1. Introduction
Ineffective wellbore cleaning results in the accumulation of cuttings in the wellbore, causing serious problems that can be costly to remedy, many times greater than the cost of preventive measures to improve wellbore cleaning [
1,
2,
3]. One of the most widespread problems, caused by cuttings accumulation which leads to stuck pipes in a wellbore, is a mechanical stuck borehole (about 30% of all stuck boreholes in vertical wells are connected to a hole cleaning problem; in high-angle wells, this rate is more than 80%) [
4]. The efficiency of cuttings removal with increasing wellbore length is determined by many parameters, but the quality of wellbore cleaning mainly depends on the combined effect of the technological parameters of the used equipment and in particular the hydraulic parameters of hole cleaning (the rheology of the drilling fluid, pressure losses in different parts of circulation system, the type of flow, etc.). The key function of any drilling fluid is to clean the borehole by continuously transporting cuttings from under the bit to the surface [
5,
6]. The determinants of cuttings’ transport, in turn, are the drilling fluid itself and the cuttings’ velocity, which depends on the drilling fluid velocity. Mud velocity depends on the rheological parameters of the fluid, its density, pump capacity, and the geometry of the borehole annulus. Mud velocity appears to be a determining factor in wellbore clean-up. It could be possible to create a velocity that removes all the cuttings entering the well, but there are conditions in the well where the window between pore pressure and wellbore wall fracture pressure may be narrow, resulting in the fracturing and absorption of drilling fluid, and the wellbore walls may be subject to abrasive sludging. Such points make wellbore clean-up monitoring difficult [
7,
8]. The factors affecting wellbore clean-up are divided into three groups. The first group includes the fluid flow rate and the fluid parameters such as the viscosity and density. Furthermore, these parameters are interdependent and can influence the behavior of a moving fluid. For example, the viscosity of a fluid refers to its resistance to flow and can influence its flow rate through a pipe or annulus. Assuming all other parameters remain constant, a fluid with high viscosity will flow more slowly than a fluid with low viscosity. Similarly, a fluid’s density can impact its flow rate. A fluid with a higher density will require greater pumping force to move through a pipe or annulus, resulting in a delayed flow rate [
9,
10]. The second group consists of the cuttings’ parameters, which include the cutting density, size, and shape as well as the cuttings concentration in the annulus. The third group is operator factors and consists of the characteristics of the drill string with fluid swirl devices and its eccentric position in the wellbore, as well as the inclination of the wellbore itself. More importantly, optimizing the impact of these parameters can help sustain the carrying capacity of drilling fluids, leading to the improved design of wellbores [
2,
11]. Moreover, in order to understand the factors that determine the effectiveness of hole cleaning, several studies have been carried out over the years. For instance, Allawi et al. proved that the rotation of the drill pipe is one of the most important parameters for cuttings’ removal especially in laminar flow and transition flow [
12]. Moreover, over the past few decades, numerous researchers have explored cuttings’ transport and developed various mechanistic and semi-mechanistic models to explain flow characteristics [
13,
14,
15]. Zeidler et al. examined particle settling velocity, flow rate, fluid viscosity, and internal pipe rotation’s influences on transport mechanisms within a 15 foot-long, 3.5 inch inner diameter vertical glass tube laboratory setup [
16]. Gavignet et al. developed an early mechanistic model for cuttings’ transport [
17]. Saeid et al. used numerical simulations to analyze 3D incompressible non-Newtonian drilling mud flow in a vertical well drilling model under steady flow conditions, focusing on laminar flow with a Reynolds number of 1150 based on the hydraulic diameter of the annular space [
18]. Osgouei et al. performed experiments with a multiphase flow loop, varying air and water flow rates and introducing cuttings into the annulus in different quantities. Data were collected under steady-state conditions, including liquid, gas, and cuttings’ injection rates, frictional pressure drop, local pressures, and high-speed digital images to identify the solid, liquid, and gas distribution within the wellbore [
19]. Van et al. proposed a new drill pipe design with integrated hydro-mechanical features in each tool joint to address the limitations of mechanical hole cleaning devices (MCDs) in small diameter holes and to extend hydro-clean drill pipe applications to extended reach drilling (ERD) wells [
20]. Mohammadsalehi et al. presented a comprehensive combination of Larsen’s model and Moore’s correlation to estimate and determine the minimum flow rate required for cuttings’ removal across all inclination angles, ranging from 0° to 90° [
21]. Recently, Mahmoud et al. developed a new parameter, the hole cleaning indicator, which is based on the cutting carrying index (CCI). This innovative model considers various factors such as drilling fluid rheology, density, flow rate, hole size, drill pipe size, hole inclination, and the rate of penetration (ROP) to predict the hole cleaning condition during drilling [
11]. The novel model could assist drilling engineers in mitigating issues such as cutting accumulation and drill pipe sticking. Furthermore, the model’s predictability was compared to commercially available software, and the results showed a good match [
11]. However, when it comes to hole cleaning in drilling operations, there seems to be a significant gap in real-time evaluation methods to effectively test and optimize performance models.
Therefore, in view of the above, the aim of this study is to present the numerous hole cleaning indicators, which determine the nature and extent of borehole cleaning when drilling vertical wells, deviated wells, and wells with horizontal termination, and to show the existing parameters used to develop a novel cutting transport ratio for enhancing the drilling performance and continuous monitoring and assessment of hole cleaning in real-time during drilling.
2. The Mechanism of Hole Cleaning for Different Well Profiles
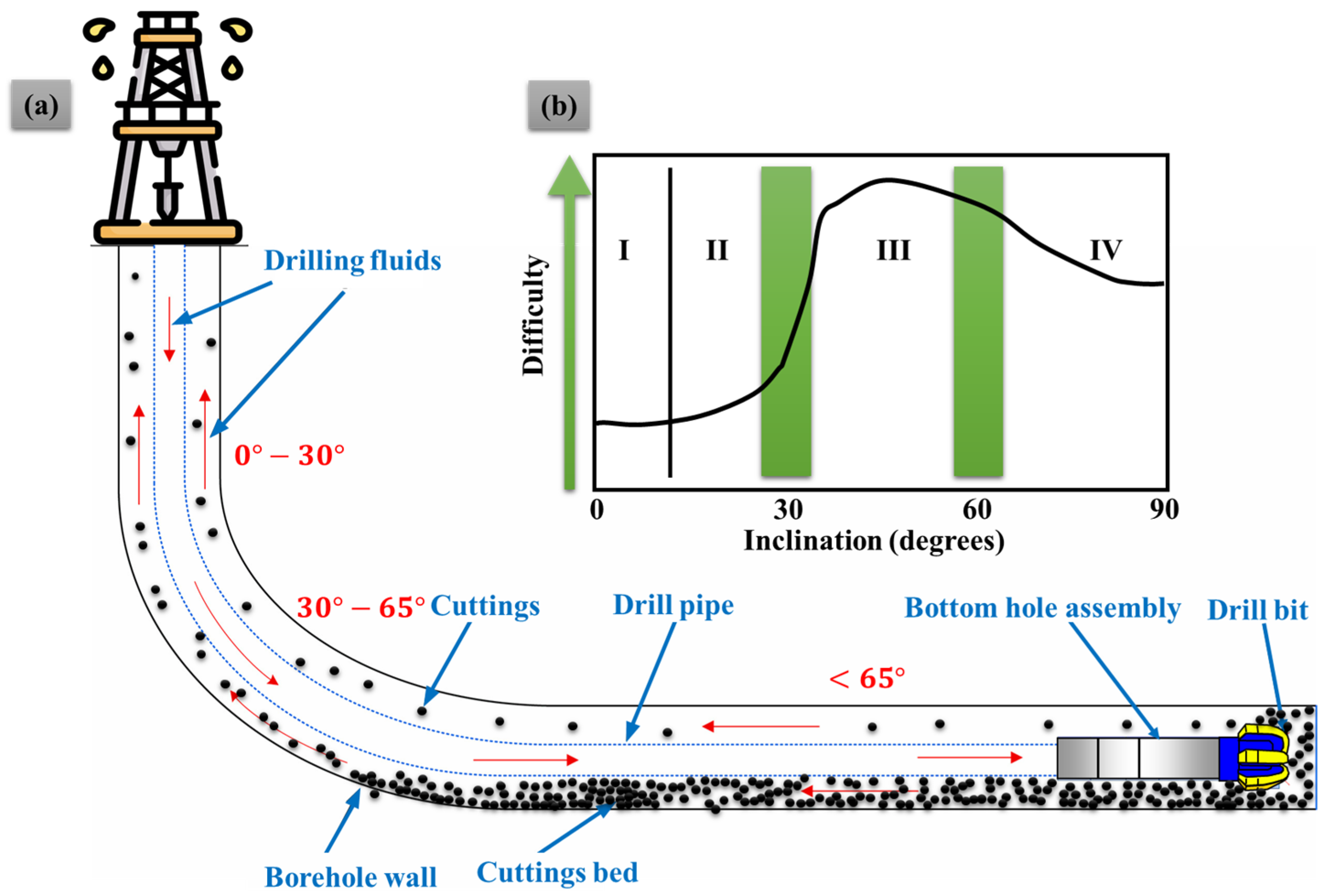
It is possible to improve the cleaning quality of a vertical borehole by reducing the final settling velocity of the cuttings. However, as the zenith angle increases, the reduction in the final settling velocity contributes less and less to the cleaning quality (
Figure 1a). The sludge transport efficiency has to be corrected, because only the axial component of the final settling velocity is taken into account. It is therefore more difficult to predict the cleaning quality in such cases [
22]. When predicting and controlling well cleaning, the formation of cutting layers has to be taken into account. Because of this, the volumetric concentration of the cuttings increases [
23,
24]. Moreover, in the process of deviated well drilling, problems often arise with bottom hole cleaning and the removal of broken rock to the surface due to the deposition of rock particles on the bottom hole or the borehole walls under ineffective cleaning modes. The efficiency of borehole cleaning from cuttings depends not only on the main hydrodynamic indicators and technological parameters of the drilling regime but also the geometry of the annular space and the borehole profile. In turn, the geometry of the annular space is often determined by the eccentric position of a drill string in a wellbore, and the borehole profile is determined by the zenith angle [
24]. More importantly, the transport of cuttings has a significant influence on extended reach drilling. Cuttings created in horizontal wells often settle on the bottom side of the annular section. A stagnant cuttings bed will develop if the cuttings are not sufficiently cleared. This may result in a number of operating problems, including high torque and drag, low penetration rates, clogged pipes, lost circulation, and well control problems. Drilling activities must thus be halted sometimes for specific hole cleaning procedures, adding to the amount of unproductive time (
Figure 1a) [
25,
26,
27].
Figure 1b shows that holes with inclinations between 35 and 60 degrees are more difficult to clean compared to near-vertical sections, which are the easiest to clean.
Moreover, various classifications of borehole zenith angles are known, affecting the degree of clearance of the drilled rock particles. In mechanical cuttings’ removal, the mud behaves differently depending on the zenith angle (
Figure 2). In intervals with zenith angles up to 30°, at significantly higher velocities (zone 1), the cuttings are effectively carried away by the mud flow and no sediment is formed on the walls. At lower velocities (zone 3), cuttings are slowly carried away. At zenith angles greater than 30°, the cuttings are deposited on the bottom wall of the borehole. At lower velocities (zone 4), the deposited cuttings are mixed upwards as a single mass, while in turbulent mode (zone 2), they rise on the contact surface of the cutting with the drilling fluid in the form of dunes. Conditions corresponding to zones 1 and 2 are ideal for cleaning the cuttings from the borehole. The conditions corresponding to zone 5 guarantee the occurrence of tool puffs, as there is no cuttings’ outflow at low rates of upward flow. As can be seen, cutting outflow is more difficult with an increasing zenith angle and lower flow velocity in the annulus. The greatest difficulties arise at zenith angles from 30 to 60°, as under these conditions, the deposited cuttings tend to slide down the borehole and form plugs [
24,
28].
The Hole Cleaning Indicators
In drilling operations, hole cleaning indicators are essential because they track how well the drilling fluid removes drill bits cuttings and keeps the wellbore free. Pump pressure, mud returns, ROP, temperature, torque, and drag are some of these indications. A rapid rise in pump pressure or a drop in mud returns might signal ineffective hole cleaning, and an increase in temperature, torque, and drag can all point to ineffective cuttings removal [
29,
30,
31]. Drilling experts may take remedial action to avoid problems such as clogged pipes, lost circulation, and wellbore instability by keeping an eye on these signs, ensuring the drilling process runs smoothly and effectively. Several works have studied the hole cleaning indicators. For instance, Sanchez et al. showed that when drilling directional wells, the drill pipe’s dynamic behavior significantly contributes to better hole cleaning [
32]. Saasen et al. proved that a sufficiently large annular frictional pressure loss is required to obtain proper hole cleaning in deviated wells [
33]. Reda et al. proved that the hole cleaning efficiency enhances as the average annular velocity (AV), yield point (YP), plastic viscosity (PV), drill string rotation, and density of drilling fluid increase [
34]. Moreover, Abbas et al. proved that the drill string eccentricity and flow rate are the drilling operation characteristics that have the most favorable effects on the cuttings transport procedure [
35].
In drilling operations, real-time hole cleaning monitoring is essential for spotting possible problems including cuttings’ build-up and accidents involving trapped pipes. However, the quality of the data provided by the rig sensors has a significant impact on the dependability and accuracy of real-time hole cleaning indicators. Conventional rig sensors may not always be adequate to give the data required to run certain models in real-time, which might restrict drilling teams’ ability to quickly alter course to avoid or reduce hole cleaning issues [
22,
36]. More importantly, real-time parameters are those that are altered while drilling is taking place. Surface operating characteristics including ROP, flow-in, revolutions per minute (RPM), open hole diameter (OH), weight on bit (WOB), and others are affected by these changes. Depending on how real time is defined, there may or may not be a difference between real-time and non-real-time parameters.
Figure 3 illustrates the use of iterative steady-state modelling with real-time parameters as inputs while drilling in real-time. This strategy aided in the development that is detailed below.
Thus, the next section explains a novel model which shows the existing parameters used to develop a novel cutting transport ratio for enhancing the drilling performance and continuous monitoring and assessment of hole cleaning in real-time during drilling.
3. Development of a Novel Model Cutting Transport Ratio
The cutting transport ratio (CTR) of the cuttings created by this study serves as the foundation for the innovative real-time indication of the progress of hole cleaning, which was developed by Tom Sifferman in 1974 and was used to assess how well the drilling fluid removes cuttings from the wellbore and was determined as the fluid transport velocity divided by the average mud annular velocity in a lab experiment [
37]. The design of his experiment involved investigating various controlled variables. During his observations, it was discovered that some variables were more significant than others. Specifically, it was found that the average velocity and the rheological properties of the mud were the top two factors that affected the transport ratio, although the size of the simulated chips and the density of the mud also played important roles. Typically, the speed at which the cuttings move upwards differs from the velocity of the mud flowing in the annular space. This disparity indicates a tendency, particularly in turbulent flow, for the cuttings to slide back down the hole [
37]. The researcher established a connection between the two speeds, which can be expressed as [
37]:
where the symbol V
C refers to the upward velocity of the cuttings, while
Va (AV) represents the average velocity of the mud flow. On the other hand,
Vs denotes the downward velocity at which the cuttings slip. To calculate the cutting transport ratio (CTR), both sides were divided by
Va.
Moreover, Sifferman defined the transport percentage as achieving complete hole cleaning when the cuttings and mud reached the surface at equal speed. If there was any delay in the amount of cuttings that reached the surface or if they arrived later than the mud, the transport percentage would be less than 100%. It is important to note that a CTR of 75% or higher is considered sufficient [
37]. Additionally, having an excessively high CTR (above what is required for complete hole cleaning) can be detrimental. It results in reducing the equivalent circulating density (ECD), increasing penetration rates, and, overall, optimizing the efficiency of energy. However, the CTR was only tested in a vertical interval and investigated by the experiment design. Therefore, there is a need to develop a novel model that can be used for real-time evaluations and applied in various profiles, such as deviated and horizontal wells [
37,
38]. Thus, the novel model transport ratio (
was developed starting from the effective mud weight
) calculated using Equation (3) [
22,
39].
where
is the static drilling fluid density (lb/cf) and
CCA is the cuttings concentration in an annulus as defined by Equation (4) [
22,
39].
where
ROP is the rate of penetration (ft/hr),
OH is the hole size diameter (inch), 1471 is the conversion factor,
is the pump flow rate (gal/min), and
is the transport ratio, which can be replaced with 0.55 according to [
39]. Furthermore, the ECD is determined based on the
in real time (ppg). To be precise, Equation (5) can be utilized to calculate the
ECD [
22,
39].
where
is the outer diameter of the drill pipe (inch),
is the plastic viscosity (CP),
is the yield point (cP), and
is the annular velocity of the drilling fluid (ft/min) as defined by Equation (6).
Equation (6) is used to determine the
[
40]:
where
is the is the cutting rise velocity (ft/min), which can be calculated by Equation (7), and
is the cutting slip velocity with the effect of rate of penetration (ft/min), which can be obtained from Equations (6) and (7)
[
41,
42].
In Equation (7),
represents the rate at which cuttings are produced and elevated with the mud as a result of the
ROP. Equation (9) is used to determine the apparent viscosity of the drilling fluid [
42]:
where the drilling fluid’s
K is a consistency factor (cP) and the flow behavior index is
n, which can be obtained by the Equations (10) and (11), respectively [
40,
43].
The and factor can be replaced and used in Equation (9).
The drilling fluid’s effective viscosity can be obtained from Equation (12) (cP) [
42]:
where
is the cutting diameter (inch) and can be calculated by Equation (13) [
40]:
where
is the rotary speed of bit (rpm).
In Equation (13), based on [
42,
44], the maximum cutting diameter is 0.3–0.5 inch. Due to the use of directional drilling tools such as mud motors or the combination of a rotary steerable system (RSS) and a mud motor under a general name, which is referred to in the field as motorized RSS, due to the importance of considering the downhole
RPM while drilling using the mud motor or the motorized RSS, Equation (13) was modified to Equation (14) to predict the modified average cutting diameter by including the specifications of the mud motor, such as the revolution per gallon ratio (
x) and the
GPM of the mud pump flow rate.
Thus, the modified cutting diameter can be obtained as follows:
As was explained above, the CTR is calculated by dividing the transport velocity by the drilling fluid velocity. However, this method falls short because it overlooks a number of factors that affect the CTR, such as the cuttings density
and the low shear yield point (
LSYP). Thus, from Equation (5), the
can be modified as follows based on
PV and
YP. Moreover, the Fann viscometer is a tool commonly utilized to measure shear stress readings at various rotational speeds, including 600 RPM, 300 RPM, 200 RPM, 100 RPM, 6 RPM, and 3 RPM. The
PV and
YP values can be calculated using Equations (15) and (16), with the shear stress readings obtained at 300 RPM and 600 RPM [
7,
42]:
where
and
are the viscometer reading at 600 RPM and 300 RPM, respectively.
From Equations (5) and (12), the
and
can be replaced, and the following Equation (17) of
can be obtained:
In Equation (6), which represents the original annular mud velocity applied in the vertical hole section alone,
Vann is given as a function of
GPM,
OH, and
OD. The modified annular velocity (
), as defined in Equation (18), depends on the weight and flow rate of the drilling fluid, the size of the drilled hole, the outer diameter of the drill pipe, the rate of penetration, the rotation of the drill string, the plastic viscosity, the yield point, the Fann viscometer readings at 3 and 6 rpm, the wellbore inclination, and the azimuthal directions [
7,
42].
where
is the open hole angle (degrees) and
is the open hole azimuth (degrees). Based on worldwide experience, while drilling, there is a recommended pump flow which can be applied while drilling [
45].
Table 1 shows the recommended pump flow (
GPM) based on the hole size diameters.
In Equation (8),
represents the modified slip velocity of the cuttings (ft/min), which takes into account the influence of the mud weight and other factors. The slip velocity of the cuttings, along with the effect of the mud weight, is determined using Equation (19). This equation employs
Vs1,
Vs2, and
, which are cuttings velocities calculated based on the effective viscosity, the apparent viscosity, the rate of penetration, and the cutting in turbulent flow [
40]. Moreover, the
can be added to the equation to take into account the influence of the cutting rise and the average mud annular velocity to consider the hydraulic velocity influence. To calculate
Vs1,
Vs2,
, and
Equation (19) can be utilized with the modified
[
46,
47,
48].
where
where
pp is the particle density (lb/cf),
CD is the drag coefficient, which can be calculated using Equation (23), and
is the weight cutting (lb/cf), which can be calculated using Equation (24) as follows [
36,
49]:
where
is the Reynolds number, which can be calculated using Equation (25) as follows [
36,
49]:
where
is the effective viscosity (cP).
Equations (19)–(22) demonstrate that the average slip velocity is determined by averaging the values of the cuttings slip velocities under different flow regime types, each calculated using a respective equation. These equations also consider real-time drilling parameters, including the density of the cuttings, the drilling fluid weight, and the rheology of the drilling fluid. Moreover, based on [
50], the original lifting capacity (
LC) can be calculated by Equation (26) and can be modified to Equation (27), which can be considered as the
[
50].
Thus, the transport ratio in Equation (28) also accounts for these real-time drilling parameters (see
Figure 4). Since these parameters significantly impact the actual transport ratio, the obtained Equation (28) modified transport ratio (
) is more precise than conventional Equation (2), which is used to calculate the transport ratio for the vertical tubes and is based on experimental work by Sifferman in 1974 [
37].
Equation (28) can be used to compute and finalize the modified
CTRm as a consequence:
Based on
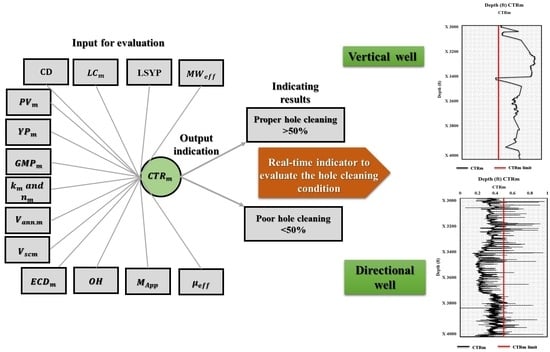
Figure 4, it is apparent that
CTRm can be calculated using the initial parameters
CCA and
MWeff. Additionally, the model incorporates factors such as hydraulic velocities, the rheological properties of drilling fluids, flow regime, drag coefficient, cutting properties, equivalent circulating density, and lifting capacity to generate a novel
CTRm model. The novel
CTRm model serves as an indicator for the condition of hole cleaning and is evaluated using two criteria. If the
CTRm is greater than 50%, this indicates proper hole cleaning. Conversely, a
CTRm value less than 50% signifies poor hole cleaning.
5. Conclusions
The novel CTRm model takes into account various real-time drilling parameters to evaluate and optimize drilling performance. By utilizing these parameters, the model can provide accurate assessments of hole cleaning efficiency, identify potential issues in real-time, and help to prevent complications such as stuck pipe incidents. The real-time drilling parameters that the CTRm model accounts for may include the drilling fluid flow rate, pump pressure, and drill string rotation speed, among others. By incorporating these parameters into its calculations, the CTRm model provides a comprehensive and reliable assessment of drilling performance, which can help to optimize drilling operations and enhance overall efficiency. The following points can be summarized:
1. The CTRm, a crucial hole cleaning indicator, is monitored in real-time using drilling factors such as cuttings features, drilling mechanical parameters, well trajectory profiles (the well path, which contains the inclinations and the azimuths), and fluid rheological properties, with consideration of the LSYP as it is a signal for hole cleaning effectiveness in directional drilling, along with calculated cuttings slip and annular velocities. This monitoring helps engineers identify well cleaning and ROP issues, leading to improved efficiency through fluid optimization, drilling adjustments, and advanced technology use. The novel CTRm model, instead of commercial software, facilitates real-time optimization and interventions, accounting for wellbore shape changes and spontaneous field data. Connecting CTRm to the driller’s control panel enables immediate evaluation and remedial actions for hole cleaning.
2. The novel CTRm was tested and validated in the field. The obtained results proved that the efficiency of the drilling wells was enhanced. Drilling practices might be greatly improved by utilizing the novel CTRm and its automation, which would reduce any possible issues brought on by insufficient hole cleaning.
3. Real-time evaluation demonstrated that the model could identify hole cleaning efficiency during normal drilling operations in Well-C and detected stuck pipe issues in Well-D. Furthermore, in comparison to Well-B, the novel CTRm model improved the rate of penetration by 52% in Well-A. Overall, the results indicate that the novel CTRm model is an effective solution for enhancing drilling performance, identifying complications, and improving hole cleaning efficiency.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}






