
Multiobjective Optimization of Stereolithography for Dental Bridge Based on a Simple Shape Model Using Taguchi and Response Surface Methods


Abstract
:1. Introduction
2. Materials and Methods
2.1. SLA Resin
2.2. Design of Experiments
2.3. Printing Process Parameters
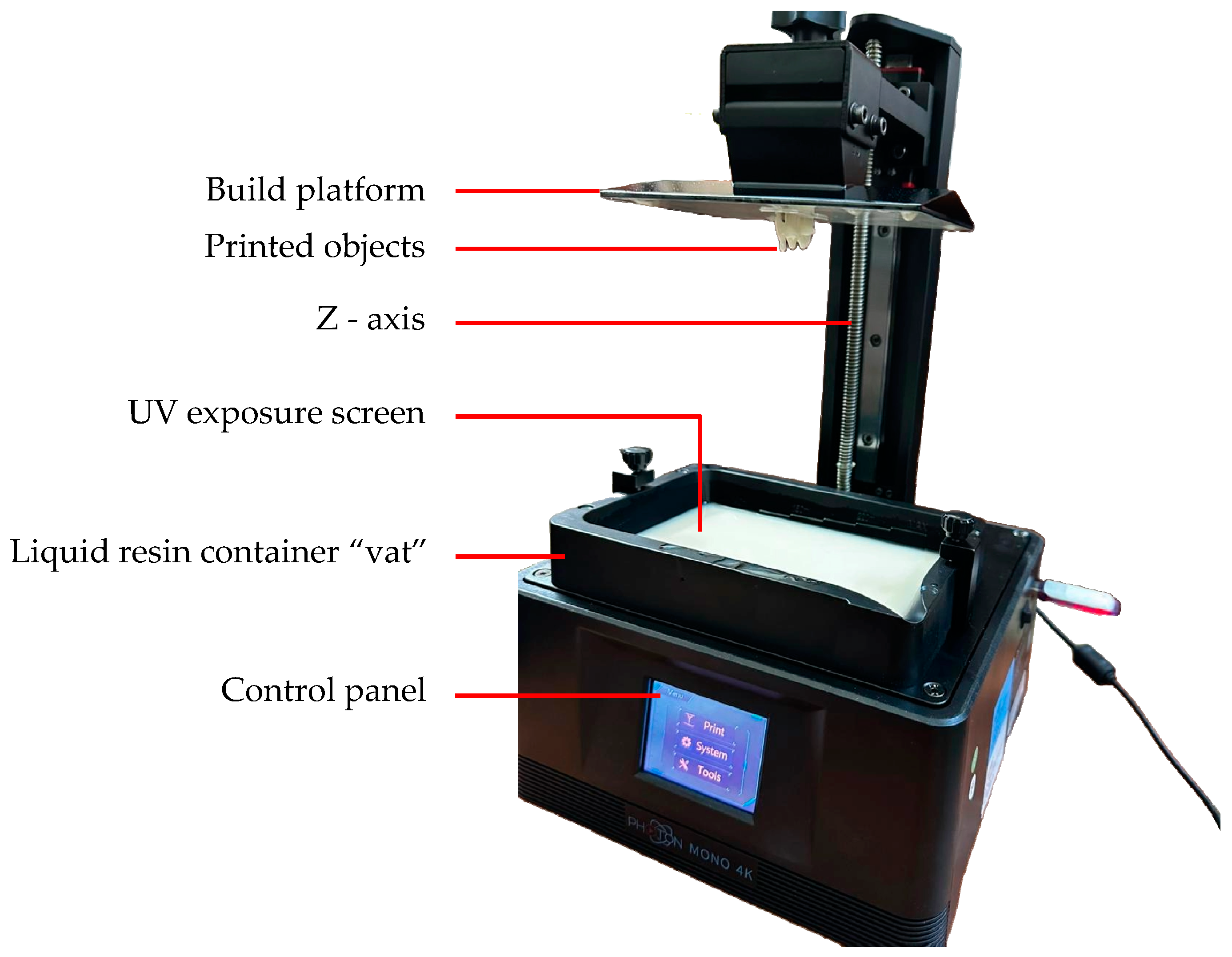
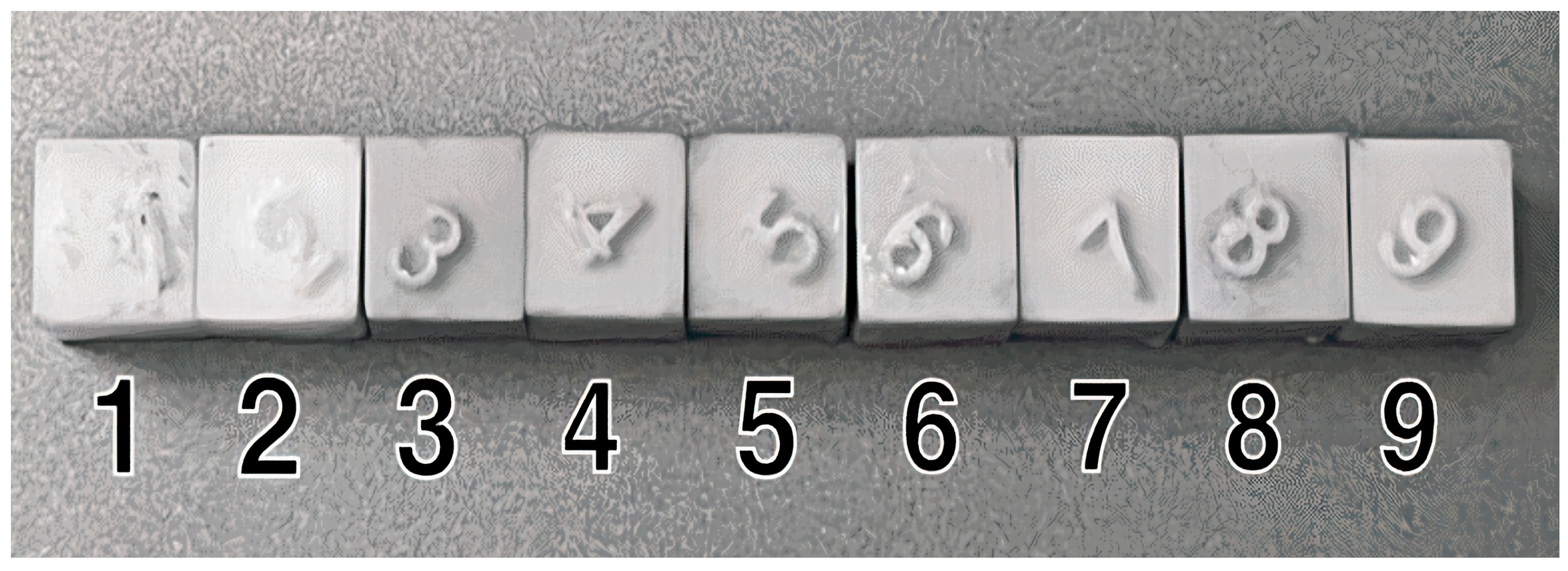
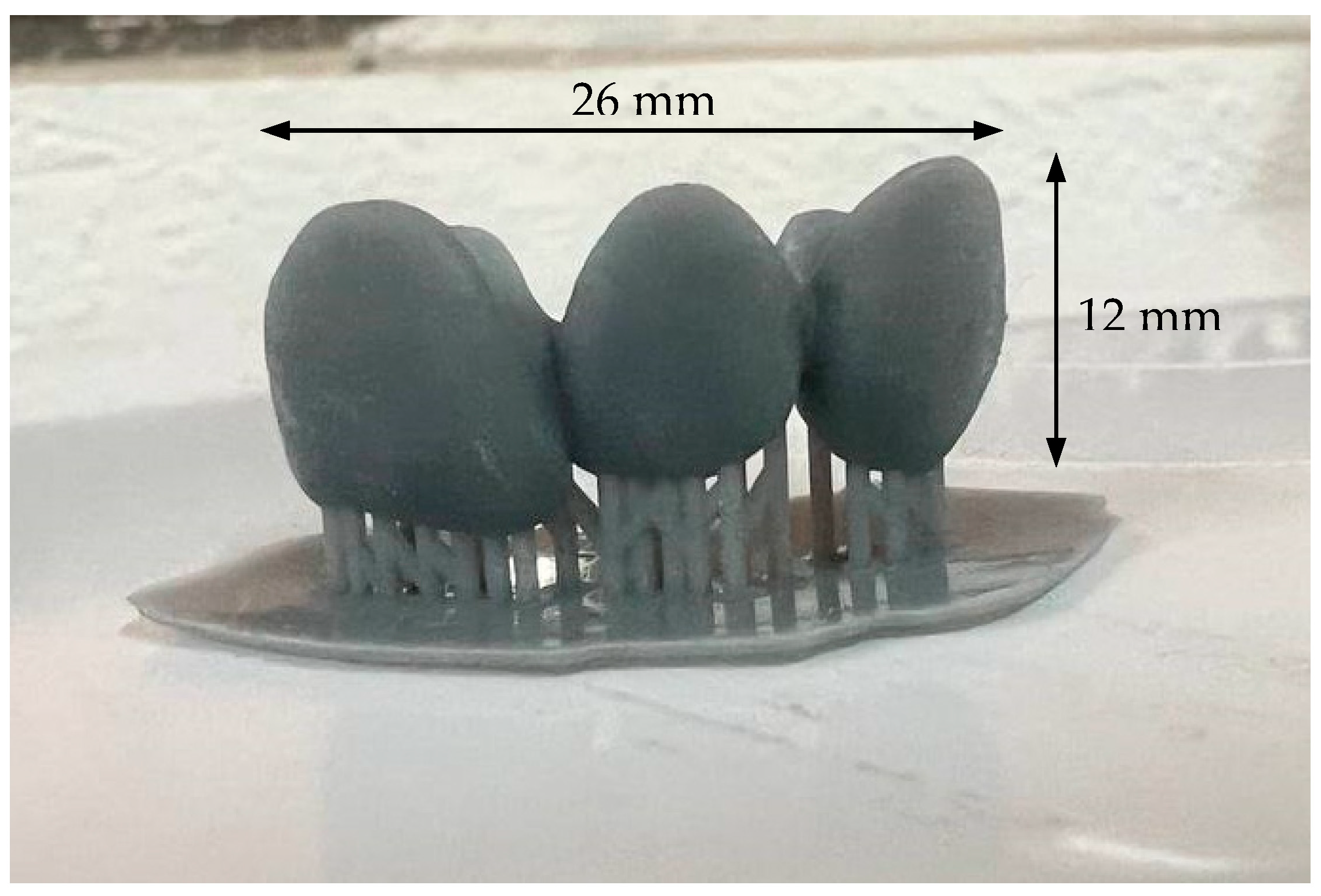
2.4. Experimental Setup
3. Output Response Measurements
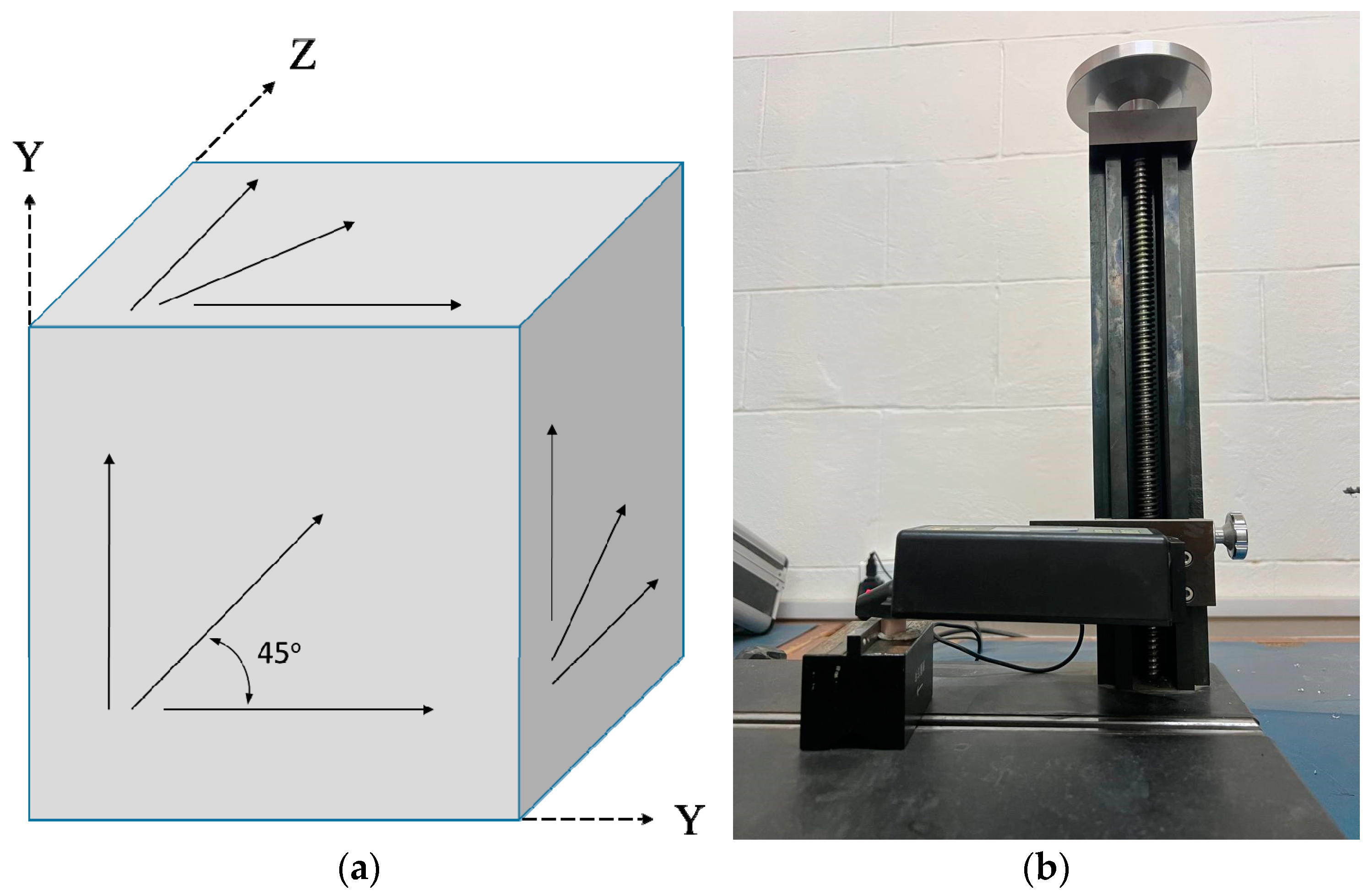
3.1. Surface Roughness Measurement
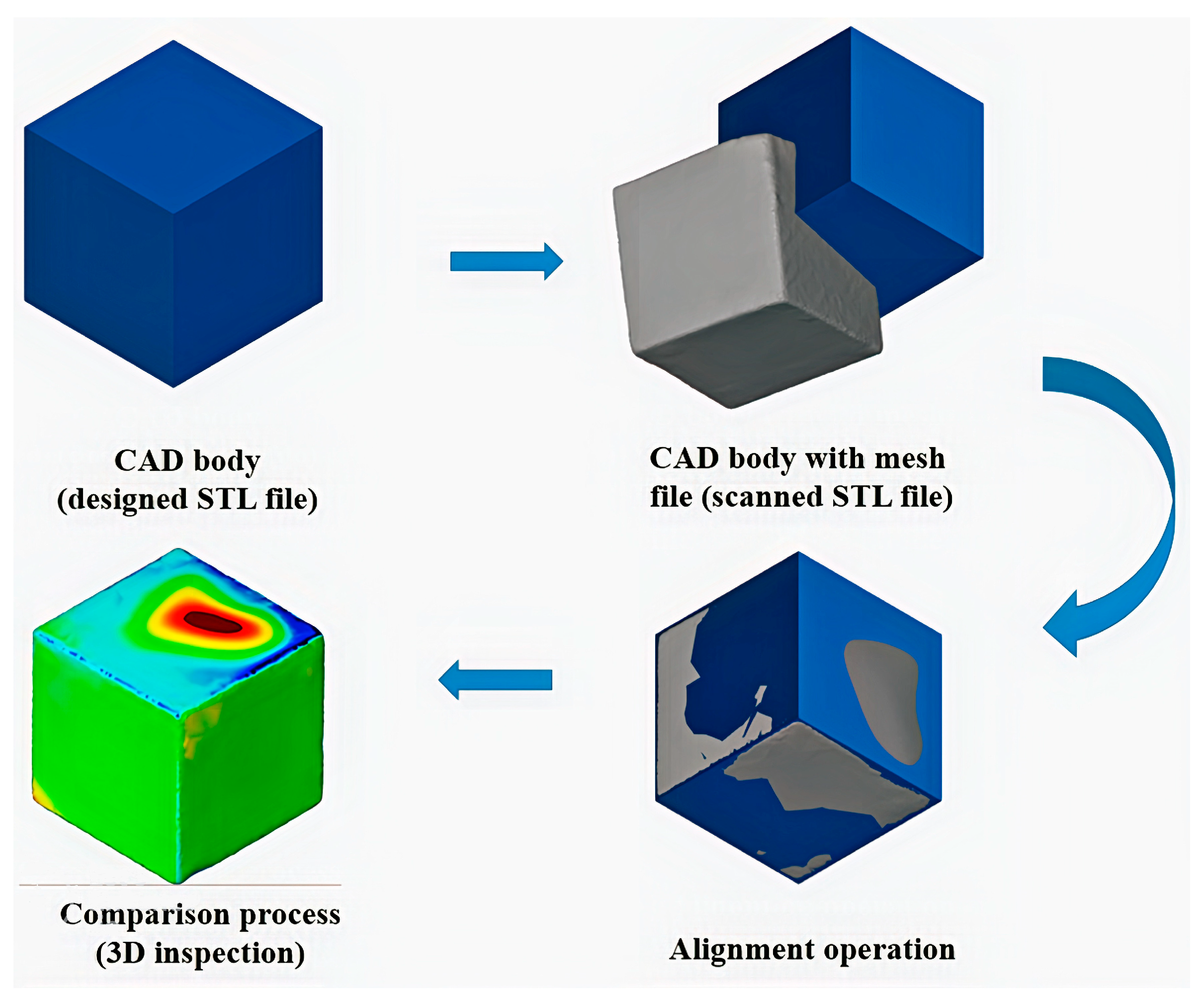
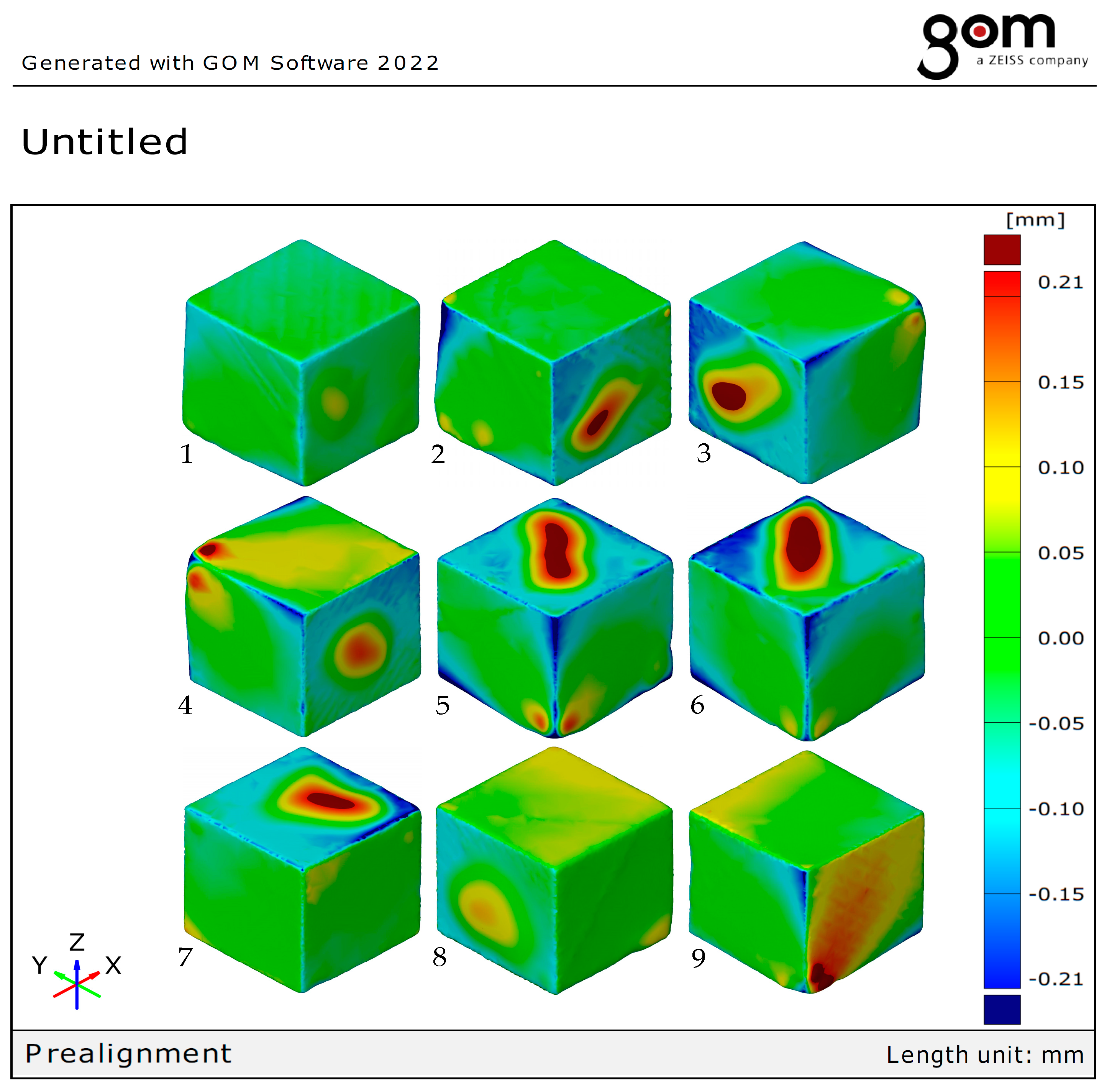
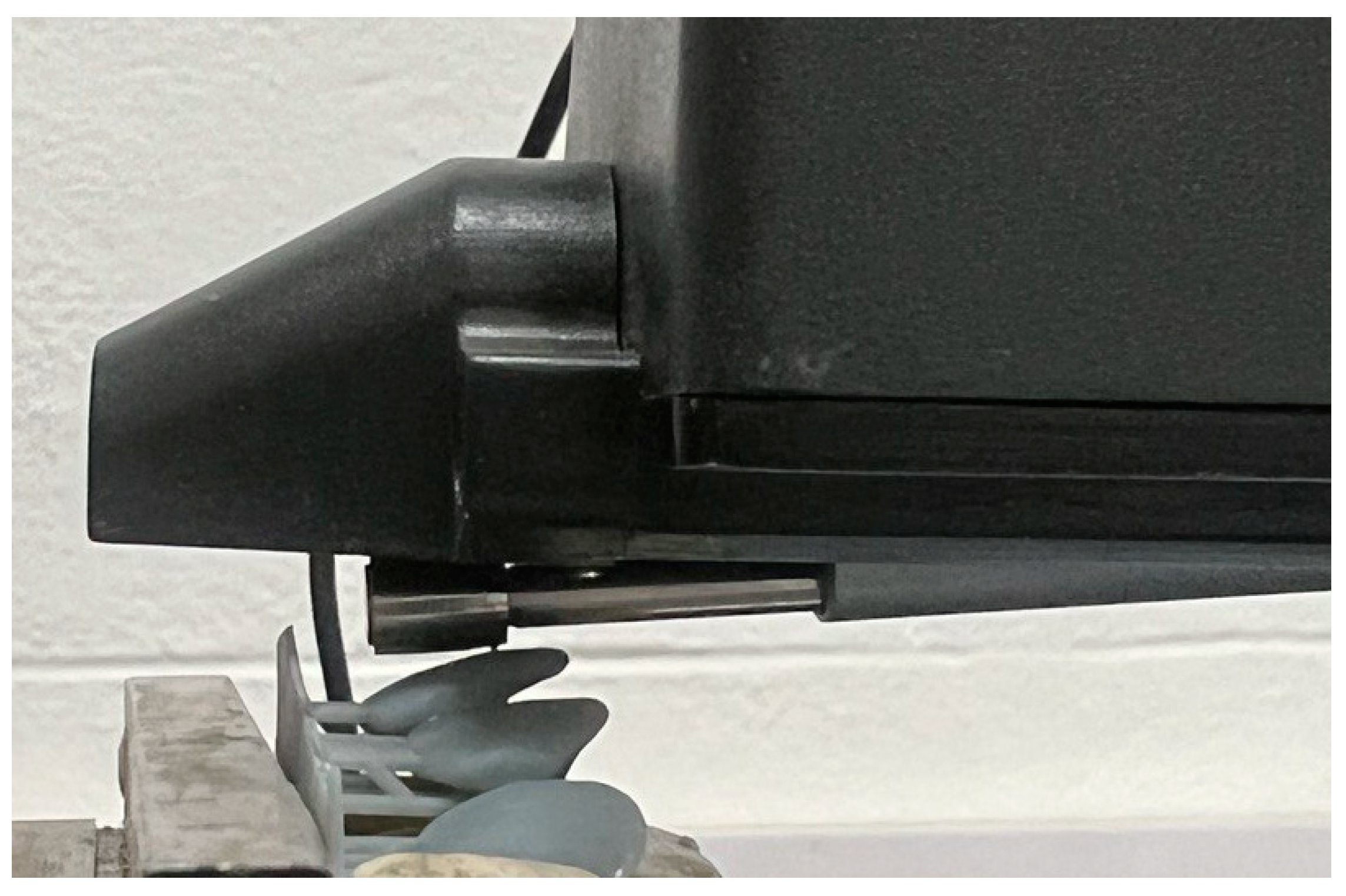
3.2. Dimensional Deviation Measurement
4. Results and Discussion
4.1. Analysis Using the Response Surface Method
4.2. Parametric Analyses of Responses
4.2.1. Analysis of Dimensional Deviations
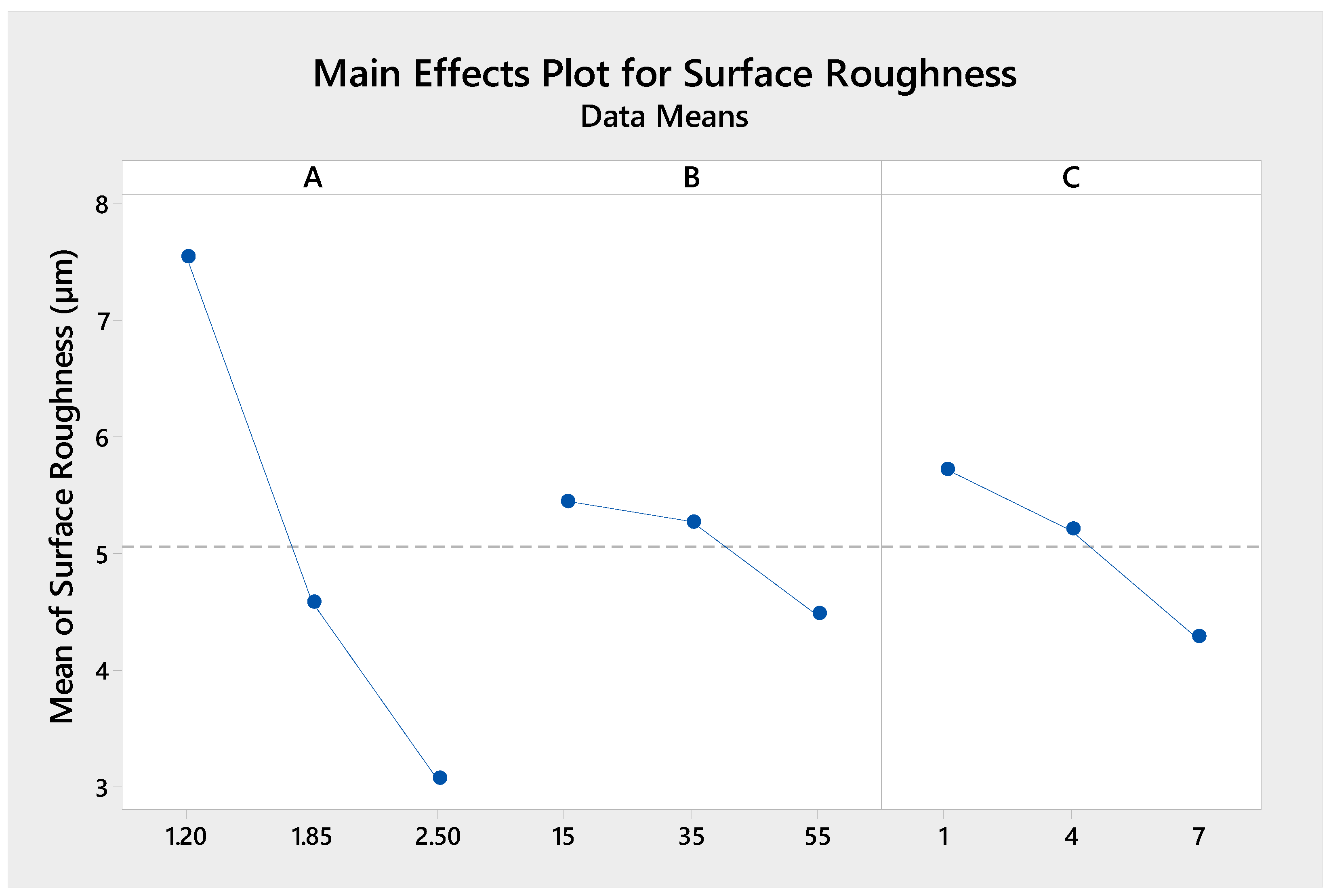
4.2.2. Analysis of Surface Roughness
5. Multiobjective Optimization of Response
5.1. Parametric Optimization
5.2. Confirmation of the Experiments
6. Conclusions and Future Studies
- The surface roughness shows a significant decrease with the decrease in exposure time and a slight decrease with the increases in bottom exposure time and bottom layers.
- The normal exposure time gives a lower average dimensional deviation at its middle level, but the bottom layers show a significant decrease in dimensional deviation. The bottom exposure time shows a slight increase in dimensional deviation.
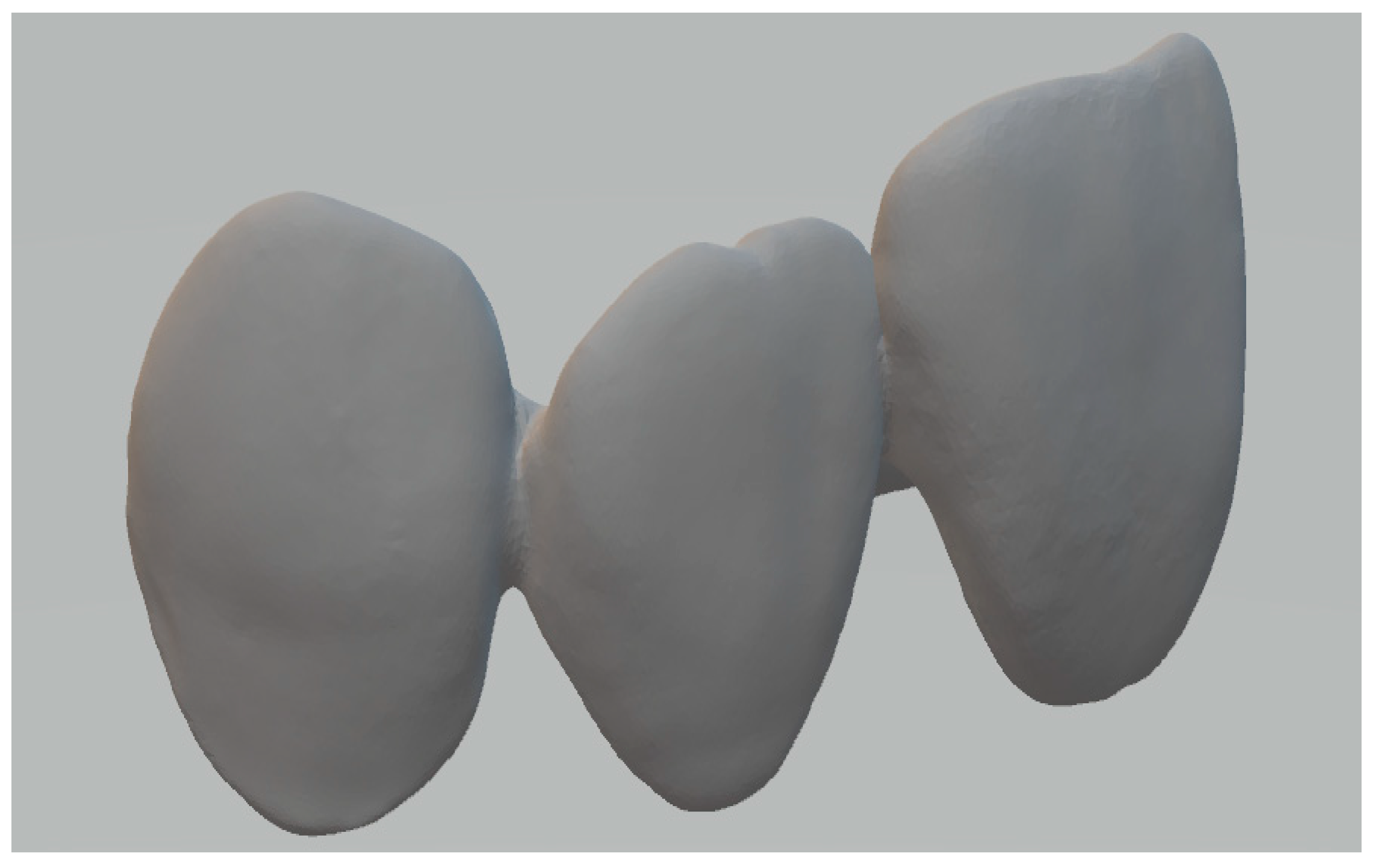
- The mathematical models developed by utilizing the Taguchi method with the RSM method revealed that input–output relationships in the SLA process could be determined with reasonable accuracy and reliability to produce a dental bridge model based on a simple CAD model.
- Analyses of the main effects of the process variables (normal exposure time, bottom exposure time and bottom layers) showed that they were significant for the process outputs except in the case of the insignificant effect of bottom exposure time on surface roughness.
- The multioptimization method used in this research gives ideal parameter sets, i.e., the highest levels of normal exposure time, highest bottom layers and moderate levels of bottom exposure time, for achieving the best combination of low dimensional deviation and low surface roughness.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, H.; Yang, Y.; Hu, K.; Liu, B.; Liu, M.; Huang, Z. Stereolithography-based additive manufacturing of lightweight and high-strength Cf/SiC ceramics. Addit. Manuf. 2020, 34, 101199. [Google Scholar] [CrossRef]
- Zhou, J.G.; Herscovici, D.; Chen, C.C. Parametric process optimization to improve the accuracy of rapid prototyped stereolithography parts. Int. J. Mach. Tools Manuf. 2000, 40, 363–379. [Google Scholar] [CrossRef]
- Huang, J.; Qin, Q.; Wang, J. A review of stereolithography: Processes and systems. Processes 2020, 8, 1138. [Google Scholar] [CrossRef]
- Dawood, A.; Marti, B.M.; Sauret-Jackson, V.; Darwood, A. 3D printing in dentistry. Br. Dent. J. 2015, 219, 521–529. [Google Scholar] [CrossRef] [PubMed]
- Della Bona, A.; Cantelli, V.; Britto, V.T.; Collares, K.F.; Stansbury, J.W. 3D printing restorative materials using a stereolithographic technique: A systematic review. Dent. Mater. 2021, 37, 336–350. [Google Scholar] [CrossRef]
- Chen, S.G.; Yang, J.; Jia, Y.G.; Lu, B.; Ren, L. TiO2 and PEEK reinforced 3D printing PMMA composite resin for dental denture base applications. Nanomaterials 2019, 9, 1049. [Google Scholar] [CrossRef]
- Mostafa, K.G.; Nobes, D.S.; Qureshi, A.J. Investigation of light-induced surface roughness in projection micro-stereolithography additive manufacturing (PµSLA). Procedia CIRP 2020, 92, 187–193. [Google Scholar] [CrossRef]
- Kazemi, M.; Rahimi, A. Stereolithography process optimization for tensile strength improvement of products. Rapid Prototyp. J. 2018, 24, 688–697. [Google Scholar] [CrossRef]
- Khorasani, E.R.; Baseri, H. Determination of optimum SLA process parameters of H-shaped parts. J. Mech. Sci. Technol. 2013, 27, 857–863. [Google Scholar] [CrossRef]
- Cheng, W.; Fuh, J.Y.H.; Nee, A.Y.C.; Wong, Y.S.; Loh, H.T.; Miyazawa, T. Multi-objective optimization of part-building orientation in stereolithography. Rapid Prototyp. J. 1995, 1, 12–23. [Google Scholar] [CrossRef]
- Fuh, J.Y.H.; Choo, Y.S.; Nee, A.Y.C.; Lu, L.; Lee, K.C. Improvement of the UV curing process for the laser lithography technique. Mater. Des. 1995, 16, 23–32. [Google Scholar] [CrossRef]
- Bugeda, G.; Cervera, M.; Lombera, G.; Onate, E. Numerical analysis of stereolithography processes using the finite element method. Rapid Prototyp. J. 1995, 1, 13–23. [Google Scholar] [CrossRef]
- Wang, W.L.; Cheah, C.M.; Fuh, J.Y.H.; Lu, L. Influence of process parameters on stereolithography part shrinkage. Mater. Des. 1996, 17, 205–213. [Google Scholar] [CrossRef]
- Onuh, S.O.; Hon, K.K.B. Optimising build parameters for improved surface finish in stereolithography. Int. J. Mach. Tools Manuf. 1998, 38, 329–342. [Google Scholar] [CrossRef]
- Cho, H.S.; Park, W.S.; Choi, B.W.; Leu, M.C. Determining optimal parameters for stereolithography processes via genetic algorithm. J. Manuf. Syst. 2000, 19, 18–27. [Google Scholar] [CrossRef]
- Lee, S.H.; Park, W.S.; Cho, H.S.; Zhang, W.L.M.C.; Leu, M.C. A neural network approach to the modelling and analysis of stereolithography processes. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2001, 215, 1719–1733. [Google Scholar] [CrossRef]
- Chockalingam, K.; Jawahar, N.; Vijaybabu, E.R. Optimization of process parameters in stereolithography using genetic algorithm. In Smart Materials, Structures, and Systems; SPIE: Washington, DC, USA, 2003; Volume 5062, pp. 417–424. [Google Scholar]
- Singhal, S.K.; Pandey, A.P.; Pandey, P.M.; Nagpal, A.K. Optimum part deposition orientation in stereolithography. Comput.-Aided Des. Appl. 2005, 2, 319–328. [Google Scholar] [CrossRef]
- Campanelli, S.L.; Cardano, G.; Giannoccaro, R.; Ludovico, A.D.; Bohez, E.L. Statistical analysis of the stereolithographic process to improve the accuracy. Comput.-Aided Des. 2007, 39, 80–86. [Google Scholar] [CrossRef]
- Sager, B.; Rosen, D.W. Use of parameter estimation for stereolithography surface finish improvement. Rapid Prototyp. J. 2008, 14, 213–220. [Google Scholar] [CrossRef]
- Dzionk, S. Surface roughness model for components created by stereolithography method. Solid State Phenom. 2010, 165, 268–273. [Google Scholar] [CrossRef]
- Unkovskiy, A.; Bui, P.H.B.; Schille, C.; Geis-Gerstorfer, J.; Huettig, F.; Spintzyk, S. Objects build orientation, positioning, and curing influence dimensional accuracy and flexural properties of stereolithographically printed resin. Dent. Mater. 2018, 34, e324–e333. [Google Scholar] [CrossRef] [PubMed]
- Loflin, W.A.; English, J.D.; Borders, C.; Harris, L.M.; Moon, A.; Holland, J.N.; Kasper, F.K. Effect of print layer height on the assessment of 3D-printed models. Am. J. Orthod. Dentofac. Orthop. 2019, 156, 283–289. [Google Scholar] [CrossRef] [PubMed]
- Cotabarren, I.; Palla, C.A.; McCue, C.T.; Hart, A.J. An assessment of the dimensional accuracy and geometry-resolution limit of desktop stereolithography using response surface methodology. Rapid Prototyp. J. 2019, 25, 1169–1186. [Google Scholar] [CrossRef]
- Khodaii, J.; Rahimi, A. Improving the surface roughness in stereolithography by controlling surface angle, hatch spaces, and postcuring time. Eng. Rep. 2020, 2, e12193. [Google Scholar] [CrossRef]
- Katheng, A.; Kanazawa, M.; Iwaki, M.; Minakuchi, S. Evaluation of dimensional accuracy and degree of polymerization of stereolithography photopolymer resin under different postpolymerization conditions: An in vitro study. J. Prosthet. Dent. 2021, 125, 695–702. [Google Scholar] [CrossRef]
- Borra, N.D.; Neigapula, V.S.N. Parametric optimization for dimensional correctness of 3D printed part using masked stereolithography: Taguchi method. Rapid Prototyp. J. 2023, 29, 166–184. [Google Scholar] [CrossRef]
- Dhanunjayarao, B.N.; Naidu, N.S. Assessment of dimensional accuracy of 3D printed part using resin 3D printing technique. Mater. Today Proc. 2022, 59, 1608–1614. [Google Scholar] [CrossRef]
- Badanova, N.; Perveen, A.; Talamona, D. Study of SLA Printing Parameters Affecting the Dimensional Accuracy of the Pattern and Casting in Rapid Investment Casting. J. Manuf. Mater. Process. 2022, 6, 109. [Google Scholar] [CrossRef]
- Msallem, B.; Sharma, N.; Cao, S.; Halbeisen, F.S.; Zeilhofer, H.F.; Thieringer, F.M. Evaluation of the dimensional accuracy of 3D-printed anatomical mandibular models using FFF, SLA, SLS, MJ, and BJ printing technology. J. Clin. Med. 2020, 9, 817. [Google Scholar] [CrossRef]
- Quan, H.; Zhang, T.; Xu, H.; Luo, S.; Nie, J.; Zhu, X. Photo-curing 3D printing technique and its challenges. Bioact. Mater. 2020, 5, 110–115. [Google Scholar] [CrossRef]
- Mhmood, T.R.; Al-Karkhi, N.K. A Review of the Stereo lithography 3D Printing Process and the Effect of Parameters on Quality. Al-Khwarizmi Eng. J. 2023, 19, 82–94. [Google Scholar] [CrossRef]
- Stampfl, J.; Wöß, A.; Seidler, S.; Fouad, H.; Pisaipan, A.; Schwager, F.; Liska, R. Water soluble, photocurable resins for rapid prototyping applications. In Macromolecular Symposia; No. 1; WILEY-VCH: Weinheim, Germany, 2004; Volume 217, pp. 99–108. [Google Scholar]
- Kilickap, E. Modeling and optimization of burr height in drilling of Al-7075 using Taguchi method and response surface methodology. Int. J. Adv. Manuf. Technol. 2010, 49, 911–923. [Google Scholar] [CrossRef]
- Raissi, S.; Farsani, R.E. Statistical process optimization through multi-response surface methodology. Int. J. Math. Comput. Sci. 2009, 3, 197–201. [Google Scholar]
- Mason, R.L.; Gunst, R.F.; Hess, J.L. Statistical Design and Analysis of Experiments: With Applications to Engineering and Science; John Wiley Sons: Hoboken, NJ, USA, 2003; Volume 474. [Google Scholar]
- Huang, Y.M.; Lan, H.Y. Compensation of distortion in the bottom exposure of stereolithography process. Int. J. Adv. Manuf. Technol. 2006, 27, 1101–1112. [Google Scholar] [CrossRef]
- Emami, M.M.; Barazandeh, F.; Yaghmaie, F. Scanning-projection based stereolithography: Method and structure. Sens. Actuators A Phys. 2014, 218, 116–124. [Google Scholar] [CrossRef]
- Sharma, N.; Cao, S.; Msallem, B.; Kunz, C.; Brantner, P.; Honigmann, P.; Thieringer, F.M. Effects of steam sterilization on 3D printed biocompatible resin materials for surgical guides—An accuracy assessment study. J. Clin. Med. 2020, 9, 1506. [Google Scholar] [CrossRef]
- Nocar, A.; Procházka, A.; Kloubcová, M.; Hyšpler, P.; Schatz, M.; Dostálová, T. A Three-Year Prospective Study Comparing Stereolithography Printed Models to Classical Impression and Plaster Cast Models in Orthodontic Therapy: A 3D Objectification Approach. Appl. Sci. 2023, 13, 7542. [Google Scholar] [CrossRef]
- Azevedo, E.C.; Nascimento, E.M.; Chierice, G.O.; Claro Neto, S.; Lepienski, C.M. UV and gamma irradiation effects on surface properties of polyurethane derivate from castor oil. Polímeros 2013, 23, 305–311. [Google Scholar] [CrossRef]
- Golhin, A.P.; Tonello, R.; Frisvad, J.R.; Grammatikos, S.; Strandlie, A. Surface roughness of as-printed polymers: A comprehensive review. Int. J. Adv. Manuf. Technol. 2023, 127, 987–1043. [Google Scholar] [CrossRef]
- Alhassan, M.; Maawadh, A.; Labban, N.; Alnafaiy, S.M.; Alotaibi, H.N.; BinMahfooz, A.M. Effect of Different Surface Treatments on the Surface Roughness and Gloss of Resin-Modified CAD/CAM Ceramics. Appl. Sci. 2022, 12, 11972. [Google Scholar] [CrossRef]
- Montgomery, D. Design and Analysis of Experiments, 8th ed.; Wiley: New York, NY, USA, 2013; ISBN 978-1-118-09793-9. [Google Scholar]
- Hazeveld, A.; Slater, J.J.R.H.; Ren, Y.J. Accuracy and reproducibility of dental replica models reconstructed by different rapid prototyping techniques. Am. J. Orthod. Dentofac. Orthop. 2014, 145, 108–115. [Google Scholar] [CrossRef] [PubMed]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Unit | Value |
|---|---|---|
| Density | g/cm³ | 1.05–1.15 |
| Viscosity | Cps | 150–250 |
| Elongation at break | 10–14% | |
| Flexural strength | Mpa | 45–75 |
| Tensile strength | Mpa | 30–46 |
| Hardness | D | 78–79 |
| Shelf life | 6 months (3 months after opening) | |
| Wavelength (UV light) | nm | 405 |
| Printing Parameters and Responses | Abbreviations | Units |
|---|---|---|
| Normal exposure time | A | Second (s) |
| Bottom exposure time | B | Second (s) |
| Bottom layers | C | Count |
| Dimension deviation | Div | Millimeter (mm) |
| Average roughness | Ra | Micrometer (µm) |
| Input Parameters | Units | Coded Levels | Actual Values | ||||
|---|---|---|---|---|---|---|---|
| Normal exposure time | Seconds | 1 | 2 | 3 | 1.2 | 1.85 | 2.5 |
| Bottom exposure time | Seconds | 1 | 2 | 3 | 15 | 35 | 55 |
| Bottom layers | Count | 1 | 2 | 3 | 1 | 4 | 7 |
| Run Order | A | B | C | |||
|---|---|---|---|---|---|---|
| Coded | Actual | Coded | Actual | Coded | Actual | |
| 1 | 1 | 1.2 | 1 | 15 | 1 | 1 |
| 2 | 1 | 1.2 | 2 | 35 | 2 | 4 |
| 3 | 1 | 1.2 | 3 | 55 | 3 | 7 |
| 4 | 2 | 1.85 | 1 | 15 | 2 | 4 |
| 5 | 2 | 1.85 | 2 | 35 | 3 | 7 |
| 6 | 2 | 1.85 | 3 | 55 | 1 | 1 |
| 7 | 3 | 2.5 | 1 | 15 | 3 | 7 |
| 8 | 3 | 2.5 | 2 | 35 | 1 | 1 |
| 9 | 3 | 2.5 | 3 | 55 | 2 | 4 |
| Operation | 3.5-inch touch screen |
| Light source | High-quality filament |
| Light wavelength | 405 nm |
| XY resolution | 0.050 mm 3840 × 2400 (4k) |
| Z axis resolution | 0.01 mm |
| Layer resolution | 0.01–0.15 mm |
| Printing speed | MAX 60 mm/h |
| Rated power | 120 w |
| Material | 405 nm UV resin |
| Software | ANYCUBIC photon workshop V2.1.30.RC17 |
| Connectivity | USB |
| Technology | LCD-based SLA |
| Exp. No. | A (s) | B (s) | C (Count) | Div (mm) | Ra (µm) |
|---|---|---|---|---|---|
| 1 | 1.20 | 15 | 1 | 0.079 | 8.901 |
| 2 | 1.20 | 35 | 4 | 0.056333 | 7.963 |
| 3 | 1.20 | 55 | 7 | 0.072667 | 5.781 |
| 4 | 1.85 | 15 | 4 | 0.062881 | 4.718 |
| 5 | 1.85 | 35 | 7 | 0.053833 | 4.328 |
| 6 | 1.85 | 55 | 1 | 0.060833 | 4.740 |
| 7 | 2.50 | 15 | 7 | 0.051695 | 2.747 |
| 8 | 2.50 | 35 | 1 | 0.089167 | 3.534 |
| 9 | 2.50 | 55 | 4 | 0.070333 | 2.934 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 5 | 0.001246 | 0.000249 | 177.56 | 0.001 |
| Linear | 3 | 0.000802 | 0.000267 | 190.40 | 0.001 |
| A | 1 | 0.000369 | 0.000369 | 263.08 | 0.001 |
| B | 1 | 0.000018 | 0.000018 | 12.49 | 0.039 |
| C | 1 | 0.000543 | 0.000543 | 386.40 | 0.000 |
| 2-way interaction | 2 | 0.000797 | 0.000399 | 283.84 | 0.000 |
| A*B | 1 | 0.000133 | 0.000133 | 94.89 | 0.002 |
| B*C | 1 | 0.000797 | 0.000797 | 567.62 | 0.000 |
| Error | 3 | 0.000004 | 0.000001 | ||
| Total | 8 | 0.001251 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 4 | 35.604 | 8.9009 | 33.93 | 0.002 |
| Linear | 3 | 34.582 | 11.5274 | 43.94 | 0.002 |
| A | 1 | 30.061 | 30.0608 | 114.58 | 0.000 |
| B | 1 | 1.412 | 1.4123 | 5.38 | 0.081 |
| C | 1 | 3.109 | 3.1090 | 11.85 | 0.026 |
| Square | 1 | 1.021 | 1.0215 | 3.89 | 0.120 |
| A*A | 1 | 1.021 | 1.0215 | 3.89 | 0.120 |
| Error | 4 | 1.049 | 0.2623 | ||
| Total | 8 | 36.653 |
| S | R-sq | R-sq (Adj) | R-sq (pred) |
|---|---|---|---|
| 0.0011849 | 99.66% | 99.10% | 97.79% |
| S | R-sq | R-sq (Adj) | R-sq (pred) |
|---|---|---|---|
| 0.512201 | 97.14% | 94.27% | 84.54% |
| Parameter/Response | Goal | Lower Limit | Upper Limit | Weight | Importance |
|---|---|---|---|---|---|
| A | In range | 1.2 | 2.5 | 1 | 1 |
| B | In range | 15 | 55 | 1 | 1 |
| C | In range | 1 | 7 | 1 | 1 |
| Div | Minimize | 0.051695 | 0.089167 | 0.5 | 1 |
| Ra | Minimize | 2.747 | 8.901 | 0.5 | 1 |
| Optimized Inputs | |||
|---|---|---|---|
| A = 2.5 | B = 16.1988 | C = 7.0 | |
| Outputs | Predicted | Printed | Error percentage % |
| Div (mm) | 0.0517 | 0.0560 | 8.32% |
| Ra (µm) | 2.8079 | 2.770 | 1.35% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mhmood, T.R.; AL-Karkhi, N.K. Multiobjective Optimization of Stereolithography for Dental Bridge Based on a Simple Shape Model Using Taguchi and Response Surface Methods. Appl. Sci. 2023, 13, 10911. https://doi.org/10.3390/app131910911
Mhmood TR, AL-Karkhi NK. Multiobjective Optimization of Stereolithography for Dental Bridge Based on a Simple Shape Model Using Taguchi and Response Surface Methods. Applied Sciences. 2023; 13(19):10911. https://doi.org/10.3390/app131910911
Chicago/Turabian StyleMhmood, Tiba Raed, and Nazar Kais AL-Karkhi. 2023. "Multiobjective Optimization of Stereolithography for Dental Bridge Based on a Simple Shape Model Using Taguchi and Response Surface Methods" Applied Sciences 13, no. 19: 10911. https://doi.org/10.3390/app131910911
APA StyleMhmood, T. R., & AL-Karkhi, N. K. (2023). Multiobjective Optimization of Stereolithography for Dental Bridge Based on a Simple Shape Model Using Taguchi and Response Surface Methods. Applied Sciences, 13(19), 10911. https://doi.org/10.3390/app131910911