





Solution Space Management to Enable Data Farming in Strategic Network Design


Abstract
:1. Introduction
2. Fundamentals
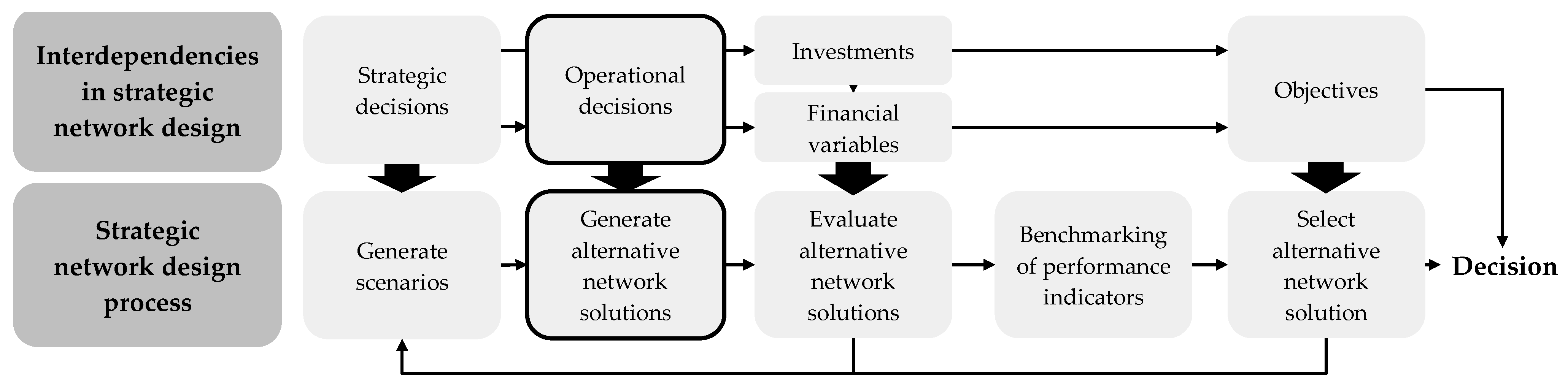
2.1. Strategic Production Network Design
2.2. The Data Farming Approach
2.3. Solution Space Management
2.4. Problem Statement
3. Related Work
3.1. Strategic Network Design Approaches
3.2. Relevant Data Farming Applications
3.3. Shortcomings of Existing Approaches
4. Requirements for the Solution Space Management Approach
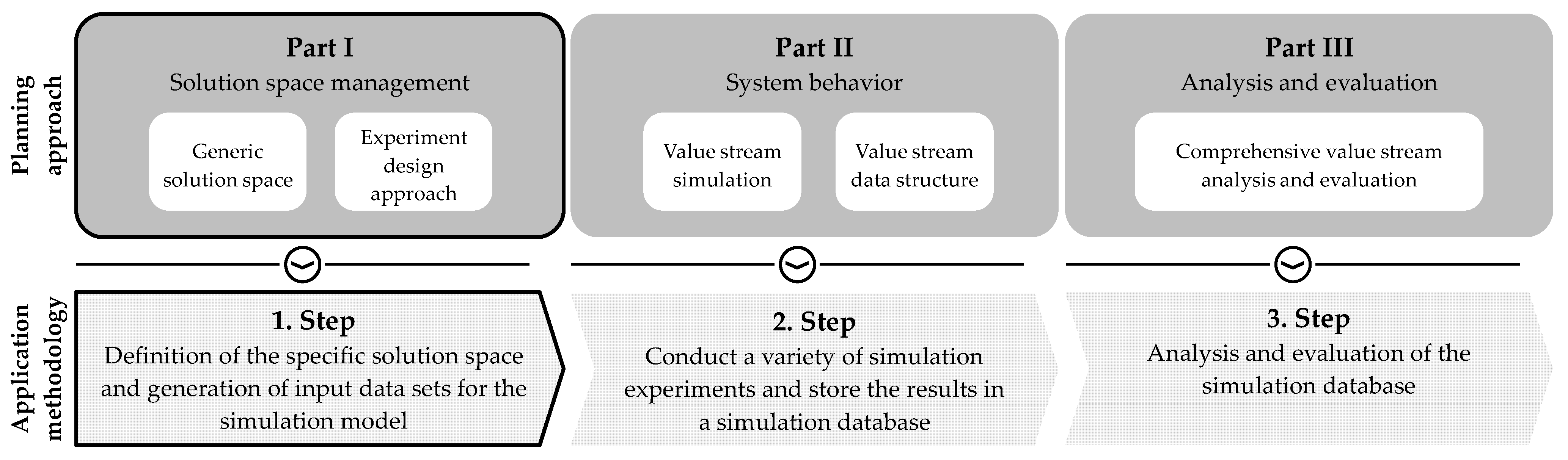
5. Solution Space Management for Data Farming in Strategic Network Design
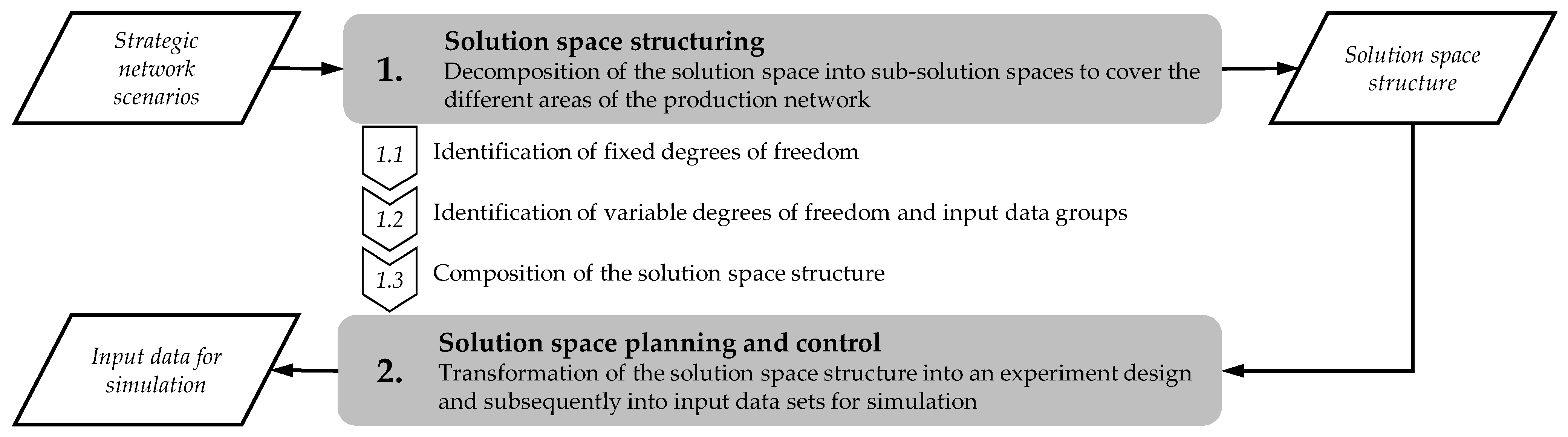
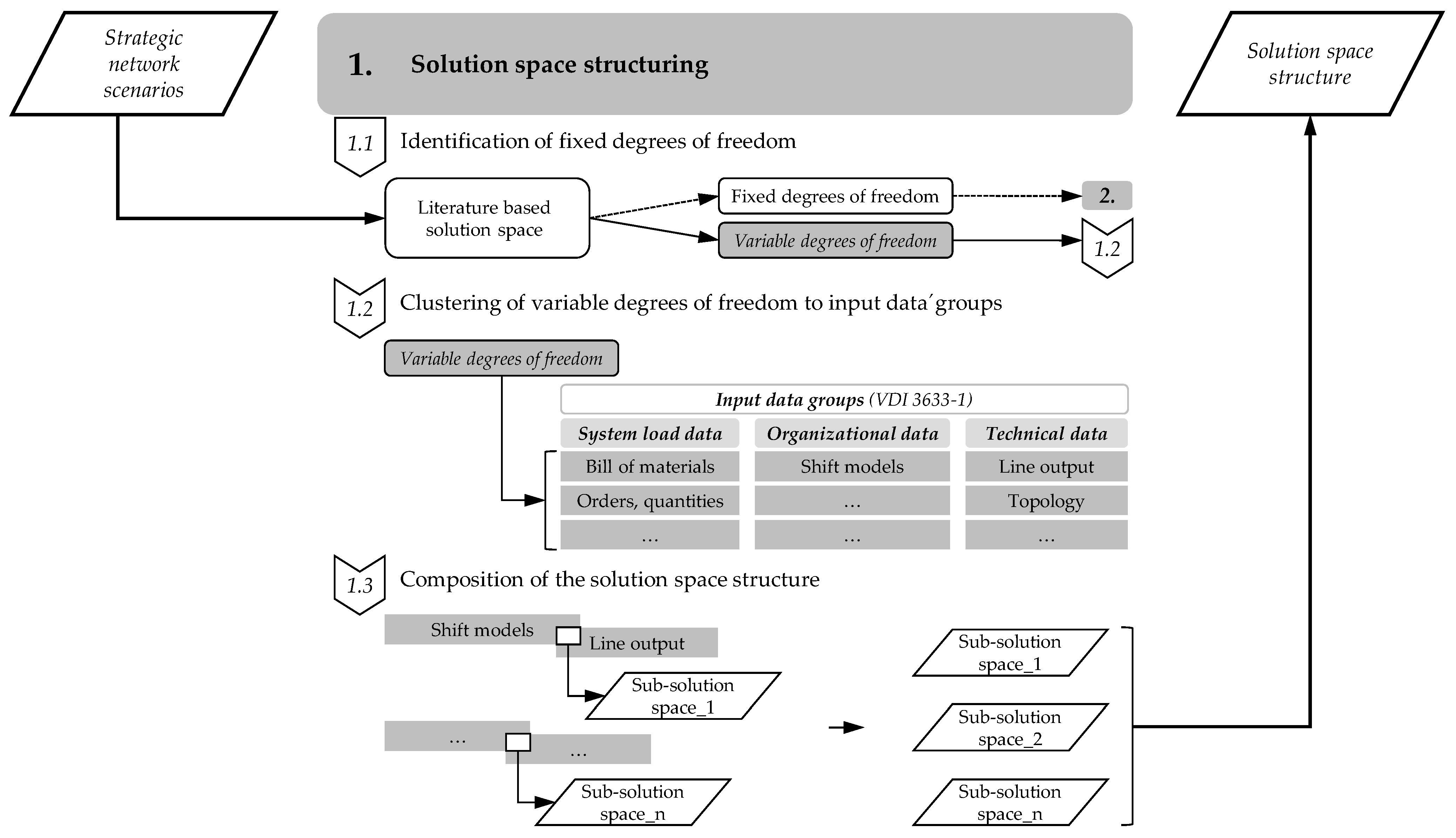
5.1. Solution Space Structuring
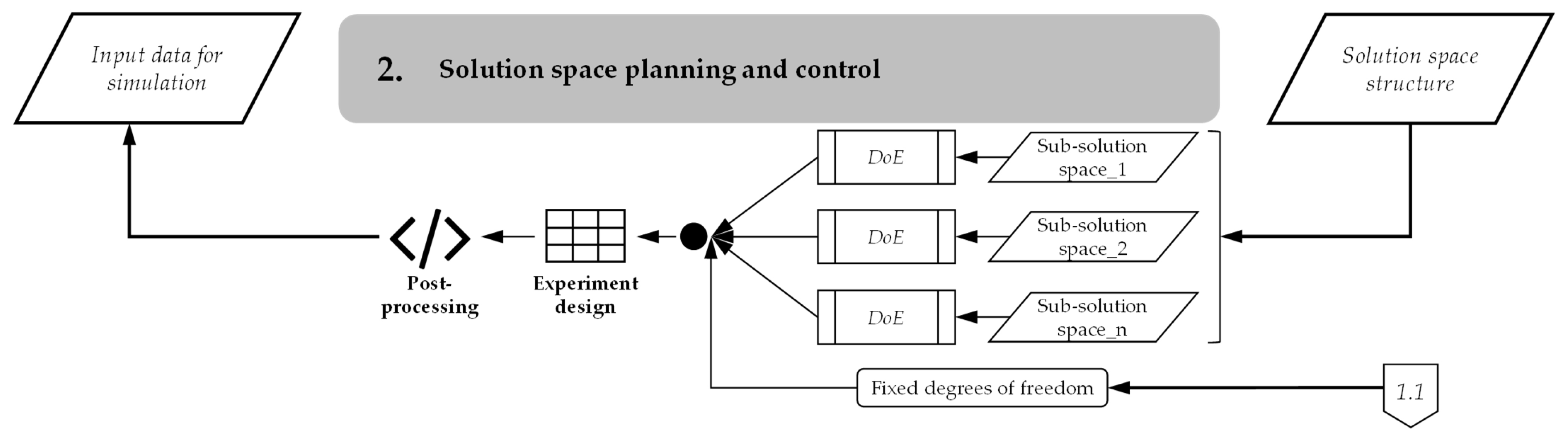
5.2. Solution Space Planning and Control
6. Industrial Application of the Developed Approach
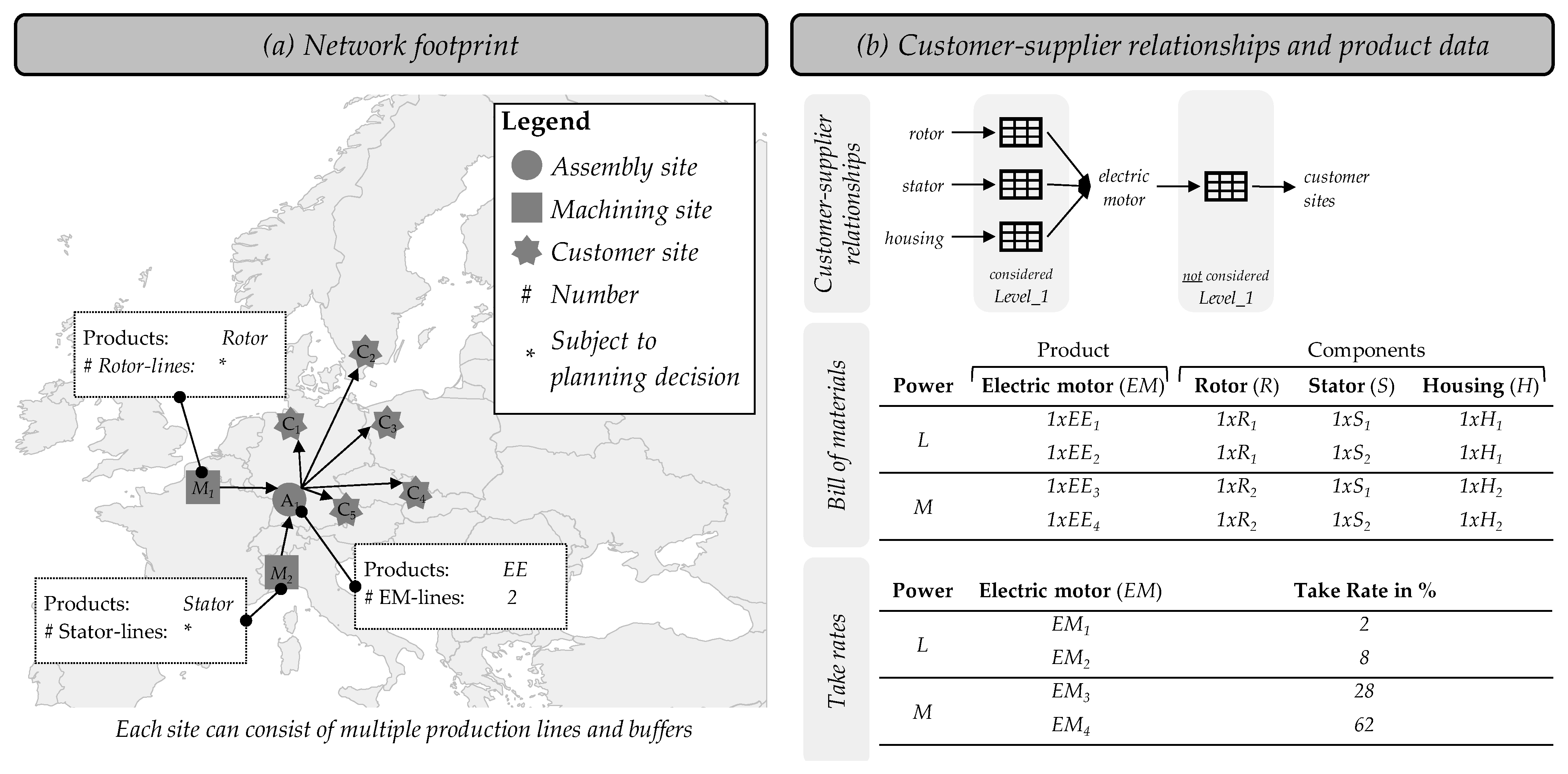
6.1. Description of the Industrial Environment
- SC01: All sites operate in the same standard shift model, either 15 shifts/week or 10 shifts/week.
- SC02: Standard net working hours per shift vary by technology. Machining sites operate 8.0 h/shift, and assembly sites operate 7.2 h/shift.
- SC03: The number of production lines for each component (rotor, stator, housing) and the product (electrical engine) is limited to two lines.
- SC04: The production line behavior only considers a worst case and a realistic case for the rotor lines. The production line behavior for the electrical engine, the stator, and the housing lines is fixed.
- SC05: The number of production lines for the electric motor (two lines) and for the housing (two lines) is fixed.
- SC06: The variant flexibility of production lines is set to full flexibility (all variants) if there is only one line. If there are two lines, variant flexibility is set to one full flexibility line and one high-runner line (defined for this application as variants with a take rate > 25%).
- SC07: Supplier and customer production lines (Level_2) can be linked in either a 1:n or a 1:1 relationship. There is a decoupling buffer (warehouse) between each Level_1 customer-supplier relationship, but only the customer-supplier relationship between rotor, stator, housing, and electric motor assembly lines is considered.
- SC08: The warehouses’ inventory is only varied at two levels (low and high).
- SC09: Only two different product mix scenarios are considered (Pmix1 and Pmix2).
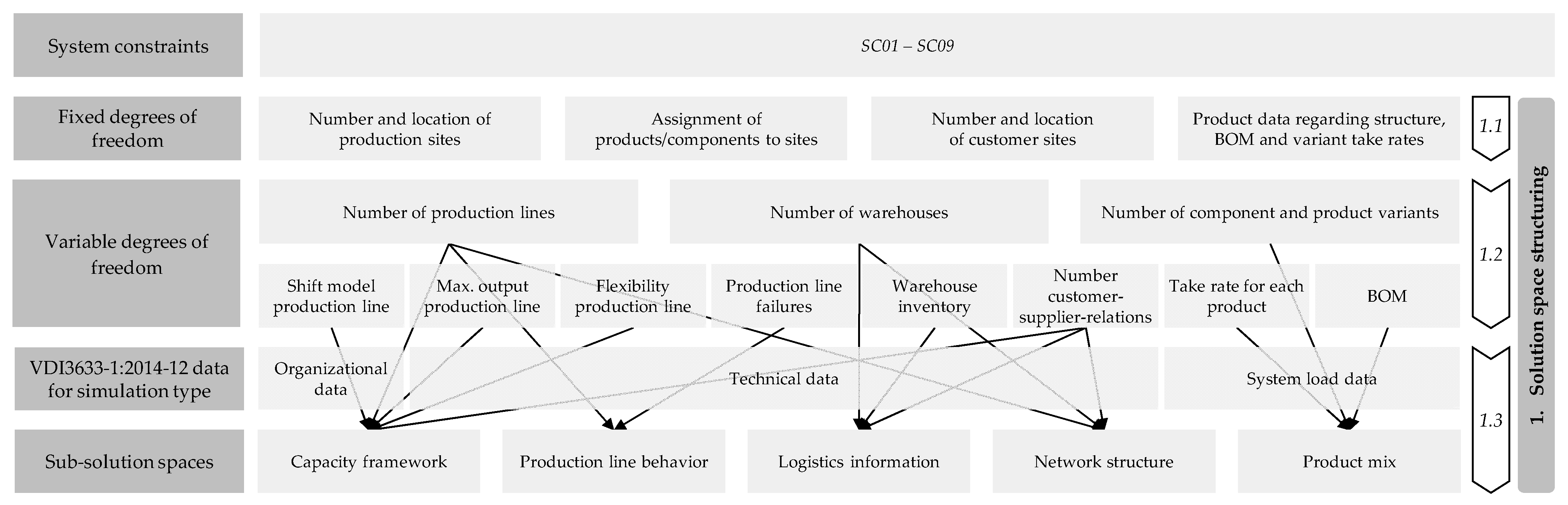
6.2. Application of Step 1: Solution Space Structuring
- Capacity framework: This sub-solution space sets capacity-related degrees of freedom, such as the number of production lines, the production line shift model, the max. output of the production line, and the production line flexibility. For this sub-solution space, SC01 and SC02 are applied in terms of standard shift models and standard working hours.
- Production line behavior: This sub-solution space deals with the production line failures degree of freedom and is subject to SC04 and SC05 because only the worst and most realistic cases are considered for the production line behavior.
- Logistics information: This sub-solution space deals with the number of warehouses, the warehouse inventory, and the number of customer-supplier-relations degrees of freedom and is subject to SC08 and SC07, as the inventory is only varied between two categories (low and high).
- Network structure: This sub-solution space addresses the number of production lines, the number of warehouses, and the customer-supplier-relations degrees of freedom and is subject to SC03, SC05, and SC07.
- Product Mix: This sub-solution space addresses the number of component and product variants, the demand for each variant, and the BOM degrees of freedom and is subject to SC09, as only two different product mixes are considered.
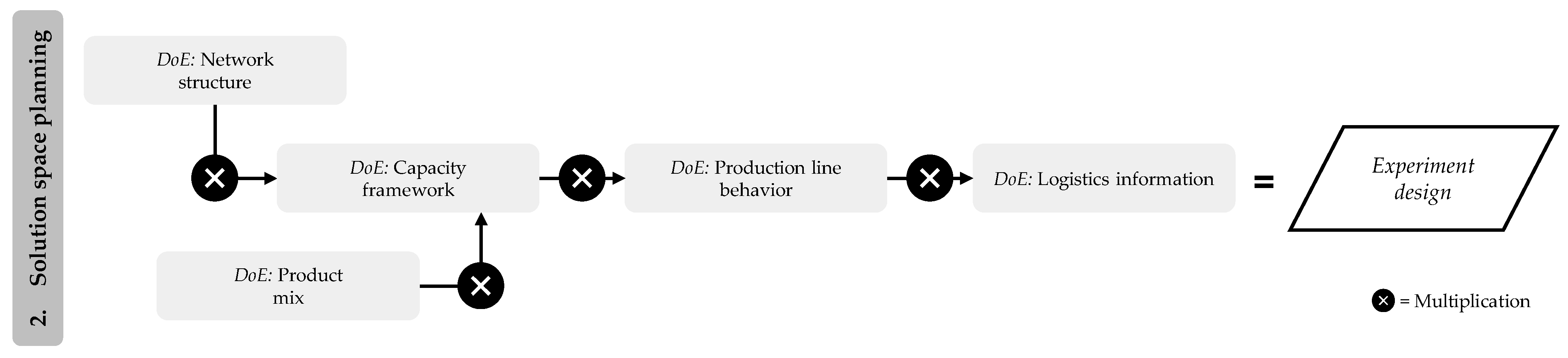
6.3. Application of Step 2: Solution Space Planning and Control
7. Discussion
7.1. Industrial Implications of the Findings
7.2. Fulfillment of the Requirements
8. Conclusions and Outlook
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Váncza, J. Production Networks. In CIRP Encyclopedia of Production Engineering: With 85 Tables, 2nd ed.; Chatti, S., Laperrière, L., Reinhart, G., Tolio, T., Eds.; Springer: Berlin, Germany, 2014; pp. 1377–1384. ISBN 978-3-662-53119-8. [Google Scholar]
- Kroeger, S.; Zaeh, M.F. Towards an Efficient, Comprehensive Value Stream Planning in Production Networks. Procedia CIRP 2022, 107, 782–787. [Google Scholar] [CrossRef]
- Mack, O.; Khare, A.; Krämer, A.; Burgartz, T. Managing in a VUCA World; Springer International Publishing: Cham, Switzerland, 2016; ISBN 978-3-319-16888-3. [Google Scholar]
- Fleischmann, B.; Meyr, H.; Wagner, M. Advanced Planning. In Supply Chain Management and Advanced Planning; Stadtler, H., Kilger, C., Meyr, H., Eds.; Springer: Berlin/Heidelberg, Germany, 2015; pp. 71–95. ISBN 978-3-642-55308-0. [Google Scholar]
- Lanza, G.; Ferdows, K.; Kara, S.; Mourtzis, D.; Schuh, G.; Váncza, J.; Wang, L.; Wiendahl, H.-P. Global production networks: Design and operation. CIRP Ann. 2019, 68, 823–841. [Google Scholar] [CrossRef]
- Brandstein, A.G.; Horne, G.E. Data Farming: A Meta-technique for Research in the 21st Century. Maneuver Warf. Sci. 1998, 1998, 93–99. [Google Scholar]
- Lechler, T.; Sjarov, M.; Franke, J. Data Farming in Production Systems—A Review on Potentials, Challenges and Exemplary Applications. Procedia CIRP 2021, 96, 230–235. [Google Scholar] [CrossRef]
- Feldkamp, N.; Bergmann, S.; Strassburger, S. Knowledge Discovery in Manufacturing Simulations. In Proceedings of the 3rd ACM SIGSIM Conference on Principles of Advanced Discrete Simulation, London, UK, 10–12 June 2015; Taylor, S.J.E., Ed.; ACM Association for Computing Machinery: New York, NY, USA, 2015; pp. 3–12, ISBN 978-1-4503-3583-6. [Google Scholar]
- Rudberg, M.; Olhager, J. Manufacturing networks and supply chains: An operations strategy perspective. Omega 2003, 31, 29–39. [Google Scholar] [CrossRef]
- Porter, M.E. Changing Patterns of International Competition. Calif. Manag. Rev. 1986, 28, 9–40. [Google Scholar] [CrossRef]
- Kaphahn, A.; Lücke, T. Koordination interner Produktionsnetzwerke. In Produktionsplanung und-Steuerung: Grundlagen, Gestaltung und Konzepte; Schuh, G., Ed.; Springer: Berlin, Germany, 2006; pp. 421–466. ISBN 354040306X. [Google Scholar]
- Fleischmann, B.; Koberstein, A. Strategic Network Design. In Supply Chain Management and Advanced Planning; Stadtler, H., Kilger, C., Meyr, H., Eds.; Springer: Berlin/Heidelberg, Germany, 2015; pp. 107–123. ISBN 978-3-642-55308-0. [Google Scholar]
- Horne, G.; Seichter, S. Data Farming in support of NATO operations—Methodology and proof-of-concept. In Proceedings of the IEEE 2014 Winter Simulation Conference, Savannah, GA, USA, 7–10 December 2014; pp. 2355–2363, ISBN 9781479974870. [Google Scholar]
- Horne, G.; Åkesson, B.; Anderson, S.; Bottiger, M.; Britton, M.; Bruun, R.; Seng, C.C.; Erdoğan, O.; Ergün, İ.Y.; Geiger, A.; et al. Data Farming in Support of NATO: Production de Données en Soutien de I’OTAN; North Atlantic Treaty Organisation: Neuilly-sur-Seine, France, 2014; ISBN 978-92-837-0205-4. [Google Scholar]
- Genath, J.; Bergmann, S.; Straßburger, S.; Spieckermann, S.; Stauber, S. Data Farming und Wissensentdeckung in Simulationsdaten. Z. Wirtsch. Fabr. 2022, 117, 144–150. [Google Scholar] [CrossRef]
- Sanchez, S.M.; Sanchez, P.J.; Wan, H. Work Smarter, Not Harder: A Tutorial on Designing and Conductiong simulation Experiments. In Proceedings of the 2018 Winter Simulation Conference (WSC), Gothenburg, Gothenburg, Sweden, 9–12 December 2018; Rabe, M., Juan, A.A., Mustafee, N., Skoogh, A., Jain, S., Johansson, B., Eds.; IEEE: Piscataway, NJ, USA, 2018; pp. 237–251, ISBN 978-1-5386-6572-5. [Google Scholar]
- Ponn, J. Systematisierung des Lösungsraums. In Handbuch Produktentwicklung; Lindemann, U., Ed.; Hanser: München, Germany, 2016; pp. 715–742. ISBN 9783446445819. [Google Scholar]
- Schuh, G. Lean Innovation; Springer Vieweg: Berlin/Heidelberg, Germany, 2013; ISBN 3540769145. [Google Scholar]
- Lenders, M. Beschleunigung der Produktentwicklung Durch Lösungsraum-Management; Apprimus-Verlag: Aachen, Germany, 2009; ISBN 978-3-940565-26-6. [Google Scholar]
- Hilchner, R. Typenorientiertes Lösungsraum-Management in der Fabrikplanung; Apprimus-Verlag: Aachen, Germany, 2012; ISBN 978-3-86359-068-0. [Google Scholar]
- Sager, B. Konfiguration Globaler Produktionsnetzwerke. Ph.D. Dissertation, Technical University of Munich, Munich, Germany, 2019. [Google Scholar]
- Ernst, J. Methode zur Ermittlung von Standortstrukturalternativen in Maschinenbauunternehmen; Shaker: Darmstadt, Germany, 2012; ISBN 978-3-8440-1115-9. [Google Scholar]
- Jacob, F. Quantitative Optimierung Dynamischer Produktionsnetzwerke; Shaker Verlag: Aachen, Germany, 2005; ISBN 978-3-8322-4818-5. [Google Scholar]
- Christodoulou, P.; Fleet, D.; Phaal, R.; Probert, D.; Shi, Y.; Hanson, P. Making the Right Things in the Right Places—A Structured Approach to Developing and Exploiting Manufacturing Footprint Strategy; University of Cambridge, Institute for Manufacturing: Cambridge, UK, 2007; ISBN 978-1-902546-61-2. [Google Scholar]
- Kampker, A.; Schuh, G.; Kupke, D. Production Network Design. wt Werkstattstech. Online 2010, 100, 259–263. [Google Scholar] [CrossRef]
- Lanza, G.; Moser, R. Multi-objective optimization of global manufacturing networks taking into account multi-dimensional uncertainty. CIRP Ann. 2014, 63, 397–400. [Google Scholar] [CrossRef]
- Ude, J. Entscheidungsunterstützung für die Konfiguration Globaler Wertschöpfungsnetzwerke: Ein Bewertungsansatz unter Berücksichtigung Multikriterieller Zielsysteme, Dynamik und Unsicherheit; Shaker: Aachen, Karlsruhe, 2010; ISBN 978-3-8322-9414-4. [Google Scholar]
- Merchiers, A. Bewertung Globaler Standortstrukturalternativen im Maschinenbau; Apprimus Verlag: Aachen, Germany, 2008; ISBN 9783940565242. [Google Scholar]
- Auberger, E.; Karre, H.; Wolf, M.; Preising, H.; Ramsauer, C. Configuration of manufacturing networks by a multi-objective perspective enabled by simulation and machine learning. Procedia CIRP 2021, 104, 993–998. [Google Scholar] [CrossRef]
- Hochdörffer, J. Integrierte Produktallokationsstrategie und Konfigurationssequenz in Globalen Produktionsnetzwerken; Shaker Verlag: Aachen, Germany, 2018; ISBN 978-3-8440-5845-1. [Google Scholar]
- Feldkamp, N.; Bergmann, S.; Strassburger, S.; Schulze, T. (Eds.) Knowledge Discovery and Robustness Analysis in Manufacturing Simulations. In Proceedings of the 2017 Winter Simulation Conference: WSC Turns 50: Simulation Everywhere, Las Vegas, NV, USA, 3–6 December 2017; IEEE: Piscataway, NJ, USA, 2017. ISBN 9781538634288. [Google Scholar]
- Hunker, J.; Wuttke, A.; Scheidler, A.A.; Rabe, M. A Farming-for-Mining-Framework to Gain Knowledge in Supply Chains. In 2021 Winter Simulation Conference (WSC); Kim, S., Feng, B., Smith, K., Masoud, S., Zheng, Z., Szabo, C., Loper, M., Eds.; IEEE: Piscataway, NJ, USA, 2021; pp. 1–12. ISBN 9781665433129. [Google Scholar]
- Schulze, T.; Feldkamp, N.; Bergmann, S.; Strassburger, S. Data Farming und simulationsbasierte Robustheitsanalyse für Fertigungssysteme. In Proceedings of the Tagungsband ASIM SST 2018—24. Symposium Simulationstechnik. ASIM 2018—24. Symposium Simulationstechnik, Hamburg, Germany, 4–5 October 2018; Deatcu, C., Schramm, T., Zobel, K., Eds.; ARGESIM/ASIM: Wien, Austria, 2018; pp. 243–252, ISBN 978-3-901608-12-4. [Google Scholar]
- Hernandez, A.S.; Lucas, T.W.; Carlyle, M. Constructing nearly orthogonal latin hypercubes for any nonsaturated run-variable combination. ACM Trans. Model. Comput. Simul. 2012, 22, 1–17. [Google Scholar] [CrossRef] [Green Version]
- Schuh, G.; Prote, J.P.; Hünnekes, P.; Sauermann, F. Anwendung von Verfahren des maschinellen Lernens auf Basis von Data Farming am Beispiel eines Clusteralgorithmus. In Simulation in Produktion und Logistik 2019: Chemnitz, 18–20 September 2019; Putz, M., Schlegel, A., Eds.; Verlag Wissenschaftliche Scripten: Auerbachl, Germany, 2019; pp. 29–37. ISBN 978-3-95735-113-5. [Google Scholar]
- Sanchez, S.M.; Sánchez, P.J. Better Big Data via Data Farming Experiments. In Advances in Modeling and Simulation: Seminal Research from 50 Years of Winter Simulation Conferences; Tolk, A., Fowler, J., Shao, G., Yucesan, E., Eds.; Springer International Publishing: Cham, Switzerland, 2017; pp. 159–179. ISBN 978-3-319-64181-2. [Google Scholar]
- Kleijnen, J.P.C.; Sanchez, S.M.; Lucas, T.W.; Cioppa, T.M. State-of-the-Art Review: A User’s Guide to the Brave New World of Designing Simulation Experiments. INFORMS J. Comput. 2005, 17, 263–289. [Google Scholar] [CrossRef] [Green Version]
- Cioppa, T.M.; Lucas, T.W. Efficient Nearly Orthogonal and Space-Filling Latin Hypercubes. Technometrics 2007, 49, 45–55. [Google Scholar] [CrossRef]
- Neuner, C. Konfiguration Internationaler Produktionsnetzwerke unter Berücksichtigung von Unsicherheit; Gabler Verlag: Wiesbaden, Germany, 2009; ISBN 978-3-8349-8344-2. [Google Scholar]
- Bundschuh, M. Modellgestützte Strategische Planung von Produktionssystemen in der Automobilindustrie: Ein Flexibler Planungsansatz für die Fahrzeughauptmodule Motor, Fahrwerk und Antriebsstrang; Verlag Dr. Kovac: Hamburg, Germany, 2008; ISBN 978-3-339-03794-7. [Google Scholar]
- Jalal, A.M.; Toso, E.A.V.; Morabito, R. Integrated approaches for logistics network planning: A systematic literature review. Int. J. Prod. Res. 2022, 60, 5697–5725. [Google Scholar] [CrossRef]
- Friemann, F. Strategische Lagerkapazitätsplanung: Ein Konzept zur Stärkeren Integration in den Strategischen Supply Chain Planungsprozess am Beispiel der Pharmazeutischen Industrie. Ph.D. Thesis, ETH Zurich, Zurich, Switzerland, 2015. [Google Scholar]
- ICS 03.100.10 (VDI 3633-1:2014-12); 3633-1: Simulation of Systems in Materials Handling, Logistics and Production; Part 1: Fundamentals. Beuth Verlag: Berlin, Germany, 2014. Available online: https://www.beuth.de/en/technical-rule/vdi-3633-blatt-1/149034959 (accessed on 27 September 2022).
- Hopp, W.J. Supply Chain Science; Waveland Press: Long Grove, IL, USA, 2008; ISBN 09781577667384. [Google Scholar]
- Wiendahl, H.-P.; ElMaraghy, H.A.; Nyhuis, P.; Zäh, M.F.; Wiendahl, H.-H.; Duffie, N.; Brieke, M. Changeable Manufacturing—Classification, Design and Operation. CIRP Ann. 2007, 56, 783–809. [Google Scholar] [CrossRef]
- Kroeger, S.; Korder, S.; Schneider, R.; Zaeh, M.F. Sequence Scrambling in Aggregated Mixed-Model Production Line Modeling. In Proceedings of the 2022 Winter Simulation Conference (WSC): 2022 Winter Simulation Conference (WSC), Singapore, 11–14 December 2022; Feng, B., Pedrielli, Y., Shashaani, S., Song, E., Corlu, C.G., Lee, L.H., Chew, T., Roeder, T.M.K., Lendermann, P., Eds.; IEEE: Piscataway, NJ, USA, 2022; pp. 1740–1749, ISBN 978-1-6654-7661-4. [Google Scholar]
- Pehrsson, L.; Frantzen, M.; Aslam, T.; Ng, A.H. Aggregated line modeling for simulation and optimization of manufacturing systems. In Proceedings of the 2015 Winter Simulation Conference, Huntington Beach, CA, USA, 6–9 December 2015; Yilmaz, L., Chan, W.K.V., Moon, I., Roeder, T.M.K., Macal, C., Rosetti, M., Eds.; IEEE: Piscataway, NJ, USA, 2015; pp. 3632–3643, ISBN 978-1-4673-9741-4. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Criteria | CH1 | CH2 | CH3 | |
|---|---|---|---|---|
| Publications | ||||
| Ude [27] | Strategic network design approaches | ◐ | ◐ | ◐ |
| Auberger et al. [29] | ● | ◐ | ◐ | |
| Merchiers [28] | ◐ | ○ | ○ | |
| Sager [21] | ◐ | ◐ | ◐ | |
| Hochdörffer [30] | ◐ | ○ | ○ | |
| Feldkamp et al. [31] | Relevant data farming applications | ○ | ● | ◐ |
| Hunker et al. [32] | ◐ | ● | ◐ | |
| Schulze et al. [33] | ○ | ● | ◐ | |
| Schuh et al. [35] | ○ | ◐ | ◐ |
| Requirements | |
|---|---|
| General requirements | |
| G-RQ1 | Focus on operational decisions within the strategic network design |
| G-RQ2 | Focus on value-stream-relevant parameters |
| Methodology-based requirements | |
| M-RQ1 | Comprehensive representation of the solution space |
| M-RQ2 | Identification of alternative solutions |
| Application-based requirements | |
| A-RQ1 | Possibility to customize the approach to a problem-specific solution space |
| A-RQ2 | Structured approach and understandable, transparent solution path |
| Production-network-operations-based requirements | |
| O-RQ1 | Material flow maintenance across customer-supplier relationships |
| O-RQ2 | Fixed demand volume for capacity planning |
| O-RQ3 | Complete demand fulfillment of customers on a weekly basis |
| Sub-Solution Space | # | Description (Applied System Constraints) |
|---|---|---|
| Network structure | 4 | Only the number of rotor and stator lines can either be one or two (SC03); all other numbers of production lines are set (SC05 and SC01). All customer-supplier relationships are linked in a 1:n manner (SC07). |
| Capacity framework | 4 | The capacity frameworks’ alternatives are built based on two different product mixes (SC09) and two different operating models for the relevant Level_1 customer-supplier relationship (SC07). The variant flexibility is predefined for one or two lines (SC06). |
| Product mix * | 2 * | Only two different product mixes are considered (SC09). |
| Production line behavior | 8 | The production line behavior varies only for rotor lines (SC04). Each rotor production line has a worst and realistic case alternative (SC04). |
| Logistics information | 8 | There are three warehouses considered within the production network. For each warehouse, two different inventory levels are applied (SC08). |
| Requirements | Fulfillment | |
|---|---|---|
| General requirements | ||
| G-RQ1 | Focus on operational decisions within the strategic network design | ● |
| G-RQ2 | Focus on value-stream-relevant parameters | ◐ |
| Methodology-based requirements | ||
| M-RQ1 | Comprehensive representation of the solution space | ● |
| M-RQ2 | Identification of alternative solutions | ● |
| Application-based requirements | ||
| A-RQ1 | Possibility to customize the approach to a problem-specific solution space | ◐ |
| A-RQ2 | Structured approach and understandable, transparent solution path | ● |
| Production-network-operations-based requirements | ||
| O-RQ1 | Material flow maintenance across customer-supplier-relationships | ● |
| O-RQ2 | Fixed demand volume for capacity planning | ● |
| O-RQ3 | Complete demand fulfillment of customers on a weekly basis | ● |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kroeger, S.; Wegmann, M.; Soellner, C.; Zaeh, M.F. Solution Space Management to Enable Data Farming in Strategic Network Design. Appl. Sci. 2023, 13, 8604. https://doi.org/10.3390/app13158604
Kroeger S, Wegmann M, Soellner C, Zaeh MF. Solution Space Management to Enable Data Farming in Strategic Network Design. Applied Sciences. 2023; 13(15):8604. https://doi.org/10.3390/app13158604
Chicago/Turabian StyleKroeger, Sebastian, Marc Wegmann, Christoph Soellner, and Michael F. Zaeh. 2023. "Solution Space Management to Enable Data Farming in Strategic Network Design" Applied Sciences 13, no. 15: 8604. https://doi.org/10.3390/app13158604
APA StyleKroeger, S., Wegmann, M., Soellner, C., & Zaeh, M. F. (2023). Solution Space Management to Enable Data Farming in Strategic Network Design. Applied Sciences, 13(15), 8604. https://doi.org/10.3390/app13158604