
Study on the Machinability of Ni-Based Superalloy by Milling Parameters and Cooling Methods under Minimal Quantity Lubrication

Abstract
:1. Introduction
2. Experimental
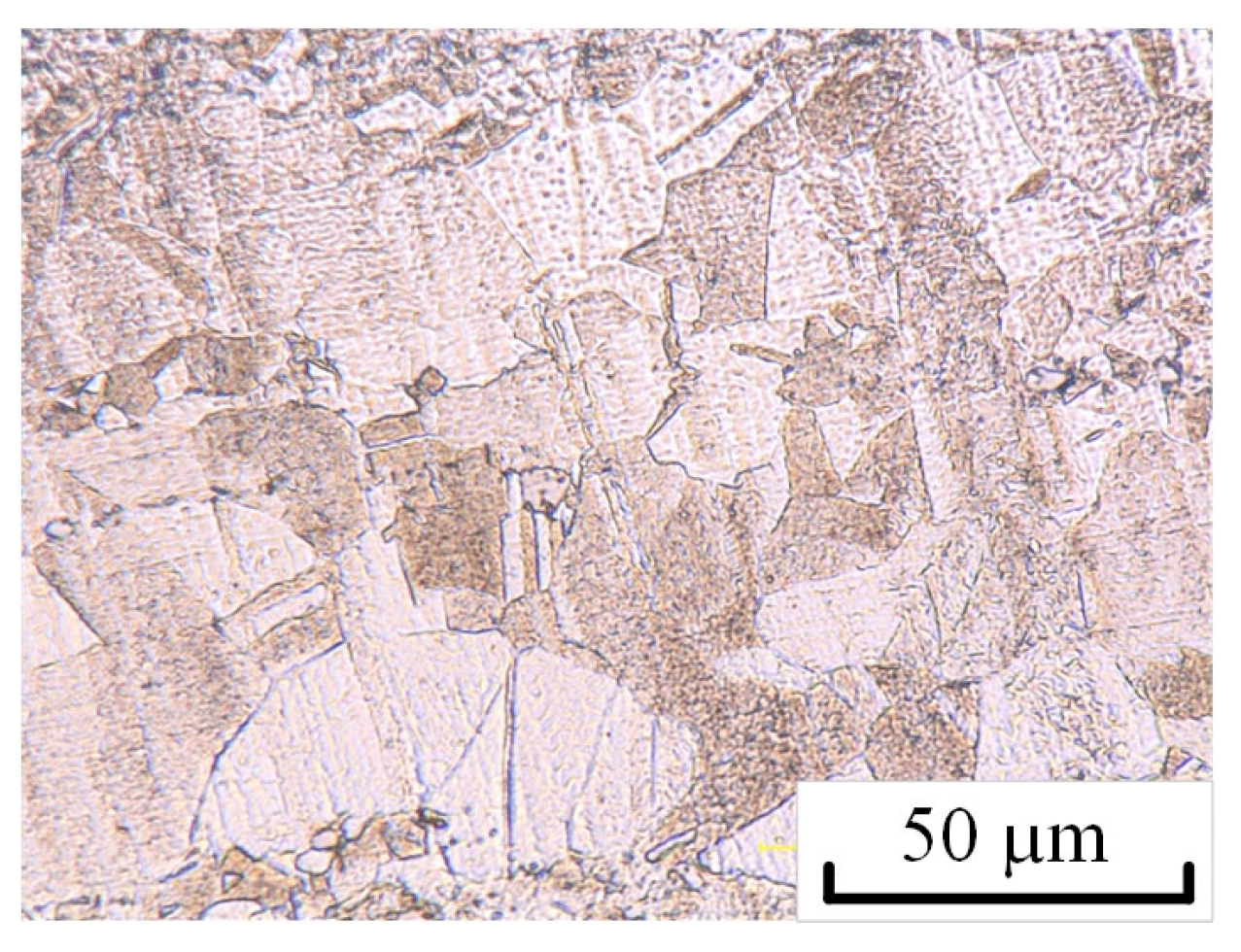
2.1. Materials and Experimental Process
2.2. Design of Experiment
3. Result and Discussion
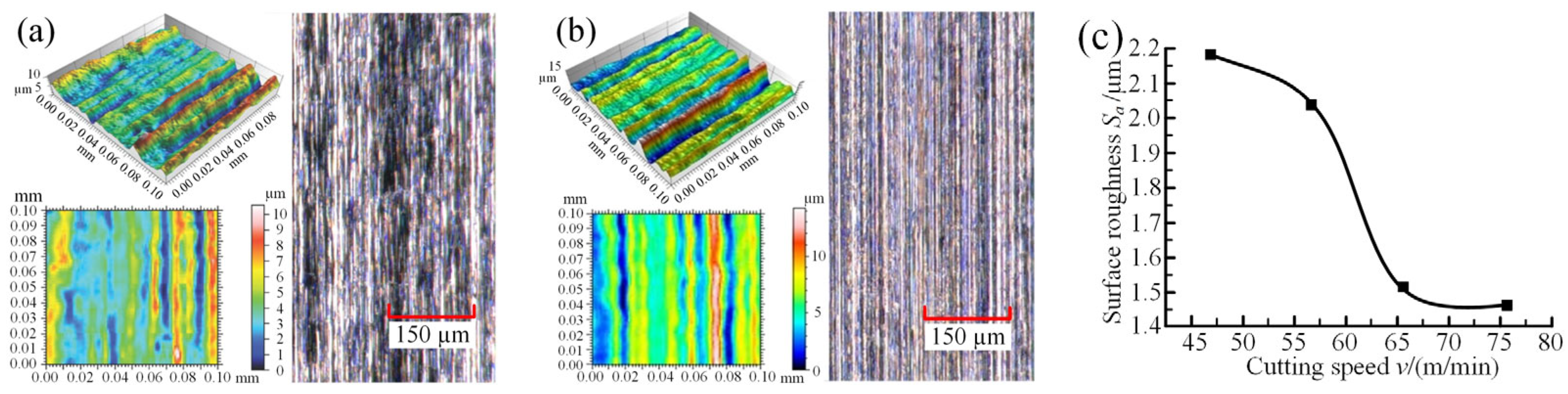
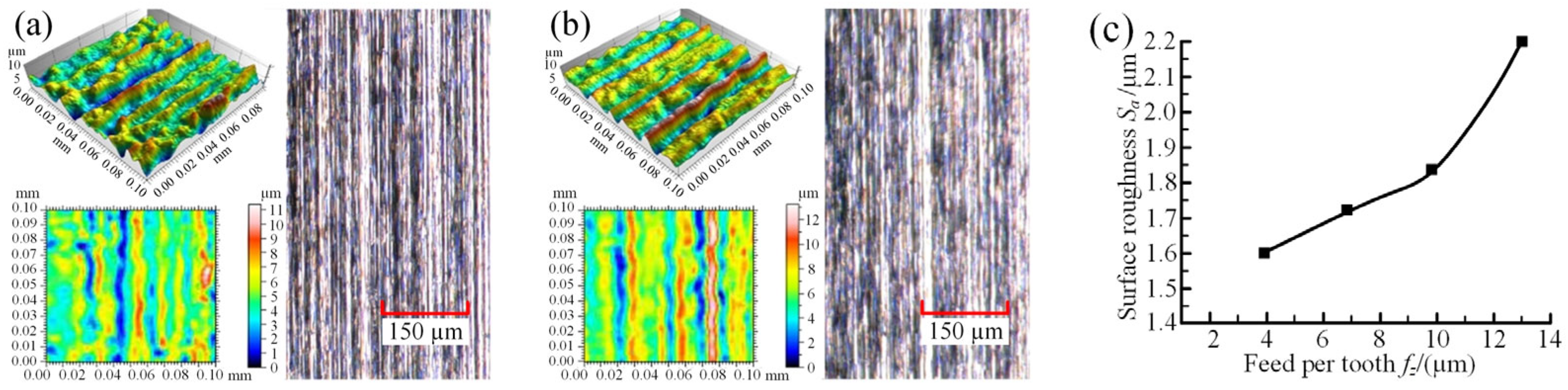
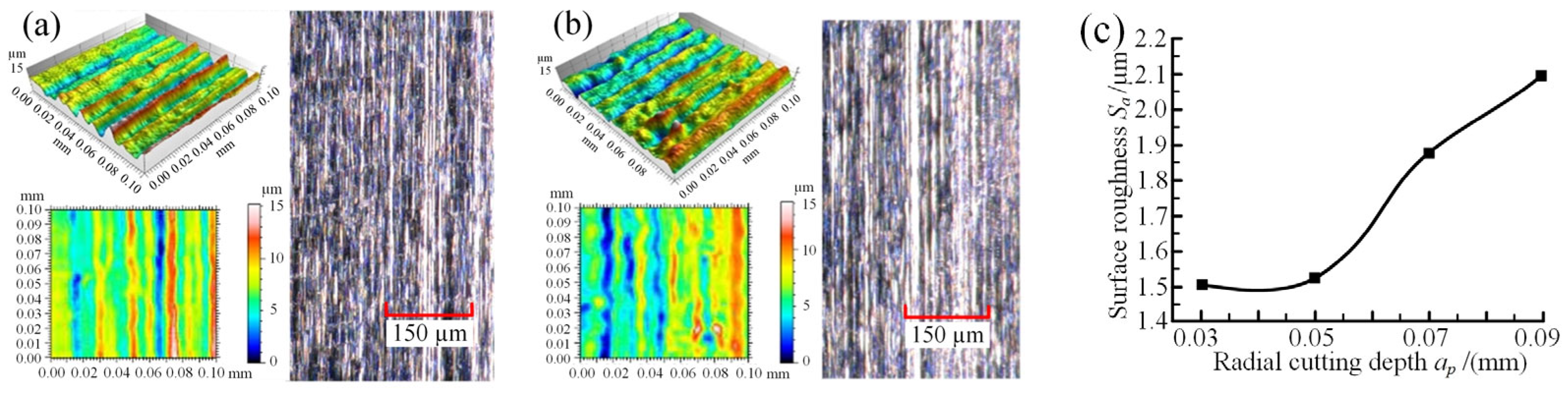
3.1. Effects of Milling Parameters
3.2. Effects of Cooling Mode
4. Conclusions
- (1)
- With the increase in the feed per tooth and radial cutting depth, the surface roughness of GH4169 Ni-based superalloy increases, while the cutting speed shows an opposite trend. The milling force decreases first and then increases with the increasing cutting speed. The influence tendency of the feed per tooth and radial cutting depth on the milling force is consistent with that of the surface roughness;
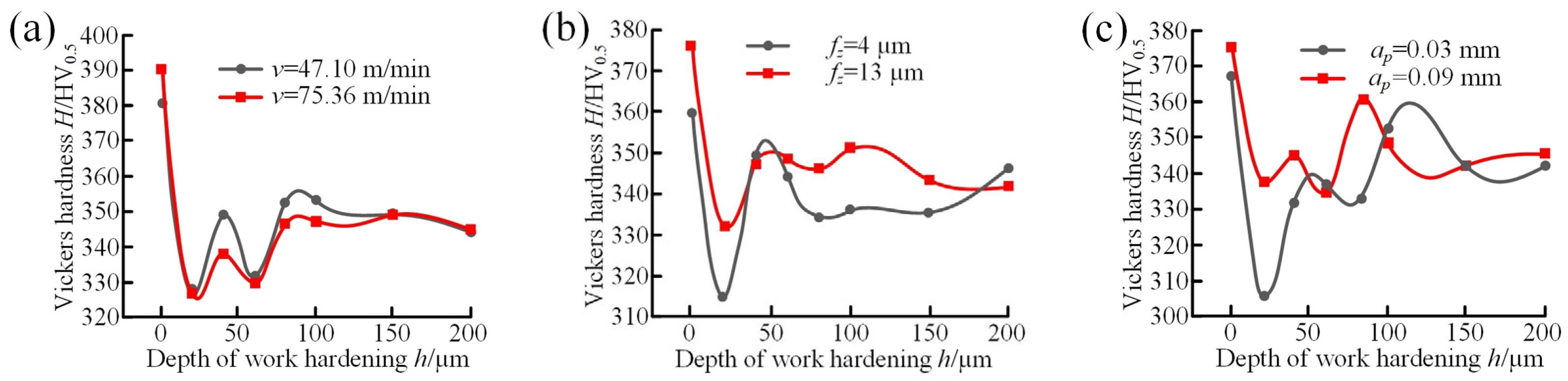
- (2)
- The cutting parameters have a nonsignificant effect on the depth of the work hardening layer of GH4169 Ni-based superalloy. With the increasing cutting speed, feed per tooth, and radial cutting depth, the hardness of the machined surface increases compared with the substrate, and the work hardening rate also increases to a certain extent;
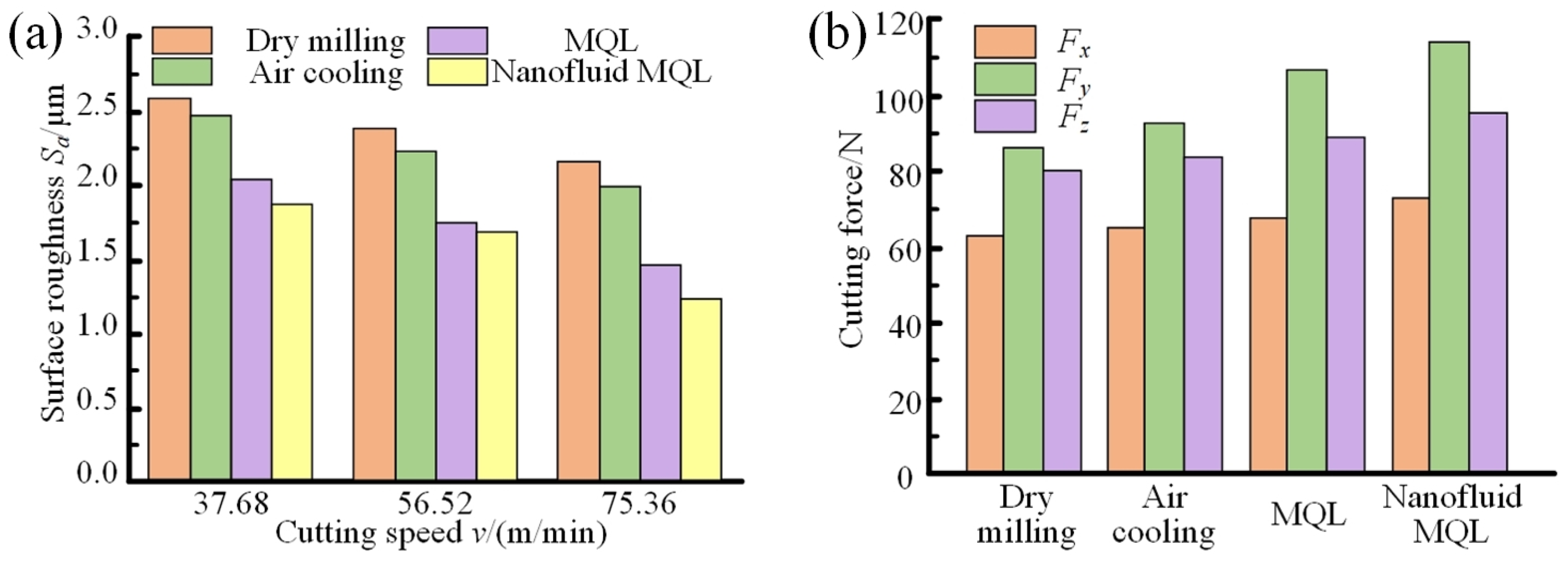
- (3)
- MQL and nanofluid MQL can greatly reduce the surface roughness of the workpiece and the milling force. The order of the workpiece surface roughness and milling force under different cooling modes is as follows: dry cutting > air cooling > MQL > nanofluid MQL.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, P.; Zhang, Q.; Fang, Y.X.; Yue, X.J.; Yu, X.; Wang, Y.Q. Research on the mechanism of surface damage of Ni-based high-temperature alloy GH4169 based on nano-cutting. Vacuum 2021, 1912, 110439. [Google Scholar] [CrossRef]
- Li, G.S.; Xian, C.; Xin, H.M. Study on Cutting Chip in Milling GH4169 with Indexable Disc Cutter. Materials 2021, 14, 3135. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.L.; Wu, M.Y.; Liu, K.K.; Zhang, J.Y. Optimization Research of Machining Parameters for Cutting GH4169 Based on Tool Vibration and Surface Roughness under High-Pressure Cooling. Materials 2021, 14, 7861. [Google Scholar] [CrossRef] [PubMed]
- Balli, O.; Caliskan, H. Turbofan engine performances from aviation, thermodynamic and environmental perspectives. Energy 2021, 232, 121031. [Google Scholar] [CrossRef]
- Tao, C.F.; Zhou, H. Effects of Tabular Stratified CO2/O2 Jets on Dynamic and NOx Emission Characteristics of a Model Gas Turbine Combustor. J. Therm. Sci. 2021, 30, 1160–1173. [Google Scholar] [CrossRef]
- Korkmaz, M.E.; Gupta, M.K.; Boy, M.; Yasar, N.; Krolczyk, G.M.; Günay, M. Influence of duplex jets MQL and nano-MQL cooling system on machining performance of Nimonic 80A. J. Manuf. Process. 2021, 69, 112–124. [Google Scholar] [CrossRef]
- Ni, J.; Cui, Z.; Wu, C.; Sun, J.B.; Zhou, J.H. Evaluation of MQL broaching AISI 1045 steel with sesame oil containing nano-particles under best concentration. J. Clean. Prod. 2021, 320, 128888. [Google Scholar] [CrossRef]
- Bertolini, R.; Ghiotti, A.; Bruschi, S. Graphene nanoplatelets as additives to MQL for improving tool life in machining Inconel 718 alloy. Wear 2021, 476, 203656. [Google Scholar] [CrossRef]
- Arunachalam, R.M. Residual stress and surface roughness when facing age hardened Inconel 718 with CBN and ceramic cutting tools. Int. J. Mach. Tools Manuf. 2004, 44, 879–887. [Google Scholar] [CrossRef]
- Jeyapandiarajan, P.; Anthony, X.M. Evaluating the Machinability of Inconel 718 under Different Machining Conditions. Procedia Manuf. 2019, 30, 253–260. [Google Scholar] [CrossRef]
- Thirumalai, R.; Senthilkumaar, J.; Selvarani, P.; Ramesh, S. Machining characteristics of Inconel 718 under several cutting conditions based on Taguchi method. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2013, 227, 1889–1897. [Google Scholar] [CrossRef]
- Thirumalai, R.; Senthilkumaar, J. Multi-criteria decision making in the selection of machining parameters for Inconel 718. J. Mech. Sci. Technol. 2013, 27, 1109–1116. [Google Scholar] [CrossRef]
- Li, Q.; Gong, Y.D.; Cai, M.; Liu, M.J. Research on surface integrity in milling Inconel718 superalloy. Int. J. Adv. Manuf. Technol. 2017, 92, 1449–1463. [Google Scholar]
- Li, Q.; Gong, Y.D.; Sun, Y.; Liu, Y.; Liang, C.X. Milling performance optimization of DD5 Ni-based single-crystal superalloy. Int. J. Adv. Manuf. Technol. 2018, 94, 2875–2897. [Google Scholar] [CrossRef]
- Hao, Z.P.; Ji, F.F.; Fan, Y.H.; Zhang, N.N. Failure feature and characterization of material of shear band in cutting Inconel718. J. Manuf. Process. 2019, 45, 154–165. [Google Scholar] [CrossRef]
- Chetan, D.; Sumit, J.; Manu, D.; Munish, K.G.; Mozammel, M.; Raisul, H. Influence of dry and solid lubricant-assisted MQL cooling conditions on the machinability of Inconel 718 alloy with textured tool. Int. J. Adv. Manuf. Technol. 2019, 105, 1835–1849. [Google Scholar]
- Qadri, S.I.A.; Harmain, G.A.; Wani, M.F. An experimental study on investigation of machining of nickel based super alloy 718. Mater. Today Proc. 2019, 19, 541–545. [Google Scholar] [CrossRef]
- Qadri, S.I.A.; Harmain, G.A.; Wani, M.F. The effect of cutting speed and work piece hardness on turning performance of nickel based super Alloy-718 using ceramic cutting inserts. Eng. Res. Express 2020, 2, 025018. [Google Scholar] [CrossRef]
- Toubhans, B.; Fromentin, G.; Viprey, F.; Karaouni, H.; Dorlin, T. Machinability of inconel 718 during turning: Cutting force model considering tool wear, influence on surface integrity. J. Mater. Process. Technol. 2020, 285, 116809. [Google Scholar] [CrossRef]
- Wang, Y.B.; Pang, S.Q.; Yan, P.; Jiao, L.; Qiu, T.Y.; Zhou, H.; Wang, X.B. Experimental research on cryogenic cutting performance of Ni-based superalloy GH4169. Int. J. Adv. Manuf. Technol. 2022, 121, 379–392. [Google Scholar] [CrossRef]
- Jia, D.Z.; Li, C.H.; Zhang, Y.B.; Zhang, D.K.; Zhang, X.W. Experimental research on the influence of the jet parameters of minimum quantity lubrication on the lubricating property of Ni-based alloy grinding. Int. J. Adv. Manuf. Technol. 2016, 82, 617–630. [Google Scholar] [CrossRef]
- Roushan, A.; Rao, U.S.; Patrab, K.; Sahoo, P. Performance evaluation of tool coatings and nanofluid MQL on the micro-machinability of Ti-6Al-4V. J. Manuf. Process. 2022, 73, 595–610. [Google Scholar] [CrossRef]
- Barewar, S.D.; Kotwani, A.; Chougule, S.S.; Unune, D.R. Investigating a novel Ag/ZnO based hybrid nanofluid for sustainable machining of inconel 718 under nanofluid based minimum quantity lubrication. J. Manuf. Process. 2021, 66, 313–324. [Google Scholar] [CrossRef]
- Zhang, J.C.; Li, C.H.; Zhang, Y.B.; Yang, M.; Jia, D.Z.; Hou, Y.L.; Li, R.Z. Temperature field model and experimental verification on cryogenic air nanofluid minimum quantity lubrication grinding. Int. J. Adv. Manuf. Technol. 2018, 97, 209–228. [Google Scholar] [CrossRef]
- Godlevski, V.A.; Volkov, A.V.; Latyshev, V.N.; Maurin, L.N. The kinetics of lubricant penetration action during machining. Lubr. Sci. 2010, 9, 127–140. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Ni | Mo | Al | Ti | Nb + Ta |
|---|---|---|---|---|---|---|
| ≤0.08 | 17~21 | 50~55 | 2.8~3.3 | 0.2~0.8 | 0.65~1.55 | 4.75~5.5 |
| Cu | Co | Mn | Si | S | P | Fe |
| ≤0.1 | ≤1.0 | ≤0.35 | ≤0.35 | ≤0.015 | ≤0.015 | Bal. |
| Parameter | Value | Parameter | Value |
|---|---|---|---|
| Grade | GM-2E | Blade number | 2 |
| Blade diameter | 6 mm | Coating material | PVD-TiAlN |
| Total length | 50 mm | Tool material | Tungsten steel |
| Blade length | 16 mm | Spiral angle | 38° |
| Number | Cutting Speed v (m/min) | Feed Per Tooth fz (μm) | Radial Cutting Depth ap (mm) |
|---|---|---|---|
| 1 | 47.10 | 7 | 0.05 |
| 2 | 56.52 | 7 | 0.05 |
| 3 | 65.94 | 7 | 0.05 |
| 4 | 75.36 | 7 | 0.05 |
| 5 | 65.94 | 4 | 0.05 |
| 6 | 65.94 | 10 | 0.05 |
| 7 | 65.94 | 13 | 0.05 |
| 8 | 65.94 | 7 | 0.03 |
| 9 | 65.94 | 7 | 0.07 |
| 10 | 65.94 | 7 | 0.09 |
| Number | Cutting Speed v (m/min) | Air Pressure (Bar) | Lubricating Flow (L/h) | Cooling Mode |
|---|---|---|---|---|
| 1 | 37.68 | Dry milling | ||
| 2 | 56.52 | Dry milling | ||
| 3 | 75.36 | Dry milling | ||
| 4 | 37.68 | 4 | Air cooling | |
| 5 | 56.52 | 4 | Air cooling | |
| 6 | 75.36 | 4 | Air cooling | |
| 7 | 37.68 | 4 | 0.0279 | MQL |
| 8 | 56.52 | 4 | 0.0279 | MQL |
| 9 | 75.36 | 4 | 0.0279 | MQL |
| 10 | 37.68 | 4 | 0.0279 | Nanofluid MQL |
| 11 | 56.52 | 4 | 0.0279 | Nanofluid MQL |
| 12 | 75.36 | 4 | 0.0279 | Nanofluid MQL |
| Cooling Mode | Cutting Speed v (m/min) | Surface Roughness Sa (μm) | Reduction Rate (%) |
|---|---|---|---|
| Dry milling | 37.68 | 2.59 | |
| 56.52 | 2.38 | ||
| 75.36 | 2.16 | ||
| Air cooling | 37.68 | 2.47 | 4.63 |
| 56.52 | 2.23 | 20.85 | |
| 75.36 | 1.99 | 27.41 | |
| MQL | 37.68 | 2.05 | 6.30 |
| 56.52 | 1.75 | 26.47 | |
| 75.36 | 1.46 | 28.99 | |
| Nanofluid MQL | 37.68 | 1.88 | 7.87 |
| 56.52 | 1.69 | 32.40 | |
| 75.36 | 1.25 | 42.13 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, Y.; Yue, H.; Li, Q.; Ding, G.; Wang, X. Study on the Machinability of Ni-Based Superalloy by Milling Parameters and Cooling Methods under Minimal Quantity Lubrication. Appl. Sci. 2023, 13, 2773. https://doi.org/10.3390/app13052773
Jiang Y, Yue H, Li Q, Ding G, Wang X. Study on the Machinability of Ni-Based Superalloy by Milling Parameters and Cooling Methods under Minimal Quantity Lubrication. Applied Sciences. 2023; 13(5):2773. https://doi.org/10.3390/app13052773
Chicago/Turabian StyleJiang, Yihan, Haitao Yue, Qiang Li, Guangshuo Ding, and Xinyu Wang. 2023. "Study on the Machinability of Ni-Based Superalloy by Milling Parameters and Cooling Methods under Minimal Quantity Lubrication" Applied Sciences 13, no. 5: 2773. https://doi.org/10.3390/app13052773