
Influence of Hot Isostatic Pressing on Microstructure and Tensile Properties of Nickel-Free Stainless Steel for Metal Binder Jetting
 , ,
, ,
Abstract
:Featured Application
Abstract
1. Introduction
2. Materials and Methods
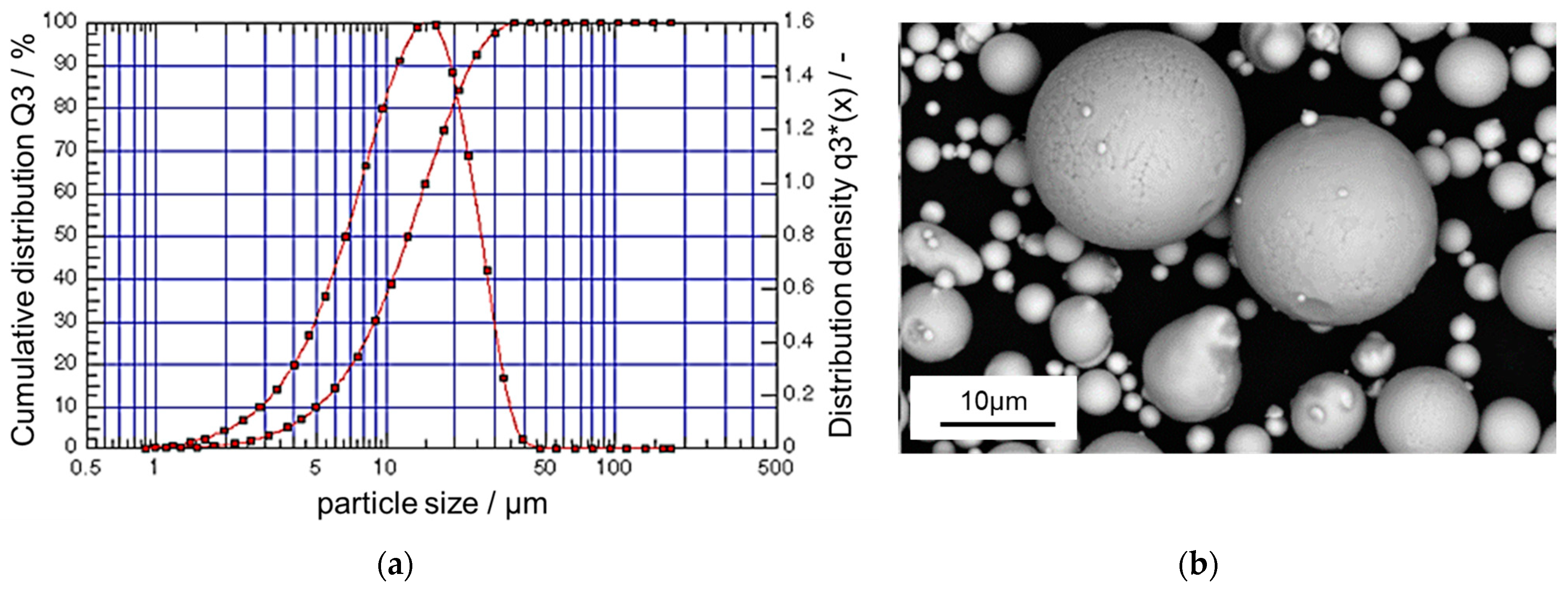
2.1. Material
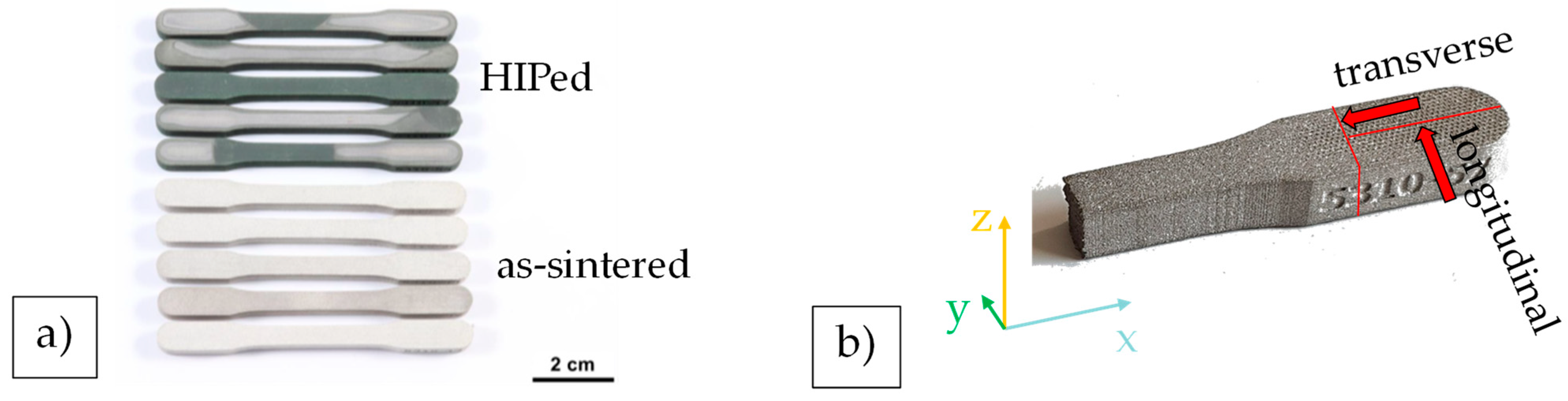
2.2. Binder Jetting Processing
2.3. Sintering and Post-Processing
2.4. Tensile Testing
2.5. Microstructure Analysis
2.6. Hardness
3. Results and Discussion
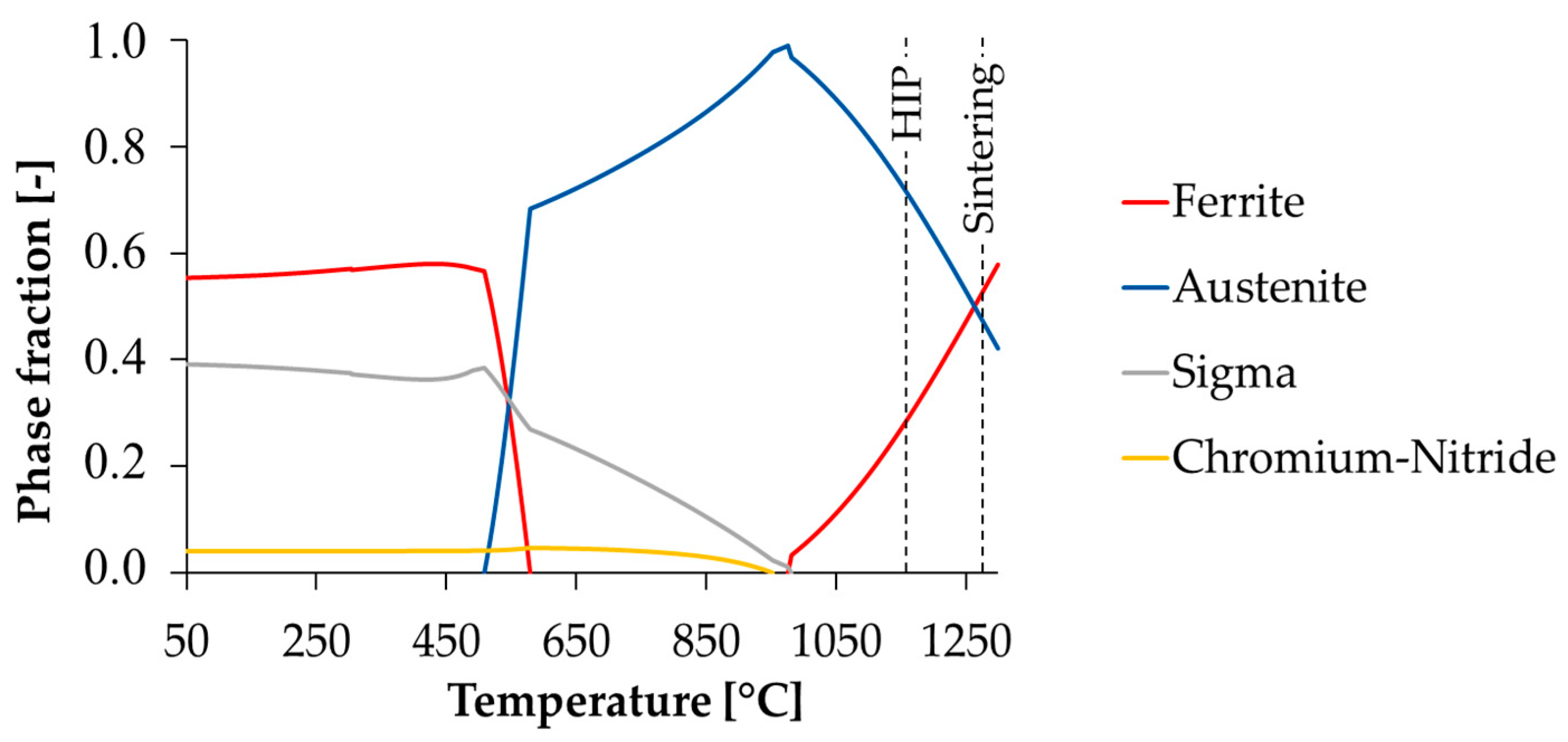
3.1. Equilibium Phases
3.2. Microstructure
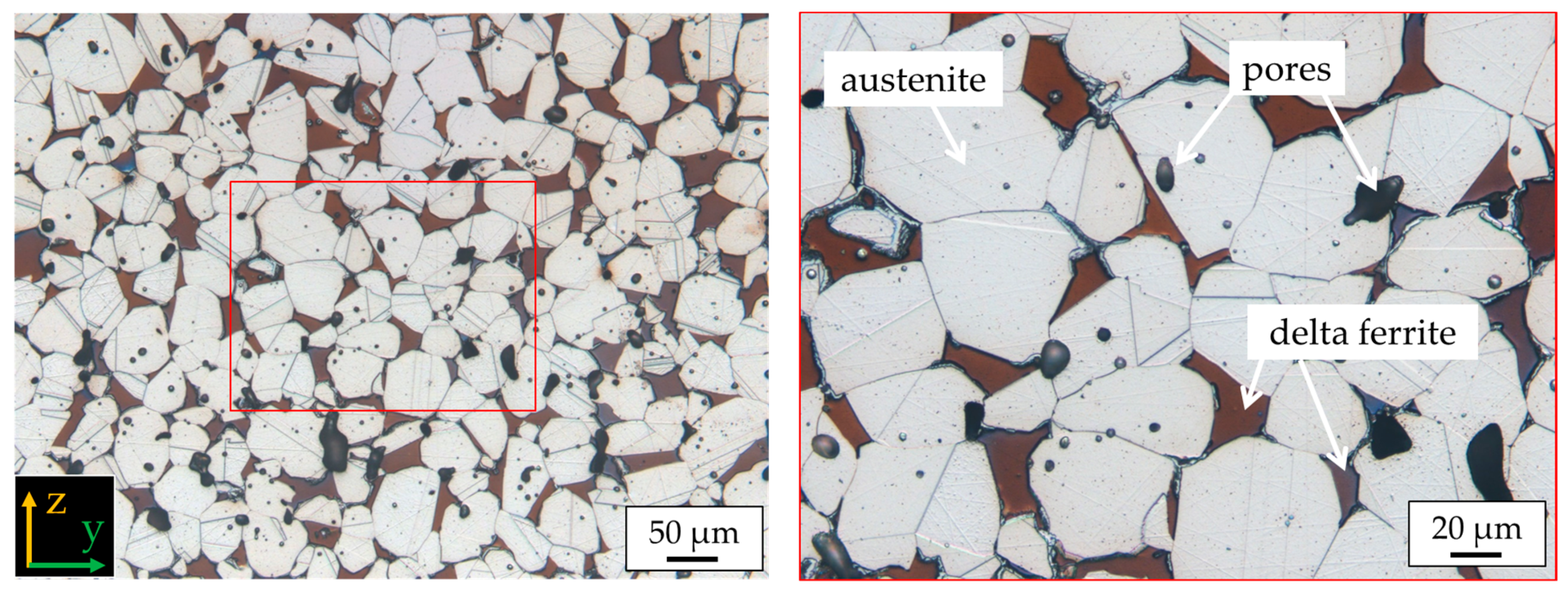
3.2.1. Microstructure in the As-Sintered Condition
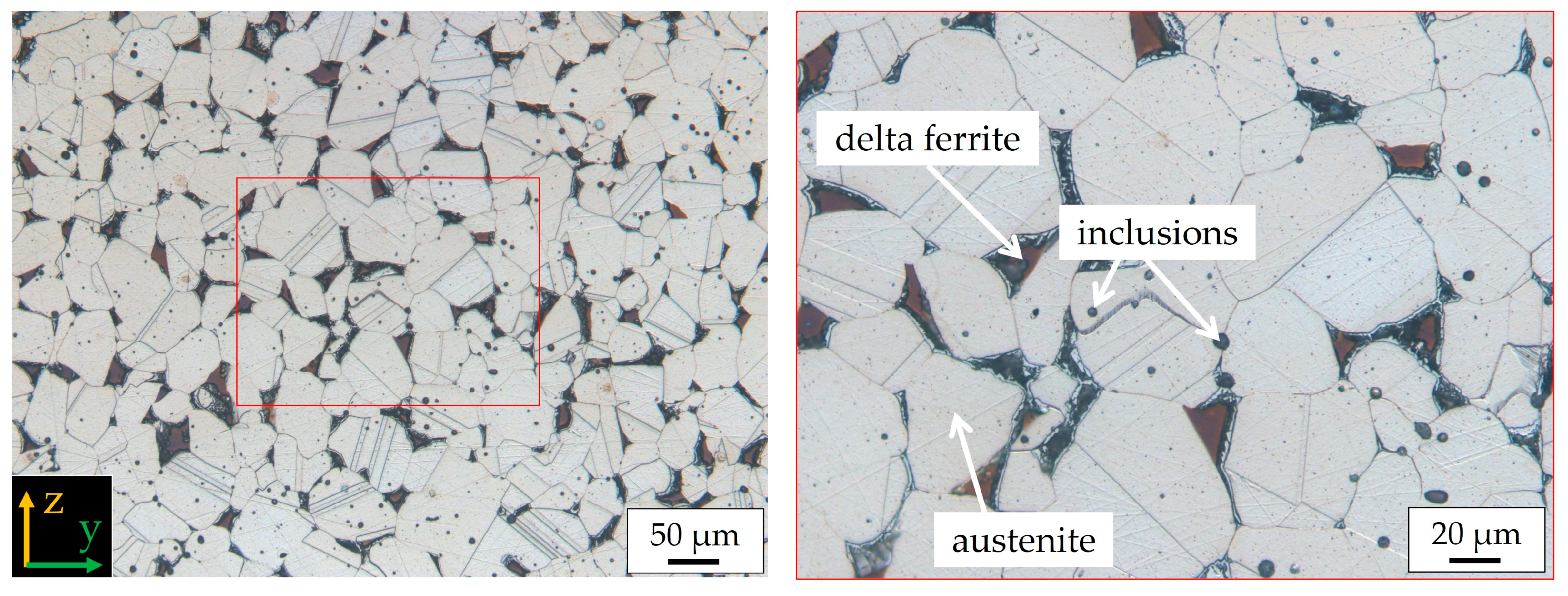
3.2.2. Microstructure after HIP Post-Treatment
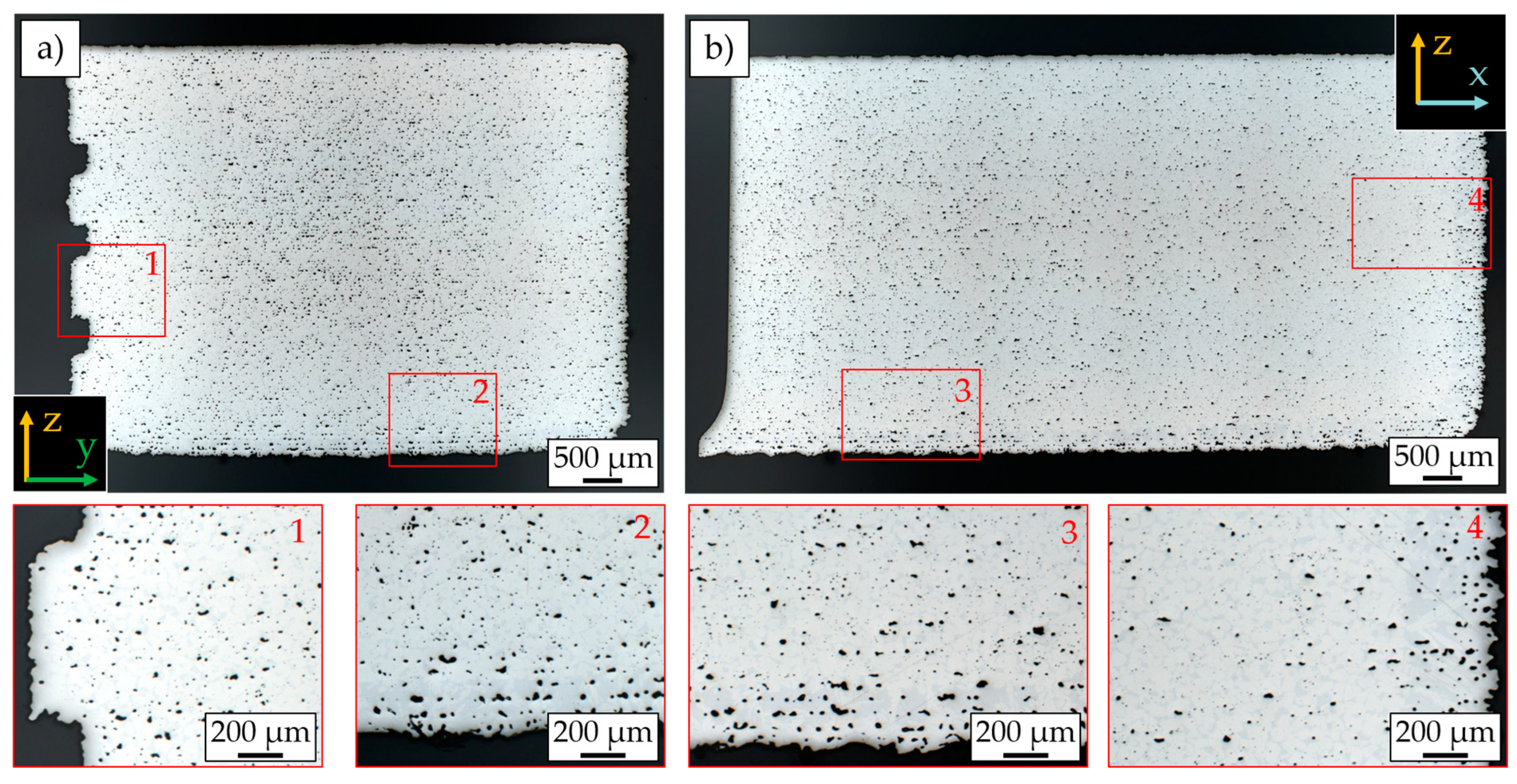
3.3. Pore Analysis
3.4. Hardness
3.5. Tensile Testing
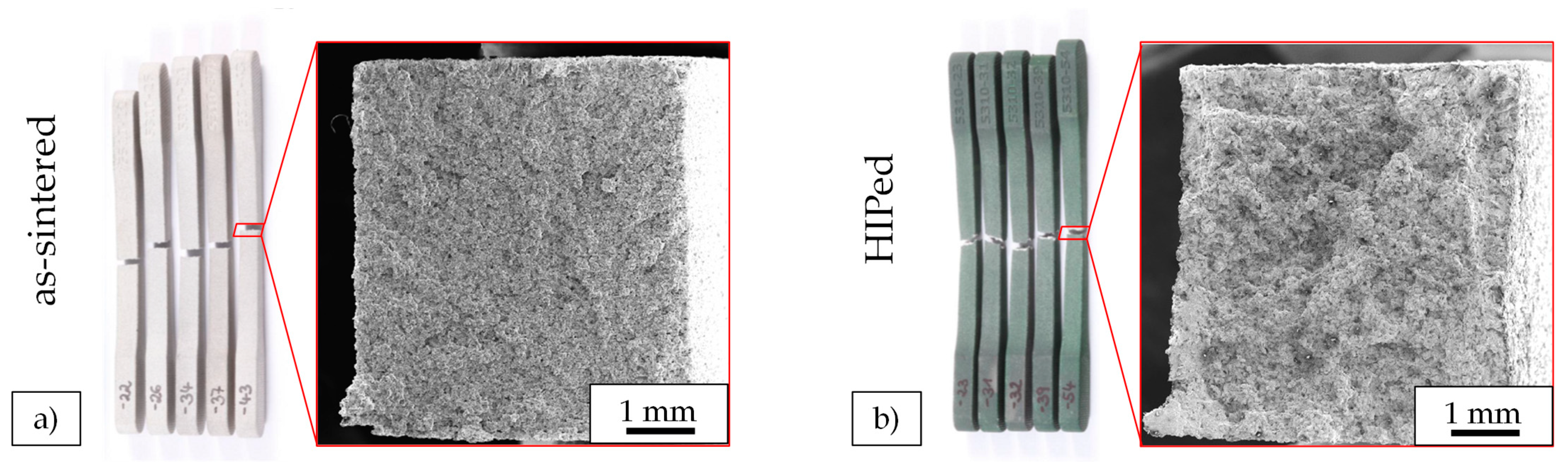
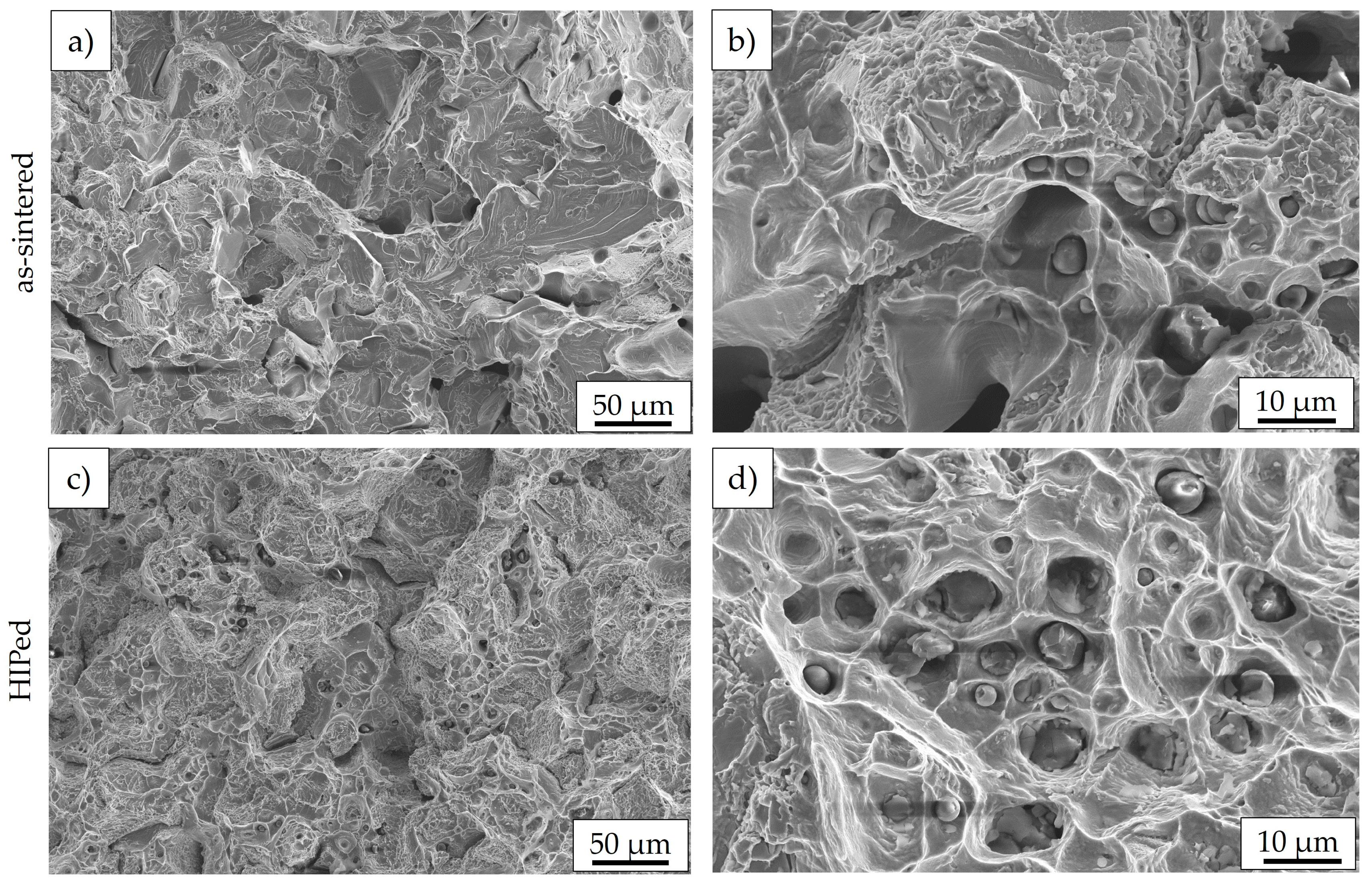
3.6. Fracture Analysis
4. Conclusions
- The porosity after sintering was 2.8 vol.-% at maximum, which means a relative density of at least 97.2% could be achieved by sintering. Subsequent densification by HIP was able to reliably densify almost all pores and leads to a relative density in the order of 100%. This represents a crucial accomplishment to enable application within the medical or watch and jewelry market. Most of the visual areas of components are polished to mirror class finish, which is enabled by full pore densification using HIP.
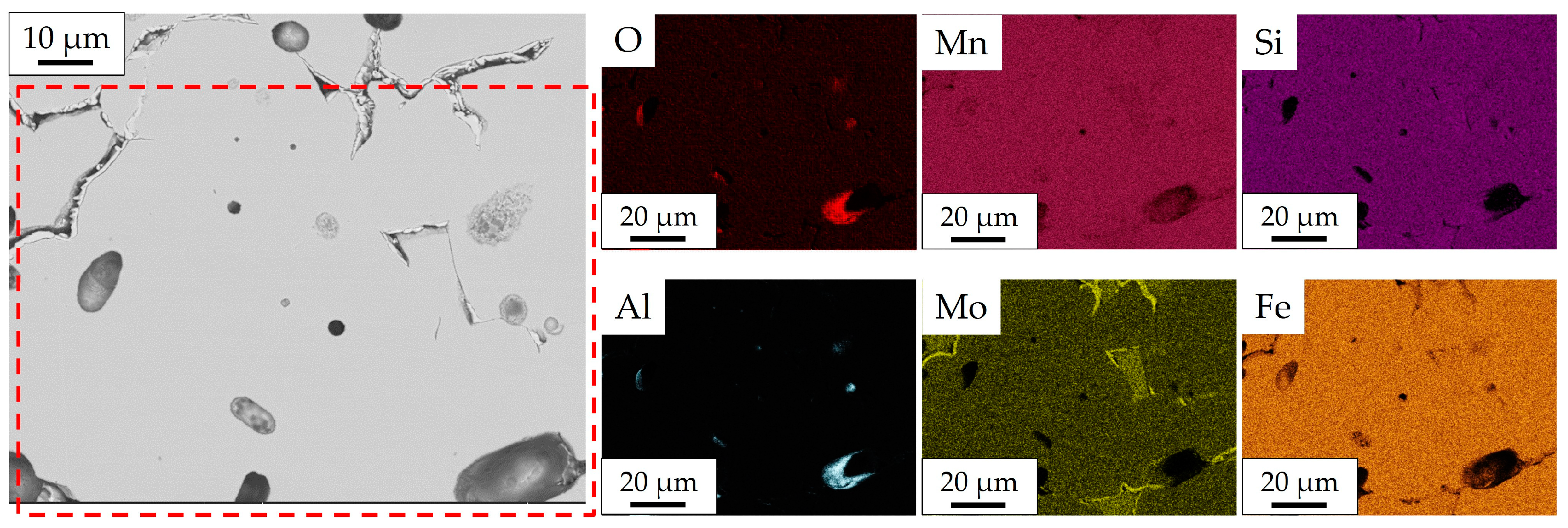
- About 0.7 vol.% non-metallic inclusions were detected in the condition after HIP. In the as-sintered condition, it was not possible to distinguish pores and inclusions. The inclusions were determined as Si-Mn-Al-rich oxides, where only aluminum appears to be an impurity. These inclusions of approximately 3 µm size are found in both the cross-sections and the fracture surfaces.
- In the as-sintered condition, about 10 vol.-% delta ferrite were detected, after HIP only vol.-2%. This is in good qualitative agreement with the delta ferrite content in thermodynamic simulations due to the lower HIP temperature compared to the sintering temperature.
- Thermodynamic equilibrium calculations suggest susceptibility for sigma phase and chromium nitrides formation. None of these phases could be clearly identified. However, seams around the delta ferrite might indicate sigma phase due to increased molybdenum content.
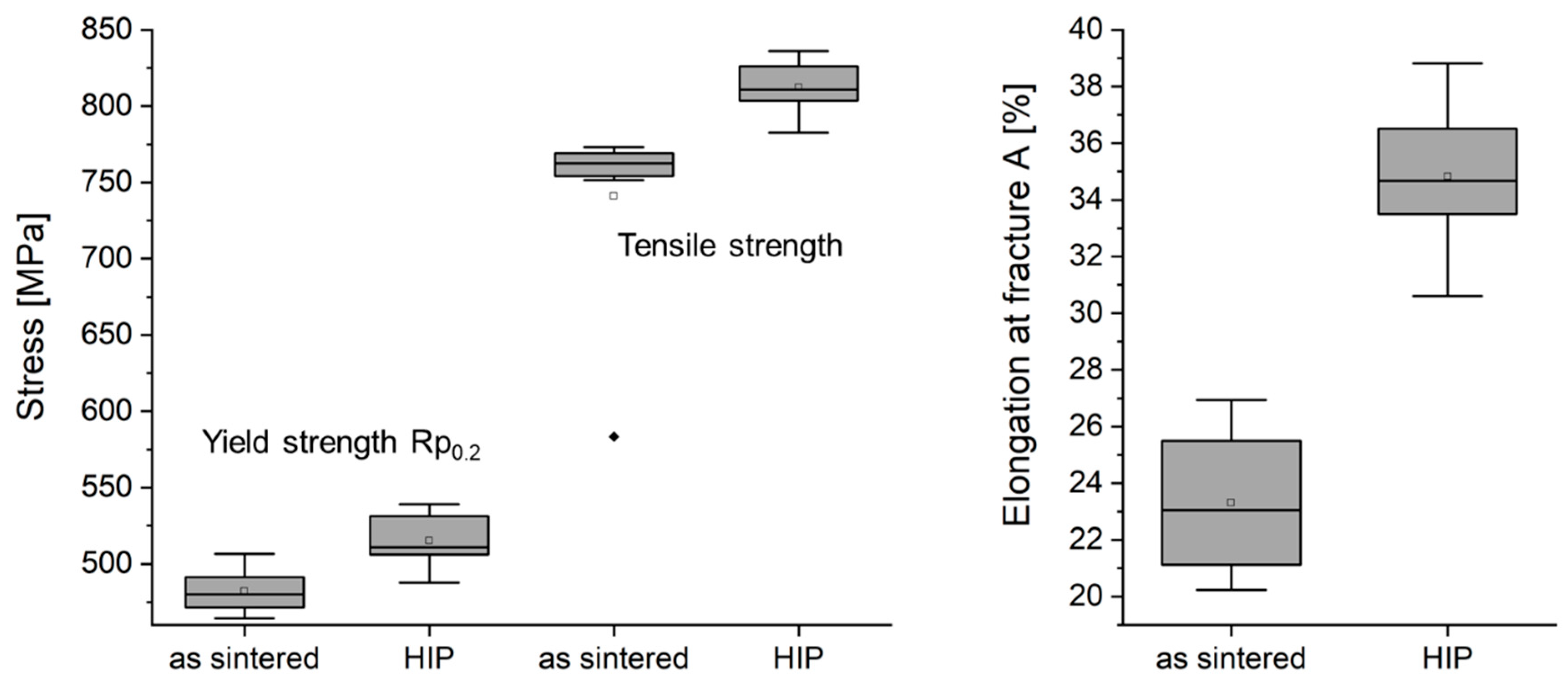
- HIP post-densification improved both yield strength and tensile strength by about 10%. The increase in elongation at break due to HIP post-densification is in the order of 50%. The hardness also increases due to the densification of residual porosity.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mostafaei, A.; Elliott, A.M.; Barnes, J.E.; Li, F.; Tan, W.; Cramer, C.L.; Nandwana, P.; Chmielus, M. Binder jet 3D printing—Process parameters, materials, properties, modeling, and challenges. Prog. Mater. Sci. 2021, 119, 100707. [Google Scholar] [CrossRef]
- Bai, Y.; Wagner, G.; Williams, C.B. Effect of Particle Size Distribution on Powder Packing and Sintering in Binder Jetting Additive Manufacturing of Metals. J. Manuf. Sci. Eng. 2017, 139, 081019. [Google Scholar] [CrossRef]
- Mirzababaei, S.; Pasebani, S. A Review on Binder Jet Additive Manufacturing of 316L Stainless Steel. J. Manuf. Mater. Process. 2019, 3, 82. [Google Scholar] [CrossRef]
- Rios, A.C.; Hryha, E.; Olevsky, E.; Harlin, P. Sintering anisotropy of binder jetted 316L stainless steel: Part I—Sintering anisotropy. Powder Met. 2022, 65, 273–282. [Google Scholar] [CrossRef]
- Ziaee, M.; Crane, N.B. Binder jetting: A review of process, materials, and methods. Addit. Manuf. 2019, 28, 781–801. [Google Scholar] [CrossRef]
- Oh, J.-W.; Nahm, S.; Kim, B.; Choi, H. Anisotropy in Green Body Bending Strength due to Additive Direction in the Binder-Jetting Additive Manufacturing Process. Korean J. Met. Mater. 2019, 57, 227–235. [Google Scholar] [CrossRef]
- Tang, Y.; Zhou, Y.; Hoff, T.; Garon, M.; Zhao, Y.F. Elastic modulus of 316 stainless steel lattice structure fabricated via binder jetting process. Mater. Sci. Technol. 2016, 32, 648–656. [Google Scholar] [CrossRef]
- Zhou, Y.; Tang, Y.; Hoff, T.; Garon, M.; Zhao, F.Y. The Verification of the Mechanical Properties of Binder Jetting Manufactured Parts by Instrumented Indentation Testing. Procedia Manuf. 2015, 1, 327–342. [Google Scholar] [CrossRef]
- Rojas-Nastrucci, E.A.; Nussbaum, J.; Weller, T.M.; Crane, N.B. Meshed rectangular waveguide for high power, low loss and reduced weight applications. In Proceedings of the 2016 IEEE MTT-S International Microwave Symposium (IMS), San Francisco, CA, USA, 22–27 May 2016; pp. 1–4. [Google Scholar]
- Chen, H.; Zhao, Y.F. Process parameters optimization for improving surface quality and manufacturing accuracy of binder jetting additive manufacturing process. Rapid Prototyp. J. 2016, 22, 527–538. [Google Scholar] [CrossRef]
- Fayazfar, H.; Salarian, M.; Rogalsky, A.; Sarker, D.; Russo, P.; Paserin, V.; Toyserkani, E. A critical review of powder-based additive manufacturing of ferrous alloys: Process parameters, microstructure and mechanical properties. Mater. Des. 2018, 144, 98–128. [Google Scholar] [CrossRef]
- Mao, Y.; Yuan, J.; Heng, Y.; Feng, K.; Cai, D.; Wei, Q. Effect of hot isostatic pressing treatment on porosity reduction and mechanical properties enhancement of 316L stainless steel fabricated by binder jetting. Virtual Phys. Prototyp. 2023, 18, e2174703. [Google Scholar] [CrossRef]
- Herzog, S.; Kaletsch, A.; Riehm, S.; Andreeva, E.; Hartwig, T.; Broeckmann, C. Jetting as Complementary Technology to Metal Injection Molding: Influence of HIP on microstructure and mechanical properties. In Proceedings of the EuroPM 2021, Online, 18–22 October 2021. [Google Scholar]
- Atkinson, H.V.; Davies, S. Fundamental aspects of hot isostatic pressing: An overview. Metall. Mater. Trans. A 2000, 31, 2981–3000. [Google Scholar] [CrossRef]
- Kunz, J.; Boontanom, A.; Herzog, S.; Suwanpinij, P.; Kaletsch, A.; Broeckmann, C. Influence of hot isostatic pressing post-treatment on the microstructure and mechanical behavior of standard and super duplex stainless steel produced by laser powder bed fusion. Mater. Sci. Eng. A 2020, 794, 139806. [Google Scholar] [CrossRef]
- Kasperovich, G.; Hausmann, J. Improvement of fatigue resistance and ductility of TiAl6V4 processed by selective laser melting. J. Am. Acad. Dermatol. 2015, 220, 202–214. [Google Scholar] [CrossRef]
- Masuo, H.; Tanaka, Y.; Morokoshi, S.; Yagura, H.; Uchida, T.; Yamamoto, Y.; Murakami, Y. Effects of Defects, Surface Roughness and HIP on Fatigue Strength of Ti-6Al-4V manufactured by Additive Manufacturing. Procedia Struct. Integr. 2017, 7, 19–26. [Google Scholar] [CrossRef]
- Qin, S.; Herzog, S.; Kaletsch, A.; Broeckmann, C. Improving the Fatigue Strength of Laser Powder Bed-Fused AISI M3:2 by Hot Isostatic Pressing. Steel Res. Int. 2022, 94, 2200435. [Google Scholar] [CrossRef]
- Kunz, J.; Saewe, J.; Herzog, S.; Kaletsch, A.; Schleifenbaum, J.H.; Broeckmann, C. Mechanical Properties of High-Speed Steel AISI M50 Produced by Laser Powder Bed Fusion. Steel Res. Int. 2020, 91, 1900562. [Google Scholar] [CrossRef]
- Spusta, T.; Svoboda, J.; Maca, K. Study of pore closure during pressure-less sintering of advanced oxide ceramics. Acta Mater. 2016, 115, 347–353. [Google Scholar] [CrossRef]
- Zhu, Y.; Wu, Z.; Hartley, W.D.; Sietins, J.M.; Williams, C.B.; Yu, H.Z. Unraveling pore evolution in post-processing of binder jetting materials: X-ray computed tomography, computer vision, and machine learning. Addit. Manuf. 2020, 34, 101183. [Google Scholar] [CrossRef]
- Li, M.; Du, W.; Elwany, A.; Pei, Z.; Ma, C. Metal Binder Jetting Additive Manufacturing: A Literature Review. J. Manuf. Sci. Eng. 2020, 142, 090801. [Google Scholar] [CrossRef]
- Lecis, N.; Mariani, M.; Beltrami, R.; Emanuelli, L.; Casati, R.; Vedani, M.; Molinari, A. Effects of process parameters, debinding and sintering on the microstructure of 316L stainless steel produced by binder jetting. Mater. Sci. Eng. A 2021, 828, 142108. [Google Scholar] [CrossRef]
- Mao, Y.; Li, J.; Li, W.; Cai, D.; Wei, Q. Binder jetting additive manufacturing of 316L stainless-steel green parts with high strength and low binder content: Binder preparation and process optimization. J. Am. Acad. Dermatol. 2021, 291, 117020. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.W.; Stucker, B.; Khorasani, M.; Rosen, D.; Stucker, B.; Khorasani, M. Binder Jetting. In Additive Manufacturing Technologies; Springer: Cham, Switzerland, 2021; pp. 237–252. [Google Scholar]
- Klee, L.; Bergs, T.; Solf, M.; Brimmers, J. Binder Jetting von Verzahnungen. Forsch. Ingenieurwesen 2023, 87, 779–791. [Google Scholar] [CrossRef]
- Huber, D.; Vogel, L.; Fischer, A. The effects of sintering temperature and hold time on densification, mechanical properties and microstructural characteristics of binder jet 3D printed 17-4 PH stainless steel. Addit. Manuf. 2021, 46, 102114. [Google Scholar] [CrossRef]
- Sufiiarov, V.; Polozov, I.; Kantykov, A.; Khaidorov, A. Binder jetting additive manufacturing of 420 stainless steel: Densification during sintering and effect of heat treatment on microstructure and hardness. Mater. Today Proc. 2020, 30, 592–595. [Google Scholar] [CrossRef]
- Nandwana, P.; Kannan, R.; Siddel, D. Microstructure evolution during binder jet additive manufacturing of H13 tool steel. Addit. Manuf. 2020, 36, 101534. [Google Scholar] [CrossRef]
- Hecker, L.; Schaak, C.; Hoeges, S.; Koehnen, P. Investigation of Printing, Sintering, and HIP-processing of Nickel-Free Stainless-Steel for Binder Jetting. In Proceedings of the WorldPM 2022, Lyon, France, 9–13 October 2022. [Google Scholar]
- Patnaik, L.; Maity, S.R.; Kumar, S. Status of nickel free stainless steel in biomedical field: A review of last 10 years and what else can be done. Mater. Today Proc. 2020, 26, 638–643. [Google Scholar] [CrossRef]
- Sonderegger, M. Optimised Sintering and Heat Treatment of the Nickel-Free High-Nitrogen MIM-Steel X15CrMnMoN17-11-3; Listemann AG: Winterthur, Switzerland, 2006. [Google Scholar]
- Zou, L.; Liu, R.; Su, Z.; Gao, J.; Li, L. Sintering optimization of high nitrogen nickel free austenitic stainless steel prepared by Metal Injection Molding. J. Phys. Conf. Ser. 2023, 2459, 12121. [Google Scholar] [CrossRef]
- Andersson, J.-O.; Helander, T.; Höglund, L.; Shi, P.; Sundman, B. Thermo-Calc & DICTRA, computational tools for materials science. Calphad 2002, 26, 273–312. [Google Scholar] [CrossRef]
- DIN EN ISO 2740:2009-10; Sintered Metal Materials, Excluding Hardmetals-Tensile Test Pieces (ISO 2740:2009); German Version EN ISO 2740:2009. ISO: Geneva, Switzerland, 2009. [CrossRef]
- Rueden, C.T.; Schindelin, J.; Hiner, M.C.; Dezonia, B.E.; Walter, A.E.; Arena, E.T.; Eliceiri, K.W. ImageJ2: ImageJ for the next generation of scientific image data. BMC Bioinform. 2017, 18, 529. [Google Scholar] [CrossRef]
- DIN EN ISO 6507-1:2018-07; Metallic Materials-Vickers Hardness Test-Part 1: Test Method (ISO 6507-1:2018); German Version EN ISO 6507-1:2018. ISO: Geneva, Switzerland, 2018. [CrossRef]
- Mostafaei, A.; De Vecchis, P.R.; Nettleship, I.; Chmielus, M. Effect of powder size distribution on densification and microstructural evolution of binder-jet 3D-printed alloy 625. Mater. Des. 2019, 162, 375–383. [Google Scholar] [CrossRef]
- Zhang, Y.; Feng, E.; Mo, W.; Lv, Y.; Ma, R.; Ye, S.; Wang, X.; Yu, P. On the Microstructures and Fatigue Behaviors of 316L Stainless Steel Metal Injection Molded with Gas- and Water-Atomized Powders. Metals 2018, 8, 893. [Google Scholar] [CrossRef]
- Ji, C.; Loh, N.; Khor, K.; Tor, S. Sintering study of 316L stainless steel metal injection molding parts using Taguchi method: Final density. Mater. Sci. Eng. A 2001, 311, 74–82. [Google Scholar] [CrossRef]
- Veltl, G.; Hartwig, T.; Petzoldt, F.; Kunze, H.-D. Investigations on Metal Injection Molding of 316L Stainless Steel. Mater. Manuf. Process. 1995, 10, 425–438. [Google Scholar] [CrossRef]
- Wang, R. Precipitation of sigma phase in duplex stainless steel and recent development on its detection by electrochemical potentiokinetic reactivation:A review. Corros. Commun. 2021, 2, 41–54. [Google Scholar] [CrossRef]
- Frykholm, R.; Takeda, Y.; Andersson, B.-G.; Carlström, R. Solid State Sintered 3-D Printing Component by Using Inkjet (Binder) Method. J. Jpn. Soc. Powder Powder Met. 2016, 63, 421–426. [Google Scholar] [CrossRef]
- Mao, Y.; Cai, C.; Zhang, J.; Heng, Y.; Feng, K.; Cai, D.; Wei, Q. Effect of sintering temperature on binder jetting additively manufactured stainless steel 316L: Densification, microstructure evolution and mechanical properties. J. Mater. Res. Technol. 2023, 22, 2720–2735. [Google Scholar] [CrossRef]
- Verlee, B.; Dormal, T.; Lecomte-Beckers, J. Density and porosity control of sintered 316L stainless steel parts produced by additive manufacturing. Powder Met. 2012, 55, 260–267. [Google Scholar] [CrossRef]
- Juan, H.L. Effect of Temperature ratio (Ts/Tm) and Time on the Sintering Behavior of Metallic 316L Stainless Steel Coupons Coupons Produced Using Jet-binder Technology. Ph.D. Thesis, University of Pittsburgh, Pittsburgh, PA, USA, 2017. [Google Scholar]
- Riedner, S. Höchstfeste Nichtrostende Austenitische CrMn-Stähle mit (C+N). Ph.D. Thesis, Ruhr-Universität Bochum, Bochum, Germany, 2011. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | Cr | Ni | Mo | Mn | N | C | Si | O | S | |
|---|---|---|---|---|---|---|---|---|---|---|
| Bal. | 16.9 | 0.1 | 3.38 | 11.52 | 0.349 | 0.05 | 0.58 | 0.075 | 0.005 | wt.-% |
| Porosity/Inclusions [vol.-%] | Circularity [%] | d10 [µm] | d50 [µm] | d90 [µm] | |
|---|---|---|---|---|---|
| as-sintered | 2.87 ± 0.76 | 87.1 ± 1.9 | 0.98 ± 0.10 | 4.38 ± 0.29 | 15.25 ± 1.09 |
| After HIP | 0.77 ± 0.08 | 95.4 ± 0.5 | 0.70 ± 0.06 | 3.20 ± 0.06 | 6.98 ± 0.10 |
| Hardness As-Sintered [-] | Hardness after HIP [-] | |||||
|---|---|---|---|---|---|---|
| S1/S2/S3 | 275 ± 42 | 224 ± 7 | 269 ± 18 | 314 ± 53 | 280 ± 15 | 279 ± 18 |
| Average | 256 ± 36 | 291 ± 39 | ||||
| YS [MPa] | UTS [MPa] | A [%] | |
|---|---|---|---|
| as-sintered | 479 ± 14 | 741 ± 60 | 23 ± 2 |
| After HIP | 515 ± 15 | 812 ± 15 | 35 ± 3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kaletsch, A.; Radtke, F.; Herzog, S.; Köhnen, P.; Höges, S.; Broeckmann, C. Influence of Hot Isostatic Pressing on Microstructure and Tensile Properties of Nickel-Free Stainless Steel for Metal Binder Jetting. Appl. Sci. 2023, 13, 12676. https://doi.org/10.3390/app132312676
Kaletsch A, Radtke F, Herzog S, Köhnen P, Höges S, Broeckmann C. Influence of Hot Isostatic Pressing on Microstructure and Tensile Properties of Nickel-Free Stainless Steel for Metal Binder Jetting. Applied Sciences. 2023; 13(23):12676. https://doi.org/10.3390/app132312676
Chicago/Turabian StyleKaletsch, Anke, Felix Radtke, Simone Herzog, Patrick Köhnen, Simon Höges, and Christoph Broeckmann. 2023. "Influence of Hot Isostatic Pressing on Microstructure and Tensile Properties of Nickel-Free Stainless Steel for Metal Binder Jetting" Applied Sciences 13, no. 23: 12676. https://doi.org/10.3390/app132312676