Abstract
This paper presents research into the energy balance of stressing conveyor belts by impact processes. Research is described in the areas of measuring the resistance of conveyor belts to puncture, the impact process, and the effect of changes to the impact height on the tensile and impact forces. Measurements were performed on a rubber–textile belt with a polyamide carcass. Hammers with pyramidal and spherical impactors were used to compare the resistance of the examined conveyor. Values were obtained for the maximum energies for the selected impact heights and the residual positional energies for the measured bounce heights. The difference between these energies represents the impact energy. The results confirmed that the impact energy of a hammer with a pyramidal impactor is greater than the impact energy of a hammer with a spherical impactor, while this difference increases with increasing impact height. The shape of the pyramidal impactor simulates sharp-edged materials, which is the cause of greater damage in the tribological interaction with the conveyor belt. This paper provides information for determining the limit conditions for setting appropriate impact heights depending on the weight of the material transported using a given belt conveyor.
1. Introduction
In many industrial companies, the costs of transporting bulk materials represent 10–30% of the total production costs. With a constant increase in electricity prices, there is an increasing necessity to implement energy management for applications with high rates of energy consumption, such as belt conveyors [1,2,3]. Increasing the performance of a belt conveyor and optimizing its operating parameters may reduce its rate of energy consumption [4]. A decisive factor in designing energy-efficient conveyors is the correct choice of its structural components [5,6]. The results of extensive theoretical and experimental research described in multiple papers [7,8,9,10,11,12,13,14] have identified a potential for energy saving in the individual components of belt conveyors, such as conveyor belts [7,8], transfer points [9,10], drives [11,12,13] and support systems [14].
A transfer chute is also a critical place on a belt conveyor in terms of energy loss as that is where the concentrated dispersion of energy occurs. Designing an optimal chute is a complex process. Papers [15,16,17] presented optimal loading chute profiles when selecting an optimal curve or profile that the chute follows. In Paper [18], the authors applied laser scanning as a contactless method for measuring the speed of a belt in real time with a possibility of identifying the profile of bulk materials on a belt conveyor. In Papers [19,20], the authors applied the discrete element method (DEM) to analyze transfer chute designs in terms of their flow rate characteristics. A smooth flow of material particles results in the lower consumption of energy, and, hence, the higher reliability of the chute.
For the purpose of energy saving in belt conveyance, the belt conveyance development efforts are aimed at using long conveyors with a minimum number of chutes and with a high speed of the conveyor belt [3,10,21,22,23]. The elimination of material transfer points reduces not only the consumption of electrical energy [10,23] but also operating costs. Another solution is an intermediate linear booster drive as an alternative to conventional drives. This type of drive facilitates reducing energy consumption in long conveyors, as presented in Paper [24].
An important area of research in the handling of bulk materials from the point of view of energy losses is the dynamics of the impact of the material at the transfer point. Currently, several methods of designs and solutions are presented. There are various experimental approaches [24,25,26]: simulation models using the MATLAB platform [27], DEM [28], specialized FEM (finite element method) software [29], or QNK-TT [30]. Much less attention is paid to the problem of addressing the structure of the chute from the aspect of dynamic impact stress, despite the fact that it causes up to 60% of all damage to conveyor belts. Most of the damage is associated with piercing or cutting the upper covering layer [31]. If the belt is damaged, there are serious consequences for the safety [32] and the efficiency of the operation of the belt conveyor [33,34]. The incorrect setting of the impact height and incorrect selection of the type of conveyor belt at the transfer point is a frequent cause of mechanical damage to the conveyor belt. In the worst case, the support system and the supporting structure of the conveyor may also be damaged. The resistance of the conveyor belt against puncture is an important criterion in achieving the sustainability of belt transport.
The research presented in this article aims to supplement the knowledge of the impact dynamic loading of conveyor belts when determining energy balances at the chute, especially from the point of view of the type of transported material. Specifically, the impact of sharp-edged material (pyramidal impactor) or the impact of material with rounded edges (spherical impactor) is simulated. Another investigated factor is the specific weight of the transported material, which is simulated in the research by changing the weight of the falling hammer. The last factor is the impact height, with a decisive influence on the damage to the conveyor belt. During the experiments, the impact height is simulated with steps of 0.2 m. The research is focused on local (point) damage at the point of impact of the impactor on the conveyor belt. Important results from the observation of the impact process are provided by laboratory tests; therefore, the authors of the article focused on testing the resistance of conveyor belts in terms of point damage in laboratory conditions. The article analyzes the conveyor belt energy balances, taking into account the height of impact, the weight of the hammer, and the two different types of impactors. Based on the investigation of these factors, it is possible not only to calculate, but also to optimize the operation of the conveyor.
2. Materials and Methods
The investigation into energy absorption by a conveyor belt, with or without a support system, and into related energy loss at transfer points is typically carried out by taking one of a variety of approaches. They include, for example, regression models [35], classification models [36], simulations [37], and an evolution method for the identification of loading chute profiles [17]. The present article describes the application of the design of experiment (DOE) method.
Experiments were conducted on a conveyor belt of the P 2000/4 8 + 4 201A type, i.e., a rubber–textile belt with a polyamide carcass (consisting of 4 fabric plies, Figure 1) with a nominal tensile strength of 2000 N mm−1 and with rubber cover layers—an 8 mm-thick top cover layer and a 4 mm-thick bottom cover layer. This conveyor belt is used for the transport of extremely abrasive, abrasive, granular, and loose materials. Typical applications include thermal power plants, transport of aggregates, mining industry, limestone works, cement works, dumps, docks, recovery and processing of raw materials, processing, and agricultural industry. Belt specimens sized 1200 × 150 mm were fixed into hydraulic jaws and stretched using the force of 30 kN. They were exposed to the impacts of two impactor types, pyramidal and spherical, simulating the shapes of materials falling onto the belt at chutes. The hammer impact height was changed within the range from 0.2 m to 1.4 m, with 0.2 m increments. The hammer mass was changed within the interval of 50–100 kg, with 10 kg increments.

Figure 1.
The composition of the tested conveyor belt: (1) top cover layer; (2) carcass—polyamide’s plies; and (3) bottom cover layer.
2.1. Methodology for Impact Testing of Belts
The Institute for Logistics and Transport at the Technical University of Košice possesses the equipment constructed particularly for testing resistance to puncture of conveyor belts (Figure 2).

Figure 2.
The testing equipment for testing conveyor belts for resistance to puncture.
A procedure for testing conveyor belts for resistance to puncture is described in more detail in Paper [38].
During testing, the following parameters are varied:
- Conveyor belt type and a corresponding tension force;
- Hammer head;
- Hammer impact height h;
- Hammer mass m;
- Support system type.
The mass was changed by adding calibrated steel weights (ϕ 200 mm) within the mass range from 50 kg to 110 kg. The head of the hammer may be of various shapes, including spherical, pyramidal, or conical. The testing described in this paper was conducted using the pyramidal and spherical impactors (Figure 3). The tests were limited by a maximum impact height of 2.6 m (limiting height of the testing equipment tower). The impact height, measured using the L-GAGE LT3 Long-Range Time-of-Flight Laser Sensor, may be set to an arbitrary value as required for the performance of particular testing. Various potential impact heights and hammer masses enable a wide range of combinations to be created. This particular stand (Figure 4) facilitates testing of any type of conveyor belts.
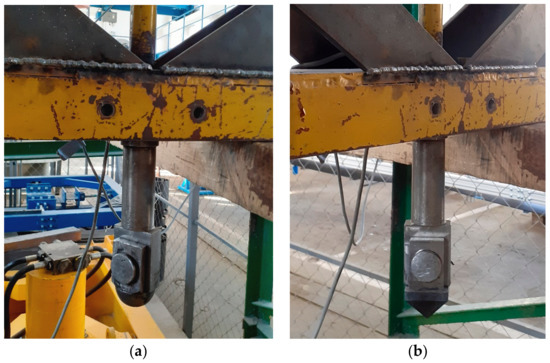
Figure 3.
Impactors used: (a) spherical; and (b) pyramidal.
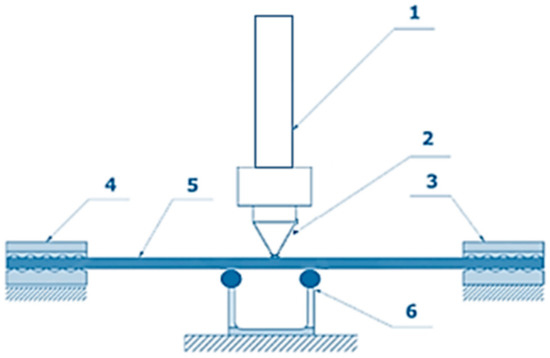
Figure 4.
Testing equipment diagram: 1. hammer; 2. impactor; 3. fixed stretching jaw; 4. slidingstretching jaw; 5. conveyor belt test specimen; and 6. idler support system.
Tests may be carried out either with a support system (supporting idlers) or without it. Both ends of a conveyor belt are fixed into hydraulic jaws and the belt is stretched using a force corresponding to 1/10 of the nominal tensile strength in the longitudinal direction in newtons, multiplied by the specimen width in millimetres. A hammer with a required impactor attached to it, of a predetermined weight, is elevated by a pulley to a required height and then dropped in free fall onto the stretched conveyor belt.
The resistance of conveyor belts to punctures is defined as the ability of a conveyor belt to absorb the impact energy formed at the impact of a material onto the belt, i.e., absorb the entire energy by deformation processes in a conveyor belt without any resultant damage to the belt. If the impact energy is greater than the ability to absorb the entire impact energy, the conveyor belt suffers significant damage, primarily to the top cover layer, in the form of indentations, punctures, or longitudinal and transverse scratches; moreover, a puncture causes damage to the carcass of the conveyor belt which leads to the loss of its functionality. The evaluation of a test in puncture resistance testing comprises visual inspection of the conveyor belt, followed by the identification, based on the recorded measurements, of magnitudes of the impact force and the tension force at which the puncture occurred.
2.2. Impact Energy Identification
For the purpose of identifying the impact energy, i.e., the energy consumed by deformation work during the test, it is first necessary to calculate the total potential energy EP of the hammer fixed at height h:
where m—impactor mass [kg]; g—gravity acceleration [m · s−2]; and h—impact height [m].
EP = m · g · h
The maximum potential energy is affected by the hammer mass and impact height. After the hammer is released to drop, its total potential energy changes into kinetic energy, and the hammer reaches its peak kinetic energy at the instance of impact into the stretched belt specimen. After the hammer falls onto the belt specimen, it bounces off the belt to a height hz as a result of an unconsumed portion of the total potential energy, i.e., a residual positional energy EPz which is calculated using the following equation:
EPz = m · g · hz
The impact energy EPr (impact work) is determined by the difference between potential energies:
EPr = EP − EPz
3. Results and Discussion
3.1. Hammer with a Spherical Impactor
The impact energy values were identified based on the data measured during the dynamic stressing of the specimen of the tested rubber–textile belt. The total potential energies were identified using Equation (1) for the individual hammer masses at various impact heights (0.2 m; 0.4 m; 0.6 m; 0.8 m; 1 m; 1.2 m; and 1.4 m).
The identification of the bounce heights was required in order to identify the residual positional energy after the hammer bounced off the stretched conveyor belt specimen. The bounce heights were identified using the recorded data, which were then used to produce a curve of a correlation between the impact height and time (Figure 5). A non-dimensional value was used to describe the rebounding process specifically coefficient of restitution e (the ratio of the heights before and after the bounce); the individual values are listed in Table 1.
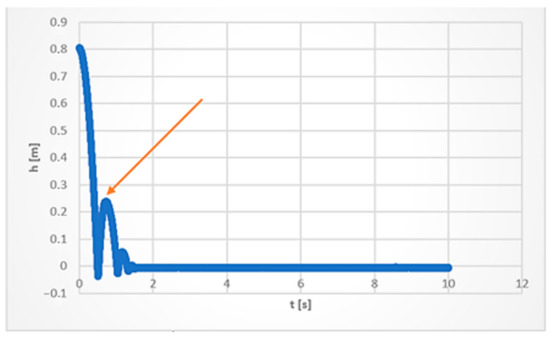
Figure 5.
Bounce height hz of the hammer with the spherical impactor at an impact height of 0.8 m.

Table 1.
Coefficient of restitution, e, of the rebounding process for the hammer with the spherical impactor in individual measurements.
The identified bounce heights enabled the identification of the residual positional energies, calculated using Equation (2), for the individual hammer masses (50–100 kg). The observed results are listed in Table 2.
Table 2.
Values of residual positional energies EPz for individual measurements with the spherical impactor.
The impact energy, i.e., the impact work of the belt carried out at the instance when the hammer with the given impactor type fell onto the tested specimen, was measured as the values calculated using Equation (3) for the individual measurements.
3.2. Hammer with a Pyramidal Impactor
The energies related to the hammer with a pyramidal impactor were identified by applying the same procedure as the one used for the hammer with a spherical impactor. The values of the coefficient of restitution are listed in Table 3. The calculated values of the residual positional energy for the individual bounce heights are listed in Table 4.
Table 3.
Coefficient of restitution, e, of the rebounding process for the hammer with the pyramidal impactor for individual tests.
Table 4.
Values of residual positional energy EPz for individual tests with the pyramidal impactor.
3.3. A Comparison of the Calculated Energies for the Impactors Used
Histograms of the correlations between the impact energy and the impact height were created for the individual values of the impact energy, the impactor types used, and the individual hammer masses (Figure 6 and Figure 7).
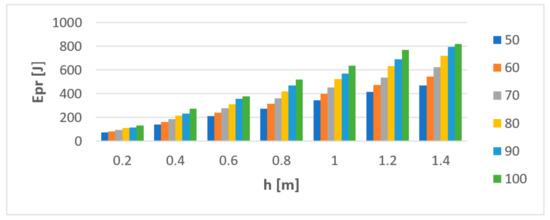
Figure 6.
Impact energy EPr of the hammer as a function of the impact height h, with the spherical impactor (for various masses in kg).
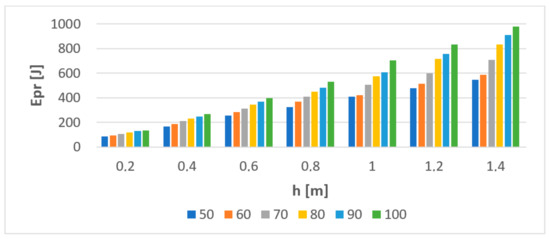
Figure 7.
Impact energy EPr of the hammer as a function of the impact height h, with the pyramidal impactor (for various masses in kg).
A comparison of the impact energy values clearly indicated that higher values were reached in the tests with the pyramidal impactor. This type of impactor causes significant damage to the structural components of rubber–textile conveyor belts, and with this type of impactor, punctures occurred at lower impact heights than those with the spherical impactor [28]. The shape of the pyramidal impactor simulates sharp-edged materials that cause punctures to the rubber cover layer. This usually leads to damage caused by thet tribological interactions between the transported material and the conveyor belt. Moreover, such interactions cause evident abrasive wear of the belts. A spherical impactor simulates a more favourable shape of the transported material, and unlike a pyramidal shape, it does not concentrate the damage within a small volume.
With both impactor types used, the impact energies increased with the increasing impact heights and hammer masses.
A better comparison is presented in the form of a curve of the correlation between the impact energy and the hammer impact height (Figure 8). It clearly shows that the impact energies of the hammer with the pyramidal impactor were higher than those observed with the spherical impactor while this difference increased with the growing impact height.
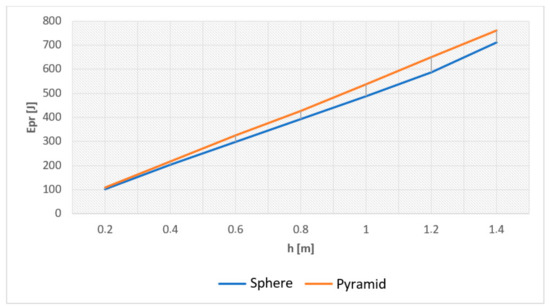
Figure 8.
A comparison of the correlation between the impact energy EPr and the impact height h for the impactor types used.
The graph below (Figure 9) represents the curve of a correlation between the bounce height and the impact height for the pyramidal impactor. It is evident that as the impact height increased, the height to which the hammer bounced off the stretched belt increased too. The maximum bounce heights were observed with the hammer mass of 100 kg because, in this case, the unconsumed portion of the total potential energy reached its peak. Figure 10 shows the same comparison, i.e., a correlation between the impact height and the bounce height, but for the spherical impactor. The bounce heights increased more evenly with the increasing impact heights. Again, the maximum values were observed in the experiments with the hammer weighing 100 kg, i.e., the maximum mass value.
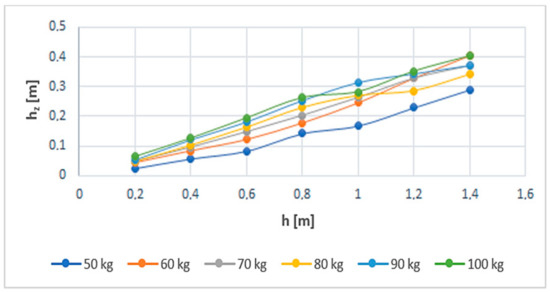
Figure 9.
The correlation between the bounce height hz and the impact height h for the pyramidal impactor.
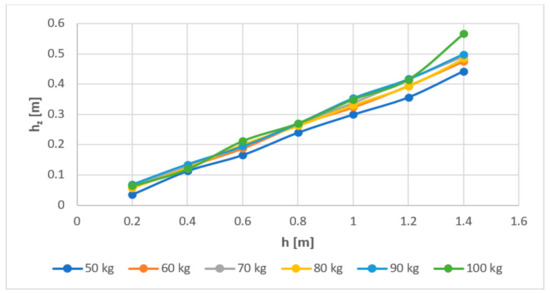
Figure 10.
The correlation between the bounce height hz and the impact height h for the spherical impactor.
The unconsumed portions of the total potential energy, i.e., residual positional energy EPr, were graphically presented as a function of the hammer mass for the impactor types used (Figure 11). The graph indicates that with an increasing mass, the residual energy increases too; this corresponds to increases in the bounce height. In the case of the spherical impactor, the values of the residual energy were higher because the impact work, i.e., the energy absorbed by the belt and idler support system, was lower than that with the pyramidal impactor. This was reflected in the damage to the conveyor belt components. Typical damage to the upper rubber covering layer of the examined conveyor belt due to impact stressing from the use of impactors is documented in Figure 12.
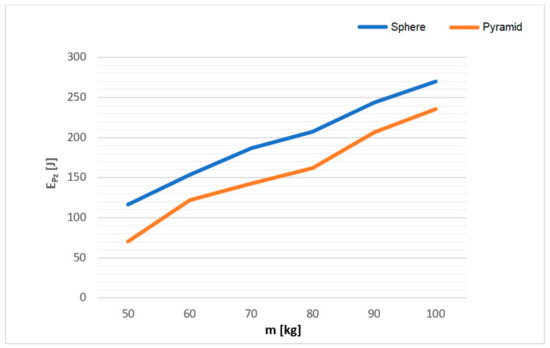
Figure 11.
The correlation between the residual positional energy EPz and the hammer mass for the impactor types used.
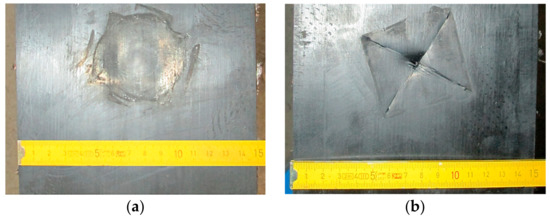
Figure 12.
Damage to the upper covering layer of the examined conveyor belt due to impact stress by impactor used: (a) spherical (100 kg/1.4 m); and (b) pyramidal (100 kg/1.4 m).
For the purpose of identifying the effects of the hammer mass and impact height on the impact energy, graphs were created (Figure 13 and Figure 14), documenting an increase in the impact work with an increasing hammer mass and impact height for the impactor types used. This facilitated the acquisition of valuable information that determines the boundary conditions for setting optimal impact heights for various weights of materials transported by belt conveyors at their critical sites—chutes. In addition to the corresponding curves, a regression analysis facilitated the creation of regression models that specify in more detail the chute parameters, i.e., optimal heights, depending on the impact energy, for different weights of transported materials (Table 5 and Table 6).
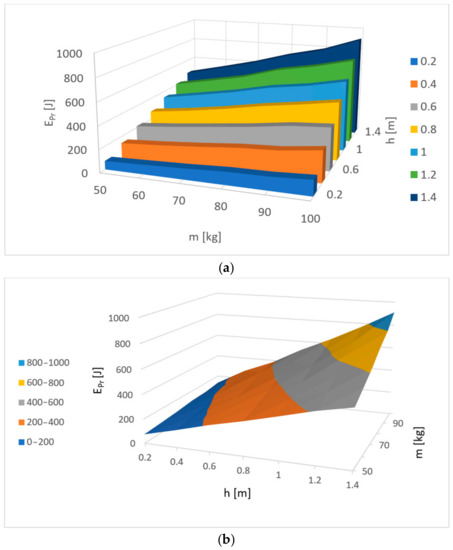
Figure 13.
The correlation between the impact energy EPr and the hammer mass m (the spherical impactor) for impact heights h in meters: (a) a 3D area chart; and (b) a surface chart.
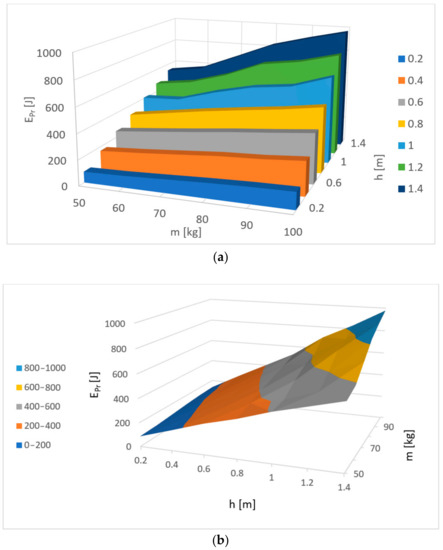
Figure 14.
The correlation between the impact energy EPr and the hammer mass m (the pyramidal impactor) for impact heights h in meters: (a) a 3D area chart; and (b) a surface chart.
Table 5.
Regression models of impact energy EPr [J] for individual impact heights h [m] using the spherical impactor with hammer mass m [kg] for interval 50–100 kg.
Table 6.
Regression models of impact energy EPr [J] for individual impact heights h [m] using the pyramidal impactor with hammer mass m [kg] for interval 50–100 kg.
The DOE method [39] was applied to the data obtained in the experiments in order to identify the effects of the factors and interactions that affect the impact energy value. A graphical representation of the main effects of all factors is shown in Figure 15. The significance of these effects may be assessed graphically, typically using a Pareto chart (Figure 16). The charts indicate that the statistically significant effect on the response, i.e., impact energy, was observed for the hammer impact height (Factor B), hammer mass (Factor A), impactor type (Factor C), and interactions between Factors AB and BC.
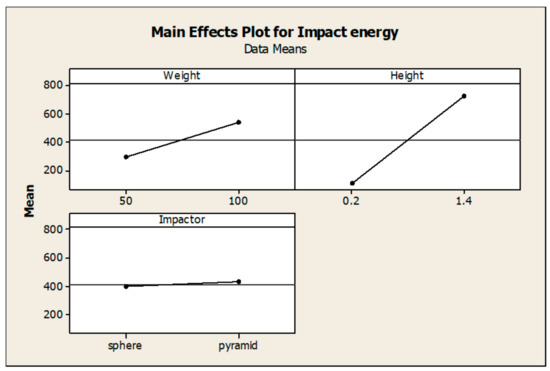
Figure 15.
Graphical representation of the main effects.
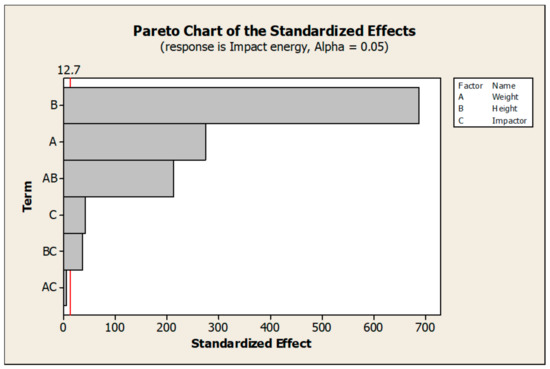
Figure 16.
Pareto analysis of significance of factors and interactions.
4. Conclusions
At present, belt conveyors are regarded as a reliable conveyance equipment that is used in multiple industries, including mining, metallurgy, mechanical engineering, agriculture, and the food processing industry, where their deployment accelerates processes and saves costs. In order to achieve that, a conveyor belt—the key conveyor component—meets all the requirements; it must resist punctures and the effects of dynamic impact stress. A belt’s resistance to punctures is actually its ability to absorb the impact energy. This energy arises when a material falls onto the belt. In laboratory conditions, transported materials are replaced with a hammer to which impactors of various shapes are attached.
This paper deals with the investigation into the energy balance of a rubber–textile conveyor belt, the P2000/4 8 + 4 201A type, during the impact process. Impact stress was exerted using a hammer with a spherical impactor and a pyramidal impactor while various values of the hammer impact height and mass (50–100 kg; 10 kg increments) were applied. The impact heights were varied in the interval from 0.2 m to 1.4 m, with 0.2 m increments.
For the purpose of identifying the impact energy, the heights to which the hammer bounced off the tested belt after the first contact were measured. These data were used to identify residual energies as the unconsumed portions of the total potential energy. The resulting energy balance confirmed that the impact energy of the hammer with the pyramidal impactor was higher than the impact energy of the hammer with the spherical impactor. The pyramidal impactor corresponds to a sharp-edged transported material which causes damage to a conveyor belt due to tribological interactions and due to the impact of the material at the chutes, which contributes to the damage to the structural components due to dynamic stress.
Author Contributions
Conceptualization, Ľ.A.; methodology, Ľ.A.; software, Ľ.A. and P.K.; validation, Ľ.A. and D.M.J., formal analysis, Ľ.A.; investigation, Ľ.A.; resources, Ľ.A. and P.K.; data curation, Ľ.A.; writing—original draft preparation, Ľ.A. and D.M.J.; writing—review and editing, Ľ.A.; visualization, Ľ.A.; supervision, Ľ.A. and D.M.J.; project administration, Ľ.A. and D.M.J.; funding acquisition, D.M.J. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by The Slovak Research and Development Agency, grant number APVV-18-0248.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Mathaba, T.; Xia, X.H. A parametric energy model for energy management of long belt conveyors. Energies 2015, 8, 13590–13608. [Google Scholar]
- Bortnowski, P.; Kawalec, W.; Krol, R.; Ozdoba, M. Types and causes of damage to the conveyor belt-review, classification and mutual relations. Eng. Fail. Anal. 2022, 140, 106520. [Google Scholar]
- Pihnastyi, O.; Cherniavska, S. Improvement of methods for description of a three-bunker collection conveyor. East.-Eur. J. Enterp. Technol. 2022, 5, 33–41. [Google Scholar]
- Ji, J.; Miao, C.; Li, X. Research on the energy-saving control strategy of a belt conveyor with variable belt speed based on the material flow rate. PLoS ONE 2020, 15, e0227992. [Google Scholar] [CrossRef] [PubMed]
- Zhang, S.; Xia, X. Optimal control of operation efficiency of belt conveyor systems. Appl. Energy 2010, 87, 1929–1937. [Google Scholar] [CrossRef]
- Krol, R.; Kawalec, W.; Gladysiewicz, L. An effective belt conveyor for underground ore transportation systems. IOP Conf. Ser. Earth Environ. Sci. 2017, 95, 042047. [Google Scholar] [CrossRef]
- Bajda, M.; Hardygóra, M. Analysis of the influence of the type of belt on the energy consumption of transport processes in a belt conveyor. Energies 2021, 14, 6180. [Google Scholar] [CrossRef]
- Yao, Y.; Zhang, B. Influence of the elastic modulus of a conveyor belt on the power allocation of multi-drive conveyors. PloS ONE 2020, 15, e0235768. [Google Scholar]
- Doroszuk, B.; Król, R.; Wajs, J. Simple design solution for harsh operating conditions: Redesign of conveyor transfer station with reverse engineering and DEM simulations. Energies 2021, 14, 4008. [Google Scholar] [CrossRef]
- Grujic, M.; Malindzak, D.; Marasova, D. Possibilities for reducing the negative impact of the number of conveyors in a coal transportation system. Teh. Vjesn. 2011, 18, 453–458. [Google Scholar]
- Bortnowski, P.; Gladysiewicz, A.; Gladysiewicz, L.; Krol, R.; Ozdoba, M. Conveyor Intermediate TT Drive with power transmis sion at the return belt. Energies 2022, 15, 6062. [Google Scholar] [CrossRef]
- Mathaba, T.; Xia, X. Optimal and energy efficient operation of conveyor belt systems with downhill conveyors. Energy Effic. 2017, 10, 405–417. [Google Scholar] [CrossRef]
- Szurgacz, D.; Zhironkin, S.; Voth, S.; Pokorny, J.; Spearing, A.; Cehlar, M.; Stempniak, M.; Sobik, L. Thermal imaging study to determine the operational condition of a conveyor belt drive system structure. Energies 2021, 14, 3258. [Google Scholar] [CrossRef]
- Grincova, A.; Andrejiova, M.; Marasova, D. Measuring and comparative analysis of the interaction between the dynamic impact loading of the conveyor belt and the supporting system. Measurement 2015, 59, 184–191. [Google Scholar] [CrossRef]
- Zeng, F.; Wu, Q.; Chu, X.; Yue, Z. Measurement of bulk material flow based on laser scanning technology for the energy efficiency improvement of belt conveyors. Measurement 2015, 75, 230–243. [Google Scholar] [CrossRef]
- Charlton, W.; Chiarella, C.; Roberts, A.W. Gravity flow of granular materials in chutes: Optimising flow properties. J. Agric. Eng. Res. 1975, 20, 39–45. [Google Scholar] [CrossRef]
- Wensrich, C.M. Evolutionary optimisation in chute design. Powder Technol. 2003, 138, 118–123. [Google Scholar] [CrossRef]
- Trybała, P.; Blachowski, J.; Błazej, R.; Zimroz, R. Damage detection based on 3d point cloud data processing from laser scanning conveyor belt surface. Remote Sens. 2020, 13, 55. [Google Scholar] [CrossRef]
- Rossow, J.; Coetzee, C.J. Discrete element modelling of a chevron patterned conveyor belt and a transfer chute. Powder Technol. 2021, 391, 77–96. [Google Scholar]
- Ilic, D.; Lavrinec, A.; Orozovic, O. Simulation and analysis of blending in a conveyor transfer system. Miner. Eng. 2020, 157, 106575. [Google Scholar] [CrossRef]
- He, D.J.; Pang, Y.S.; Lodewijks, G. Green operations of belt conveyors by means of speed control. Appl. Energy 2017, 188, 330–341. [Google Scholar] [CrossRef]
- Zhang, M.; Zhang, D.; Yuan, C.; Li, M.; Liu, L.; Xue, M.; Hao, N.; Zhang, Y. PPIM: A point-by-point interpolation method fo breakpoint connection used for load detection of belt conveyor. Measurement 2022, 204, 112125. [Google Scholar] [CrossRef]
- Lodewijks, G. A new generation of energy-saving belt conveyors. Transp. Przem. Masz. Rob. 2012, 3, 12–21. [Google Scholar]
- Hastie, D.B.; Wypych, P.W. Experimental validation of particle flow through conveyor transfer hoods via continuum and discrete element methods. Mech. Mater. 2010, 42, 383–394. [Google Scholar] [CrossRef]
- Bajda, M.; Błażej, R.; Leszek, J. A new tool in belts resistance to puncture research. Min. Sci. 2016, 23, 173–182. [Google Scholar]
- Wojtkowiak, D.; Talaska, K.; Wilczynski, D.; Gorecki, J.; Domek, G. Design issues related to the construction of automatic devices for conveyor belt perforation. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1016, 012018. [Google Scholar] [CrossRef]
- Zeng, F.; Yan, C.; Wu, Q.; Wang, T. Dynamic behaviour of a conveyor belt considering non-uniform bulk material distribution for speed control. Appl. Sci. 2020, 10, 4436. [Google Scholar] [CrossRef]
- Huque, S.T.; McLean, A.G. Belt conveyor transfers—A brief review. Bulk Solids Handl. 2002, 22, 196–203. [Google Scholar]
- Dratt, M.; Katterfeld, A. Coupling of FEM and DEM simulations to consider dynamic deformations under particle load. Granul. Matter 2017, 19, 49. [Google Scholar] [CrossRef]
- Kulinowski, P.; Kawalec, W. QNK-TT Computer Program to Support The Design Of Belt Conveyors, (n.d.). 2022. Available online: http://www.entertech.com.pl/qnk (accessed on 14 March 2023).
- Alviari, L.P.; Anggamawarti, M.F.; Sanjiwani, Y.; Risonarta, V.Y. Classification of impact damage on a rubber-textile conveyor belt: A review. Int. J. Mech. Eng. Technol. Appl. 2020, 1, 21–27. [Google Scholar] [CrossRef]
- Martinetti, A.; van Dongen, L.A.M.; Romano, R. Beyond accidents: A back-analysis on conveyor belt injury for a better design for maintenance operations. Am. J. Appl. Sci. 2016, 14, 1–12. [Google Scholar] [CrossRef]
- Bugaric, U.; Tanasijevic, M.; Polovina, D.; Ignjatovic, D.; Jovancic, P. Lost production costs of the overburden excavation system caused by rubber belt failure. Eksploat. Niezawodn. 2012, 14, 333–341. [Google Scholar]
- Masaki, M.S.; Zhang, L.; Xia, X. A comparative study on the cost-effective belt conveyors for bulk material handling. Energy Proc. 2017, 142, 2754–2760. [Google Scholar] [CrossRef]
- Grincova, A.; Berezny, S.; Marasova, D. Regression model creation based on experimental tests of conveyor belts against belt rips resistance. Acta Montan. Slovaca 2009, 14, 113–120. [Google Scholar]
- Andrejiova, M.; Grincova, A.; Marasova, D. Failure analysis of the rubber-textile conveyor belts using classification models. Eng. Fail. Anal. 2019, 101, 407–417. [Google Scholar] [CrossRef]
- Marasova, D.; Saderova, J.; Ambrisko, L. Simulation of the use of the material handling equipment in the operation process. Open Eng. 2020, 10, 216–223. [Google Scholar] [CrossRef]
- Ambrisko, L.; Marasova, D. Experimental research of rubber composites subjected to impact loading. Appl. Sci. 2020, 10, 8384. [Google Scholar] [CrossRef]
- Miller, I. DOE. Experiment Design and Analysis Using MINITAB®, 1st ed.; Interquality: Prague, Czechia, 2010. (In Czech) [Google Scholar]
















Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).