
Application of Machine Learning for Prediction and Process Optimization—Case Study of Blush Defect in Plastic Injection Molding

 ,
, 
 ,
, 
Abstract
1. Introduction
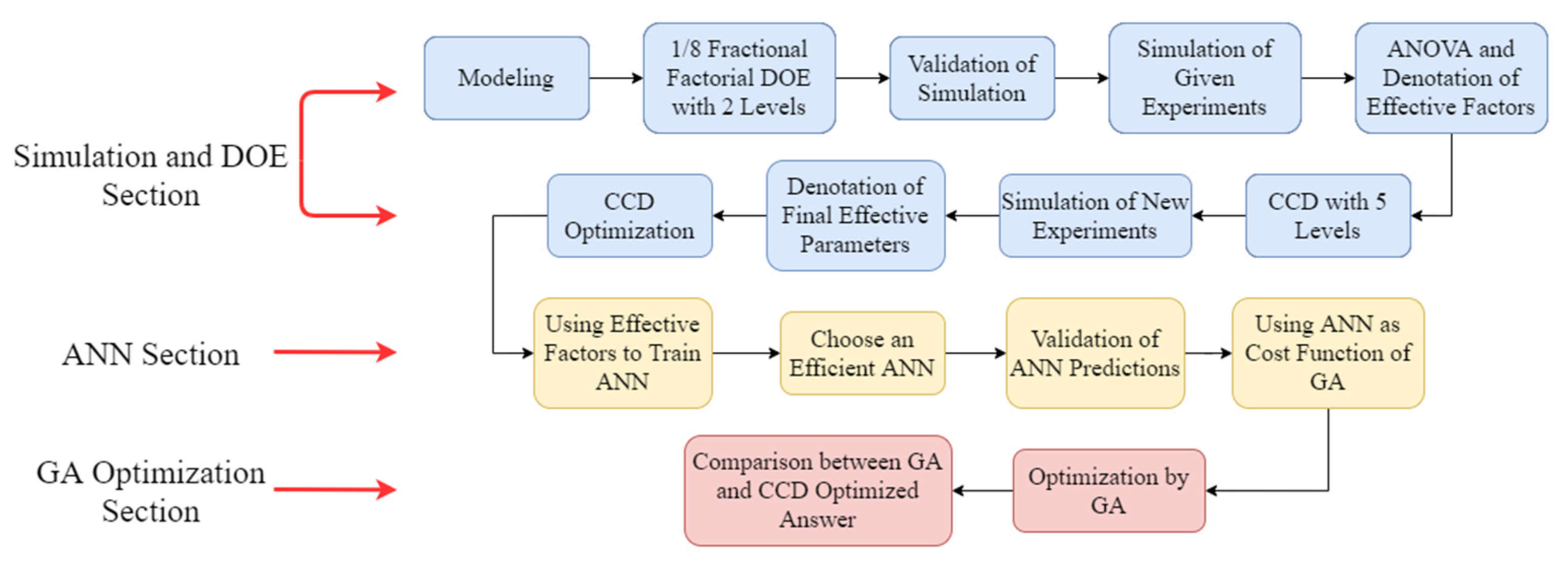
2. Materials and Methods
2.1. Modeling
2.2. Measuring the Simulation Results
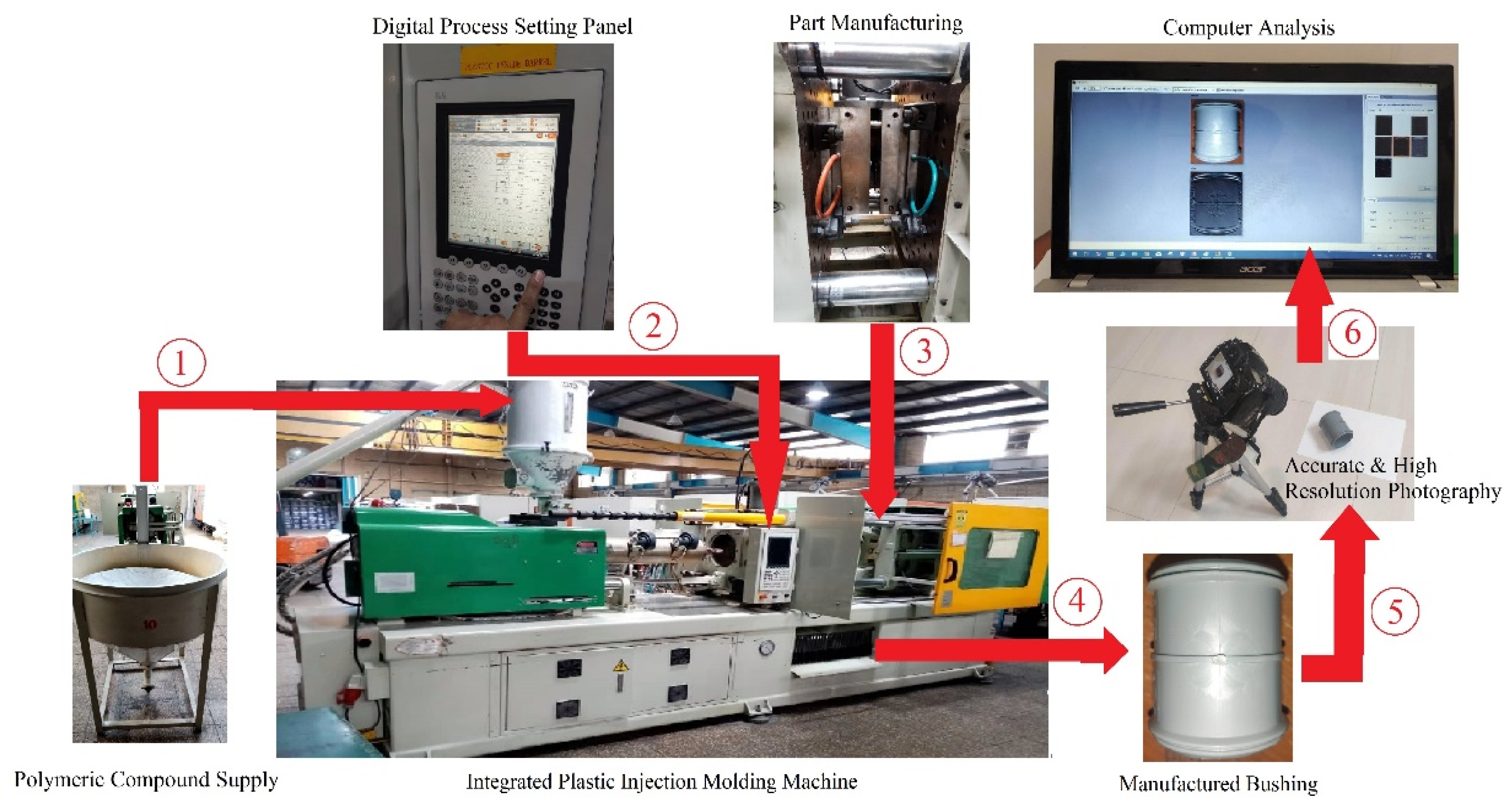
2.3. Experimental Results and Measurements
2.4. Function Approximation by ANOVA
2.5. Basic and Hybrid Machine Learning Algorithms
2.5.1. ANN
2.5.2. Training ANN
- Basic ANN
- ANN + GA
- ANN + PSO
3. Results and Discussion
3.1. FEA Validation
3.2. Statistical Analysis
3.3. ANN Validation and Comparison with ANOVA
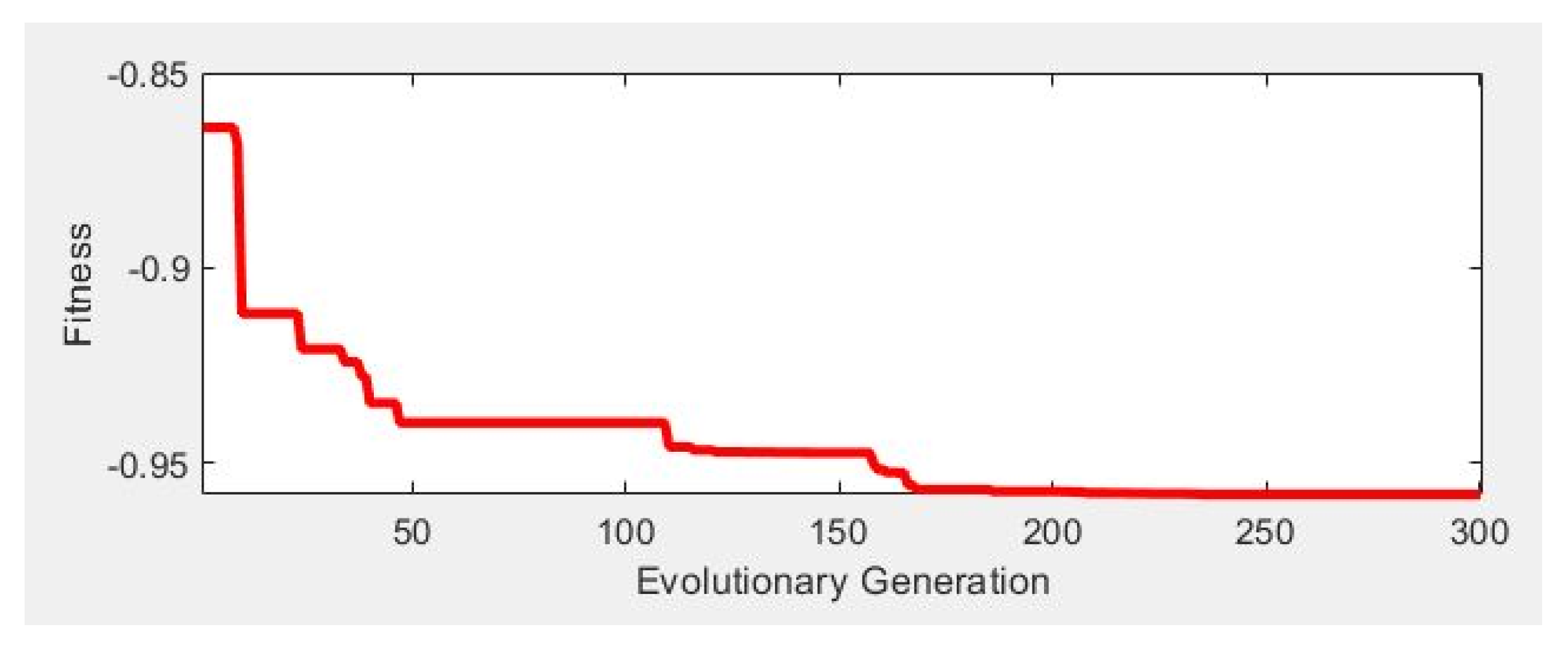
3.4. Optimization Using GA
4. Conclusions
- After optimization using the GA through the trained ANN as the cost function, values of 197.1 °C, 25.6 cm3/s, 84.9 MPa, and 6.4 mm were introduced as the optimal levels for the parameters of melt temperature, injection flow rate, holding pressure, and runner diameter, respectively.
- After applying the optimized parameter levels by GA in a new FEA, the defect area was reduced by 81.7% compared to the pre-optimization defect area.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A. Pseudocodes of the Algorithms
- ANN
- Start of program
- Train percent = tr
- Test percent = ts
- Initialize data
- Separate input and output data
- Normalize all data
- Initialize a network structure
- Set a random matrix for initial layer weights and biases
- repeat
- Use tr percent of data for training network
- Use Equation (10) to Evaluate trained network with ts percent of data
- Use Equations (11) and (12) to reset the weights and biases
- Until termination criteria
- Simulate the trained network with input data
- Calculate and report the MSE
- ANN + PSO
- Start of weight optimization
- for each particle(each neural network)
- Initialize particle position(Network weights) and velocity vectors
- end for
- Fitness = f(X)i
- Personal best position = Xpb
- Global best position = Xgb
- repeat
- for particlei i = 1 to Nparticles
- Fitness = calculate the Fitness of particlei
- if f(Xbp)i < f(Xbp)
- Xbp = Xi, Pbest = Fitnessi
- end if
- if f(Xgb)i > f(Xgb)
- Xgb = Xi, Gbest = Fitnessi
- end if
- update the velocity of the particle using Equations (18 and (19)
- update the position of the particle using Equation (20)
- end for
- Until termination criteria
- ANN + GA
- Start of weight optimization
- N = number of network weights
- G = Number of maximum generations
- RecomPercent = r/100
- CrossPercent = c/100
- MutatPercent = 1 − RecomPercent − CrossPercent
- Initialize genes randomly(initial Network weights)
- Calculate fitness = f(X)i
- Sort Chromosomes according to fitness
- for i = 1 to G
- Create new population(RecomPercent × N + CrossPercent × N + MutatPercent × N)
- Calculate fitness
- Sort Chromosomes according to fitness
- end for
References
- Oktem, H.; Erzurumlu, T.; Uzman, I. Application of Taguchi optimization technique in determining plastic injection molding process parameters for a thin-shell part. Mater. Des. 2007, 28, 1271–1278. [Google Scholar] [CrossRef]
- Oliaei, E.; Heidari, B.S.; Davachi, S.M.; Bahrami, M.; Davoodi, S.; Hejazi, I.; Seyfi, J. Warpage and shrinkage optimization of injection-molded plastic spoon parts for biodegradable polymers using Taguchi, ANOVA and artificial neural network methods. J. Mater. Sci. Technol. 2016, 32, 710–720. [Google Scholar] [CrossRef]
- Azad, R.; Shahrajabian, H. Experimental study of warpage and shrinkage in injection molding of HDPE/rPET/wood composites with multiobjective optimization. Mater. Manuf. Process. 2019, 34, 274–282. [Google Scholar] [CrossRef]
- Yin, F.; Mao, H.; Hua, L.; Guo, W.; Shu, M. Back propagation neural network modeling for warpage prediction and optimization of plastic products during injection molding. Mater. Des. 2011, 32, 1844–1850. [Google Scholar] [CrossRef]
- Wang, R.; Zeng, J.; Feng, X.; Xia, Y. Evaluation of effect of plastic injection molding process parameters on shrinkage based on neural network simulation. J. Macromol. Sci. 2013, 52 Pt B, 206–221. [Google Scholar] [CrossRef]
- Altan, M. Reducing shrinkage in injection moldings via the Taguchi, ANOVA and neural network methods. Mater. Des. 2010, 31, 599–604. [Google Scholar] [CrossRef]
- Chen, C.-P.; Chuang, M.-T.; Hsiao, Y.-H.; Yang, Y.-K.; Tsai, C.-H. Simulation and experimental study in determining injection molding process parameters for thin-shell plastic parts via design of experiments analysis. Expert Syst. Appl. 2009, 36, 10752–10759. [Google Scholar] [CrossRef]
- Chen, W.-C.; Liou, P.-H.; Chou, S.-C. An integrated parameter optimization system for MIMO plastic injection molding using soft computing. Int. J. Adv. Manuf. Technol. 2014, 73, 1465–1474. [Google Scholar] [CrossRef]
- Guo, W.; Deng, F.; Meng, Z.; Hua, L.; Mao, H.; Su, J. A hybrid back-propagation neural network and intelligent algorithm combined algorithm for optimizing microcellular foaming injection molding process parameters. J. Manuf. Process. 2020, 50, 528–538. [Google Scholar] [CrossRef]
- Ozcelik, B.; Erzurumlu, T. Comparison of the warpage optimization in the plastic injection molding using ANOVA, neural network model and genetic algorithm. J. Mater. Process. Technol. 2006, 171, 437–445. [Google Scholar] [CrossRef]
- Chen, C.-C.; Su, P.-L.; Chiou, C.-B.; Chiang, K.-T. Experimental investigation of designed parameters on dimension shrinkage of injection molded thin-wall part by integrated response surface methodology and genetic algorithm: A case study. Mater. Manuf. Process. 2011, 26, 534–540. [Google Scholar] [CrossRef]
- Ozcelik, B.; Sonat, I. Warpage and structural analysis of thin shell plastic in the plastic injection molding. Mater. Des. 2009, 30, 367–375. [Google Scholar] [CrossRef]
- Kim, B.-Y.; Nam, G.-J.; Ryu, H.-S.; Lee, J.-W. Optimization of filling process in RTM using genetic algorithm. Korea-Aust. Rheol. J. 2000, 12, 83–92. [Google Scholar]
- Kitayama, S.; Onuki, R.; Yamazaki, K. Warpage reduction with variable pressure profile in plastic injection molding via sequential approximate optimization. Int. J. Adv. Manuf. Technol. 2014, 72, 827–838. [Google Scholar] [CrossRef]
- Kitayama, S.; Yamazaki, Y.; Takano, M.; Aiba, S. Numerical and experimental investigation of process parameters optimization in plastic injection molding using multi-criteria decision making. Simul. Model. Pract. Theory 2018, 85, 95–105. [Google Scholar] [CrossRef]
- Shen, C.; Wang, L.; Li, Q. Optimization of injection molding process parameters using combination of artificial neural network and genetic algorithm method. J. Mater. Process. Technol. 2007, 183, 412–418. [Google Scholar] [CrossRef]
- Kitayama, S.; Hashimoto, S.; Takano, M.; Yamazaki, Y.; Kubo, Y.; Aiba, S. Multi-objective optimization for minimizing weldline and cycle time using variable injection velocity and variable pressure profile in plastic injection molding. Int. J. Adv. Manuf. Technol. 2020, 107, 3351–3361. [Google Scholar] [CrossRef]
- Kitayama, S.; Tamada, K.; Takano, M.; Aiba, S. Numerical optimization of process parameters in plastic injection molding for minimizing weldlines and clamping force using conformal cooling channel. J. Manuf. Process. 2018, 32, 782–790. [Google Scholar] [CrossRef]
- Sin, L.T.; Rahman, W.A.W.A.; Rahmat, A.R.; Tee, T.-T.; Bee, S.T.; Chong-Yu, L. Computer aided injection moulding process analysis of polyvinyl alcohol–starch green biodegradable polymer compound. J. Manuf. Process. 2012, 14, 8–19. [Google Scholar] [CrossRef]
- Xu, G.; Yang, Z.-T.; Long, G.-D. Multi-objective optimization of MIMO plastic injection molding process conditions based on particle swarm optimization. Int. J. Adv. Manuf. Technol. 2012, 58, 521–531. [Google Scholar] [CrossRef]
- Kitayama, S.; Natsume, S. Multi-objective optimization of volume shrinkage and clamping force for plastic injection molding via sequential approximate optimization. Simul. Model. Pract. Theory 2014, 48, 35–44. [Google Scholar] [CrossRef]
- Özek, C.; Çelık, Y.H. Calculating molding parameters in plastic injection molds with ANN and developing software. Mater. Manuf. Process. 2012, 27, 160–168. [Google Scholar] [CrossRef]
- Tábi, T.; Suplicz, A.; Szabó, F.; Kovács, N.K.; Zink, B.; Hargitai, H.; Kovács, J.G. The analysis of injection molding defects caused by gate vestiges. Express Polym. Lett. 2015, 9, 394–400. [Google Scholar] [CrossRef]
- Shin, H.; Park, E.-S. Analysis of crack phenomenon for injection-molded screw using moldflow simulation. J. Appl. Polym. Sci. 2009, 113, 2702–2708. [Google Scholar] [CrossRef]
- Juraeva, M.; Ryu, K.J.; Song, D.J. Gate shape optimization using design of experiment to reduce the shear rate around the gate. Int. J. Automot. Technol. 2013, 14, 659–666. [Google Scholar] [CrossRef]
- Weng, C.; Lee, W.B.; To, S.; Jiang, B.-Y. Numerical simulation of residual stress and birefringence in the precision injection molding of plastic microlens arrays. Int. Commun. Heat Mass Transf. 2009, 36, 213–219. [Google Scholar] [CrossRef]
- Li, S.; Fan, X.; Huang, H.; Cao, Y. Multi-objective optimization of injection molding parameters, based on the Gkriging-NSGA-vague method. J. Appl. Polym. Sci. 2020, 137, 48659. [Google Scholar] [CrossRef]
- Mehat, N.M.; Kamaruddin, S. Investigating the effects of injection molding parameters on the mechanical properties of recycled plastic parts using the Taguchi method. Mater. Manuf. Process. 2011, 26, 202–209. [Google Scholar] [CrossRef]
- Martowibowo, S.Y.; Kaswadi, A. Optimization and simulation of plastic injection process using genetic algorithm and moldflow. Chin. J. Mech. Eng. 2017, 30, 398–406. [Google Scholar] [CrossRef]
- Dimla, D.E.; Camilotto, M.; Miani, F.J.J. Design and optimisation of conformal cooling channels in injection moulding tools. J. Mater. Process. Technol. 2005, 164, 1294–1300. [Google Scholar] [CrossRef]
- Eladl, A.; Mostafa, R.; Islam, A.; Loaldi, D.; Soltan, H.; Hansen, H.N.; Tosello, G. Effect of process parameters on flow length and flash formation in injection moulding of high aspect ratio polymeric micro features. Micromachines 2018, 9, 58. [Google Scholar] [CrossRef] [PubMed]
- Regi, F.; Guerrier, P.; Zhang, Y.; Tosello, G. Experimental Characterization and Simulation of Thermoplastic Polymer Flow Hesitation in Thin-Wall Injection Molding Using Direct In-Mold Visualization Technique. Micromachines 2020, 11, 428. [Google Scholar] [CrossRef] [PubMed]
- Loaldi, D.; Regi, F.; Baruffi, F.; Calaon, M.; Quagliotti, D.; Zhang, Y.; Tosello, G. Experimental validation of injection molding simulations of 3D microparts and microstructured components using virtual design of experiments and multi-scale modeling. Micromachines 2020, 11, 614. [Google Scholar] [CrossRef] [PubMed]
- Chen, W.-C.; Wang, M.-W.; Chen, C.-T.; Fu, G.-L. An integrated parameter optimization system for MISO plastic injection molding. Int. J. Adv. Manuf. Technol. 2009, 44, 501–511. [Google Scholar] [CrossRef]
- Finkeldey, F.; Volke, J.; Zarges, J.-C.; Heim, H.-P.; Wiederkehr, P. Learning quality characteristics for plastic injection molding processes using a combination of simulated and measured data. J. Manuf. Process. 2020, 60, 134–143. [Google Scholar] [CrossRef]
- Mehat, N.M.; Kamaruddin, S. Optimization of mechanical properties of recycled plastic products via optimal processing parameters using the Taguchi method. J. Mater. Process. Technol. 2011, 211, 1989–1994. [Google Scholar] [CrossRef]
- Lladó, J.; Sánchez, B. Influence of injection parameters on the formation of blush in injection moulding of PVC. J. Mater. Process. Technol. 2008, 204, 1–7. [Google Scholar] [CrossRef]
- Sibiya, N.P.; Amo-Duodu, G.; Tetteh, E.K.; Rathilal, S. Model prediction of coagulation by magnetised rice starch for wastewater treatment using response surface methodology (RSM) with artificial neural network (ANN). Sci. Afr. 2022, 17, e01282. [Google Scholar] [CrossRef]
- Haftkhani, A.R.; Abdoli, F.; Sepehr, A.; Mohebby, B. Regression and ANN models for predicting MOR and MOE of heat-treated fir wood. J. Build. Eng. 2021, 42, 102788. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Maximum allowable shear stress | 0.2 MPa |
| Glass transition temp | 79–80 °C |
| Specific heat | 1767 J/kg °C |
| Conductivity | 0.13 W/m °C |
| density | 1.3253 kg/dm3 |
| Shrinkage | 0.60% |
| Flow Rate (cm3/s) | Melt Temperature (°C) | Mold Temperature (°C) | Holding Pressure (MPa) | Gate Diameter (mm) | Runner Diameter (mm) | Gate Angle (°) | Included Angle (°) | |
|---|---|---|---|---|---|---|---|---|
| Lower bound | 15 | 185 | 25 | 60 | 2.5 | 7 | 0 | 25 |
| Higher bound | 25 | 195 | 35 | 80 | 4.5 | 10 | 45 | 45 |
| Experimental Test No. | 1 | 2 | 3 | 4 | |
|---|---|---|---|---|---|
| Flow rate (cm3/s) | 15 | 15 | 25 | 25 | |
| Inputs | Melt temperature (°C) | 185 | 195 | 185 | 195 |
| Mold temperature (°C) | 35 | 35 | 35 | 35 | |
| Holding pressure (MPa) | 60 | 80 | 60 | 80 | |
| Runner diameter (mm) | 10 | 10 | 10 | 10 | |
| Gate diameter (mm) | 3.5 | 3.5 | 3.5 | 3.5 | |
| Gate angle (°) | 0 | 0 | 0 | 0 | |
| Included angle (°) | 45 | 45 | 45 | 45 | |
| Outputs | Experimental defect area (mm2) | 2108 | 1621 | 2483 | 1696 |
| Simulation defect area (mm2) | 2212 | 1553 | 2777 | 1674 | |
| Deviation error | 4.9% | −4.2% | 11.8% | −1.3% |
| No. | Source | Mean of Squares | p-Value |
|---|---|---|---|
| 1 | Model | 3,424,612 | 0.011 |
| 2 | Flow rate | 4,978,362 | 0.011 |
| 3 | Melt temperature | 19,348,900 | 0.001 |
| 4 | Mold temperature | 870,044 | 0.138 |
| 5 | Holding pressure | 6,600,269 | 0.007 |
| 6 | Runner diameter | 32,488,905 | 0.000 |
| 7 | Gate diameter | 458,198 | 0.250 |
| 8 | Gate angle | 1946 | 0.934 |
| 9 | Included angle | 96,108 | 0.571 |
| No. | Flow Rate (cm3/s) | Melt Temperature (°C) | Holding Pressure (MPa) | Runner Diameter (mm) |
|---|---|---|---|---|
| 1 | 12 | 185.2 | 54.6 | 6.4 |
| 2 | 14 | 187 | 59 | 7 |
| 3 | 19 | 191 | 70 | 8.5 |
| 4 | 24 | 196 | 81 | 10 |
| 5 | 26 | 197.8 | 85.4 | 10.6 |
| No. | Source | Mean of Squares | p-Value |
|---|---|---|---|
| 1 | Model | 1,463,290 | 0 |
| 2 | Linear parameters | 4,473,581 | 0 |
| 3 | Flow rate | 1,209,310 | 0.039 |
| 4 | Melt temperature | 1,369,223 | 0.049 |
| 5 | Holding pressure | 460,154 | 0.027 |
| 6 | Runner diameter | 16,845,635 | 0 |
| 7 | Squares | 533,923 | 0.008 |
| 8 | Flow rate × Flow rate | 6013 | 0.815 |
| 9 | Melt temperature × Melt temperature | 53,785 | 0.486 |
| 10 | Holding pressure × Holding pressure | 527 | 0.945 |
| 11 | Runner diameter × Runner diameter | 1,474,471 | 0.002 |
| 12 | Interactions | 76,008 | 0.641 |
| 13 | Melt temperature × Flow rate | 4789 | 0.834 |
| 14 | Melt temperature × Holding pressure | 9658 | 0.767 |
| 15 | Melt temperature × Runner diameter | 50,917 | 0.498 |
| 16 | Flow rate × Holding pressure | 126 | 0.973 |
| 17 | Flow rate × Runner diameter | 175,496 | 0.216 |
| 18 | Holding pressure × Runner diameter | 215,063 | 0.173 |
| No. | Predictor | Neurons in Hidden Layer | Number of Particles | Population Size | Iterations | AccuracyTr | Training Time (s) |
|---|---|---|---|---|---|---|---|
| 1 | Basic ANN | 4 | 178 | 99.96% | 2 | ||
| 2 | 6 | 134 | 99.97% | 2 | |||
| 3 | 8 | 91 | 99.99% | 1 | |||
| 4 | 10 | 102 | 99.98% | 1 | |||
| 5 | ANN + PSO | 10 | 245 | 97.88% | 59 | ||
| 6 | 30 | 198 | 98.23% | 178 | |||
| 7 | 50 | 179 | 98.78% | 264 | |||
| 8 | 70 | 171 | 99.26% | 408 | |||
| 9 | ANN + GA | 10 | 276 | 98.76% | 51 | ||
| 10 | 30 | 251 | 98.61% | 159 | |||
| 11 | 50 | 237 | 98.33% | 256 | |||
| 12 | 70 | 209 | 98.17% | 357 | |||
| 13 | ANOVA | 86.57% | - |
| No. | FEA | ANOVA | Basic ANN | ANN + PSO | ANN + GA |
|---|---|---|---|---|---|
| 1 | −0.161 | 0.298 | −0.161 | −0.157 | −0.119 |
| 2 | 1 | 0.849 | 1 | 0.688 | 0.754 |
| 3 | 0.762 | 0.83 | 0.762 | 0.779 | 0.704 |
| 4 | −1 | −0.219 | −1 | −0.551 | −0.52 |
| 5 | 0.284 | 0.477 | 0.284 | 0.38 | 0.43 |
| 6 | 0.21 | 0.417 | 0.237 | 0.044 | 0.016 |
| 7 | 0.015 | 0.706 | 0.015 | 0.876 | 0.783 |
| 8 | −1 | −0.571 | −1 | −0.781 | −0.786 |
| 9 | 0.859 | 0.799 | 0.233 | 0.811 | 0.686 |
| 10 | −1 | −0.54 | −1 | −0.797 | −0.745 |
| 11 | −1 | −0.389 | −1 | −0.71 | −0.625 |
| 12 | −0.376 | 0.311 | −0.376 | −0.342 | −0.124 |
| 13 | 0.444 | 0.558 | 0.444 | 0.074 | 0.231 |
| 14 | −1 | −0.37 | −1 | −0.623 | −0.65 |
| 15 | 0.393 | 0.523 | 0.393 | 0.296 | 0.152 |
| 16 | 0.274 | 0.629 | 0.274 | 0.742 | 0.531 |
| 17 | 0.945 | 1 | 0.945 | 0.809 | 0.81 |
| 18 | −1 | −1 | −1 | −0.886 | −0.854 |
| 19 | 0.507 | 0.679 | 0.507 | 0.517 | 0.644 |
| 20 | −1 | −0.59 | −1 | −0.757 | −0.755 |
| 21 | −1 | −0.42 | −1 | −0.648 | −0.705 |
| 22 | 0.233 | 0.417 | 0.237 | 0.044 | 0.016 |
| 23 | 0.34 | 0.647 | 0.34 | 0.693 | 0.606 |
| 24 | 0.252 | 0.417 | 0.237 | 0.044 | 0.016 |
| 25 | −0.214 | 0.276 | −0.214 | −0.081 | −0.191 |
| 26 | 0.225 | 0.417 | 0.237 | 0.044 | 0.016 |
| 27 | 0.233 | 0.417 | 0.237 | 0.044 | 0.016 |
| 28 | 0.263 | 0.417 | 0.237 | 0.044 | 0.016 |
| 29 | −1 | −0.741 | −1 | −0.82 | −0.837 |
| 30 | 0.24 | 0.417 | 0.237 | 0.044 | 0.016 |
| 31 | 0.336 | 0.536 | 0.336 | 0.241 | 0.151 |
| Title | Melt Temperature (°C) | Flow Rate (cm3/s) | Holding Pressure (mm) | Runner Diameter (mm) | Defec tArea (mm2) |
|---|---|---|---|---|---|
| Initial bushing | 197.0 | 12.0 | 35.0 | 10.0 | 1978 |
| Optimal bushing suggested by CCD optimization | 197.8 | 26.0 | 56.4 | 6.7 | 517 |
| Optimal bushing suggested by GA | 197.1 | 25.6 | 84.9 | 6.4 | 362 |
| Experimental test on the dataset suggested by GA | 197.1 | 25.6 | 84.9 | 6.4 | 366 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mollaei Ardestani, A.; Azamirad, G.; Shokrollahi, Y.; Calaon, M.; Hattel, J.H.; Kulahci, M.; Soltani, R.; Tosello, G. Application of Machine Learning for Prediction and Process Optimization—Case Study of Blush Defect in Plastic Injection Molding. Appl. Sci. 2023, 13, 2617. https://doi.org/10.3390/app13042617
Mollaei Ardestani A, Azamirad G, Shokrollahi Y, Calaon M, Hattel JH, Kulahci M, Soltani R, Tosello G. Application of Machine Learning for Prediction and Process Optimization—Case Study of Blush Defect in Plastic Injection Molding. Applied Sciences. 2023; 13(4):2617. https://doi.org/10.3390/app13042617
Chicago/Turabian StyleMollaei Ardestani, Alireza, Ghasem Azamirad, Yasin Shokrollahi, Matteo Calaon, Jesper Henri Hattel, Murat Kulahci, Roya Soltani, and Guido Tosello. 2023. "Application of Machine Learning for Prediction and Process Optimization—Case Study of Blush Defect in Plastic Injection Molding" Applied Sciences 13, no. 4: 2617. https://doi.org/10.3390/app13042617
APA StyleMollaei Ardestani, A., Azamirad, G., Shokrollahi, Y., Calaon, M., Hattel, J. H., Kulahci, M., Soltani, R., & Tosello, G. (2023). Application of Machine Learning for Prediction and Process Optimization—Case Study of Blush Defect in Plastic Injection Molding. Applied Sciences, 13(4), 2617. https://doi.org/10.3390/app13042617