.06 g.
To determine the effect of the layer deposition strategy on the tribological properties of the surface, we subtracted weight losses between the samples similar in fiber orientation and different only by individual layers. This loss is expressed numerically in
Table 7 and is represented graphically in
Figure 7. Comparing the layers, it can be confirmed that the layers parallel to the direction of wear show a greater surface resistance to abrasion.
The graphs in
Figure 6 and
Figure 7 for the X-orientation clearly show that fiber orientation has a significant effect on the abrasive wear of Samples 1–5. If the fibers are laid in the same direction in all layers, this results in a greater loss of material, as shown in the graph in
Figure 6. Sample 3, with the fiber deposition strategy under 0° and, thus, parallel to direction of wear in both the even and the odd layer, with a material loss of 0.134 g, showed the most significant wear. Due to a change in the fiber deposition strategy, a smaller weight loss was recorded in Sample 2 under a 45° fiber deposition strategy with the same tilt in the even and the odd layer with a material loss of 0.0847 g, and in Sample 1 under a 45° angle of fiber deposition strategy with opposite slope in the even and the odd layers, with a material loss of 0.0729 g. Sample 5 (with the strategy of fiber deposition parallel to the direction of wear in even layers and perpendicular to the direction of wear in odd layers) with a material loss of 0.0631 g and Sample 4 (with the strategy of fiber deposition perpendicular to direction of the fibers) with a material loss of 0.0641 g showed the highest resistance of the material to abrasive wear in terms of orientation of fibers in even and odd layers.
The difference in weight between the largest and smallest weight loss, i.e., between Samples 3 and 5, is 0.0709 g.
3.2. Comparisons of Samples 6–10
Table 8 shows the weight loss of the individual samples and the average weight loss under each strategy.
The plotted dependence of the samples with Z-orientation fiber deposition (
Figure 8) after the ASTM G65-16 tests shows the weight loss of the materials tested. Among these, Sample 8 (material loss was more than 0.11 g) showed the lowest resistance to abrasive wear and, thus, the largest weight loss of the material, where the fiber deposition strategy was in the horizontal plane (90°) in both layers with respect to direction of wear. The second largest weight loss was shown in Sample 7 (material loss was just over 0.11 g) with the fiber deposition strategy under 45° in both the even and the odd layers in the same direction. Sample 9 followed (material loss exceeded 0.10 g), where the fiber deposition strategy in the even layer was under the 90° angle in the direction of wear and, in the odd layer, the orientation was perpendicular to direction of wear. This was followed by Sample 10 with a strategy of fiber deposition parallel to the direction of wear in both layers with a weight loss just below 0.10 g. Sample 6 showed the greatest resistance to abrasive wear due to weight loss, with alternating strategies under a 45° angle in the layers. The loss of material in Sample 6 was just over 0.09 g.
To determine the effect of the layer deposition strategy on the tribological properties of the surface, we subtracted weight losses between the samples similar in fiber orientation and different only by individual layers. This loss is expressed numerically in
Table 9 and represented graphically in
Figure 9.
From the comparison of the layers, we can see higher abrasion resistance of the surface layers perpendicular to the direction of wear. However, the greatest abrasion resistance, in this case, is shown in Sample 6, with the fiber orientation under a 45° angle, but with the opposite tilt in the individual layers.
In samples extruded vertically (with Z-orientation of fiber extrusion, Samples 6–10), the values of the variance of weight loss are not as large as in the samples with the X-orientation (
Figure 9).
In Samples 6–10, the layering strategy is not significant in nature. When the fibers are laid in the same direction in all layers, this results in a greater loss of material, as shown graphically in
Figure 9. Sample 8 (with the fiber deposition strategy under a 90° angle with respect to the direction of wear in both the even and the odd layers) which had a material loss of 0.1177 g, and Sample 7 (with fibers deposition strategy under the same 45° angle in both layers) which had a material loss of 0.1143 g, showed the greatest wear. Due to a change in fiber deposition orientation, smaller weight losses were recorded for Sample 9 (with the fiber deposition strategy under the 90° angle with respect to the direction of wear in the even layer and perpendicular to the wear in the odd layer), with a material loss of 0.1074 g, Sample 10 (with fibers deposition strategy perpendicular to direction of wear in the even and the odd layers), with a material loss of 0.0988 g, and Sample 6 (with the fibers oriented under a 45° angle with respect to the direction of wear in even layers and the opposite strategy under a 45° angle in odd layers) with a material loss of 0.0933 g, and therefore, these samples showed the greatest resistance of the material to abrasive wear in terms of the fiber deposition strategy.
3.3. Monitoring of Friction Force
Another monitored parameter was friction force, which was directly measured and read from the tribometer. The course of friction force depends on many parameters such as the material’s mechanical properties, contact pressure value, the coefficient of friction, contact surface roughness, mutual dissolution of materials, contact time, tribosystem elasticity, and the presence of foreign bodies in the contact zone. The results of the friction forces as a function of the path traveled for the X and Z-orientations are shown in
Figure 10 and
Figure 11.
The graph in
Figure 10 shows that the friction force increases from the initial value at the beginning of the experiment and stabilizes over a 50–60 m long path, where it then oscillates around a certain value until the end of the experiment. The friction force was lower at the beginning of the testing procedure than at the end of the testing procedure. The lowest friction force at the beginning of the experiment can be observed in Sample 5, which remains the lowest at the end, together with the friction force in Sample 4.
The highest friction force in samples with X-orientation (Samples 1–5) was recorded in Sample 3, where the fiber deposition orientation was parallel to the direction of wear (under 0° angle with respect to tested sample wall) and Sample 2, where the fiber orientation was under 45° angle and in both layers. Samples with a lower friction force followed, such as Sample 1, with a 45° orientation but the opposite tilt in the even and the odd layer.
The graph in
Figure 11 shows a similar course of friction as in the X-oriented samples, i.e., that the friction force increases from the initial value at the beginning of the experiment and stabilizes along a 40–50 m long path, where it then oscillates around a certain value until the end of the experiment. The lowest friction force at the beginning of the experiment can be observed in Sample 10, which remains the lowest at the end, together with the friction force in Sample 6. The X-oriented samples show greater variance in values, i.e., more pronounced jumping as compared with the Z-oriented samples. In addition, we also found lower coefficients of friction as compared with the Z-oriented samples.
In terms of achieving the optimal parameters for the tribological properties of surfaces of models produced by the FFF technique from ULTEM 9085 material, it is advisable to use the layer deposition strategy, such as in the case of the X-oriented Samples 4 and 5 and the Z-oriented Samples 6 and 10. Using these strategies, a lower friction force (or its course) was found, as well as less weight loss.
3.4. Microscopic Observation of Material Failure
Table 10 shows microscopic images of the sample surfaces after the testing procedure with a transition area between the worn and non-worn surface. In these images, we can see how the surface wore off at different orientations of the fibers laid. The images confirm that the worn surface shows no signs of adhesive or cohesive failure and, thus, the coherence between the individual layers has been maintained in both types of samples produced. With the X- and Z-orientations of the fibers deposition, exclusively abrasive wear (abrasion) of the material was noted.
4. Evaluation of the Measured Values
The experimental results evaluated weight loss and the course of the coefficient of friction depending on the path traveled.
When evaluating weight loss and its dependence on the chosen fiber-laying strategy, it can be stated that the largest weight loss in the X-oriented samples occurred in Sample 3, where the fibers were oriented parallel (0°) to the tested sample wall in both layers. In Samples 1 and 2, where the fibers formed a 45° angle, the weight loss was 36.79–45.6% lower than in Sample 3. In Sample 4, where the deposition strategy of all layers was the same (90°), the weight loss decreased by 52.16% as compared with Sample 3. Sample 5 (90° and 0°), where the layers with perpendicular fibers and fibers parallel to the tested sample wall alternated, showed the lowest weight loss as compared with Sample 3, by up to 52.91%. It can be concluded from the results of measuring the weight losses that by using the same strategy in both layers (Sample 2, 45°) or a strategy parallel to the direction of wear in both layers (Sample 3) greater weight loss occurred. With the same strategy in both layers (Sample 4, 0°) or with the combined strategy the weight loss in the layers decreases (Sample 5, 0° and 90°) (
Figure 12).
When evaluating weight loss and its dependence on the chosen fiber-laying strategy, it can be stated that the largest weight loss occurred in the Z-oriented samples of the deposited fibers in Sample 8, where the fibers were oriented perpendicular to the tested sample wall. In Samples 6 and 7, where the fibers formed a 45° angle, the reduction was 2.89–20.73% lower as compared with Sample 8. In Sample 9, where the layers with perpendicular fibers and fibers parallel to the tested wall alternate, the weight loss was 8.75% smaller as compared with Sample 8. In Sample 10, the weight loss decreased by up to 16.06% as compared with Sample 8. The results of the measured weight losses lead to the conclusion that when using the strategy of 45° in the even and the opposite 45° in the odd layer direction, the smallest weight loss occurs. Using the same strategy in both the even and odd layers, the wear increases (Samples 7 and 8) or when using a combined strategy, the weight loss in the layers decreases in the opposite way (Samples 6 and 9) (
Figure 12).
Table 11 shows the weight losses in individual samples with an overall indication of the orientation for each type of loss (X- or Z-orientation). This table shows that, although Sample 3 shows the highest wear from among the whole group of samples, this type of fiber deposition orientation is more suitable in terms of abrasive wear because smaller overall weight losses are recorded. The X-orientation shows 21.2% less weight loss than the Z-orientation.
5. Conclusions
Nowadays, 3D-printed products are increasingly being used in various areas of industry. One of these technologies is the production technique that uses fused filament fabrication (FFF). With increasing applications and a demand for this technology, there is a need to expand our knowledge about the mechanical properties of materials and about their surface resistance or resistance to various types of wear. Currently, the available studies have addressed the most widespread materials used in experimental investigations of the friction and wear behavior of acrylonitrile butadiene styrene (ABS) specimens. The research on specimens made using the FFF technique has been conducted by considering the normal load, yield speed, and part orientation as parameters in the face-centered central composite design (FCCCD) setup of experiments on a pin-on-disc machine [
34] or by studying the friction and wear behavior of parts made of newly developed Nylon6-Fe as compared with the existing acrylonitrile butadiene styrene (ABS) filament of the FFF machine [
35].
The PEI material allows the printed products to be used in more demanding applications and this is the reason why we decided to perform experimental measurements of the resistance of this material to abrasive wear.
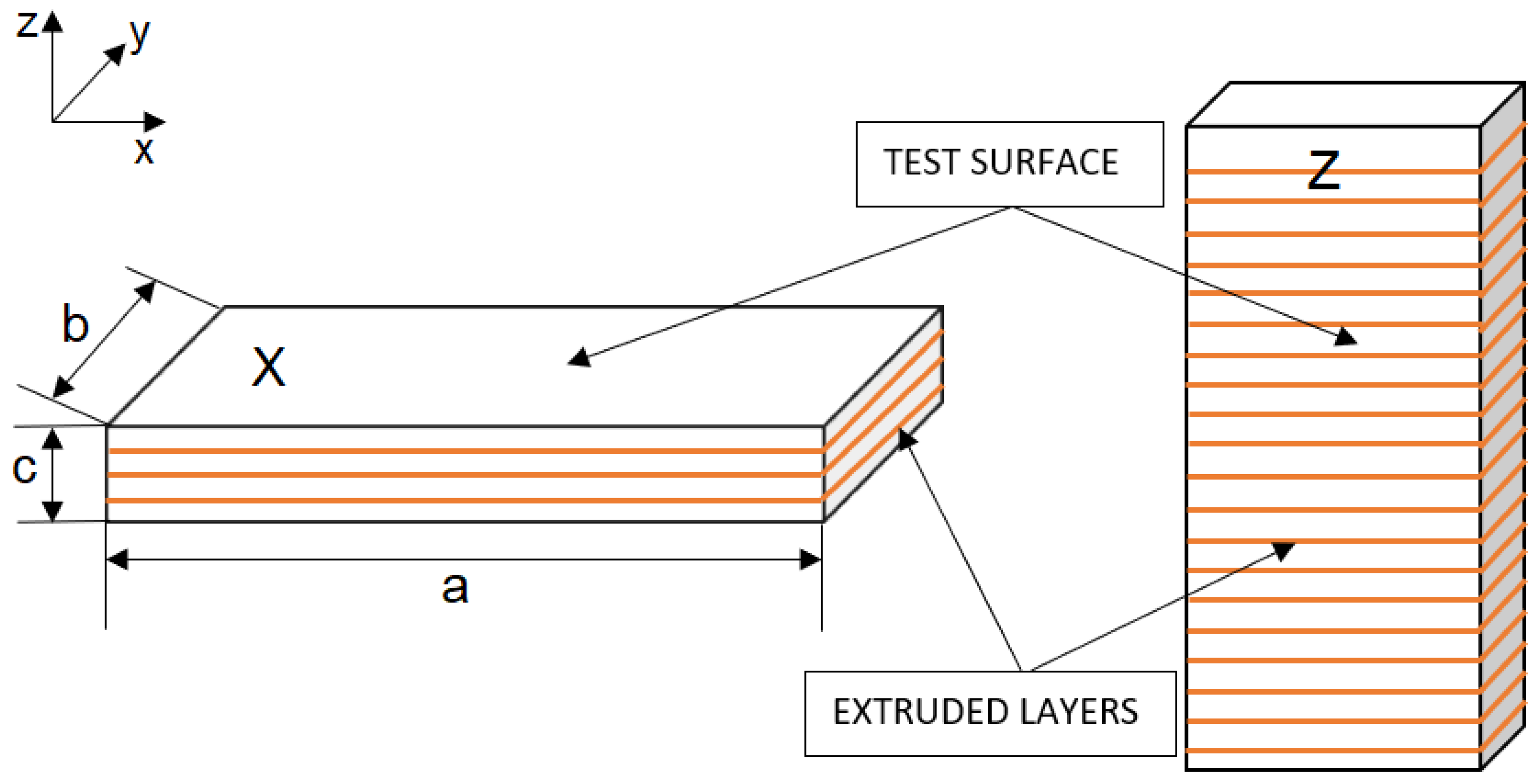
This study is focused on analysis of building orientation and deposition strategy the influence of the FFF additive manufacturing technique on the course of the coefficient of friction and wear of samples (tribological properties of surface and subsurface layers) of ULTEM9085™ thermoplastic, as demonstrated by the material weight loss, in compliance with the ASTM G65-16 standard.
A total of 10 samples prepared under two different model production orientations were used in the experiment with respect to the orientation of the layers during the testing procedure; five samples were prepared under each orientation, and according to different fiber-laying strategies. The weight loss of the material as a function of the path traveled and the coefficient of friction and wear behavior were observed as the main factors of the experiment. The experimental results show that fiber orientation and the fiber-laying strategy during a model‘s printing affect its tribological properties.
The results show that the influences of different orientations cause differences in weight loss and fluctuations in the coefficient of friction. With respect to the total material losses, the X-orientation appears to be more suitable, where the total material loss is 0.4188 g; with the Z-orientation, the material loss is 0.5315 g, which represents an increase in weight loss of 26.91%.
The findings from the comparison of individual deposition strategies show that the strategy of Sample 5 (X-orientation) is the most resistant, where it is a question of alternating the deposition strategy of fibers between 0° in the even and 90° in the odd layer with respect to the tested sample wall. Sample 3 (X-orientation) shows the greatest weight loss, where the fiber deposition strategy was parallel to wear direction of 0° in both the even and the odd layers. The study’s findings suggest that printing in a horizontal orientation (X) and a 0° and 90° strategy (Sample 5) of layers deposition helps to reduce material wear. In conclusion, it can be stated that if we require higher abrasion resistance from a model made of the ULTEM 9085 material, it is suitable to choose the X-orientation and the strategy of Sample 5.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}









