
Oxygen Demand Forecasting and Optimal Scheduling of the Oxygen Gas Systems in Iron- and Steel-Making Enterprises

Abstract
:1. Introduction
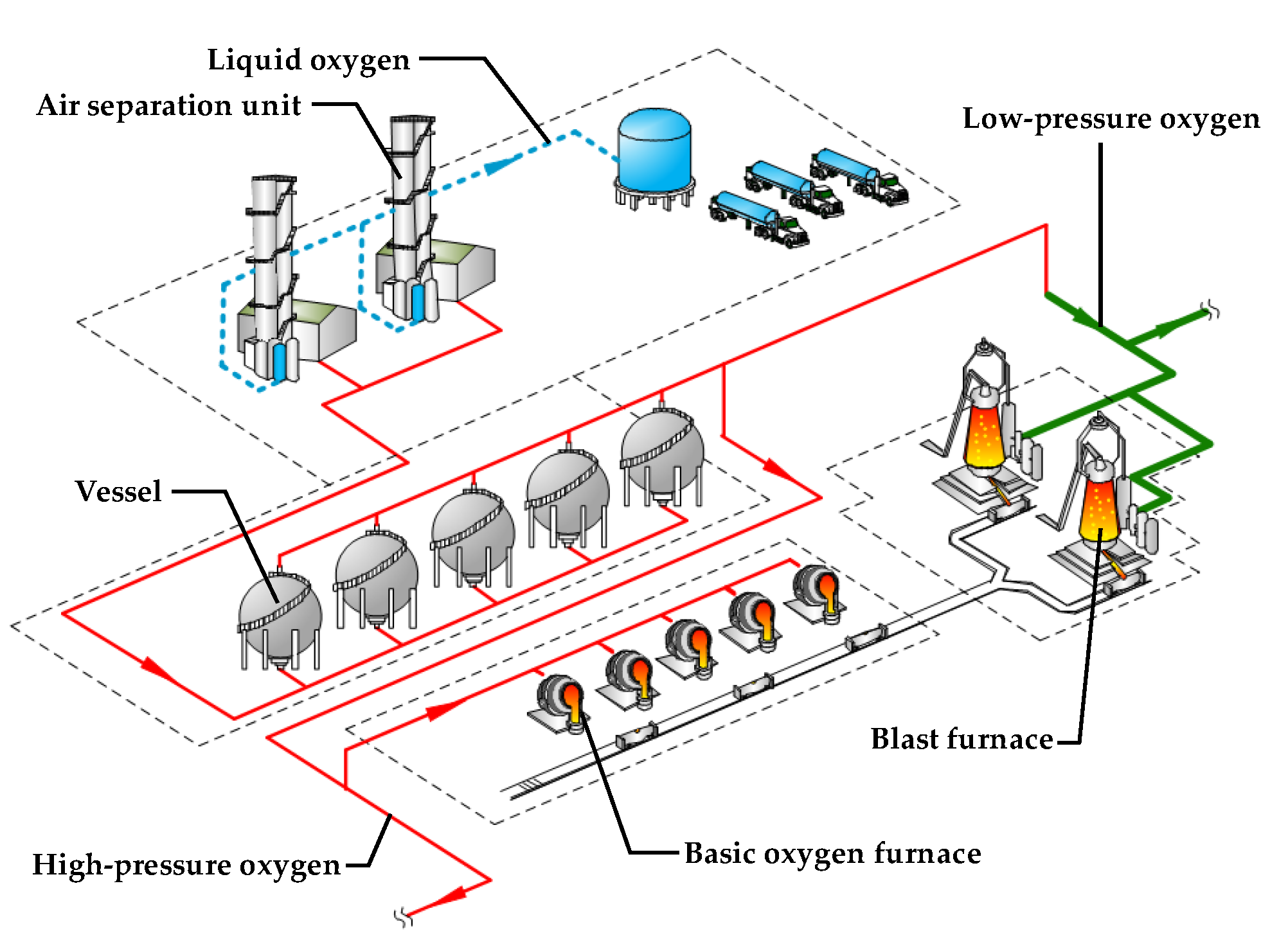
2. Case Descriptions
3. Oxygen Demand Forecasting Model
3.1. The ARIMA Model
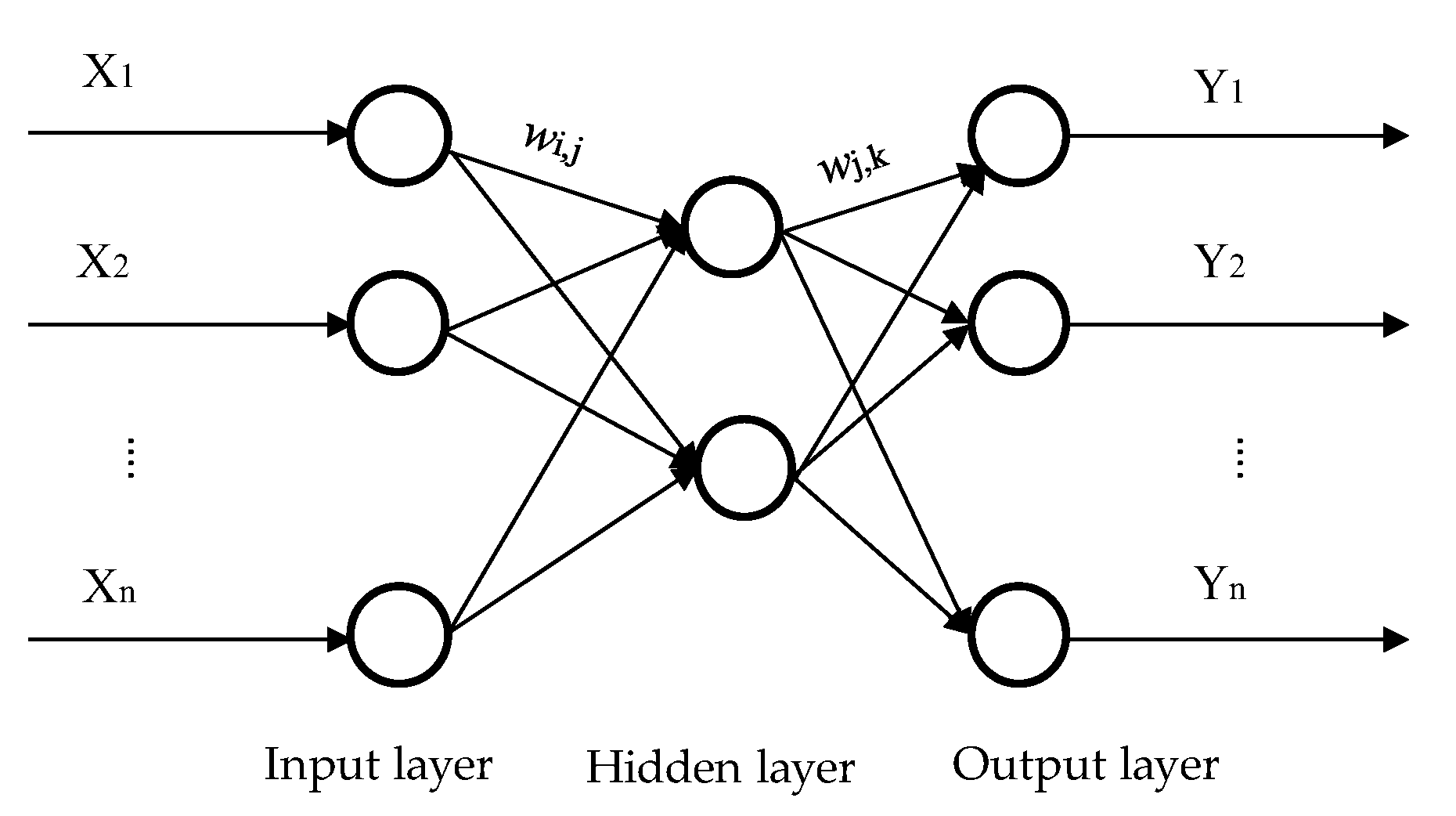
3.2. The GABP Model
4. Oxygen Scheduling Model
4.1. Object Function
4.2. Constraint Conditions
4.2.1. Constraints for the ASUs
4.2.2. Constraints for the Pipeline Pressure
4.2.3. Mass Conservation Constraints for the Oxygen System
5. Results and Discussion
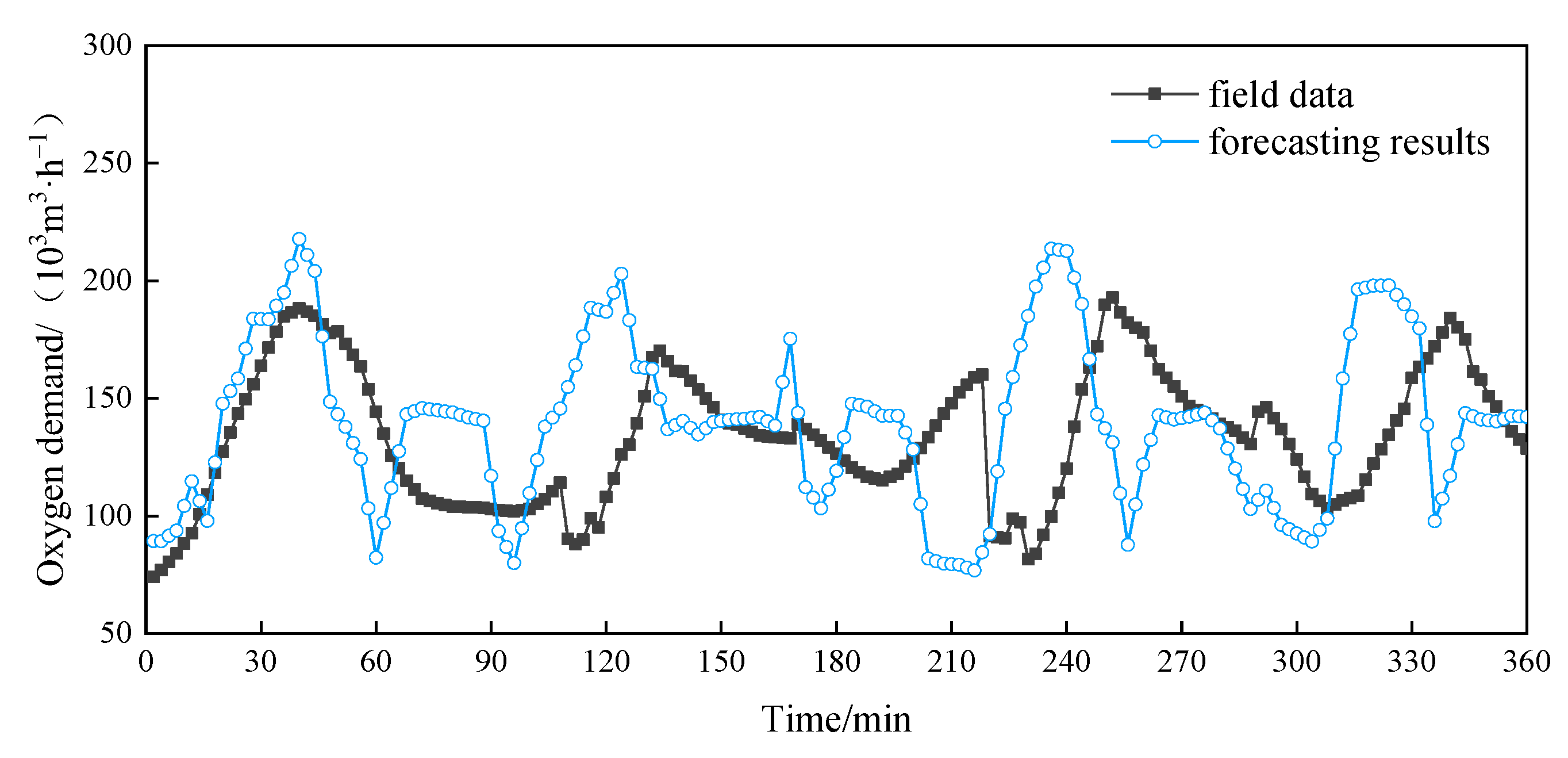
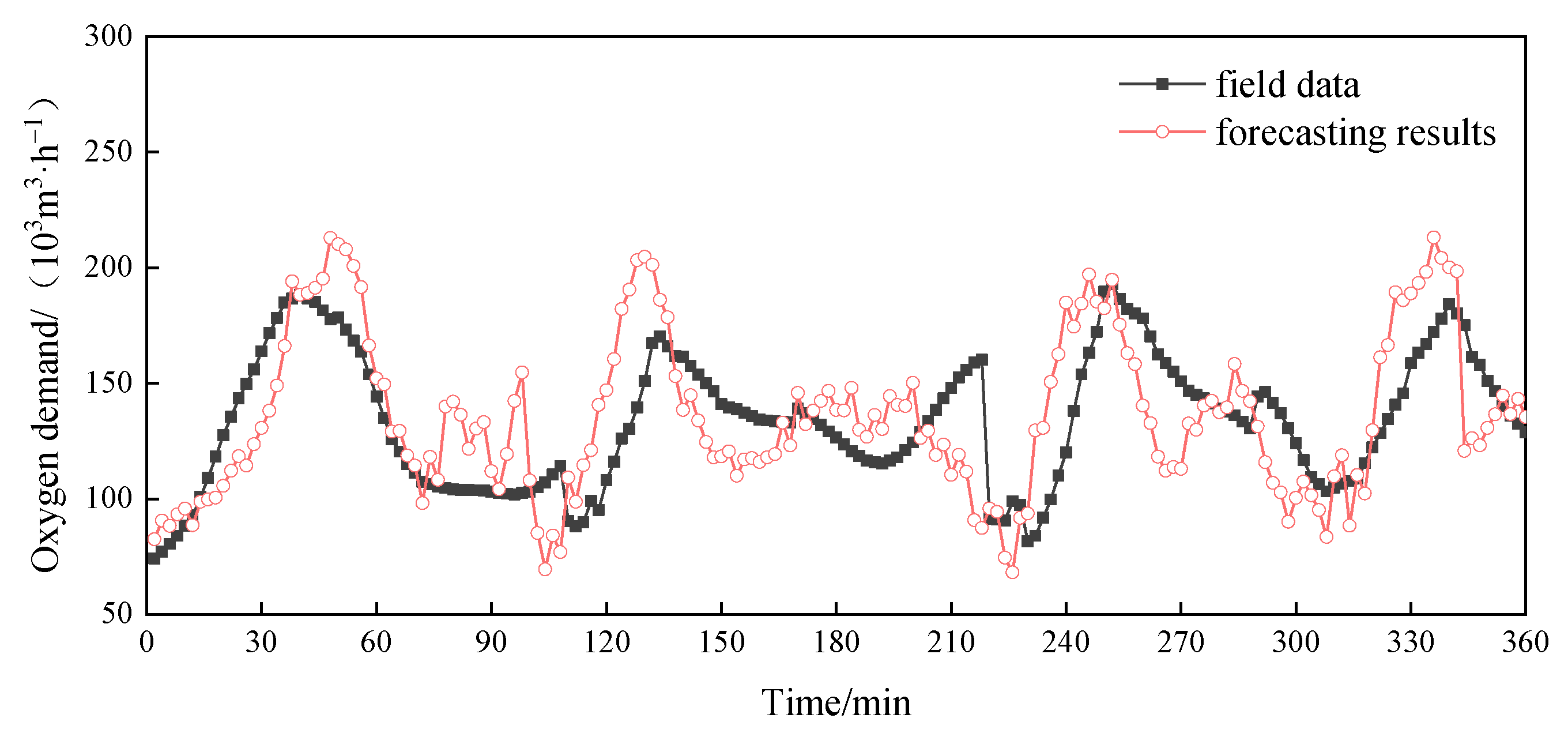
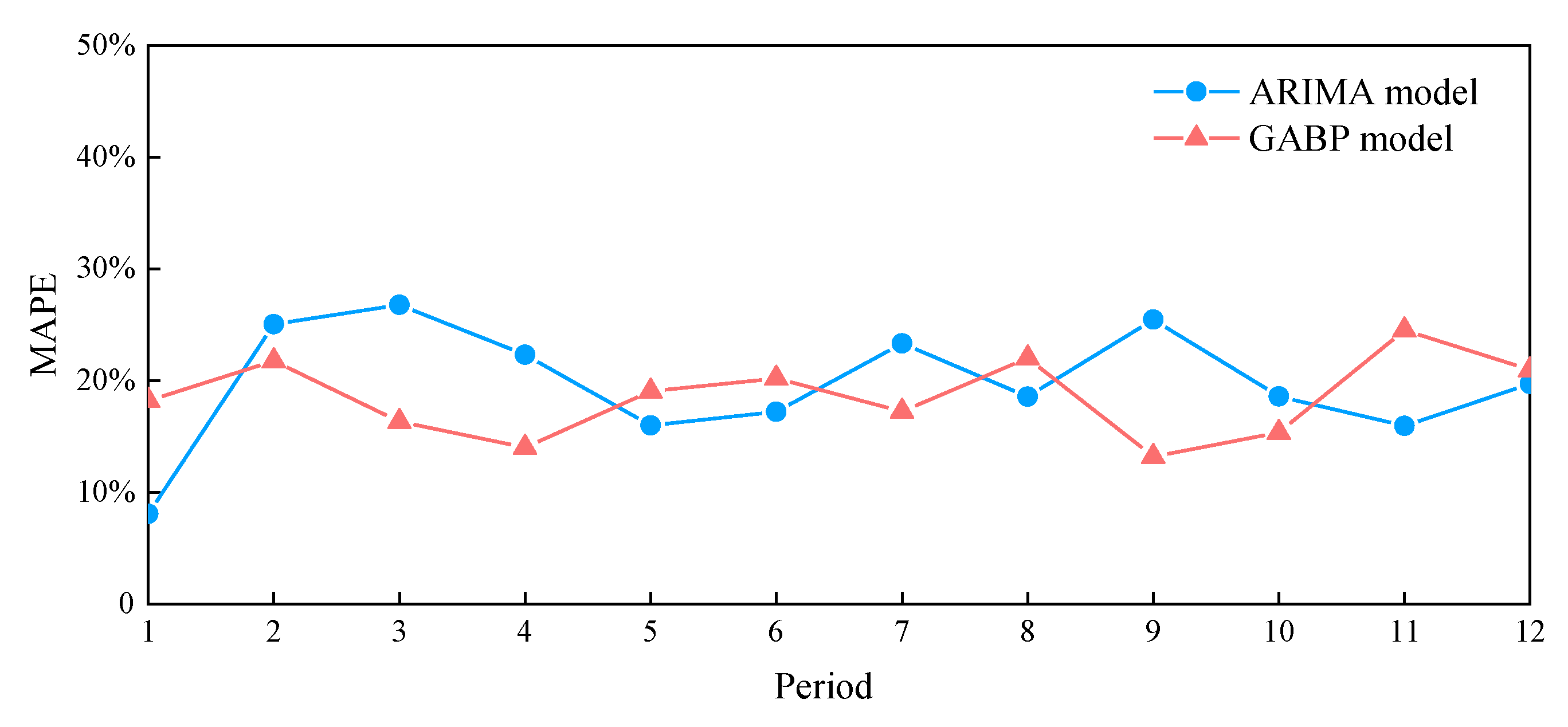
5.1. Analysis of the Forecasting Results of the Oxygen Demand
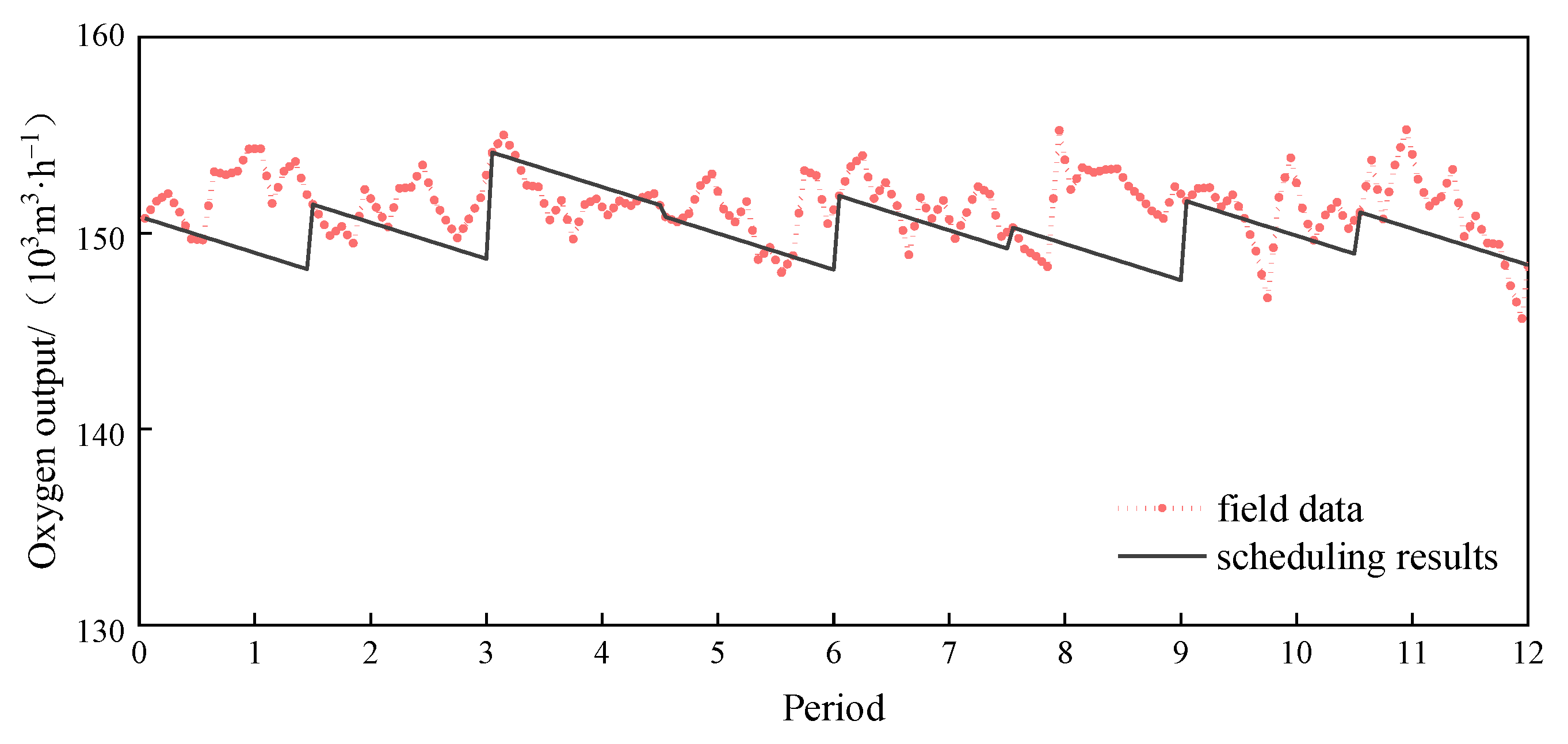
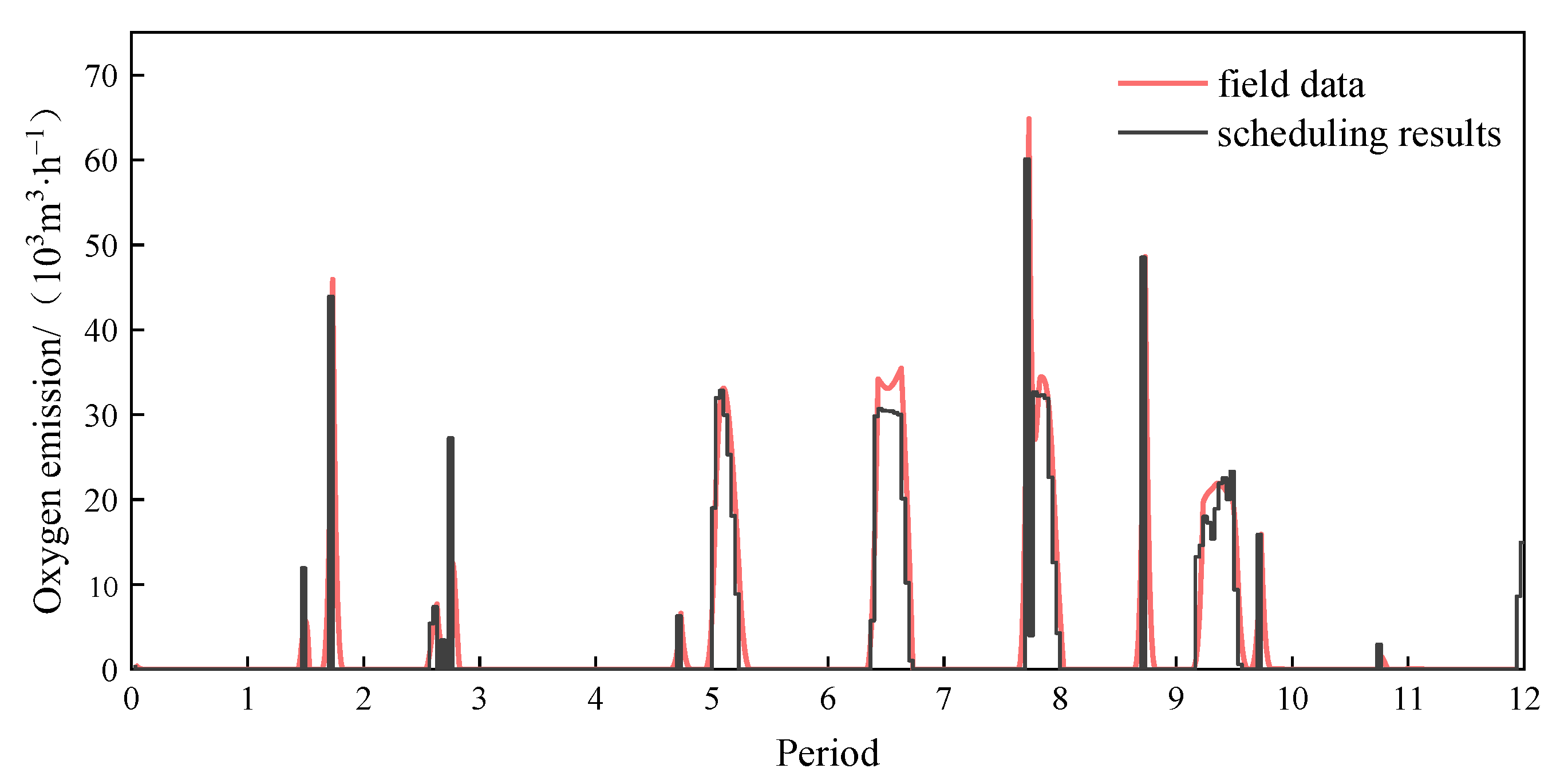
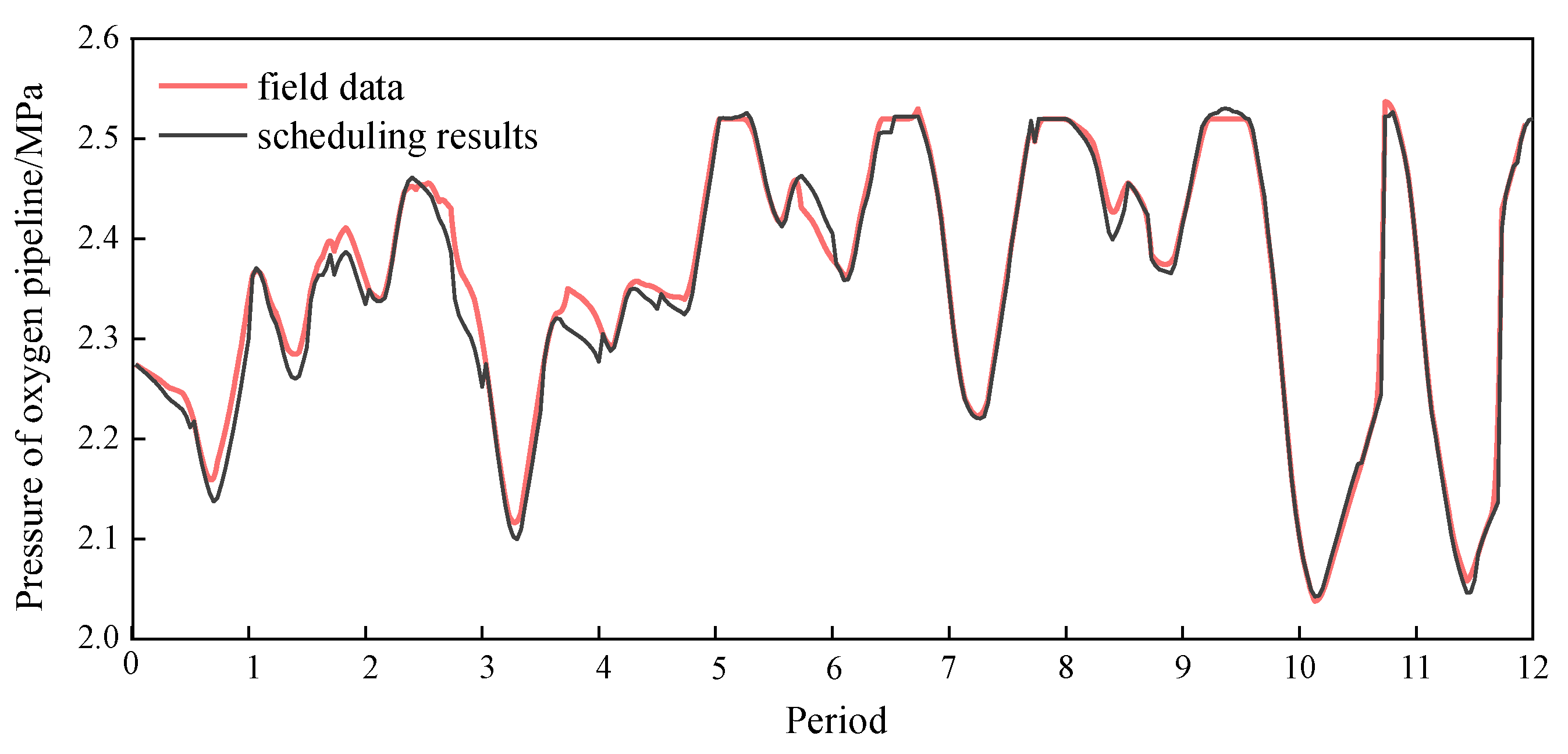
5.2. Analysis of the Scheduling Results of the Oxygen System
6. Conclusions
- (1)
- For the forecast of oxygen demand, the prediction accuracy of the GABP model is better than that of the ARIMA model. The case analysis showed that the average MAPE values for the 12 sets of data of the ARIMA and GABP models were 23.8% and 20.2%, respectively.
- (2)
- By comparing the scheduling results and the field data, it was found that after scheduling, the amount of oxygen emissions decreased by 6.32%, the pipeline pressure decreased by 0.61%, and the energy consumption of oxygen compression decreased by 1.6%. Considering the loss of oxygen emissions and the compression energy consumption, the total power consumption of the oxygen system was reduced by 1.38%, which means an annual saving of approximately 9.03 million RMB in electricity costs.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ren, L.; Zhou, S.; Peng, T.; Ou, X. A review of CO2 emissions reduction technologies and low-carbon development in the iron and steel industry focusing on China. Renew. Sustain. Energy Rev. 2021, 143, 110846. [Google Scholar] [CrossRef]
- Li, Z.; Hanaoka, T. Plant-level mitigation strategies could enable carbon neutrality by 2060 and reduce non-CO2 emissions in China’s iron and steel sector. One Earth 2022, 5, 932–943. [Google Scholar] [CrossRef]
- Zhang, P.; Wang, L. Optimal shut-down policy for air separation units in integrated steel enterprises during a blast furnace blow-down. Ind. Eng. Chem. Res. 2017, 56, 2140–2149. [Google Scholar] [CrossRef]
- Xu, W.; Tang, L.; Pistikopoulos, E.N. Modeling and solution for steelmaking scheduling with batching decisions and energy con-straints. Comput. Chem. Eng. 2018, 116, 368–384. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, G. Energy saving technologies and productive efficiency in the Chinese iron and steel sector. Energy 2008, 33, 525–537. [Google Scholar] [CrossRef]
- Zhang, K.; Zheng, Z.; Zhang, L.; Liu, Y.; Chen, S. Method for Dynamic Prediction of Oxygen Demand in Steelmaking Process Based on BOF Technology. Processes 2023, 11, 2404. [Google Scholar] [CrossRef]
- Rout, B.K.; Brooks, G.; Akbar Rhamdhani, M.; Li, Z.; Schrama, F.N.; Overbosch, A. Dynamic model of basic oxygen steelmaking process based on multizone reaction kinetics: Modeling of decarburization. Metall. Mater. Trans. B 2018, 49, 1022–1033. [Google Scholar] [CrossRef]
- Xu, G.; Li, M.; Xu, J.W.; Jia, C.H.; Chen, Z.F. Control technology of end-point carbon in converter steelmaking based on func-tional digital twin model. J. Eng. 2019, 41, 521–527. (In Chinese) [Google Scholar]
- Zhang, B.; Xue, Z.L.; Liu, K.; Bin Xiao, W. Development and application of prediction model for end-point manganese content in converter based on data from sub-lance. Adv. Mater. Res. 2013, 683, 497–503. [Google Scholar] [CrossRef]
- Ruuska, J.; Sorsa, A.; Lilja, J.; Kauko, L. Mass-balance based multivariate modelling of basic oxygen furnace used in steel in-dustry. IFAC 2017, 50, 13784–13789. [Google Scholar]
- Daniela, D.; Christopher, S.; Neslihan, D. Dynamic modeling and simulation of basic oxygen furnace (BOF) operation. Processes 2020, 8, 483–505. [Google Scholar]
- Peng, S.-Y.; Zhang, G.-Y.; Li, H.-M. A novel modeling method based on support vector domain description and LS-SVM for steel-making process. In Proceedings of the 2008 International Conference on Machine Learning and Cybernetics, Kunming, China, 12–15 July 2008. [Google Scholar]
- Jiang, S.; Shen, X.; Zheng, Z. Gaussian process-based hybrid model for predicting oxygen consumption in the converter steelmaking process. Processes 2019, 7, 352. [Google Scholar] [CrossRef]
- Zhou, P.; Xu, Z.; Peng, X.; Zhao, J.; Shao, Z. Long-term prediction enhancement based on multi-output Gaussian process regression integrated with production plans for oxygen supply network. Comput. Chem. Eng. 2022, 163, 107844. [Google Scholar] [CrossRef]
- Han, Z.; Zhao, J.; Wang, W. An optimized oxygen system scheduling with electricity cost consideration in steel industry. IEEE/CAA J. Autom. Sin. 2017, 4, 216–222. [Google Scholar] [CrossRef]
- Zhang, P.; Wang, L.; Tong, L. MILP-based optimization of oxygen distribution system in integrated steel mills. Comput. Chem. Eng. 2016, 93, 175–184. [Google Scholar] [CrossRef]
- Xu, Z.; Zheng, Z.; Gao, X.; Shen, X. Reducing the fluctuation of oxygen demand in a steel plant through optimal production scheduling. J. Clean. Prod. 2020, 282, 124529. [Google Scholar] [CrossRef]
- Zhang, L.; Zheng, Z.; Xu, Z.; Chai, Y. Optimal scheduling of oxygen system in steel enterprises considering uncertain demand by decreasing pipeline network pressure fluctuation. Comput. Chem. Eng. 2022, 160, 107692. [Google Scholar] [CrossRef]
- Zhang, L.; Zheng, Z.; Chai, Y.; Xu, Z.; Zhang, K.; Liu, Y.; Chen, S.; Zhao, L. ASU model with multiple adjustment types for oxygen scheduling concerning pipe pressure safety in steel enterprises. Appl. Energy 2023, 343, 120986. [Google Scholar] [CrossRef]
- Liu, C.; Tang, L.; Zhao, C. A novel dynamic operation optimization method based on multiobjective deep reinforcement learning for steelmaking process. In IEEE Transactions on Neural Networks and Learning System; IEEE: Piscataway, NJ, USA, 2023. [Google Scholar] [CrossRef]
- Han, Z.; Zhao, J.; Wang, W.; Liu, Y. A two-stage method for predicting and scheduling energy in an oxygen/nitrogen system of the steel industry. Control Eng. Pract. 2016, 52, 35–45. [Google Scholar] [CrossRef]
- Jiang, .S.L.; Peng, G.; Bogle, I.D.L.; Zheng, Z. Two-stage robust optimization approach for flexible oxygen distribution under uncertainty in integrated iron and steel plants. Appl. Energy 2022, 306, 118022. [Google Scholar] [CrossRef]
- Zhang, L.; Zhang, K.; Zheng, Z.; Chai, Y.; Lian, X.; Zhang, K.; Xu, Z.; Chen, S. Two-stage distributionally robust integrated scheduling of oxygen distribution and steelmaking-continuous casting in steel enterprises. Appl. Energy 2023, 351, 121788. [Google Scholar] [CrossRef]
- Box, G.E.P.; Jenkins, G.M.; Reinsel, G.C.; Ljung, G.M. Time Series Analysis: Forecasting and Control; John Wiley & Sons: Hoboken, NJ, USA, 2015. [Google Scholar]
- Ding, S.; Su, C.; Yu, J. An optimizing BP neural network algorithm based on genetic algorithm. Artif. Intell. Rev. 2011, 36, 153–162. [Google Scholar] [CrossRef]
- Wang, F.; Su, H.; Jing, K. Dam safety monitoring model based on ARIMA-ANN. Eng. J. Wuhan Univ./Wuhan Daxue Xuebao 2010, 43, 585–588. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ASU | Design Output (m3·h−1) | Max. Output (m3·h−1) | Min. Output (m3·h−1) | Initial Output (m3·h−1) | Load Variation Rate (m3·h−2) |
|---|---|---|---|---|---|
| 1# | 75,000 | 78,750 | 60,000 | 70,500 | 11,250 |
| 2# | 75,000 | 78,750 | 60,000 | 71,000 | 11,250 |
| Vessel | Total Capacity (m3) | Max. Pressure Pmax (MPa) | Min. Pressure Pmin (MPa) |
|---|---|---|---|
| V1~V5 | 4000 | 3.0 | 1.6 |
| No. | Demand (m3·h−1) | No. | Demand (m3·h−1) | No. | Demand (m3·h−1) | No. | Demand (m3·h−1) |
|---|---|---|---|---|---|---|---|
| 1 | 112,215 | 11 | 141,537 | 21 | 101,184 | 31 | 151,993 |
| 2 | 132,765 | 12 | 145,090 | 22 | 100,658 | 32 | 192,764 |
| 3 | 138,769 | 13 | 140,438 | 23 | 78,983 | 33 | 165,735 |
| 4 | 139,979 | 14 | 142,175 | 24 | 79,322 | 34 | 174,441 |
| 5 | 146,382 | 15 | 141,378 | 25 | 86,324 | 35 | 199,188 |
| 6 | 183,921 | 16 | 131,942 | 26 | 84,529 | 36 | 198,568 |
| 7 | 203,641 | 17 | 122,900 | 27 | 120,073 | 37 | 176,028 |
| 8 | 172,899 | 18 | 82,587 | 28 | 158,378 | 38 | 147,128 |
| 9 | 158,281 | 19 | 115,577 | 29 | 160,183 | 39 | 144,668 |
| 10 | 155,339 | 20 | 99,487 | 30 | 148,698 | 40 | 149,441 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cheng, Z.; Zhang, P.; Wang, L. Oxygen Demand Forecasting and Optimal Scheduling of the Oxygen Gas Systems in Iron- and Steel-Making Enterprises. Appl. Sci. 2023, 13, 11618. https://doi.org/10.3390/app132111618
Cheng Z, Zhang P, Wang L. Oxygen Demand Forecasting and Optimal Scheduling of the Oxygen Gas Systems in Iron- and Steel-Making Enterprises. Applied Sciences. 2023; 13(21):11618. https://doi.org/10.3390/app132111618
Chicago/Turabian StyleCheng, Zhen, Peikun Zhang, and Li Wang. 2023. "Oxygen Demand Forecasting and Optimal Scheduling of the Oxygen Gas Systems in Iron- and Steel-Making Enterprises" Applied Sciences 13, no. 21: 11618. https://doi.org/10.3390/app132111618