
Influence of the Texture Configuration of Heating Surfaces Created by Laser Irradiation on the Ignition and Combustion Characteristics of Liquid Fuels
 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Fuel Preparation Procedure
2.2. Procedure of Texture Formation on the Steel Surfaces
2.3. Methods and Equipment for Analysis of the Texture Configuration on Steel Surfaces
2.4. Experimental Technique
2.4.1. Experimental Setup of a Mixed Heat Supply to a Fuel Droplet
2.4.2. Experimental Setup of a Conductive Heat Supply to a Fuel Droplet
2.5. Methods of Determining the Ignition and Combustion Characteristics of Fuel Droplets
3. Results and Discussion
3.1. Analysis of Surface Microtexture and Roughness
3.2. Analysis of Fuel Ignition and Combustion
3.2.1. Analysis of the Fuel Droplet Ignition and Combustion Characteristics under a Mixed Heat Supply
3.2.2. Analysis of the Fuel Droplet Ignition and Combustion Characteristics under a Conductive Heat Supply
4. Conclusions
- A graphic-analytical method was developed to predict the formation of textures in the form of microchannels with specified dimensions and controlled roughness using laser technology for processing metal surfaces. Using the diameter of the ablation crater in the calculations allows for the prediction of the texture in the form of microchannels with an accuracy of 10%.
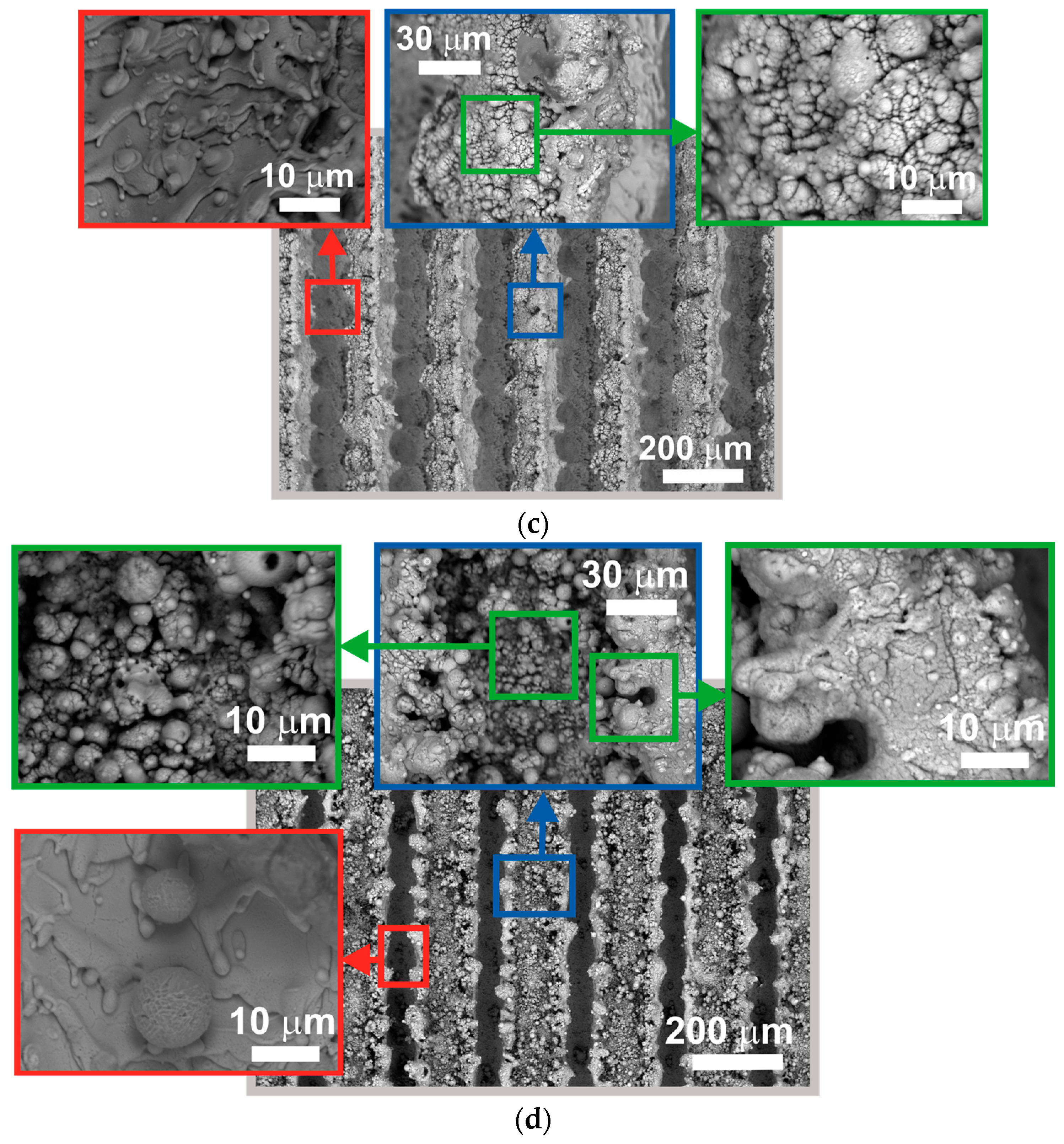
- It was experimentally proven that the texture configuration in the form of microchannels on the surfaces of X16CrNi25-20 steel formed by nanosecond laser radiation makes it possible to significantly increase the resistance of surfaces to the adhesion of products left after the combustion of liquid and composite fuels.
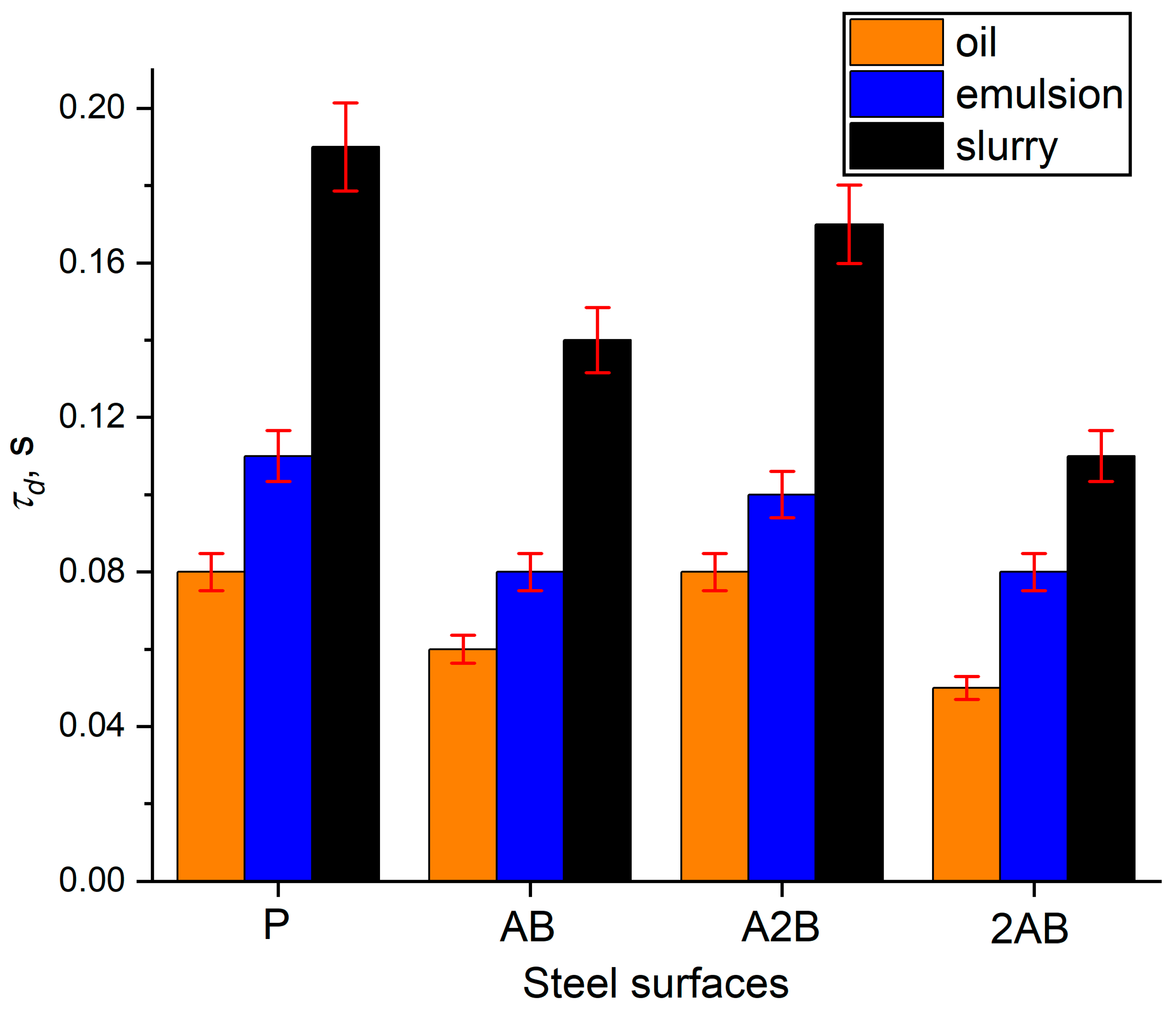
- The texture configuration in the form of microchannels on metal surfaces leads to decreasing the ignition, up to 25% for oil, up to 28% for emulsion, and up to 55% for slurry under conditions corresponding to the start-up of power-generating equipment. This is connected with the best spreading of fuel droplets over the heating surfaces modified by laser radiation and the largest increase in the surface area due to the developed roughness.
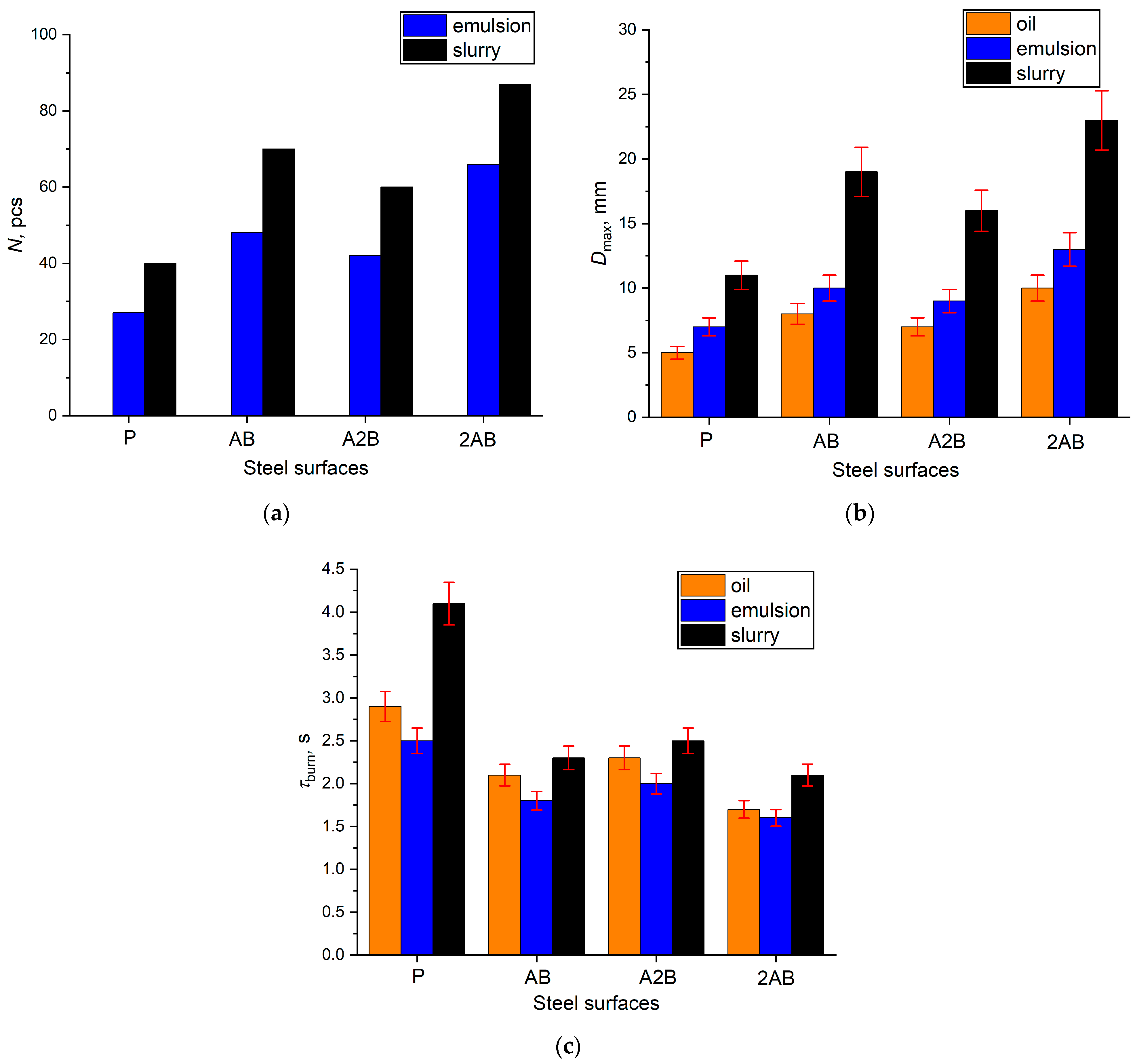
- In practice, the heating surfaces textured in the form of microchannels contribute to the fuel combustion intensification under start-up conditions of power-generating equipment. In particular, the maximum size of the burnout region increases by more than 50%, and for composite fuels, the number of puffing initiations increases, which ultimately reduces the burnout time of the fuel droplets.
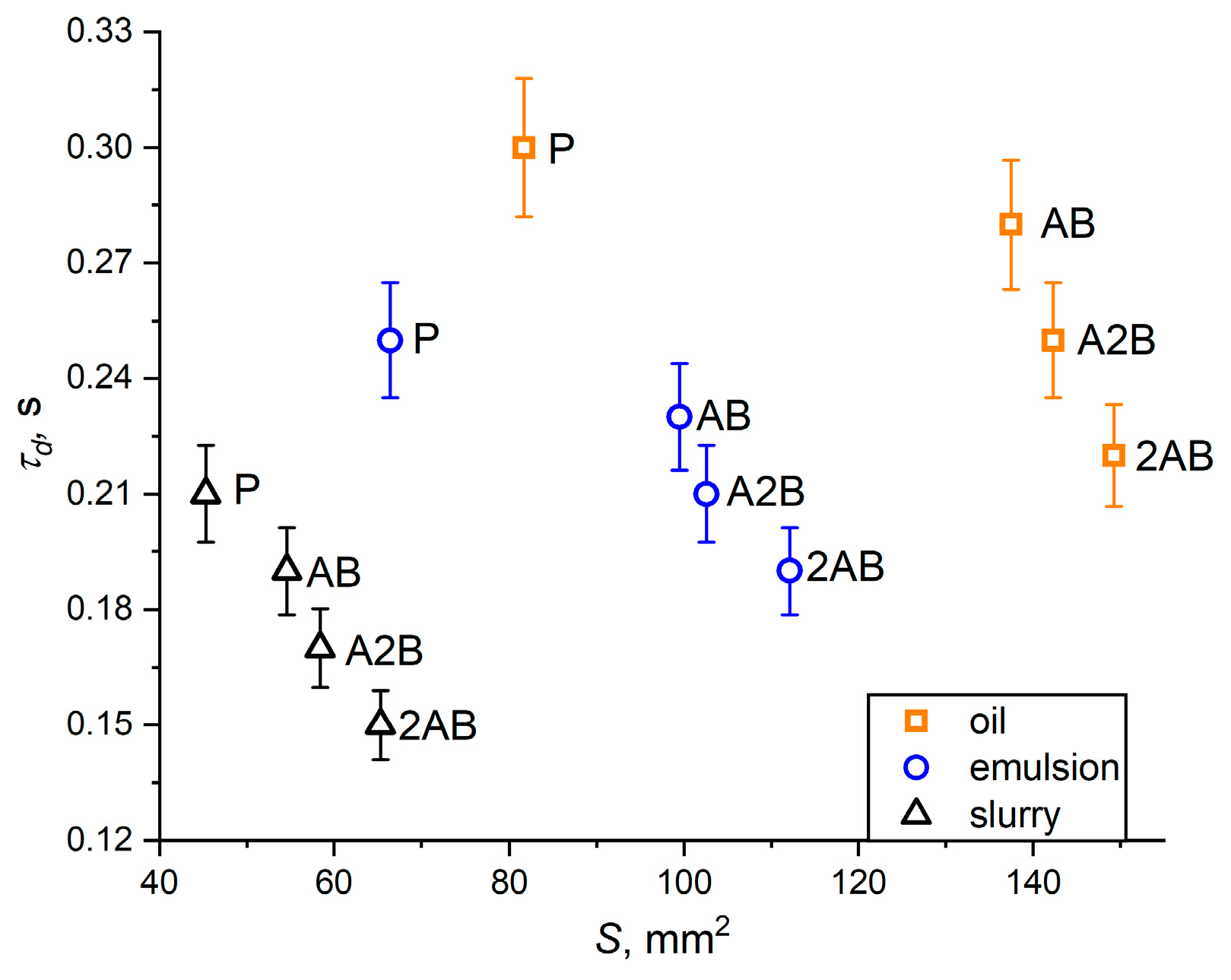
- Under the nominal operating mode conditions of power-generating equipment, the heating surfaces textured in the form of microchannels makes it possible to reduce the ignition delay time of composite fuels, as well as liquid fuels widely used in practice, by up to 40%.
- In the experiments reproducing the nominal operating mode, as well as the start-up of power-generating equipment, the best results according to the ignition (τd) and combustion (τburn, N, and Dmax) characteristics of fuel droplets were demonstrated by the 2AB texture. This is characterized by parallel microchannels that had a width of about 65 µm with a distance between the axes of the microchannels equal to 195 µm and a developed texture on the unprocessed region of the surface by laser radiation, but this was formed by crystallized metal melt.
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| CWF | coal-water fuel |
| OCWF | organic coal-water fuel |
| Nomenclature | |
| A | width of the local region on the surface, which is unprocessed by laser radiation, µm |
| Ad | ash, % |
| B | width of the local region on the surface, which is processed by laser radiation, µm |
| Dmax | maximum size of the burnout region of fuel, mm |
| N | number of puffing initiations, pcs |
| Qas,V | higher heating value, MJ/kg |
| S | the projection area of the fuel droplet/heating surface interface, mm2 |
| Sa | arithmetic mean surface deviation, µm |
| Sdr | developed interfacial area ratio, % |
| Sz | maximum height of irregularities, µm |
| Te | the temperature of the gas medium in the muffle furnace, °C |
| Vdaf | volatile content, % |
| Wa | moisture content, % |
| da.c. | diameter of ablation crater, µm |
| ds | contact diameter of droplet spreading, mm |
| d↕ | contact diameter of droplet spreading parallel to microchannels, mm |
| hm.c | height of microchannels, µm |
| d↔ | contact diameter of droplet spreading perpendicular to microchannels, mm |
| ka.c. | coefficient of ablation crater overlapping, % |
| v | laser beam speed, mm/s |
| x | the relative distance between centers of ablation craters |
| Greek Symbol | |
| φ | pulse frequency, kHz |
| τburn | burnout time, s |
| τd | ignition delay time, s |
References
- Investment in Renewable Energy, by Technology. Available online: https://ourworldindata.org/grapher/investment-in-renewable-energy-by-technology (accessed on 25 October 2022).
- Pinchuk, V.A.; Sharabura, T.A.; Moumane, M.; Kuzmin, A.V. Experimental Investigation of the Influence of Temperature, Coal Metamorphic Stage, and of the Size of Coal-Water Fuel Drop on the Fuel Drop Combustion Process. Int. J. Energy Clean Environ. 2019, 20, 43–62. [Google Scholar] [CrossRef] [Green Version]
- Glushkov, D.O.; Kuznetsov, G.V.; Strizhak, P.A. Simultaneous Ignition of Several Droplets of Coal–Water Slurry Containing Petrochemicals in Oxidizer Flow. Fuel Process. Technol. 2016, 152, 22–33. [Google Scholar] [CrossRef]
- Staroń, A.; Banach, M.; Kowalski, Z.; Staroń, P. Impact of Waste Soot on Properties of Coal-Water Suspensions. J. Clean. Prod. 2016, 135, 457–467. [Google Scholar] [CrossRef]
- Boylu, F.; Dinçer, H.; Ateşok, G. Effect of Coal Particle Size Distribution, Volume Fraction and Rank on the Rheology of Coal–Water Slurries. Fuel Process. Technol. 2004, 85, 241–250. [Google Scholar] [CrossRef]
- Fei, Y.; Gopan, A.; Axelbaum, R.L. Characterization of Coal Water Slurry Prepared for PRB Coal. J. Fuel Chem. Technol. 2014, 42, 1167–1171. [Google Scholar] [CrossRef]
- Kijo-Kleczkowska, A. Combustion of Coal–Water Suspensions. Fuel 2011, 90, 865–877. [Google Scholar] [CrossRef]
- Burdukov, A.P.; Popov, V.I.; Tomilov, V.G.; Fedosenko, V.D. The Rheodynamics and Combustion of Coal-Water Mixtures. Fuel 2002, 81, 927–933. [Google Scholar] [CrossRef]
- Dorokhov, V.V.; Kuznetsov, G.V.; Vershinina, K.Y.; Strizhak, P.A. Relative Energy Efficiency Indicators Calculated for High-Moisture Waste-Based Fuel Blends Using Multiple-Criteria Decision-Making. Energy 2021, 234, 121257. [Google Scholar] [CrossRef]
- Osada, H.; Watanabe, H.; Onozawa, Y.; Enya, K.; Uchida, N. Experimental Analysis of Heat-Loss with Different Piston Wall Surface Conditions in a Heavy-Duty Diesel Engine. In Proceedings of the COMODIA 2017—9th International Conference on Modeling and Diagnostics for Advanved Engine Systems, Okayama, Japan, 25–28 July 2017; The Japan Society of Mechanical Engineers: Tokyo, Japan, 2017; p. B204. [Google Scholar]
- Tsutsumi, Y.; Nomura, K.; Nakamura, N. Effect of Mirror-Finished Combustion Chamber on Heat Loss. SAE Tech. Pap. 1990. [Google Scholar] [CrossRef]
- Kawaguchi, A.; Wakisaka, Y.; Nishikawa, N.; Kosaka, H.; Yamashita, H.; Yamashita, C.; Iguma, H.; Fukui, K.; Takada, N.; Tomoda, T. Thermo-Swing Insulation to Reduce Heat Loss from the Combustion Chamber Wall of a Diesel Engine. Int. J. Engine Res. 2019, 20, 805–816. [Google Scholar] [CrossRef]
- Moskvin, L.N.; Efimov, A.A.; Gusev, B.A. Protective Oxidation of Boiler Equipment Heating Surfaces with Concurrently Removing Ash Deposits. Therm. Eng. 2020, 67, 173–177. [Google Scholar] [CrossRef]
- Shchelkin, K.I. Selected Works [Collection of Scientific Articles]; Loboiko, B.G., Ed.; RFNC-VNIITF: Snezhinsk, Russia, 2011. [Google Scholar]
- Feoktistov, D.V.; Glushkov, D.O.; Kuznetsov, G.V.; Orlova, E.G.; Paushkina, K.K. Ignition and Combustion Enhancement of Composite Fuel in Conditions of Droplets Dispersion during Conductive Heating on Steel Surfaces with Different Roughness Parameters. Fuel 2022, 314, 122745. [Google Scholar] [CrossRef]
- Feoktistov, D.V.; Glushkov, D.O.; Kuznetsov, G.V.; Nikitin, D.S.; Orlova, E.G.; Paushkina, K.K. Ignition and Combustion Characteristics of Coal-Water-Oil Slurry Placed on Modified Metal Surface at Mixed Heat Transfer. Fuel Process. Technol. 2022, 233, 107291. [Google Scholar] [CrossRef]
- Misyura, S.Y.; Feoktistov, D.V.; Morozov, V.S.; Orlova, E.G.; Kuznetsov, G.V.; Islamova, A.G. Effect of Heat Treatment on Corrosion of Laser-Textured Aluminum Alloy Surfaces. J. Mater. Sci. 2021, 56, 12845–12863. [Google Scholar] [CrossRef]
- Long, J.; Zhong, M.; Zhang, H.; Fan, P. Superhydrophilicity to Superhydrophobicity Transition of Picosecond Laser Microstructured Aluminum in Ambient Air. J. Colloid Interface Sci. 2015, 441, 1–9. [Google Scholar] [CrossRef]
- Neuymin, V.M. The Results of Economic and Exergetic Analysis of Thermal Power Plants with Natural Gas Power Units. Energetik 2013, 7, 2–5. [Google Scholar]
- Belošević, S.; Tomanović, I.; Beljanski, V.; Tucaković, D.; Živanović, T. Numerical Prediction of Processes for Clean and Efficient Combustion of Pulverized Coal in Power Plants. Appl. Therm. Eng. 2015, 74, 102–110. [Google Scholar] [CrossRef]
- Alekhnovich, A.N.; Bogomolov, V.V.; Artem’yeva, N.V. Features of New Energy Coals Burning at Thermal Power Stations in Russia. Energetik 2013, 7, 83–87. [Google Scholar]
- Glushkov, D.O.; Paushkina, K.K.; Shabardin, D.P.; Strizhak, P.A.; Gutareva, N.Y. Municipal Solid Waste Recycling by Burning It as Part of Composite Fuel with Energy Generation. J. Environ. Manag. 2019, 231, 896–904. [Google Scholar] [CrossRef]
- Hu, Z.-F. Heat-Resistant Steels, Microstructure Evolution and Life Assessment in Power Plants. In Thermal Power Plants; Rasul, M., Ed.; IntechOpen: Rijeka, Croatia, 2012; ISBN 978-953-307-952-3. [Google Scholar]
- Kuznetsov, G.V.; Islamova, A.G.; Orlova, E.G.; Ivashutenko, A.S.; Shanenkov, I.I.; Zykov, I.Y.; Feoktistov, D.V. Influence of Roughness on Polar and Dispersed Components of Surface Free Energy and Wettability Properties of Copper and Steel Surfaces. Surf. Coat. Technol. 2021, 422, 127518. [Google Scholar] [CrossRef]
- Feoktistov, D.V.; Kuznetsov, G.V.; Sivkov, A.A.; Ivashutenko, A.S.; Nikitin, D.S.; Shanenkov, I.I.; Abdelmagid, A.M.; Orlova, E.G. Expanding the Scope of SiC Ceramics through Its Surface Modification by Different Methods. Surf. Coat. Technol. 2022, 435, 128263. [Google Scholar] [CrossRef]
- Kuznetsov, G.V.; Feoktistov, D.V.; Orlova, E.G.; Batishcheva, K.; Ilenok, S.S. Unification of the Textures Formed on Aluminum after Laser Treatment. Appl. Surf. Sci. 2019, 469, 974–982. [Google Scholar] [CrossRef]
- Glushkov, D.O.; Feoktistov, D.V.; Kuznetsov, G.V.; Batishcheva, K.A.; Kudelova, T.; Paushkina, K.K. Conditions and Characteristics of Droplets Breakup for Industrial Waste-Derived Fuel Suspensions Ignited in High-Temperature Air. Fuel 2020, 265, 116915. [Google Scholar] [CrossRef]
- Feoktistov, D.V.; Glushkov, D.O.; Nigay, A.G.; Nikitin, D.S.; Orlova, E.G.; Shanenkov, I.I. The Effect of Ceramic Surface Structure Modification Method on the Ignition and Combustion Behavior of Non-Metallized and Metallized Gel Fuel Particles Exposed to Conductive Heating. Fuel 2022, 330, 125576. [Google Scholar] [CrossRef]
- Kuznetsov, G.V.; Feoktistov, D.V.; Orlova, E.G.; Zykov, I.Y.; Bartuli, E.; Raudenský, M.; Zhuikov, A.V. Dynamic Characteristics of Water Spreading over Laser-Textured Aluminum Alloy Surfaces. Colloids Surf. A Physicochem. Eng. Asp. 2020, 603, 125253. [Google Scholar] [CrossRef]
- Kuznetsov, G.V.; Ponomarev, K.O.; Feoktistov, D.V.; Orlova, E.G.; Ouerdane, H.; Lyulin, Y.V. New Approach to the Heat Transfer Modeling in the Coolant Layer on the Lower Cover of a Thermosyphon. Int. J. Heat Mass Transf. 2020, 163, 120555. [Google Scholar] [CrossRef]
- Kim, J.; Jun, S.; Lee, J.; Godinez, J.; You, S.M. Effect of Surface Roughness on Pool Boiling Heat Transfer of Water on a Superhydrophilic Aluminum Surface. J. Heat Transf. 2017, 139, 101501. [Google Scholar] [CrossRef]
- Kuznetsov, G.V.; Ponomarev, K.O.; Feoktistov, D.V.; Orlova, E.G.; Lyulin, Y.V.; Ouerdane, H. Heat Transfer in a Two-Phase Closed Thermosyphon Working in Polar Regions. Therm. Sci. Eng. Prog. 2021, 22, 100846. [Google Scholar] [CrossRef]
- Boinovich, L.B.; Emelyanenko, A.M.; Modestov, A.D.; Domantovsky, A.G.; Emelyanenko, K.A. Synergistic Effect of Superhydrophobicity and Oxidized Layers on Corrosion Resistance of Aluminum Alloy Surface Textured by Nanosecond Laser Treatment. ACS Appl. Mater. Interfaces 2015, 7, 19500–19508. [Google Scholar] [CrossRef] [Green Version]
- Boinovich, L.B.; Emelyanenko, A.M.; Emelyanenko, K.A.; Domantovsky, A.G.; Shiryaev, A.A. Comment on “Nanosecond Laser Textured Superhydrophobic Metallic Surfaces and Their Chemical Sensing Applications” by Duong V. Ta, Andrew Dunn, Thomas J. Wasley, Robert W. Kay, Jonathan Stringer, Patrick J. Smith, Colm Connaughton, Jonathan D. Shephard (Appl. Surf. Sci. 357 (2015) 248–254). Appl. Surf. Sci. 2016, 379, 111–113. [Google Scholar] [CrossRef]
- Mura, E.; Massoli, P.; Josset, C.; Loubar, K.; Bellettre, J. Study of the Micro-Explosion Temperature of Water in Oil Emulsion Droplets during the Leidenfrost Effect. Exp. Therm. Fluid Sci. 2012, 43, 63–70. [Google Scholar] [CrossRef]
- Sazhin, S.S. Bubble Nucleation Mechanisms of Liquid Drops Superheated in Other Liquids. Int. J. Heat Mass Transf. 2004, 47, 2927–2940. [Google Scholar]
- Watanabe, H.; Harada, T.; Matsushita, Y.; Aoki, H.; Miura, T. The Characteristics of Puffing of the Carbonated Emulsified Fuel. Int. J. Heat Mass Transf. 2009, 52, 3676–3684. [Google Scholar] [CrossRef]
- Shinjo, J.; Xia, J.; Ganippa, L.C.; Megaritis, A. Physics of Puffing and Microexplosion of Emulsion Fuel Droplets. Phys. Fluids 2014, 26, 103302. [Google Scholar] [CrossRef]
- Yahaya Khan, M.; Abdul Karim, Z.A.; Aziz, A.R.A.; Heikal, M.R.; Crua, C. Puffing and Microexplosion Behavior of Water in Pure Diesel Emulsion Droplets During Leidenfrost Effect. Combust. Sci. Technol. 2017, 189, 1186–1197. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Wa, % | Ad, % | Vdaf, % | Qas,V, MJ/kg |
|---|---|---|---|---|
| Engine oil | 0.28 | 0.78 | 10.2 | 44.00 |
| Coal processing waste (filter cake) | – | 35.00 | 40.5 | 20.24 |
| Steel Surface | Unprocessed Local Region | Processed Local Region | ||||
| Sa, µm | Sz, µm | Sdr, % | Sa, µm | Sz, µm | Sdr, % | |
| AB | 3.42 | 48 | 31 | 2.49 | 24 | 12 |
| A2B | 3.39 | 34 | 28 | 2.37 | 23 | 11 |
| 2AB | 3.47 | 59 | 44 | 2.51 | 24 | 11 |
| Steel Surface | A Typical Surface Area Containing Unprocessed and Processed Regions | |||||
| Sa, µm | Sz, µm | Sdr, % | ||||
| P | 1.62 | 7 | <1 | |||
| AB | 8.28 | 171 | 104 | |||
| A2B | 7.78 | 245 | 89 | |||
| 2AB | 8.05 | 172 | 127 | |||
| Fuel | ||||||
|---|---|---|---|---|---|---|
| Surface | Oil | Emulsion | Slurry | |||
| d↕, mm | d↔, mm | d↕, mm | d↔, mm | d↕, mm | d↔, mm | |
| P | 10.2 ± 0.2 | 9.2 ± 0.1 | 7.6 ± 0.1 | |||
| AB | 24.0 ± 0.2 | 7.3 ± 0.1 | 19.5 ± 0.1 | 6.5 ± 0.1 | 12.0 ± 0.1 | 5.8 ± 0.1 |
| A2B | 24.5 ± 0.2 | 7.4 ± 0.1 | 19.8 ± 0.1 | 6.6 ± 0.1 | 12.6 ± 0.1 | 5.9 ± 0.1 |
| 2AB | 24.7 ± 0.2 | 7.7 ± 0.1 | 21.0 ± 0.1 | 6.8 ± 0.1 | 13.0 ± 0.1 | 6.4 ± 0.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Orlova, E.; Glushkov, D.; Abedtazehabadi, A.; Belyaev, S.; Feoktistov, D. Influence of the Texture Configuration of Heating Surfaces Created by Laser Irradiation on the Ignition and Combustion Characteristics of Liquid Fuels. Appl. Sci. 2023, 13, 95. https://doi.org/10.3390/app13010095
Orlova E, Glushkov D, Abedtazehabadi A, Belyaev S, Feoktistov D. Influence of the Texture Configuration of Heating Surfaces Created by Laser Irradiation on the Ignition and Combustion Characteristics of Liquid Fuels. Applied Sciences. 2023; 13(1):95. https://doi.org/10.3390/app13010095
Chicago/Turabian StyleOrlova, Evgeniya, Dmitriy Glushkov, Akram Abedtazehabadi, Saveliy Belyaev, and Dmitriy Feoktistov. 2023. "Influence of the Texture Configuration of Heating Surfaces Created by Laser Irradiation on the Ignition and Combustion Characteristics of Liquid Fuels" Applied Sciences 13, no. 1: 95. https://doi.org/10.3390/app13010095