
Advanced Assessment of Biomass Materials Degradation in Pneumatic Conveying Systems: Challenges and Applications

Abstract
:Featured Application
Abstract
1. Introduction
2. Materials and Methods
2.1. Test Materials
2.2. Methods
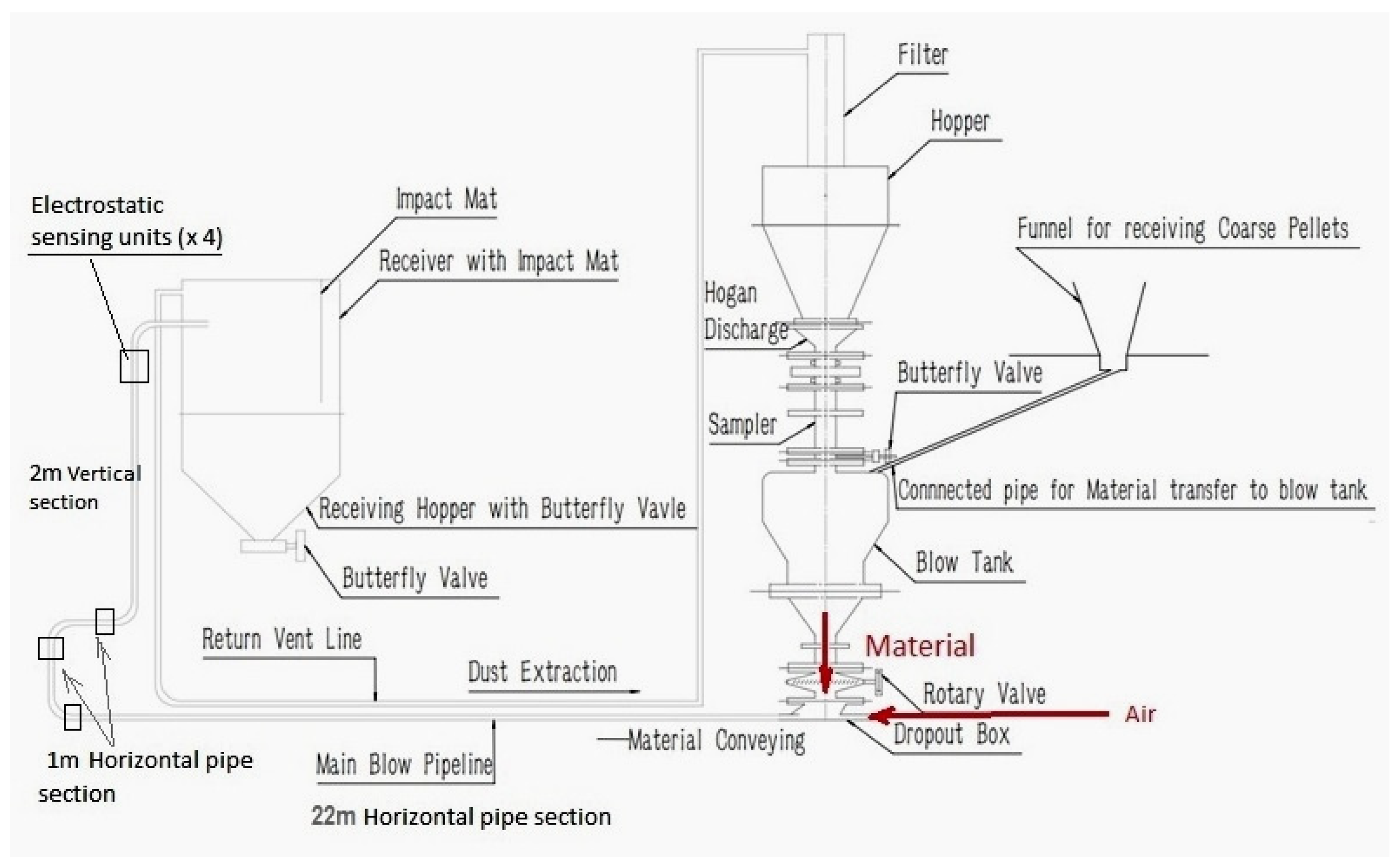
2.2.1. Pneumatic Conveying System
2.2.2. Particle Velocity Measurement
2.2.3. Air Pressure Sensors and Load Cells
2.3. Sample Preparation and Operating Conditions
- ISO standard Tumbling box durability tester
- Ligno durability Tester
3. Results
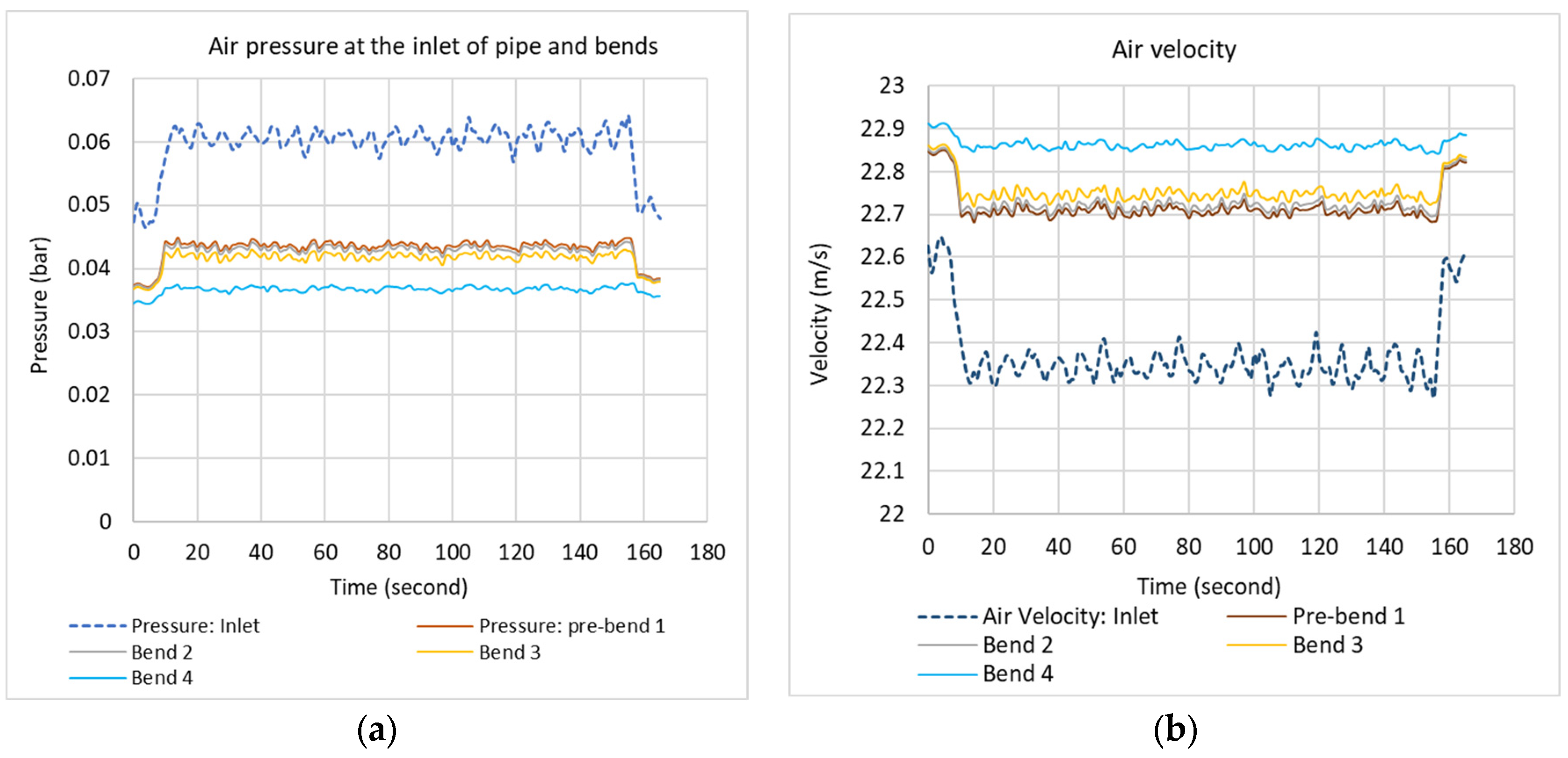
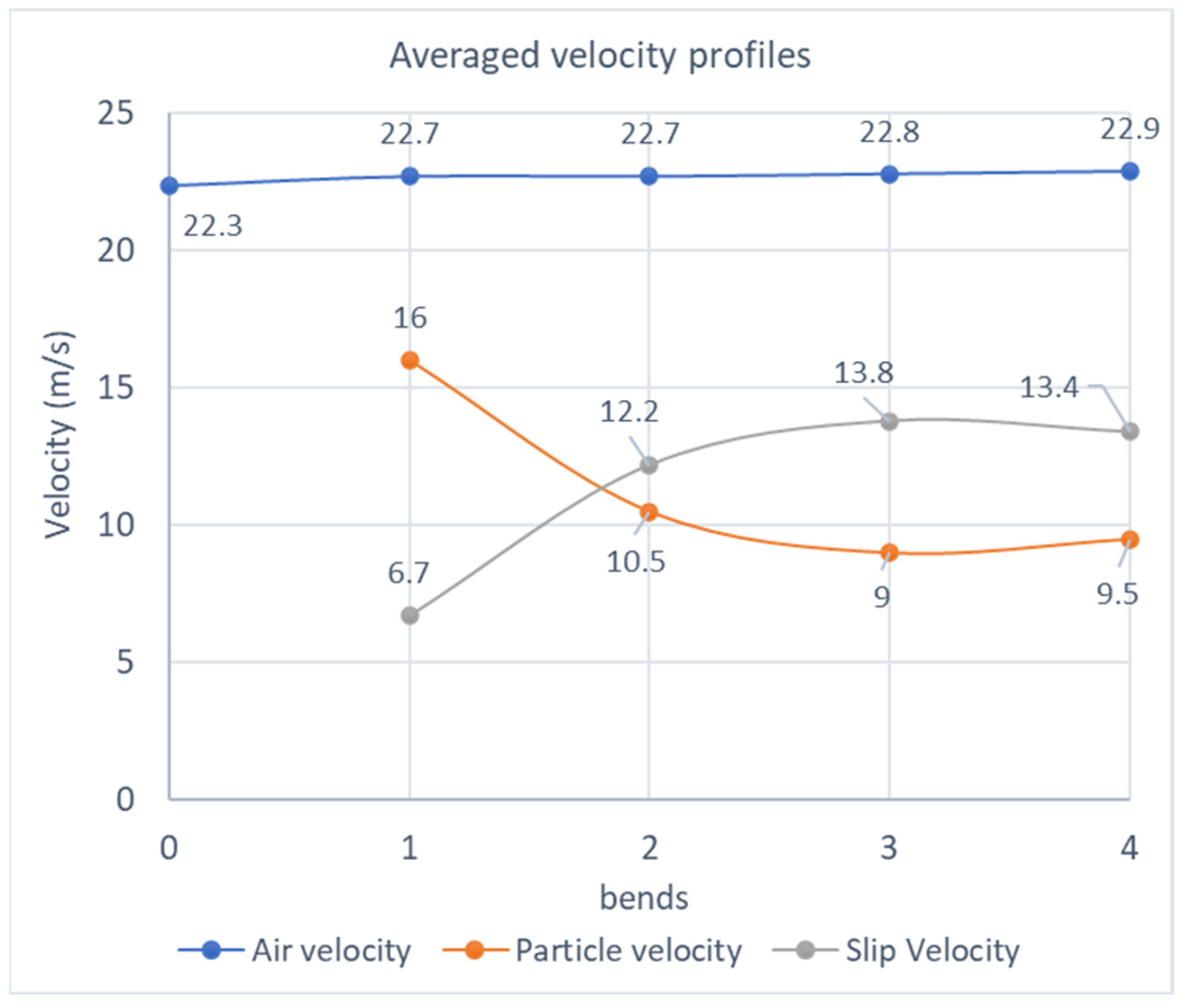
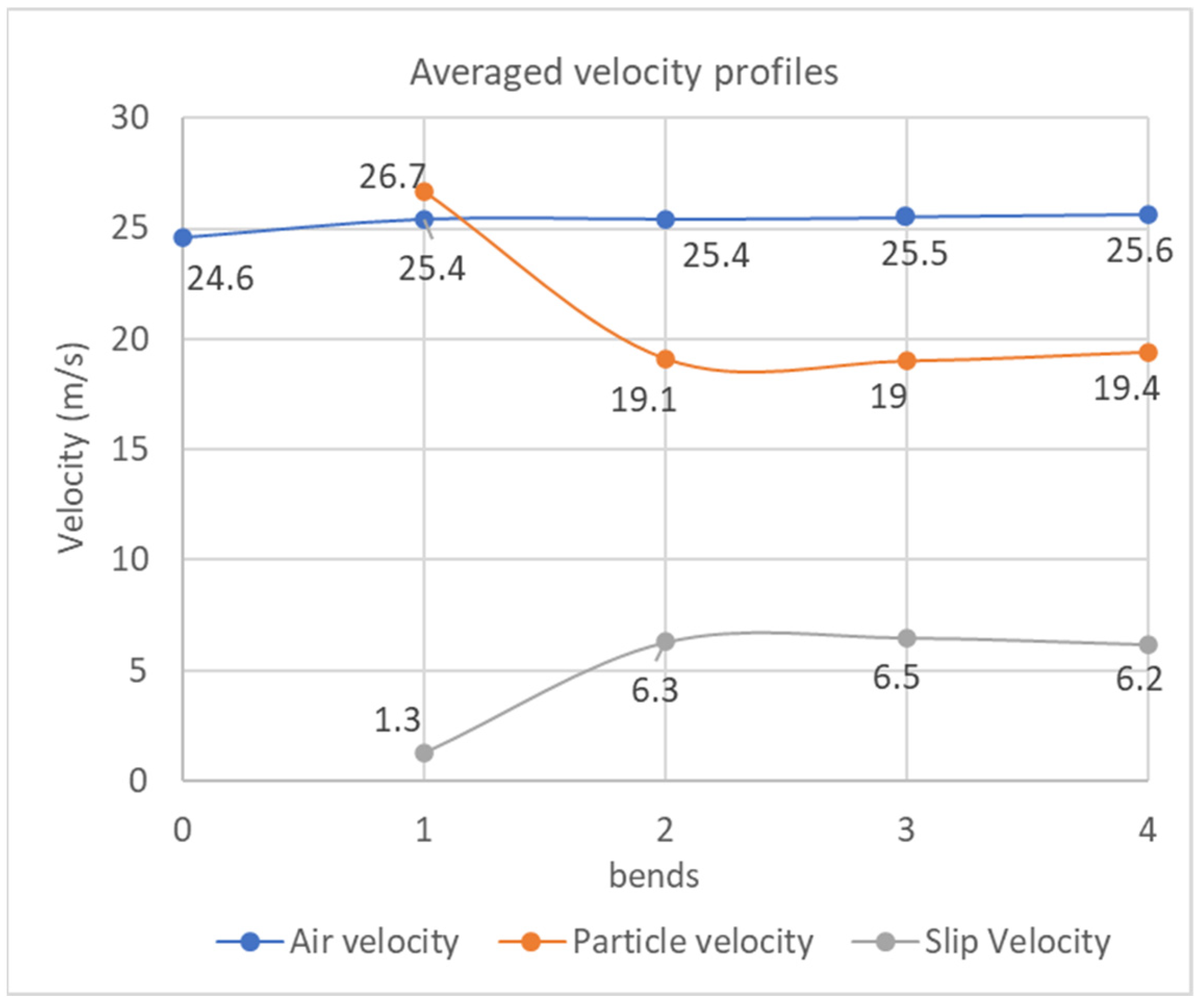
3.1. Measurements of Particle Velocity, Feed Rate, and Air Velocity
3.2. Degradation of Fresh Bagged Wood Pellets
3.3. Degradation of Aged Bulk Bag Wood Pellets
3.4. Degradation of Roasted Coffee Beans
4. Discussion
4.1. Particle Velocity and Impact Degradation
4.2. Challenges in Assessing the Degradation
5. Conclusions
- Assessing the degradation of bulk biomass materials in pneumatic conveyors can be challenging because the particle velocity in pipe bends can be significantly different, subject to the type of the materials.
- The degradation level of solid particles increases with an increased particle velocity in pneumatic conveyors because of an increased air mass flow rate. Degradation of the materials can decrease with an increased solid feed rate or particle concentration in the pipeline.
- Degradation of wood pellets shows that the degradation can be different at the same operation conditions because different moisture contents and surface properties of the material lead to different particle accelerations. The degradation in a pneumatic conveying pipeline is sensitive to particle impact velocity, although particle concentration has little influence.
- Degradation of dry roasted coffee beans shows a significantly different level at an identical operation condition. It is believed that the conveying characteristics of coffee beans must be different from the wood pellets, which may be due to a low bulk density.
- The study shows the degradation of biomass materials in a pneumatic conveyor strongly depends upon the particle velocities, which can be subject to the conveying characteristics of the material.
- If an assessment is required to evaluate the degradation in pneumatic conveyors, it is hard to take the assessment on an industrial scale equipment. A laboratory scale test can be a solution for advanced degradation assessments in pneumatic conveying systems. However, impact conditions such as particle velocities can be critical for an accurate evaluation, which needs to be determined in advance.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Oveisi, E.; Lau, A.; Sokhansanj, S.; Lim, C.J.; Bi, X.; Larsson, S.; Melin, S. Breakage behavior of wood pellets due to free fall. Powder Technol. 2013, 235, 493–499. [Google Scholar] [CrossRef]
- Stelte, W. Guideline: Storage and Handling of Wood Pellets; Energy & Climate Centre for Renewable Energy and Transport Section for Biomass; Danish Technological Institute: Taastrup, Denmark, 2012. [Google Scholar]
- Moya, R.; Rodríguez-Zúñiga, A.; Tenorio, C.; Valdez, J.; Valaert, J. Pellets evaluation made from tropical-climate agricul-tural and forestry crops of Costa Rica with a domestic stove. Waste Biomass Valorization 2015, 6, 1037–1046. [Google Scholar] [CrossRef]
- Thomson, H.; Liddell, C. The suitability of wood pellet heating for domestic households: A review of literature. Renew. Sustain. Energy Rev. 2015, 42, 1362–1369. [Google Scholar] [CrossRef]
- Kraus, M.N. Pneumatic Conveying of Bulk Materials: Handbook; McGraw Hill: London, UK, 2017. [Google Scholar]
- Marcus, R.D.; Leung, L.S.; Klinzing, G.E.; Rizk, F. Pneumatic Conveying of Solids: A Theoretical and Practical Approach; Springer: Cham, Switzerland, 2010; Volume 8. [Google Scholar]
- Kalman, H. Attrition control by pneumatic conveying. Powder Technol. 1999, 104, 214–220. [Google Scholar] [CrossRef]
- DSEAR. The Dangerous Substances and Explosive Atmospheres Regulations 2002; Health and Safety Executive: Liverpool, UK, 2002. [Google Scholar]
- Bradley, M.S.A. Understanding and Controlling Attrition and Wear in Pneumatic Conveying; Technical Paper 5; SHAPA: York, UK, 2004. [Google Scholar]
- Mills, D. Pneumatic Conveying Design Guide, 2nd ed.; Butterworth-Heinemann: Oxford, UK, 2004. [Google Scholar]
- Kalman, H. Attrition of powders and granules at various bends during pneumatic conveying. Powder Technol. 2000, 112, 244–250. [Google Scholar] [CrossRef]
- Salman, A.; Hounslow, M.; Verba, A. Particle fragmentation in dilute phase pneumatic conveying. Powder Technol. 2002, 126, 109–115. [Google Scholar] [CrossRef]
- Deng, T.; Farnish, R.J.; Bradley, M.S.A. Evaluation of Particle Degradation Due to High-Speed Impacts in a Pneumatic Handling System. Part. Sci. Technol. 2008, 26, 438–450. [Google Scholar] [CrossRef]
- Abdulmumini, M.M. The Effect of Pellets Physical Properties on Handling Pelleted Biomass Material in Practical Use. Ph.D. Thesis, University of Greenwich, London, UK, 2017. [Google Scholar]
- Jägers, J.; Wirtz, S.; Scherer, V.; Behr, M. Experimental analysis of wood pellet degradation during pneumatic conveying processes. Powder Technol. 2020, 359, 282–291. [Google Scholar] [CrossRef]
- Alkassar, Y.; Agarwal, V.K.; Pandey, R.; Behera, N. Influence of particle attrition on erosive wear of bends in dilute phase pneumatic conveying. Wear 2020, 476, 203594. [Google Scholar] [CrossRef]
- Aarseth, K. Attrition of Feed Pellets during Pneumatic Conveying: The Influence of Velocity and Bend Radius. Biosyst. Eng. 2004, 89, 197–213. [Google Scholar] [CrossRef]
- Tripathi, N.M.; Santo, N.; Kalman, H.; Levy, A. Experimental analysis of particle velocity and acceleration in vertical dilute phase pneumatic conveying. Powder Technol. 2018, 330, 239–251. [Google Scholar] [CrossRef]
- Santo, N.; Portnikov, D.; Eshel, I.; Taranto, R.; Kalman, H. Experimental study on particle steady state velocity distribution in horizontal dilute phase pneumatic conveying. Chem. Eng. Sci. 2018, 187, 354–366. [Google Scholar] [CrossRef]
- Santo, N.; Portnikov, D.; Tripathi, N.M.; Kalman, H. Experimental study on the particle velocity development profile and acceleration length in horizontal dilute phase pneumatic conveying systems. Powder Technol. 2018, 339, 368–376. [Google Scholar] [CrossRef]
- Kalman, H.; Santo, N.; Tripathi, N.M. Particle velocity reduction in horizontal-horizontal bends of dilute phase pneumatic conveying. Powder Technol. 2019, 356, 808–817. [Google Scholar] [CrossRef]
- Santo, N.; Portnikov, D.; Kalman, H. Experimental study on particle velocity and acceleration length in pneumatic and hydraulic conveying systems. Powder Technol. 2020, 383, 1–10. [Google Scholar] [CrossRef]
- Bradley, M.S.A. Prediction of Pressure Losses in Pneumatic Conveying Pipelines. Ph.D. Thesis, Thames Polytechnic, London, UK, 1990. [Google Scholar]
- Bradley, M.S.A.; Farnish, R.J.; Hyder, L.M.; Reed, A.R. A Novel analytical model for the acceleration of particles following bends in pneumatic conveying systems. In Handbook of Conveying and Handling of Particulate Solids; Elsevier: Amsterdam, The Netherlands, 2001; pp. 411–423. [Google Scholar]
- Deng, T.; Alzahrani, A.M.; Bradley, M.S. Influences of environmental humidity on physical properties and attrition of wood pellets. Fuel Process. Technol. 2018, 185, 126–138. [Google Scholar] [CrossRef]
- Russell, A.; Larsson, S.; Shekhar, S.; Solomon, I.; Salehi, H.; Subirana, J.; Samuelsson, R. Deformation and breakage of biofuel wood pellets. Chem. Eng. Res. Des. 2020, 153, 419–426. [Google Scholar] [CrossRef]
- Gilvari, H.; de Jong, W.; Schott, D.L. Breakage behavior of biomass pellets: An experimental and numerical study. Comput. Part. Mech. 2020, 8, 1047–1060. [Google Scholar] [CrossRef]
- Graham, S.; Ogunfayo, I.; Hall, M.R.; Snape, C.; Quick, W.; Weatherstone, S.; Eastwick, C. Changes in mechanical properties of wood pellets during artificial degradation in a laboratory environment. Fuel Process. Technol. 2016, 148, 395–402. [Google Scholar] [CrossRef]
- Cutz, L.; Tiringer, U.; Gilvari, H.; Schott, D.; Mol, A.; de Jong, W. Microstructural degradation during the storage of biomass pellets. Commun. Mater. 2021, 2, 2. [Google Scholar] [CrossRef]
- European Pellet Council. EPC Storage Guidelines: ENplus Scheme; European Pellet Council: Brussels, Belgium, 2015. [Google Scholar]
- Kumar, A.; Deng, T.; Bradley, M.S. Application of arc-shaped electrostatic sensors for monitoring the flow behaviour at top and bottom section of a pneumatic conveying pipeline. Meas. Sens. 2020, 10–12, 100026. [Google Scholar] [CrossRef]
- European Pellet Council. ENplus Handbook. Quality Certification Scheme for Wood Pellets; European Pellet Council: Brussels, Belgium, 2015. [Google Scholar]
- ISO 17831–1:2015; Solid Biofuels—Determination of Mechanical Durability of Pellets and Briquettes—Part 1: Pellets. ISO: Geneva, Switzerland, 2015.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Biomass Material | Moisture Content, %-w | Settled Bulk Density, kg/m3 | No. of Particles to Weight Ratio | Mechanical Durability, % |
|---|---|---|---|---|
| Aged wood pellets | 9.8 ± 0.2 | 650 ± 10 | 3.4 | 98.2 |
| Fresh wood pellets | 5.6 ± 0.2 | 650 ± 10 | 2.6 | 98.9 |
| Coffee beans | 1.5 ± 0.1 | 330 ± 10 | 7.8 | 99.9 |
| Type of Load Cell | S-Type Tension/Compression |
|---|---|
| Rated load | 1500 kg |
| Output | 2 mV/V at rated load ±0.1% |
| Combined error | <±0.017% of rated load |
| Output resistance | 350 Ω ± 3 Ω |
| Resolution | 0.1 kg |
| Air mass Flow Rate, kg/s | Solid Feed Rate kg/s | Average Air Velocity @ Inlet of Pipe, m/s | Average Particle Velocity (m/s) | |||
|---|---|---|---|---|---|---|
| Bend 1 22 m from the Inlet | Bend 2 0.5 m from Bend 1 | Bend 3 0.5 m from Bend 2 | Bend 4 2 m from Bend 3 | |||
| 0.24 | 0.2 | 22.3 | 16.0 | 10.5 | 9.0 | 9.5 |
| 0.24 | 0.4 | 22.1 | 15.7 | 9.9 | 7.9 | 9.6 |
| 0.24 | 0.8 | 21.8 | 14.0 | 8.9 | 6.6 | 9.7 |
| 0.27 | 0.2 | 24.8 | 20.6 | 13.0 | 10.9 | 11.6 |
| 0.27 | 0.4 | 24.6 | 19.4 | 12.1 | 10.0 | 11.7 |
| 0.27 | 0.8 | 24.2 | 17.7 | 11.1 | 8.5 | 11.8 |
| 0.30 | 0.2 | 27.3 | 23.8 | 15.3 | 13.3 | 14.6 |
| 0.30 | 0.4 | 26.9 | 23.0 | 14.2 | 12.0 | 14.1 |
| 0.30 | 0.8 | 26.4 | 21.6 | 13.3 | 10.8 | 13.6 |
| Particle Size (mm) | Input PSD (%-w Retained) | Output PSDs (%-w Retained) | ||
|---|---|---|---|---|
| Solid Mass Flow Rate @ 0.2 kg/s | Solid Mass Flow Rate @ 0.4 kg/s | Solid Mass Flow Rate @ 0.8 kg/s | ||
| Fines < 3.15 | 0 | 0.53 | 0.47 | 0.38 |
| 3.15~4.75 | 0 | 0.83 | 0.65 | 0.50 |
| >4.75 | 100 | 98.64 | 98.88 | 99.12 |
| Particle Size (mm) | Input PSD %-w Retained | Output PSDs (%-w Retained) | ||
|---|---|---|---|---|
| Solid Mass Flow Rate @ 0.2 kg/s | Solid Mass Flow Rate @ 0.4 kg/s | Solid Mass Flow Rate @ 0.8 kg/s | ||
| Fines < 3.15 | 0 | 0.74 | 0.63 | 0.52 |
| 3.15~4.75 | 0 | 0.98 | 0.83 | 0.66 |
| >4.75 | 100 | 98.28 | 98.54 | 98.82 |
| Particle Size (mm) | Input PSD %-w Retained | Output PSDs (%-w Retained) | ||
|---|---|---|---|---|
| Solid Mass Flow Rate @ 0.2 kg/s | Solid Mass Flow Rate @ 0.4 kg/s | Solid Mass Flow Rate @ 0.8 kg/s | ||
| Fines < 3.15 | 0 | 0.53 | 0.47 | 0.38 |
| 3.15~4.75 | 0 | 0.83 | 0.65 | 0.50 |
| >4.75 | 100 | 98.64 | 98.88 | 99.12 |
| Air Mass Flow Rate, kg/s | Solid Feed Rate kg/s | Average Air Velocity @ Inlet of Pipe, m/s | Average Particle Velocity (m/s) | |||
|---|---|---|---|---|---|---|
| Bend 1 22 m from the Inlet | Bend 2 0.5 m from Bend 1 | Bend 3 0.5 m from Bend 2 | Bend 4 2 m from Bend 3 | |||
| 0.24 | 0.2 | 22.3 | 15.3 | 9.5 | 8.7 | 10.7 |
| 0.24 | 0.4 | 22.1 | 14.7 | 8.3 | 7.1 | 9.0 |
| 0.24 | 0.8 | 21.8 | 12.7 | 8.1 | 5.6 | 8.0 |
| 0.27 | 0.2 | 24.8 | 19.0 | 10.9 | 9.6 | 11.0 |
| 0.27 | 0.4 | 24.6 | 17.7 | 10.1 | 8.8 | 10.5 |
| 0.27 | 0.8 | 24.2 | 15.8 | 9.4 | 7.3 | 10.8 |
| 0.30 | 0.2 | 27.3 | 21.0 | 13.0 | 11.2 | 13.4 |
| 0.30 | 0.4 | 26.9 | 20.4 | 11.3 | 10.7 | 14.2 |
| 0.30 | 0.8 | 26.4 | 18.8 | 11.4 | 9.4 | 11.4 |
| Particle Size (mm) | Input PSD (%-w Retained) | Output PSDs (%-w Retained) | ||
|---|---|---|---|---|
| Solid Mass Flow Rate @ 0.2 kg/s | Solid Mass Flow Rate @ 0.4 kg/s | Solid Mass Flow Rate @ 0.8 kg/s | ||
| Fines < 3.15 | 0 | 1.98 | 1.76 | 1.32 |
| 3.15~4.75 | 0 | 2.19 | 1.95 | 1.45 |
| >4.75 | 100 | 95.83 | 96.29 | 97.23 |
| Particle Size (mm) | Input PSD %-w Retained | Output PSDs (%-w Retained) | ||
|---|---|---|---|---|
| Solid Mass Flow Rate @ 0.2 kg/s | Solid Mass Flow Rate @ 0.4 kg/s | Solid Mass Flow Rate @ 0.8 kg/s | ||
| Fines < 3.15 | 0 | 2.73 | 2.39 | 1.86 |
| 3.15~4.75 | 0 | 3.20 | 2.73 | 2.08 |
| >4.75 | 100 | 94.07 | 94.88 | 96.06 |
| Particle Size (mm) | Input PSD %-w Retained | Output PSDs (%-w Retained) | ||
|---|---|---|---|---|
| Solid Mass Flow Rate @ 0.2 kg/s | Solid Mass Flow Rate @ 0.4 kg/s | Solid Mass Flow Rate @ 0.8 kg/s | ||
| Fines < 3.15 | 0 | 3.74 | 3.40 | 2.70 |
| 3.15~4.75 | 0 | 4.12 | 3.90 | 2.96 |
| >4.75 | 100 | 92.14 | 92.70 | 94.34 |
| Particle Size (mm) | Input PSD %-w Retained | Output PSDs (%-w) |
|---|---|---|
| Solid Mass Flow Rate @ 0.2 kg/s | ||
| Fines < 3.15 | 0 | 11.64 |
| 3.15~4.75 | 0 | 42.52 |
| >4.75 | 100 | 45.84 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Singh, G.; Deng, T.; Bradley, M.S.A.; Ellis, R. Advanced Assessment of Biomass Materials Degradation in Pneumatic Conveying Systems: Challenges and Applications. Appl. Sci. 2023, 13, 1960. https://doi.org/10.3390/app13031960
Singh G, Deng T, Bradley MSA, Ellis R. Advanced Assessment of Biomass Materials Degradation in Pneumatic Conveying Systems: Challenges and Applications. Applied Sciences. 2023; 13(3):1960. https://doi.org/10.3390/app13031960
Chicago/Turabian StyleSingh, Gulab, Tong Deng, Michael S. A. Bradley, and Richard Ellis. 2023. "Advanced Assessment of Biomass Materials Degradation in Pneumatic Conveying Systems: Challenges and Applications" Applied Sciences 13, no. 3: 1960. https://doi.org/10.3390/app13031960