
Optimization of the Cutting Parameters Affecting the Turning of AISI 52100 Bearing Steel Using the Box-Behnken Experimental Design Method


Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Design Methods
2.1.1. Classical Methods
2.1.2. Modern Experimental Design
2.1.3. Response Surface Method (RSM)
2.2. Workpiece Material
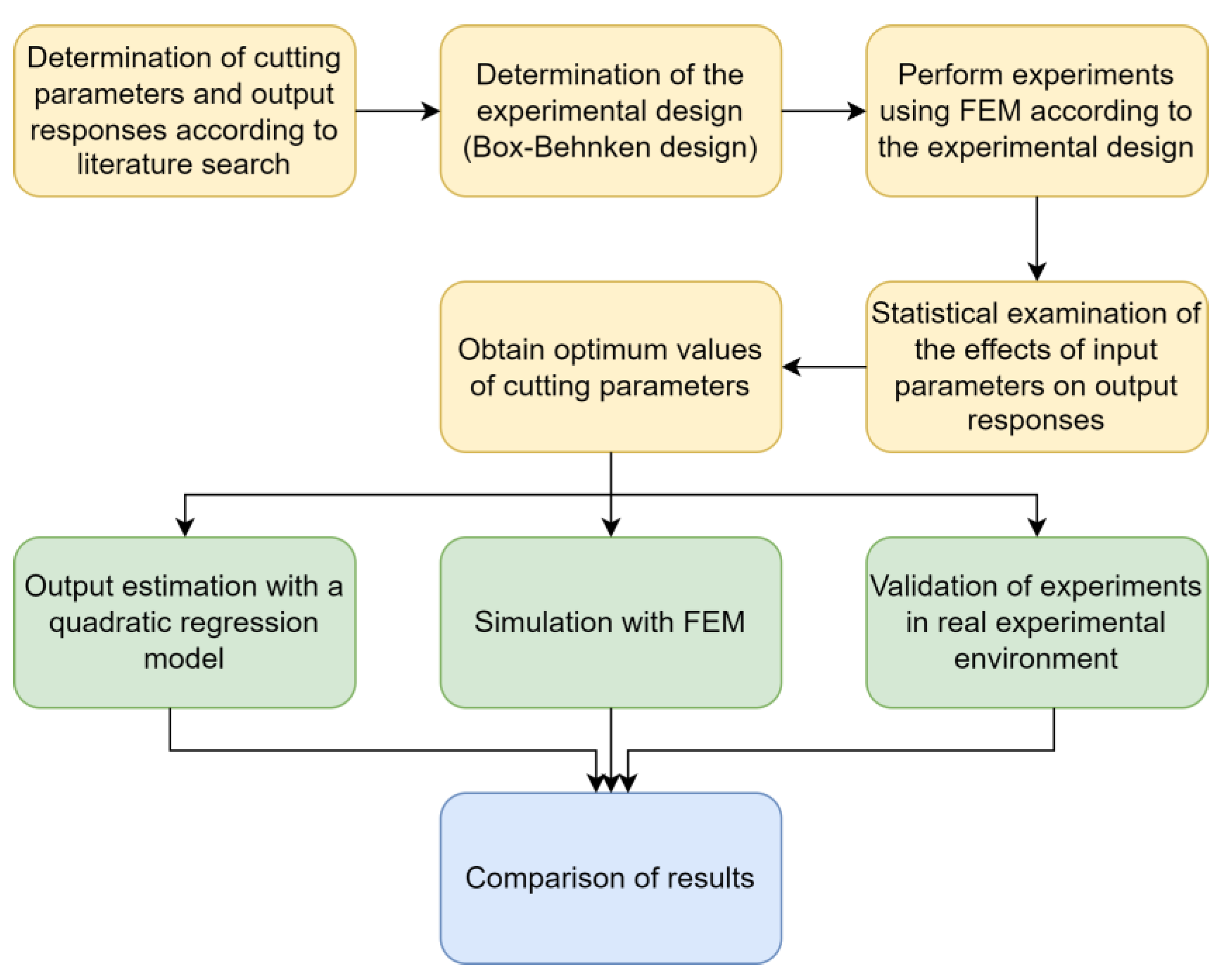
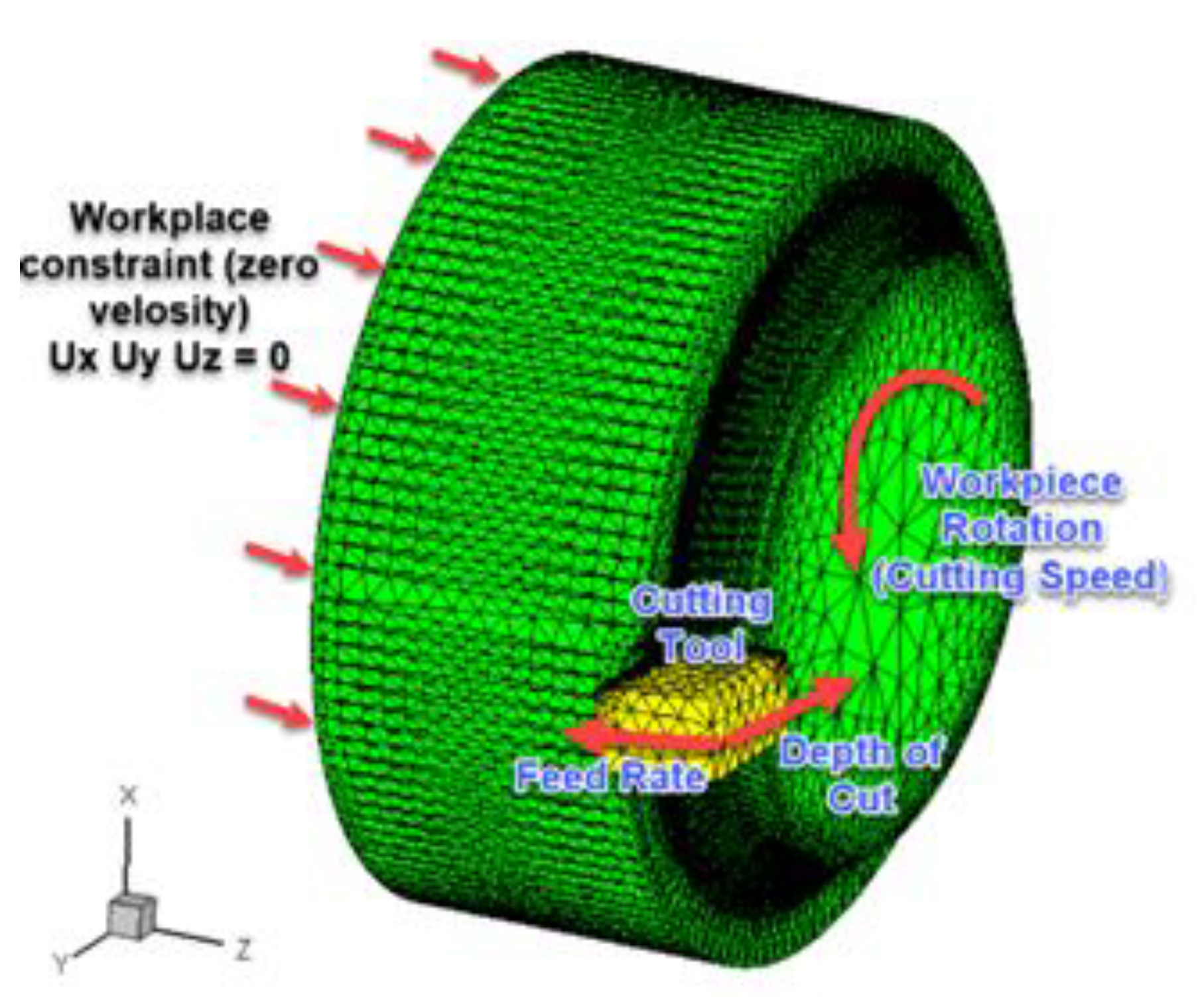
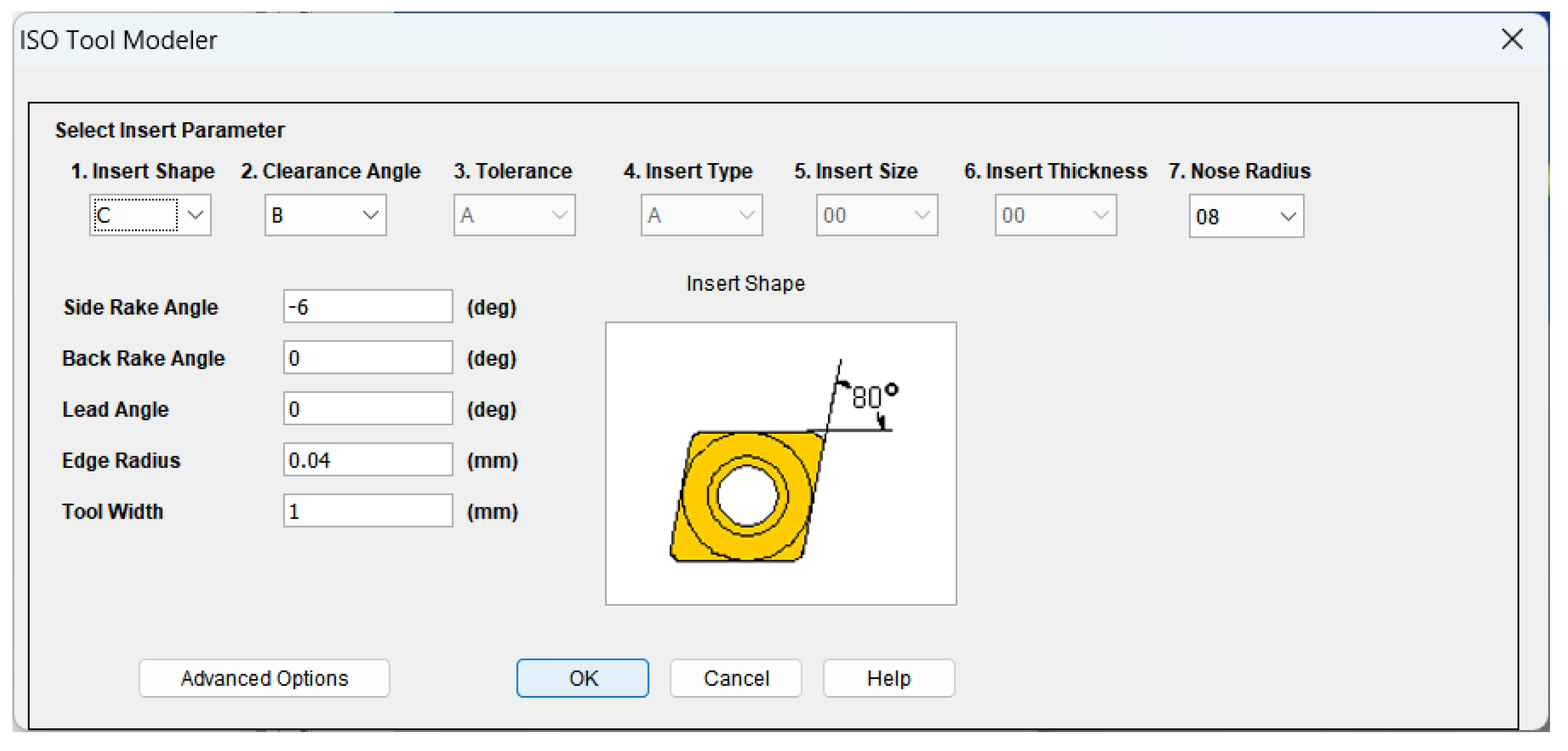
2.3. FEM Simulations and Experimental Design
3. Results and Discussion
4. Conclusions
- For the test result predictions made with the Box-Behnken experimental design, we obtained values of R2 (adjusted) = 0.8647 for the temperature and R2 (adjusted) = 0.8555 for the power consumption. These results indicated that the cutting parameters would be accurately predicted when turning the AISI 52100 bearing steel;
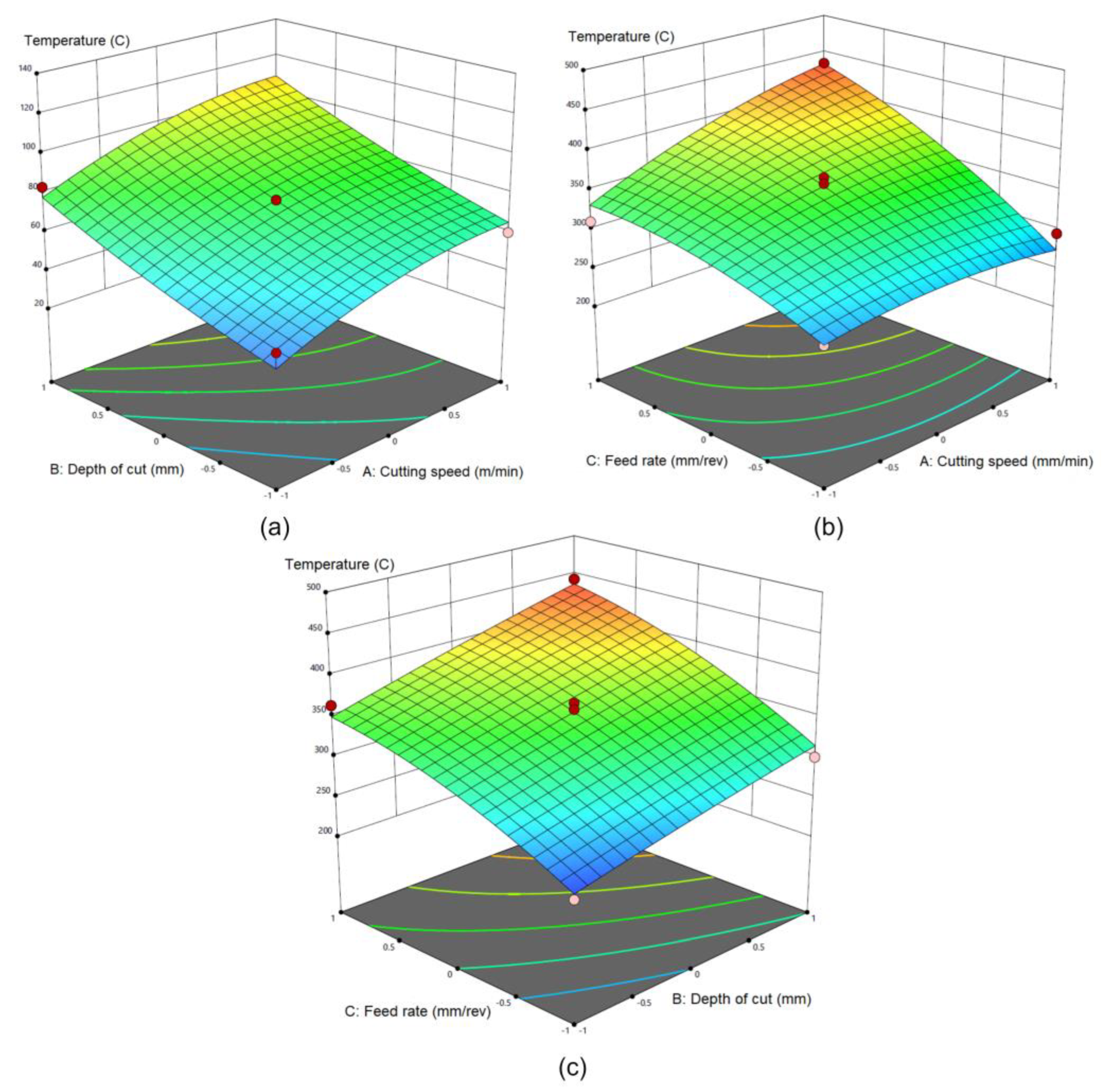
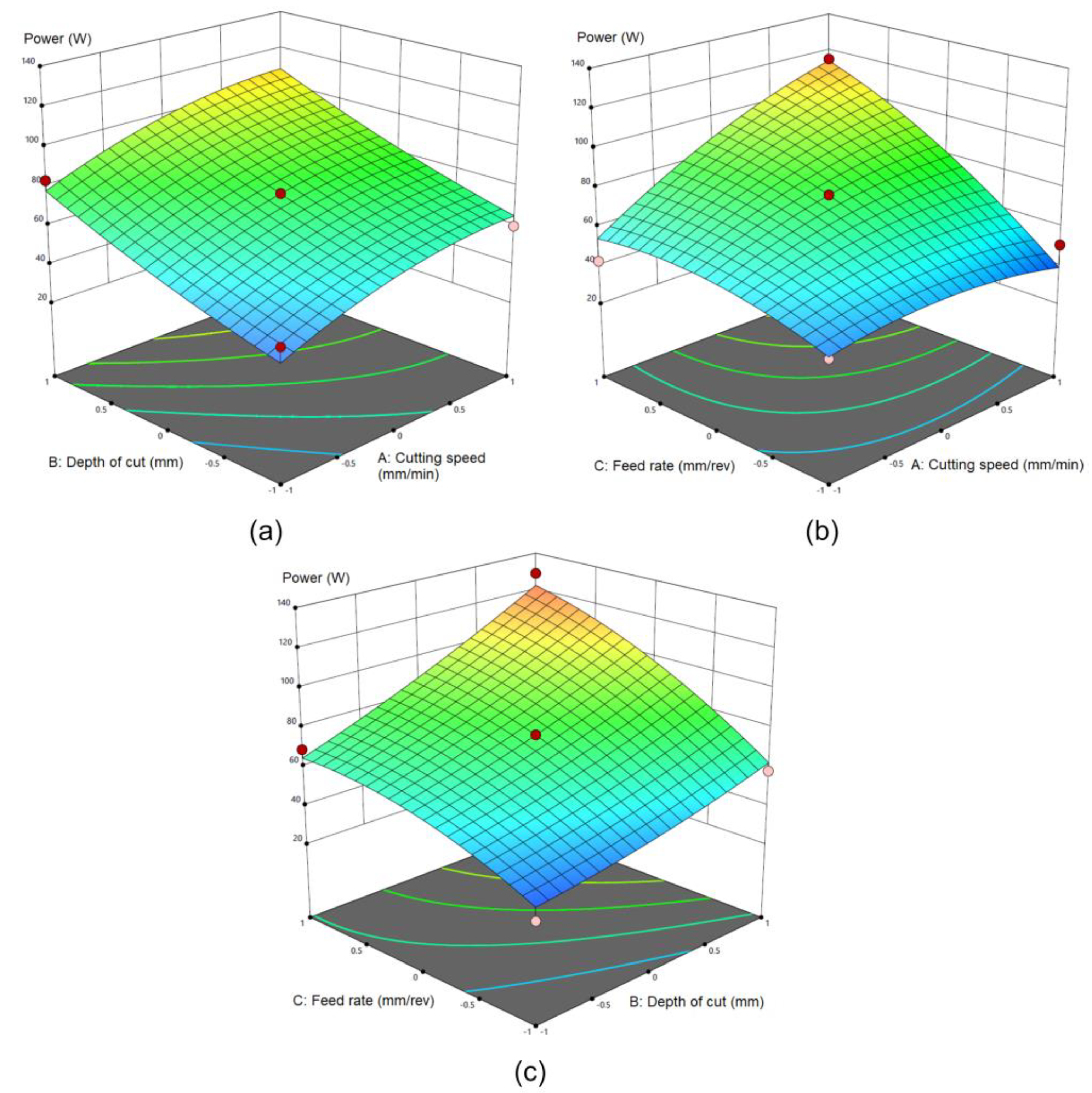
- The temperature and power consumption variables are affected by the cutting speed, depth of cut, and feed rate parameters;
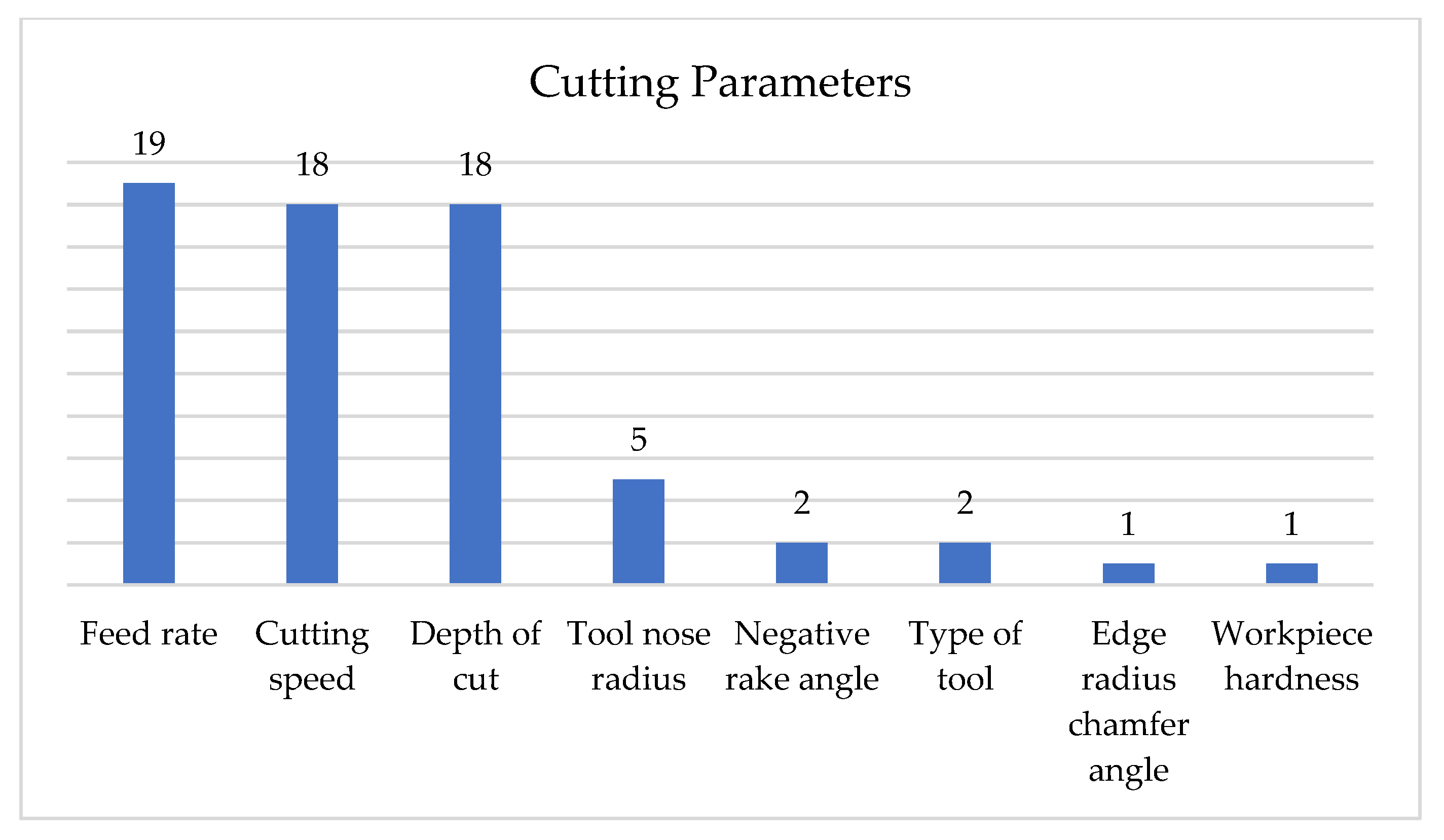
- The feed rate parameter affects both the temperature and power consumption the most;
- The cutting speed parameter has the least effect on both the temperature and power consumption variables;
- The cutting speed should be 162.427 m/min, the depth of cut should be 1.395 (mm), and the feed rate should be 0.247 mm/rev for minimal temperature and power consumption;
- When the results obtained from the RSM were compared in the turning experiments carried out in the real experimental environment, error rates of 3.3% for the temperature and 6.6% for the power consumption emerged. According to these results, it was seen that the quadratic regression equation gave results closer to the real experimental results;
- Since the minimum temperature and power consumption values were obtained with FEM analysis, the Box-Behnken design and real experimental setup are very close to each other. The Box-Behnken experimental design can be used together with an FEM analysis for the optimization of the cutting parameters of AISI 52100 bearing steel.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Maity, S.R.; Chatterjee, P.; Chakraborty, S. Cutting tool material selection using grey complex proportional assessment method. Mater. Des. 2012, 36, 372–378. [Google Scholar] [CrossRef]
- Debnath, S.; Reddy, M.M.; Yi, Q.S. Influence of cutting fluid conditions and cutting parameters on surface roughness and tool wear in turning process using Taguchi method. Measurement 2016, 78, 111–119. [Google Scholar] [CrossRef]
- Rao, C.; Rao, D.N.; Srihari, P. Influence of Cutting Parameters on Cutting Force and Surface Finish in Turning Operation. Procedia Eng. 2013, 64, 1405–1415. [Google Scholar] [CrossRef] [Green Version]
- Groover, M.P. Fundamentals of Modern Manufacturing: Materials, Processes, and Systems; John Wiley & Sons: Hoboken, NJ, USA, 2020. [Google Scholar]
- Kuntoğlu, M.; Sağlam, H. Investigation of progressive tool wear for determining of optimized machining parameters in turning. Measurement 2019, 140, 427–436. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Aslan, A.; Sağlam, H. Investigation of the effects of approaching angle and cutting parameters on machinability of aisi 5140 steel during turning. J. Polytech. 2010, 135, 99–114. [Google Scholar]
- Zlü, B. Investigation of the effect of cutting parameters on cutting force, surface roughness and chip shape in turning of Sleipner cold work tool steel. J. Fac. Eng. Archit. Gazi Univ. 2021, 36, 1241–1251. [Google Scholar]
- Mohanraj, T.; Shankar, S.; Rajasekar, R.; Sakthivel, N.R.; Pramanik, A. Tool condition monitoring techniques in milling process—A review. J. Mater. Res. Technol. 2020, 9, 1032–1042. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Sağlam, H. Investigation of signal behaviors for sensor fusion with tool condition monitoring system in turning. Measurement 2020, 173, 108582. [Google Scholar] [CrossRef]
- Aslan, A. Tornalama Parametrelerinin Kesme Sıcaklığı ve Krater Aşınması Üzerine Etkilerinin Deneysel Olarak Araştırılması. Türk Doğa Ve Fen Derg. 2021, 10, 109–118. [Google Scholar] [CrossRef]
- Zhao, J.; Li, L.; Wang, Y.; Sutherland, J.W. Impact of surface machining complexity on energy consumption and efficiency in CNC milling. Int. J. Adv. Manuf. Technol. 2019, 102, 2891–2905. [Google Scholar] [CrossRef]
- Yavaşcı, E.; Kardökmak, A.Ş.; Demirsöz, R. Talaşlı imalatta kesme hızı, ilerleme ve kesme derinliği değişkenlerinin torna tezgâhı güç tüketimi üzerine etkileri. Çelik Araştırma Ve Geliştirme Derg. 2022, 3, 17–24. Available online: https://dergipark.org.tr/en/pub/jesred/issue/72095/1118426 (accessed on 2 November 2022).
- Akyıl, H.H.; Bican, O. Talaşlı İmalatta Kesme Parametrelerinin Geometrik Toleranslar Üzerine Etkilerinin Deneysel Olarak İncelenmesi. Aksaray Univ. J. Sci. Eng. 2022, 6, 107–122. [Google Scholar]
- Gündoğdu Ceylan, Y.; Gündüz, T.; Atıcı Ulusu, H. Taguchi yöntemi ile polimer hammadde karışım optimizasyonu. J. Ind. Eng. (Turk. Chamb. Mech. Eng.) 2021, 32, 164–176. [Google Scholar]
- Anderson-Cook, C.M.; Borror, C.M.; Montgomery, D.C. Response surface design evaluation and comparison. J. Stat. Plan. Inference 2009, 139, 629–641. [Google Scholar] [CrossRef]
- Akdemir, E.O. Box-Behnken deneysel tasarım metodunun boyalı sulardan kitosan koagülasyonu ile renk giderimine uygulanması. Eurasian J. Biol. Chem. Sci. 2021, 4, 5–11. [Google Scholar] [CrossRef]
- Savaskan, M. Performance Evaluation and Optimization of Thin Hard Ceramic Coated Drill Bits by Comparative Use of Experimental Design Methods. Ph.D. Thesis, Institute of Science and Technology, İstanbul, Turkey, 2003. [Google Scholar]
- Öztürk, B.; Uğur, L.; Yildiz, A. Investigation of effect on energy consumption of surface roughness in X-axis and spindle servo motors in slot milling operation. Measurement 2019, 139, 92–102. [Google Scholar] [CrossRef]
- Bezerra, M.A.; Santelli, R.E.; Oliveira, E.P.; Villar, L.S.; Escaleira, L.A. Response surface methodology (RSM) as a tool for optimization in analytical chemistry. Talanta 2008, 76, 965–977. [Google Scholar] [CrossRef]
- Said, K.A.M.; Amin, M.A.M. Overview on the response surface methodology (RSM) in extraction processes. J. Appl. Sci. Process Eng. 2015, 2, 8–17. [Google Scholar]
- Murat, D.; Ensarioğlu, C.; Gürsakal, N.; Oral, A.; Çakır, M.C. Evaluation of tool wear for hard turning operations through response surface methodology. J. Fac. Eng. Archit. Gazi Univ. 2018, 33. [Google Scholar] [CrossRef]
- Box, G.E.P.; Wilson, K.B. On the experimental attainment of optimum conditions. In Breakthroughs in Statistics: Methodology and Distribution; Kotz, S., Johnson, N.L., Eds.; Springer: Berlin/Heidelberg, Germany, 1992; pp. 270–310. [Google Scholar]
- Gunaraj, V.; Murugan, N. Application of response surface methodology for predicting weld bead quality in submerged arc welding of pipes. J. Mater. Process. Technol. 1999, 88, 266–275. [Google Scholar] [CrossRef]
- Kolarik, W.J. Creating Quality: Concepts, Systems, Strategies, and Tools; McGraw-Hill: New York, NY, USA, 1995. [Google Scholar]
- Myers, R.H.; Montgomery, D.C.; Anderson-Cook, C.M. Response Surface Methodology: Process and Product Optimization Using Designed Experiments; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2016. [Google Scholar]
- Sharif, K.; Rahman, M.; Azmir, J.; Mohamed, A.; Jahurul, M.; Sahena, F.; Zaidul, I. Experimental design of supercritical fluid extraction—A review. J. Food Eng. 2013, 124, 105–116. [Google Scholar] [CrossRef]
- Morris, M.D. A class of three-level experimental designs for response surface modeling. Technometrics 2000, 42, 111–121. [Google Scholar] [CrossRef]
- Narenderan, S.T.; Meyyanathan, S.N.; Karri, V.V.S.R. Experimental design in pesticide extraction methods: A review. Food Chem. 2019, 289, 384–395. [Google Scholar] [CrossRef]
- Patnaik, L.; Maity, S.R.; Kumar, S. Modeling of wear parameters and multi-criteria optimization by Box-Behnken design of AlCrN thin film against gamma-irradiated Ti6Al4V counterbody. Ceram. Int. 2021, 47, 20494–20511. [Google Scholar] [CrossRef]
- Kumar, V.; Kharub, M.; Sinha, A. Modeling and Optimization of Turning Parameters during Machining of AA6061 composite using RSM Box-Behnken Design. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1057, 012058. [Google Scholar] [CrossRef]
- Ibrahim, G.; Hamni, A.; Nadhira, W.; Burhanudin, Y. Optimization of Cutting Parameters When Machining of Magnesium AZ31 Using Box Behnken Design. Int. J. Eng. Technol. Sci. 2019, 6, 15–23. [Google Scholar] [CrossRef]
- Shihab, S.K. Optimization of WEDM Process Parameters for Machining of Friction-Stir-Welded 5754 Aluminum Alloy Using Box-Behnken Design of RSM. Arab. J. Sci. Eng. 2018, 43, 5017–5027. [Google Scholar] [CrossRef]
- Abdullahi, Y.U.; Oke, S.A. Optimizing the Boring Parameters on CNC Machine using IS 2062 E250 Steel Plates: Taguchi-Pareto-Box Behnken Design and Taguchi-ABC-Box Behnken Design Perspectives. Eng. Access 2022, 8, 219–224. [Google Scholar]
- Güvercin, S.; Yildiz, A. Optimization of cutting parameters using the response surface method. Sigma J. Eng. Nat. Sci. 2018, 36, 113–121. [Google Scholar]
- Kumar, S.; Maity, S.R.; Patnaik, L. Application of Box-Behnken Method for Multi-response Optimization of Turning Parameters for DAC-10 Hot Work Tool Steel. In Recent Advances in Mechanical Engineering; Springer: Singapore, 2021; pp. 407–415. [Google Scholar] [CrossRef]
- Singh, P.; Singh, L.; Singh, S. A box behnken design approach for parametric optimization in processing of aluminum 6061 tubes. Mater. Manuf. Process. 2021, 37, 1110–1121. [Google Scholar] [CrossRef]
- Panchal, D. Optimization of Surface Roughness of EN-36 Alloy Steel on CNC Turning Machine using Box Behnken Method under RSM. Int. J. Res. Appl. Sci. Eng. Technol. 2020, 8, 608–625. [Google Scholar] [CrossRef]
- Sivaraj, S.; Bernard, S.S.; Kishore, R.; Kannan, G.K.; Lokeshkumar, J. Optimization of thrust force during drilling operation for Al-SiC composites using Box-Behnken approach. AIP Conf. Proc. 2022, 2519, 040006. [Google Scholar]
- Garcia, R.F.; Feix, E.C.; Mendel, H.T.; Gonzalez, A.R.; Souza, A.J. Optimization of cutting parameters for finish turning of 6082-T6 aluminum alloy under dry and RQL conditions. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 317. [Google Scholar] [CrossRef]
- Ic, Y.T.; Saraloğlu Güler, E.; Cabbaroğlu, C.; Dilan Yüksel, E.; Maide Sağlam, H. Optimisation of cutting parameters for minimizing carbon emission and maximising cutting quality in turning process. Int. J. Prod. Res. 2018, 56, 4035–4055. [Google Scholar] [CrossRef]
- Surya, M.S.; Prasanthi, G.; Kumar, A.K.; Sridhar, V.K.; Gugulothu, S.K. Optimization of cutting parameters while turning Ti-6Al-4 V using response surface methodology and machine learning technique. Int. J. Interact. Des. Manuf. (IJIDeM) 2021, 15, 453–462. [Google Scholar] [CrossRef]
- Trung, D. Influence of Cutting Parameters on Surface Roughness during Milling AISI 1045 Steel. Tribol. Ind. 2020, 42, 658–665. [Google Scholar] [CrossRef]
- Raghavendra, S.; Sathyanarayana, P.S.; Vs, T.; Kn, M. High speed machining of titanium Ti 6Al4V alloy components: Study and optimisation of cutting parameters using RSM. Adv. Mater. Process. Technol. 2020, 8, 277–290. [Google Scholar] [CrossRef]
- Vu, N.A.; Hung, M.B.V. Influence Of The Cutting Parameters On The Surface Roughness When Milling 060A4 Steel. J. Multidiscip. Eng. Sci. Technol. (JMEST) 2021, 8, 13952–13956. [Google Scholar]
- Radhi, H.E.; Marsool, K.S. Parametric Optimization of Martensitic Stainless Steel 440 C in CNC Turning Using Box-Behnken and Response Surface Method. Turk. J. Comput. Math. Educ. (TURCOMAT) 2021, 12, 3653–3665. [Google Scholar]
- Trung, D.D.; Ngoc, N.D.; Hong, T.T.; Van Khoa, V.; Tu, N.T.; Giang, T.N.; Dung, N.T.Q.; Pi, V.N. Influences of Cutting Parameters on Surface Roughness During Milling and Development of Roughness Model Using Johnson Transformation. In Proceedings of the International Conference on Engineering Research and Applications, Thai Nguyen, Vietnam, 1–2 December 2020; Springer: Cham, Switzerland, 2020; pp. 491–500. [Google Scholar] [CrossRef]
- Son, N.H.; Trung, D.D. Investigation of The effects of cutting parameters on surface roughness when grinding 3X13 steel using CBN grinding wheel. J. Multidiscip. Eng. Sci. Technol. 2019, 6, 10919–10921. [Google Scholar]
- Reddy, M.M.; William, L.C.S. Finite Element analysis: Predicting cutting force in turning of Inconel 625 using ceramic tools. IOP Conf. Ser. Mater. Sci. Eng. 2020, 943, 012019. [Google Scholar] [CrossRef]
- Deng, Z.; Wang, Z.; Shen, X. Surface Feature Prediction Modeling and Parameter Optimization for Turning TC17 Titanium Alloy. Int. Trans. Electr. Energy Syst. 2022, 2022, 2979858. [Google Scholar] [CrossRef]
- Güvercin, S.; Aydin, K.; Uğur, L.; Gül, F. Investigation of the machining performance of ferritic ductile cast iron in WEDM using response surface methodology. Sigma J. Eng. Nat. Sci. 2022, 40, 95. [Google Scholar] [CrossRef]
- Ugur, L. 7075 Alüminyum Malzemesinin Frezelenmesinde Yüzey Pürüzlülüğünün Yanıt Yüzey Metodu İle Optimizasyonu. Erzincan Univ. J. Sci. Technol. 2019, 12, 326–335. [Google Scholar]
- Shanthi, S.; Mohan, R.; Thangavelu, R. Experimental investigation for the optimization of the WEDM process parameters to obtain the minimum surface roughness of the AL 7075 aluminium alloy employed with a zinc-coated wire using RSM and GA, MTAEC9. Mater. Tehnol. 2019, 53, 349–356. [Google Scholar] [CrossRef]
- Abidi, Y.; Boulanouar, L.; Amirat, A. Experimental study on wear of mixed ceramic tool and correlation analysis between surface roughness and cutting tool radial vibrations during hard turning of AISI 52100 steel. J. Eng. Sci. Technol. 2018, 13, 943–963. [Google Scholar]
- Panda, A.; Sahoo, A.K.; Panigrahi, I.; Rout, A.K. Investigating machinability in hard turning of AISI 52100 bearing steel through performance measurement: QR, ANN and GRA study. Int. J. Automot. Mech. Eng. 2018, 15, 4935–4961. [Google Scholar] [CrossRef]
- Alok, A.; Das, M. Multi-objective optimization of cutting parameters during sustainable dry hard turning of AISI 52100 steel with newly develop HSN2-coated carbide insert. Measurement 2018, 133, 288–302. [Google Scholar] [CrossRef]
- Çetindağ, H.A.; Çiçek, A.; Uçak, N. The effects of CryoMQL conditions on tool wear and surface integrity in hard turning of AISI 52100 bearing steel. J. Manuf. Process. 2020, 56, 463–473. [Google Scholar] [CrossRef]
- Das, S.R.; Kumar, A.; Dhupal, D. Experimental investigation on cutting force and surface roughness in machining of hardened AISI 52100 steel using cBN tool. Int. J. Mach. Mach. Mater. 2016, 18, 501. [Google Scholar] [CrossRef]
- Bouacha, K.; Yallese, M.A.; Mabrouki, T.; Rigal, J.-F. Statistical analysis of surface roughness and cutting forces using response surface methodology in hard turning of AISI 52100 bearing steel with CBN tool. Int. J. Refract. Met. Hard Mater. 2010, 28, 349–361. [Google Scholar] [CrossRef]
- Umamaheswarrao, P.; Raju, D.R.; Suman, K.N.S.; Sankar, B.R. Optimizing cutting parameters in hard turning of AISI 52100 steel using TOPSIS approach. J. Mech. Energy Eng. 2019, 3, 227–232. [Google Scholar] [CrossRef]
- Azizi, M.W.; Belhadi, S.; Yallese, M.A.; Mabrouki, T.; Rigal, J.-F. Surface roughness and cutting forces modeling for optimization of machining condition in finish hard turning of AISI 52100 steel. J. Mech. Sci. Technol. 2012, 26, 4105–4114. [Google Scholar] [CrossRef]
- Sivaiah, P.; Bodicherla, U. Effect of Surface Texture Tools and Minimum Quantity Lubrication (MQL) on tool Wear and Surface Roughness in CNC Turning of AISI 52100 Steel. J. Inst. Eng. (India) Ser. C 2019, 101, 85–95. [Google Scholar] [CrossRef]
- Guddat, J.; M’Saoubi, R.; Alm, P.; Meyer, D. Hard turning of AISI 52100 using PCBN wiper geometry inserts and the resulting surface integrity. Procedia Eng. 2011, 19, 118–124. [Google Scholar] [CrossRef] [Green Version]
- Sankar, B.R.; Rao, P.U. Analysis of Forces during Hard Turning of AISI 52100 Steel Using Taguchi Method. Mater. Today Proc. 2017, 4, 2114–2118. [Google Scholar] [CrossRef]
- Keblouti, O.; Boulanouar, L.; Azizi, M.W.; Yallese, M.A. Effects of coating material and cutting parameters on the surface roughness and cutting forces in dry turning of AISI 52100 steel. Struct. Eng. Mech. 2017, 61, 519–526. [Google Scholar] [CrossRef]
- Serra, R.; Chibane, H.; Duchosal, A. Multi-objective optimization of cutting parameters for turning AISI 52100 hardened steel. Int. J. Adv. Manuf. Technol. 2018, 99, 2025–2034. [Google Scholar] [CrossRef]
- Paturi, U.M.R.; Yash, A.; Palakurthy, S.T.; Reddy, N. Modeling and optimization of machining parameters for minimizing surface roughness and tool wear during AISI 52100 steel dry turning. Mater. Today Proc. 2021, 50, 1164–1172. [Google Scholar] [CrossRef]
- Tzotzis, A.; Tapoglou, N.; Verma, R.K.; Kyratsis, P. 3D-FEM Approach of AISI-52100 Hard Turning: Modelling of Cutting Forces and Cutting Condition Optimization. Machines 2022, 10, 74. [Google Scholar] [CrossRef]
- Rafighi, M.; Özdemir, M.; Şahinoğlu, A.; Kumar, R.; Das, S.R. Experimental Assessment and TOPSIS Optimization of Cutting Force, Surface Roughness, and Sound Intensıty in Hard Turning of AISI 52100 Steel. Surf. Rev. Lett. 2022, 2250150. [Google Scholar] [CrossRef]
- Umamaheswarrao, P.; Rangaraju, D.; Suman, K.N.S.; Ravisankar, B. Application of TOPSIS for multi response optimization of Process Parameters in dry hard turning of AISI 52100 steel. INCAS Bull. 2021, 13, 211–224. [Google Scholar] [CrossRef]
- Mane, S.; Kumar, S. Response Surface Modeling and Optimization of Cutting Temperature in Turning of AISI 52100 Hardened Alloy Steel under Minimal Cutting Fluid Application. In Advances in Science and Technology; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2021; Volume 106, pp. 60–67. [Google Scholar] [CrossRef]
- Bhandarkar, L.R.; Goswami, N.K.; Behara, M.K.; Mohanty, P.P.; Sarangi, S.K. Investigation and modeling of process parameters during the machinability study of AISI 52100 using advanced coated and uncoated tools. AIP Conf. Proc. 2021, 2341, 040021. [Google Scholar] [CrossRef]
- Caydas, U.; Kuncan, O.; Celik, M. Investigation Of The Machinability Of Aisi 52100 Bearing Steel For Surface Roughness, Tool Life And Temperature Criterions. J. Polytech. Politek. Derg. 2017, 20, 409–417. [Google Scholar]
- Pan, Z.; Liang, S.Y.; Garmestani, H.; Shih, D.S. Prediction of machining-induced phase transformation and grain growth of Ti-6Al-4 V alloy. Int. J. Adv. Manuf. Technol. 2016, 87, 859–866. [Google Scholar] [CrossRef]
- Rao, B.; Dandekar, C.R.; Shin, Y.C. An experimental and numerical study on the face milling of Ti–6Al–4V alloy: Tool performance and surface integrity. J. Mater. Process. Technol. 2011, 211, 294–304. [Google Scholar] [CrossRef]
- Shrot, A.; Bäker, M. Determination of Johnson–Cook parameters from machining simulations. Comput. Mater. Sci. 2012, 52, 298–304. [Google Scholar] [CrossRef]
- Xu, X.; Zhang, J.; Outeiro, J.; Xu, B.; Zhao, W. Multiscale simulation of grain refinement induced by dynamic recrystallization of Ti6Al4V alloy during high speed machining. J. Mater. Process. Technol. 2020, 286, 116834. [Google Scholar] [CrossRef]
- Pawar, S.; Salve, A.; Chinchanikar, S.; Kulkarni, A.; Lamdhade, G. Residual Stresses during Hard Turning of AISI 52100 Steel: Numerical Modelling with Experimental Validation. Mater. Today Proc. 2017, 4, 2350–2359. [Google Scholar] [CrossRef]
- Özlü, B. Evaluation of Energy Consumption, Cutting Force, Surface Roughness and Vibration in Machining Toolox 44 Steel Using Taguchi-Based Gray Relational Analysis. Surf. Rev. Lett. (SRL) 2022, 29, 1–17. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Author(s) | Output Response | Input Parameters Used | Material Used |
|---|---|---|---|
| Patnaik et al. [29] | Surface roughness, coefficient of friction, disc mass loss, depth of wear, and hardness | Applied load, sliding speed, and sliding distance | Ti6Al4V |
| Kumar et al. [30] | Surface roughness | Shank speed, feed rate, and depth of cut | Aluminium alloy 6061 |
| Ibrahim et al. [31] | Wear value | Cutting speed, feed rate, and rotary tool speed | Magnesium AZ31 |
| Shihab [32] | Metal removal rate, kerf width, and surface roughness | A pulse on time, pulse off time, and peak current | Stir-welded 5754 aluminium alloy |
| Abdullahi and Oke [33] | Surface roughness | Speed, feed, depth of cut, and nose radius | IS 2062 E250 plate |
| Güvercin and Yildiz [34] | Surface roughness | A feed rate cutting speed, depth of cut | AISI 1040 |
| Kumar et al. [35] | Surface roughness and tool wear rate | Cutting speed, feed rate, and depth of cut | DAC-10 tool steel |
| Singh et al. [36] | Surface roughness | Magnetic field strength, number of working cycles, and hydraulic pressure | Aluminium 6061 tubes |
| Panchal [37] | Surface roughness and material removal rate | Feed, cutting speed, and depth of cut | EN-36 Alloy Steel |
| Sivaraj et al. [38] | Thrust force | Drill diameter, feed rate, spindle speed | Al-SiC |
| Garcia et al. [39] | Surface roughness | Cutting speed, feed rate, and depth of cut | 6082-T6 aluminium alloy |
| Ic et al. [40] | Surface roughness and carbon emission | Cutting speed, cutting tool material, depth of cut, and work piece material | 6061, 6082, and 7075 Aluminium alloys |
| Surya et al. [41] | Surface roughness and material removal rate | Speed, feed, and depth of cut | Ti6Al4 V |
| Trung [42] | Surface roughness | Cutting speed, feed rate, and depth of cut | AISI 1045 |
| Raghavendra et al. [43] | Surface roughness | Spindle speed, depth of cut, feed rate, coolant flow rate | Ti 6Al4V |
| Vu and Hung [44] | Surface roughness | Cutting speed, the feed rate, and cutting depth | 060A4 steel |
| Radhi et al. [45] | Surface roughness, material removal rate, and temperature | Speed, feed, depth of cut | AISI440 |
| Trung et al. [46] | Surface roughness | Cutting speed, feed rate, and depth of cut | C45 steel |
| Son and Trung [47] | Surface roughness | Velocity of workpiece, feed rate, and depth of cut | 3X13 Steel |
| Reddy and William [48] | Cutting force | Cutting speed, feed rate, and depth of cut | Inconel 625 |
| Deng et al. [49] | Surface roughness and surface microhardness | Cutting depth, the cutting speed, and feed rate | TC17 titanium alloy |
| Aydın et al. [50] | Surface roughness and process time | Table feed rate, pulse on time, and pulse space | Ferritic ductile cast iron (GGG-40) |
| Uğur [51] | Surface roughness | Cutting speed, feed rate, and depth of cut | Al 7075 |
| Shanthi et al. [52] | Surface roughness | Pulse on time, pulse off time, wire feed, and wire tension | Al 7075 |
| Author(s) | Input Parameters | Output Response | Result Achieved | Method Used |
|---|---|---|---|---|
| Abidi et al. [53] | Cutting speed, feed rate, and depth of cut | Radial cutting vibrations and surface roughness | Cutting speed has the most significant effect on both the tool life and radial cutting vibration. The feed rate has the most important effect on the surface roughness | Taguchi method |
| Panda et al. [54] | Cutting speed, feed rate, and depth of cut | Surface roughness, flank wear, and chip morphology | The feed rate is the parameter that affects the output responses the most. | Gray relationship analysis based on the Taguchi method |
| Alok and Das [55] | Cutting speed, feed rate, and depth of cut | Cutting feed, radial force, surface roughness, and maximum flank wear | The cutting speed is the most effect parameter for output responses | Central Composite Design (CCD) |
| Çetindağ et al. [56] | Cutting speed, feed rate, and depth of cut | Tool wear, surface roughness, and residual stresses | Better surface roughness, less tool wear, and higher compressive stresses were obtained with wiper inserts. | Minimum quantity lubrication (MQL) |
| Das et al. [57] | Cutting speed, feed rate, and depth of cut | Cutting force and surface roughness | The feed rate and cutting speed strongly affect the surface roughness. The depth of cut is the parameter that affects the cutting force the most | Taguchi method |
| Bouacha et al. [58] | Cutting speed, feed rate, and depth of cut | Surface roughness and cutting forces | The depth of cut has the maximum effect on the cutting forces. The feed rate is the most important parameter affecting the surface roughness | RSM |
| Umamaheswarrao et al. [59] | Cutting speed, feed, depth of cut, tool nose radius, and negative rake angle | Machining force and surface roughness | The negative rake angle is the most important parameter in terms of the output responses | CCD and TOPSIS (Technique for Order Preference by Similarity to Ideal Solutions) |
| Azizi et al. [60] | Cutting speed, feed rate, and depth of cut | Surface roughness and cutting forces | The feed rate affects the surface roughness the most. The depth of cut, workpiece hardness, and feed rate affect the cutting forces. | Taguchi method |
| Sivaiah et al. [61] | Cutting speed, feed rate, depth of cut, and type of tool | Surface roughness and tool flank wear | As the cutting speed increases, the surface roughness decreases. The feed rate has effects on both the tool flank wear and surface roughness. | Taguchi method |
| Guddat et al. [62] | Cutting parameters (cutting speed, feed rate) and geometries (tool nose radius, edge radius chamfer angle, insert type) | Cutting forces and surface roughness | The insert type has more influence on the surface roughness and cutting forces | 3D Topography based on FEM |
| Sankar [63] | Tool nose radius, depth of cut, speed, and feed | Cutting force | The tool nose radius is the parameter that affects the cutting force the most. | Taguchi method |
| Keblouti et al. [64] | Feed rate, cutting depth, and cutting speed | Surface quality and cutting forces | The feed rate has the most effect on the surface quality, while the depth of cut has the most effect on the cutting force. | RSM |
| Serra et al. [65] | Cutting speed, depth of cut, and feed rate | Surface roughness, cutting time, consumed power, force | The feed rate is the parameter that affects the surface roughness and power the most. The power consumed is more affected by the interactions of the cutting speed and feed rate. | Multiple linear regression analysis (MLR) and genetic algorithm (GA) |
| Paturi et al. [66] | Cutting speed, feed rate, depth of cut | Surface roughness and tool flank wear | The feed rate affects the surface roughness the most. | RSM |
| Tzotzis et al. [67] | Cutting speed feed, depth of cut, and tool nose radius | Cutting force | The depth of cut is the parameter that affects the cutting force the most. | 3D-FEM and CCD |
| Rafighi et al. [68] | Workpiece hardness, cutting speed, feed, and depth of cut | Cutting force, surface roughness, and sound intensity | The surface roughness is most affected by the feed, the cutting force is affected by cutting speed, and the sound intensity is most affected by depth of cut. | Taguchi method and TOPSIS |
| Umamaheswarrao et al. [69] | Cutting speed, feed, depth of cut, tool nose radius, and negative rake angle | Machining force, surface roughness, and workpiece surface temperature | The negative rake angle is the parameter that affects the output responses the most. | CCD and TOPSIS |
| Mane and Kumar [70] | Cutting speed, feed, and depth of cut | Cutting temperature | The cutting speed and feed are important parameters that affect the cutting temperature. | CCD |
| Bhandarkar [71] | Feed rate, cutting speed, depth of cut, and tool type | Cutting forces, surface roughness, and tool wear | The tool type for the cutting force and feed rate parameters for the surface roughness have important effects. | RSM |
| Element | C | Si | Mn | P | S | Cr | Mo | Al | Fe |
|---|---|---|---|---|---|---|---|---|---|
| % | 0.973 | 0.27 | 0.33 | 0.016 | 0.001 | 1.41 | 0.02 | 0.025 | Balance |
| Properties | Workpiece Material (AISI 52100 Steel) |
|---|---|
| Young’s modulus (GPa) | 210 |
| Density (kg/m3) | 7.83 |
| Poisson’s ratio | 0.3 |
| Specific heat (J/kg °C) | 476.975 |
| Thermal conductivity coefficient (W/(m °C)) | 46.6 |
| Thermal expansion (µm/(m °C)) | 1.19 |
| Parameters | Levels | |||
|---|---|---|---|---|
| Symbol | Low −1 | Center 0 | High +1 | |
| Cutting Speed (m/min) | V | 150 | 175 | 200 |
| Depth of cut (mm) | d | 0.5 | 1 | 1.5 |
| Feed rate (mm/rev) | f | 0.1 | 0.2 | 0.3 |
| Initial Tool Mesh | |
| Min element size | 0.025 mm |
| Max element size | 1.8 mm |
| Curvature safety | 1.5 |
| Mesh grading | 0.2 |
| Segments per edge | 2 |
| Initial Workpiece Mesh | |
| Size | 20 × 20 × 10 mm3 |
| Min element size | 0.03 mm |
| Max element size | 5 mm |
| Curvature safety | 3 |
| Mesh grading | 0.3 |
| Radius of refined region | 0.15 mm |
| Segments per edge | 2.5 |
| Min. element edge length | |
| Chip bulk | 0.03866 mm |
| Cutter edge | 0.02913 mm |
| AISI 52100 Steel | |
|---|---|
| A (MPa) | 2482.4 |
| B (MPa) | 1498.5 |
| N | 0.19 |
| C | 0.027 |
| M | 0.66 |
| Tmelt (°C) | 1487 |
| Run No. | Actual and Coded Level of Variables | FEM Analysis Response | |||
|---|---|---|---|---|---|
| Cutting Speed (m/min) | Depth of Cut (mm) | Feed Rate (mm/rev) | Temperature (T, °C) | Power Consumption (P, W) | |
| 1 | −1 (150) | 0 (1) | 1 (0.3) | 310.56 | 42.24 |
| 2 | 1 (200) | 0 (1) | 1 (0.3) | 434.642 | 115.19 |
| 3 | 1 (200) | 0 (1) | −1 (0.1) | 295.257 | 50.86 |
| 4 | −1 (150) | −1 (0.5) | 0 (0.2) | 288.78 | 46.08 |
| 5 | 1 (200) | 1 (1.5) | 0 (0.2) | 401.02 | 101.2 |
| 6 | 0 (175) | 0 (1) | 0 (0.2) | 341.769 | 76.65 |
| 7 | −1 (150) | 0 (1) | −1 (0.1) | 271.266 | 40.77 |
| 8 | 0 (175) | 1 (1.5) | 1 (0.3) | 442.699 | 129 |
| 9 | 0 (175) | 0 (1) | 0 (0.2) | 367.183 | 76.26 |
| 10 | 0 (175) | −1 (0.5) | −1 (0.1) | 245.309 | 30.59 |
| 11 | 0 (175) | −1 (0.5) | 1 (0.3) | 364.016 | 69.139 |
| 12 | 0 (175) | 0 (1) | 0 (0.2) | 359.215 | 76.87 |
| 13 | 1 (200) | −1 (0.5) | 0 (0.2) | 311.755 | 60 |
| 14 | 0 (175) | 1 (1.5) | −1 (0.1) | 300.143 | 58.11 |
| 15 | −1 (150) | 1 (1.5) | 0 (0.2) | 363.775 | 83.27 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 44,776.37 | 9 | 4975.15 | 10.94 | 0.0085 | significant |
| V | 5423.25 | 1 | 5423.25 | 11.93 | 0.0182 | significant |
| d | 11,083.89 | 1 | 11,083.89 | 24.38 | 0.0043 | significant |
| f | 24,193.62 | 1 | 24,193.62 | 53.21 | 0.0008 | significant |
| Vd | 50.91 | 1 | 50.91 | 0.1120 | 0.7515 | |
| Vf | 2504.55 | 1 | 2504.55 | 5.51 | 0.0658 | |
| df | 142.19 | 1 | 142.19 | 0.3127 | 0.6001 | |
| V2 | 569.27 | 1 | 569.27 | 1.25 | 0.3140 | |
| d2 | 19.64 | 1 | 19.64 | 0.0432 | 0.8436 | |
| f2 | 911.00 | 1 | 911.00 | 2.00 | 0.2161 | |
| Residual | 2273.33 | 5 | 454.67 | |||
| Lack of Fit | 1935.42 | 3 | 645.14 | 3.82 | 0.2145 | |
| Pure Error | 337.91 | 2 | 168.95 | |||
| Cor Total | 47,049.71 | 14 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 10,583.57 | 9 | 1175.95 | 10.21 | 0.0099 | significant |
| V | 1649.96 | 1 | 1649.96 | 14.33 | 0.0128 | significant |
| d | 3435.00 | 1 | 3435.00 | 29.82 | 0.0028 | significant |
| f | 3838.59 | 1 | 3838.59 | 33.33 | 0.0022 | significant |
| Vd | 4.02 | 1 | 4.02 | 0.0349 | 0.8591 | |
| Vf | 987.84 | 1 | 987.84 | 8.58 | 0.0327 | significant |
| df | 261.49 | 1 | 261.49 | 2.27 | 0.1922 | |
| V2 | 165.76 | 1 | 165.76 | 1.44 | 0.2840 | |
| d2 | 27.81 | 1 | 27.81 | 0.2415 | 0.6440 | |
| f2 | 214.84 | 1 | 214.84 | 1.87 | 0.2302 | |
| Residual | 575.89 | 5 | 115.18 | |||
| Lack of Fit | 575.70 | 3 | 191.90 | 2010.84 | 0.0005 | significant |
| Pure Error | 0.1909 | 2 | 0.0954 | |||
| Cor Total | 11,159.47 | 14 |
| Optimal Cutting Parameters | Output Response | |||
|---|---|---|---|---|
| Cutting Speed (m/min) | Depth of Cut (mm) | Feed Rate (mm/rev) | Temperature (°C) | Power Consumption (W) |
| 162.427 | 1.39 | 0.2472 | 382.096 | 88.788 |
| Output Response | Error Rate by RSM Result | |||
|---|---|---|---|---|
| Temperature | Power Consumption | Temperature | Power Consumption | |
| Second-order regression model predictions | 384.14 | 93.745 | 0.5% | 5.5% |
| Confirmation experiment with FEM analysis | 400.92 | 98.66 | 4.9% | 11.0% |
| Validation experiment in real experimental environment | 394.73 | 94.66 | 3.3% | 6.6% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yıldız, A.; Uğur, L.; Parlak, İ.E. Optimization of the Cutting Parameters Affecting the Turning of AISI 52100 Bearing Steel Using the Box-Behnken Experimental Design Method. Appl. Sci. 2023, 13, 3. https://doi.org/10.3390/app13010003
Yıldız A, Uğur L, Parlak İE. Optimization of the Cutting Parameters Affecting the Turning of AISI 52100 Bearing Steel Using the Box-Behnken Experimental Design Method. Applied Sciences. 2023; 13(1):3. https://doi.org/10.3390/app13010003
Chicago/Turabian StyleYıldız, Aytaç, Levent Uğur, and İsmail Enes Parlak. 2023. "Optimization of the Cutting Parameters Affecting the Turning of AISI 52100 Bearing Steel Using the Box-Behnken Experimental Design Method" Applied Sciences 13, no. 1: 3. https://doi.org/10.3390/app13010003