
Design and Functionality of a Prototype for Cold Needle Perforation of Wheat

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Wheat Kernels
2.2. Cold Needle Perforation Pilot-Scale Prototype
2.3. Determination of Pore Count
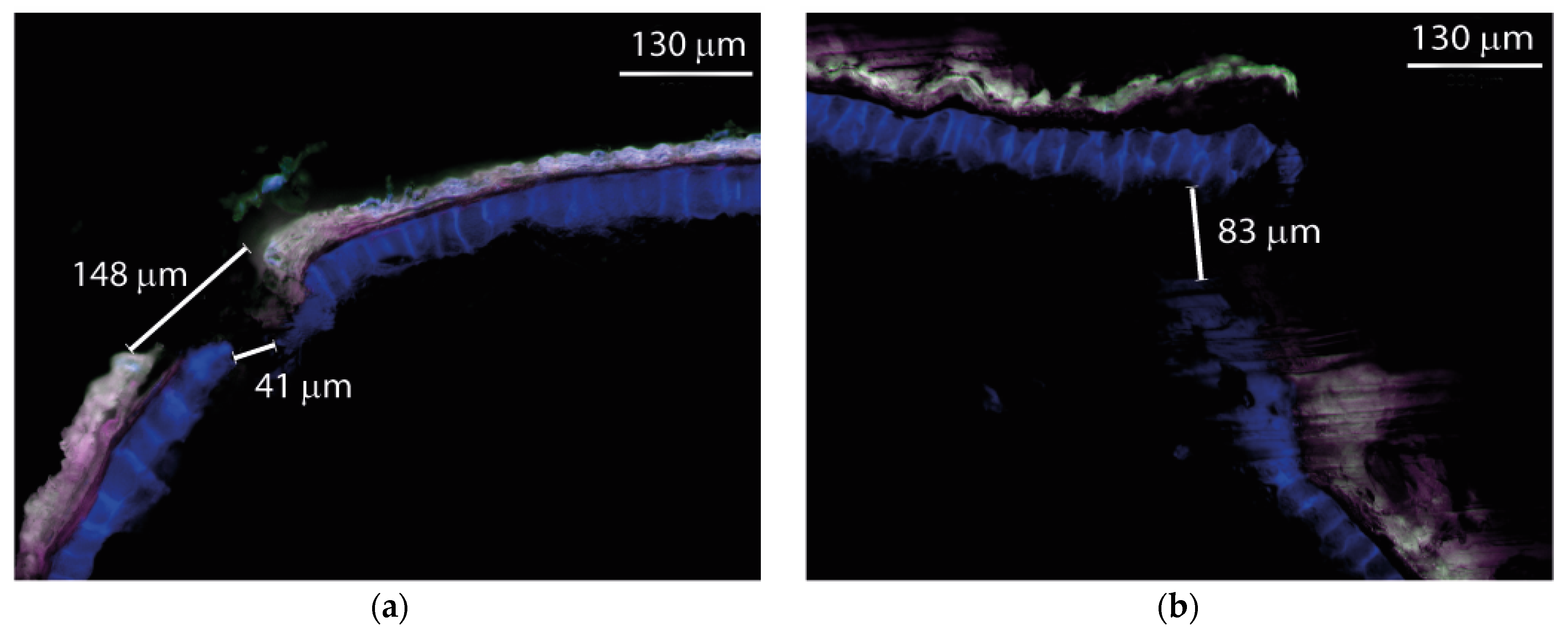
2.4. Fluorescence Microscopy
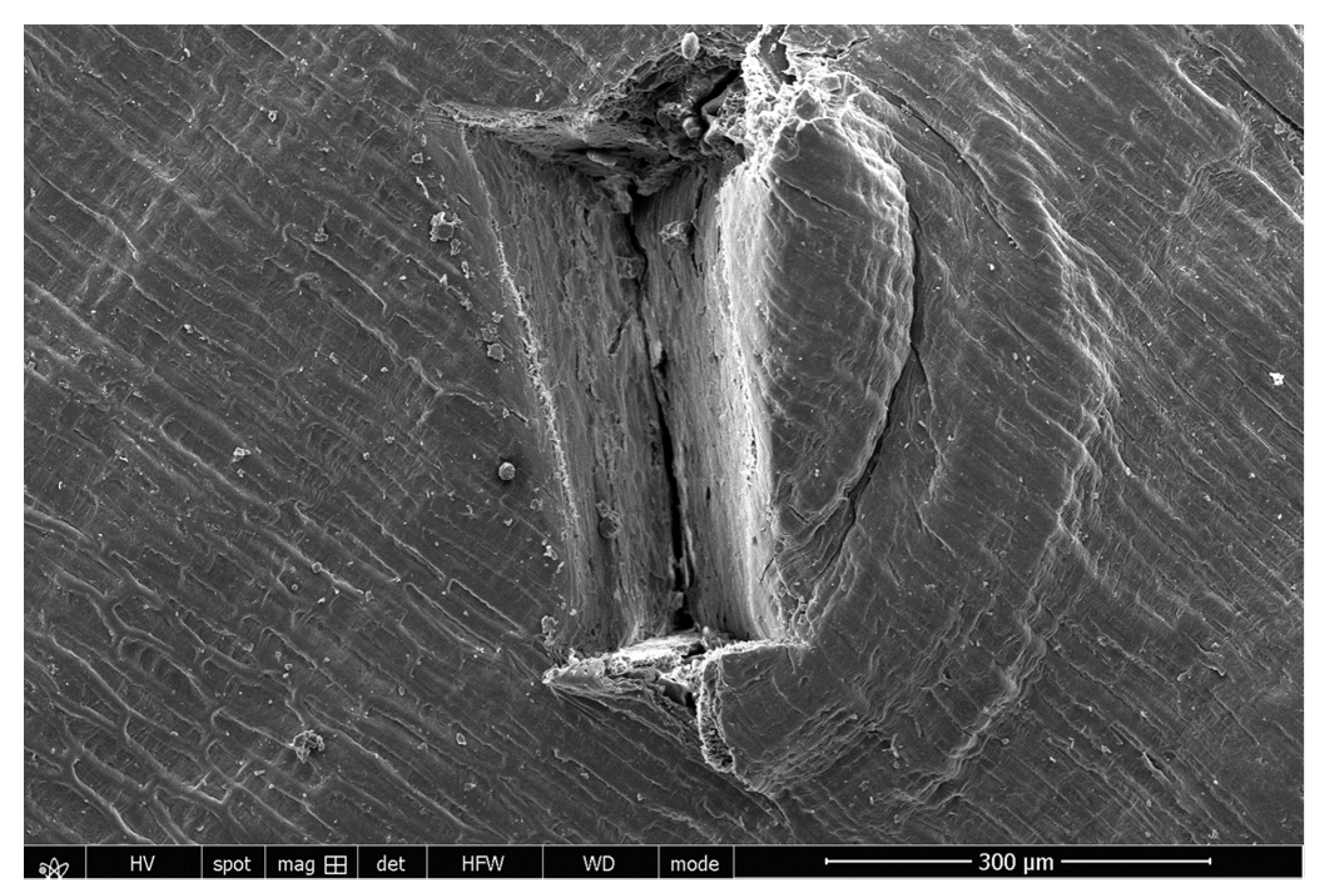
2.5. Scanning Electron Microscopy (SEM)
2.6. Determination of Broken Grains
2.7. Statistical Analysis
3. Results and Discussion
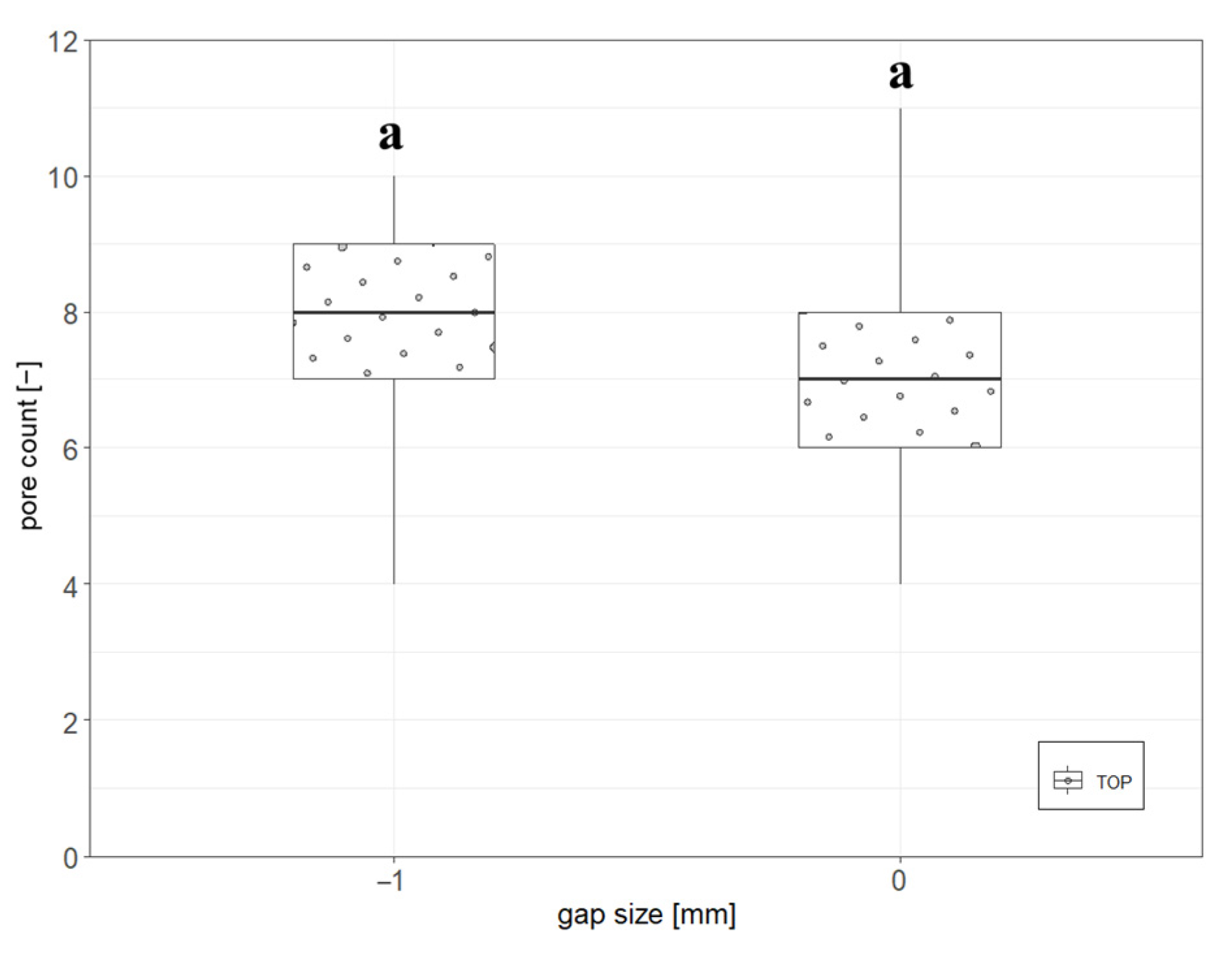
3.1. Effect of Gap Size on Perforation Results and Broken Grain Content
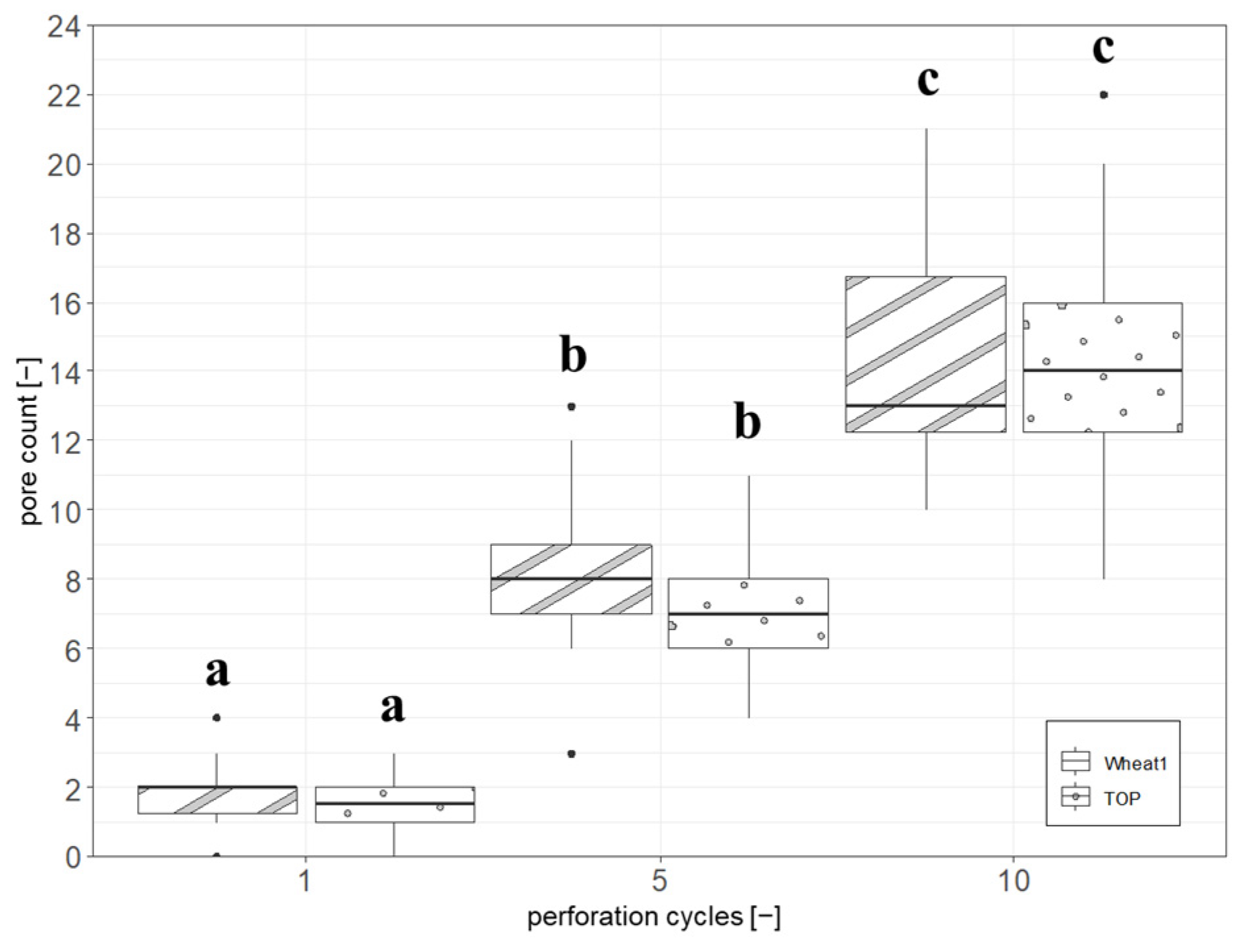
3.2. Effect of Perforation Cycles and Wheat Grain Quality on Pore Formation
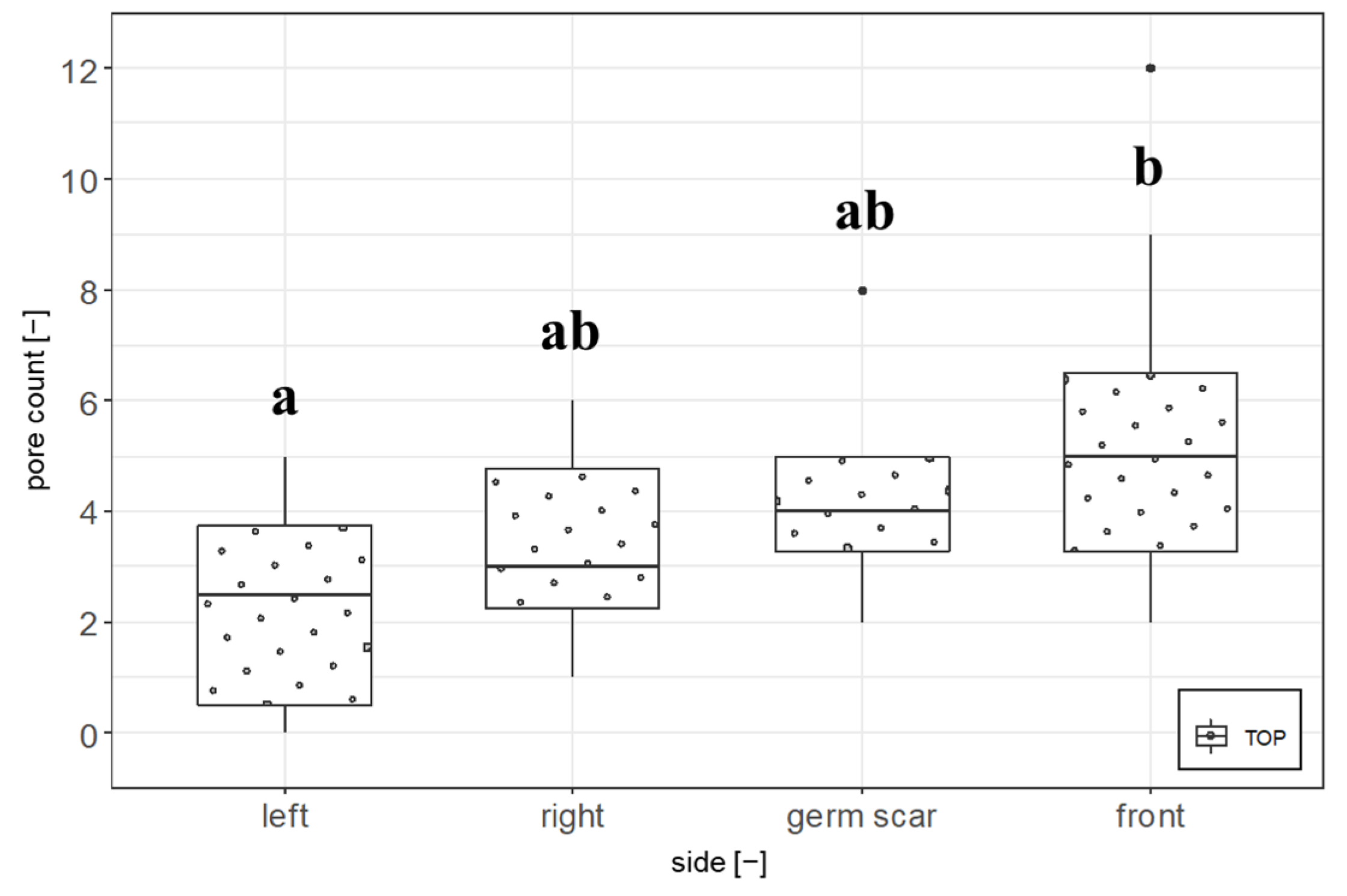
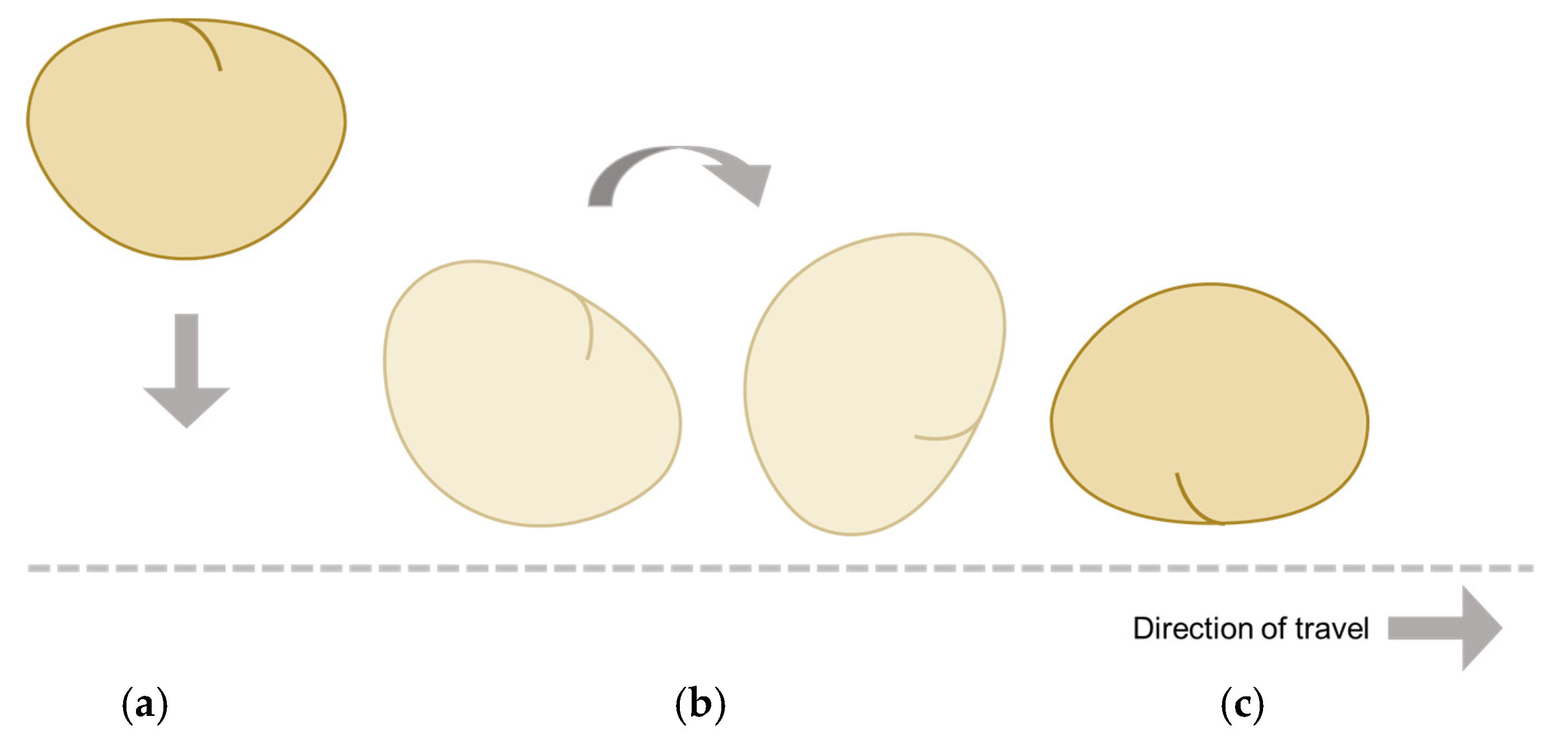
3.3. Effect of Kernel Orientation on Pore Count
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Peña, R.J. Current and Future Trends of Wheat Quality Needs. In Wheat Production in Stressed Environments; Buck, H.T., Nisi, J.E., Salomón, N., Eds.; Springer: Dordrecht, The Netherlands, 2007; pp. 411–424. [Google Scholar] [CrossRef]
- Gupta, P.K.; Mir, R.R.; Mohan, A.; Kumar, J. Wheat Genomics: Present Status and Future Prospects. Int. J. Plant Genom. 2008, 2008, e896451. [Google Scholar] [CrossRef] [PubMed]
- Brenchley, R.; Spannagl, M.; Pfeifer, M.; Barker, G.L.A.; D’Amore, R.; Allen, A.M.; McKenzie, N.; Kramer, M.; Kerhornou, A.; Bolser, D.; et al. Analysis of the bread wheat genome using whole-genome shotgun sequencing. Nature 2012, 491, 705–710. [Google Scholar] [CrossRef] [PubMed]
- Eskola, M.; Kos, G.; Elliott, C.T.; Hajšlová, J.; Mayar, S.; Krska, R. Worldwide contamination of food-crops with mycotoxins: Validity of the widely cited “FAO estimate” of 25. Crit. Rev. Food Sci. Nutr. 2020, 60, 2773–2789. [Google Scholar] [CrossRef] [PubMed]
- Pereira, V.L.; Fernandes, J.O.; Cunha, S.C. Mycotoxins in cereals and related foodstuffs: A review on occurrence and recent methods of analysis. Trends Food Sci. Technol. 2014, 36, 96–136. [Google Scholar] [CrossRef]
- Peraica, M.; Radić, B.; Lucić, A.; Pavlović, M. Toxic effects of mycotoxins in humans. Bull. World Health Organ. 1999, 77, 754–766. [Google Scholar] [PubMed]
- Fung, F.; Clark, R.F. Health Effects of Mycotoxins: A Toxicological Overview. J. Toxicol. Clin. Toxicol. 2004, 42, 217–234. [Google Scholar] [CrossRef] [PubMed]
- Laca, A.; Mousia, Z.; Díaz, M.; Webb, C.; Pandiella, S.S. Distribution of microbial contamination within cereal grains. J. Food Eng. 2006, 72, 332–338. [Google Scholar] [CrossRef]
- Shcherbakova, L.; Rozhkova, A.; Osipov, D.; Zorov, I.; Mikityuk, O.; Statsyuk, N.; Sinitsyna, O.; Dzhavakhiya, V.; Sinitsyn, A. Effective Zearalenone Degradation in Model Solutions and Infected Wheat Grain Using a Novel Heterologous Lactonohydrolase Secreted by Recombinant Penicillium canescens. Toxins 2020, 12, 475. [Google Scholar] [CrossRef] [PubMed]
- Zhu, Y.; Hassan, Y.I.; Lepp, D.; Shao, S.; Zhou, T. Strategies and Methodologies for Developing Microbial Detoxification Systems to Mitigate Mycotoxins. Toxins 2017, 9, 130. [Google Scholar] [CrossRef] [PubMed]
- Stäheli, L.; Kinner, M.; Müller, N. Effectiveness of perforation methods for wheat kernels. Cereal Technol. 2022, 2022, 4–15. [Google Scholar]
- Newton, I.; Chittenden, N.W. Newton’s Principia: The Mathematical Principles of Natural Philosophy; G. P. Putnam’s Sons: New York, NY, USA, 1850. [Google Scholar]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stäheli, L.; Schwab, L.; Kinner, M.; Müller, N. Design and Functionality of a Prototype for Cold Needle Perforation of Wheat. Appl. Sci. 2023, 13, 6266. https://doi.org/10.3390/app13106266
Stäheli L, Schwab L, Kinner M, Müller N. Design and Functionality of a Prototype for Cold Needle Perforation of Wheat. Applied Sciences. 2023; 13(10):6266. https://doi.org/10.3390/app13106266
Chicago/Turabian StyleStäheli, Luca, Lisa Schwab, Mathias Kinner, and Nadina Müller. 2023. "Design and Functionality of a Prototype for Cold Needle Perforation of Wheat" Applied Sciences 13, no. 10: 6266. https://doi.org/10.3390/app13106266