
Aging of PA12 Powder in Powder Bed Fusion

Abstract
:1. Introduction
2. Material and Methods
2.1. Choice of Process Parameter Values
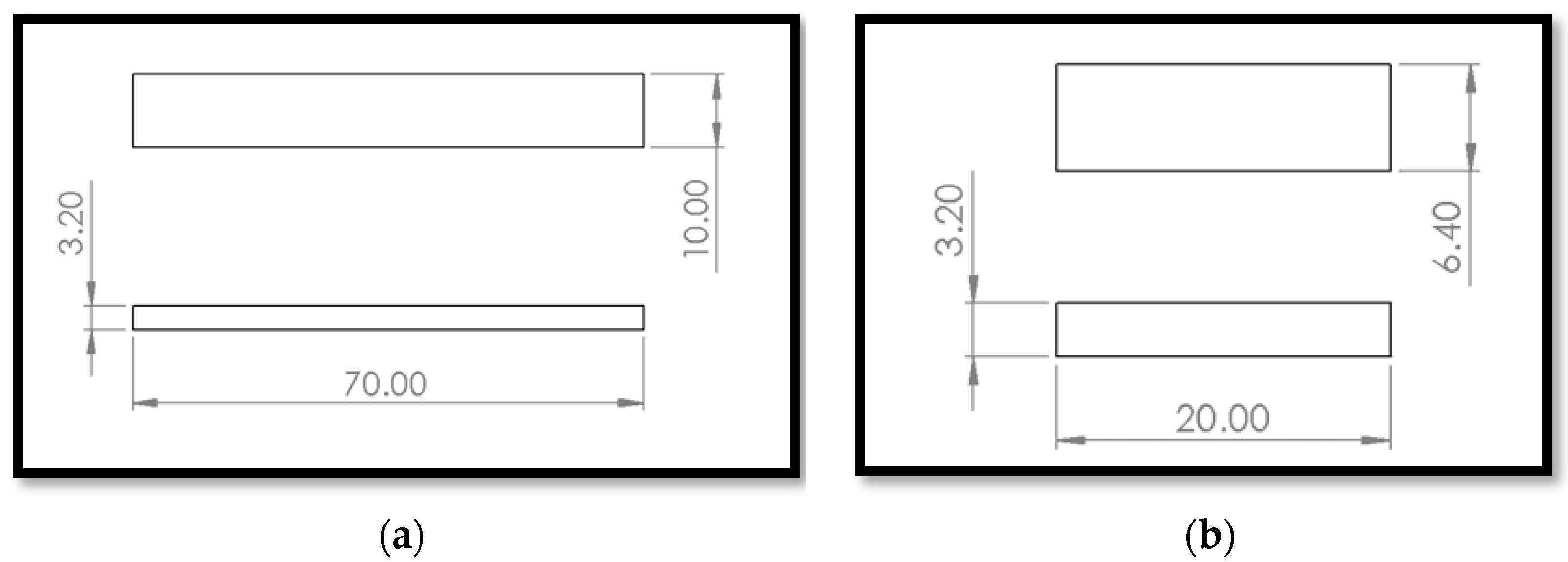
2.2. Layout of PBF Specimens
2.3. Preparation of Work
2.4. Mechanical Characterization of the Specimens
2.5. Chemical-Physical Characterization
3. Results and Discussion
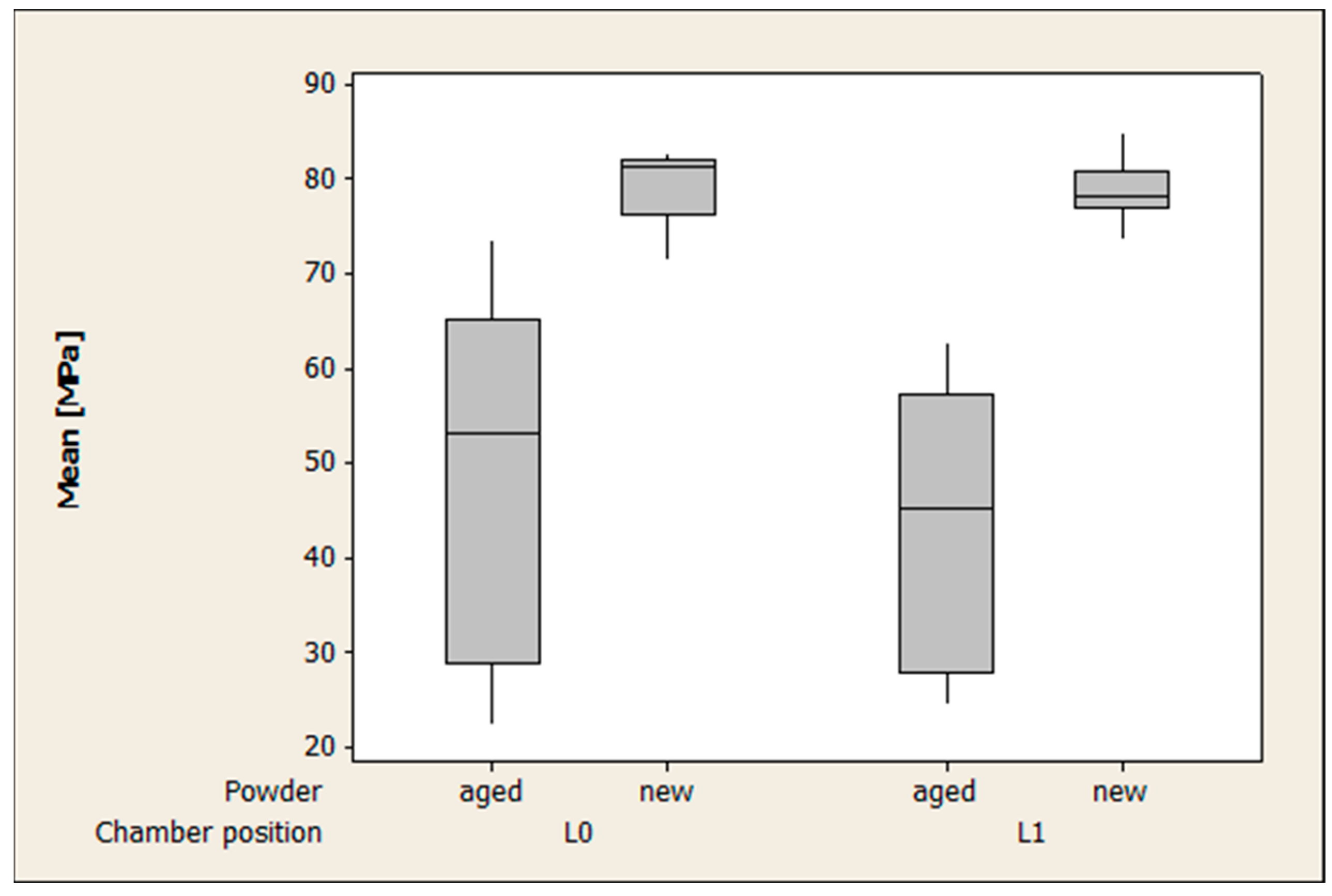
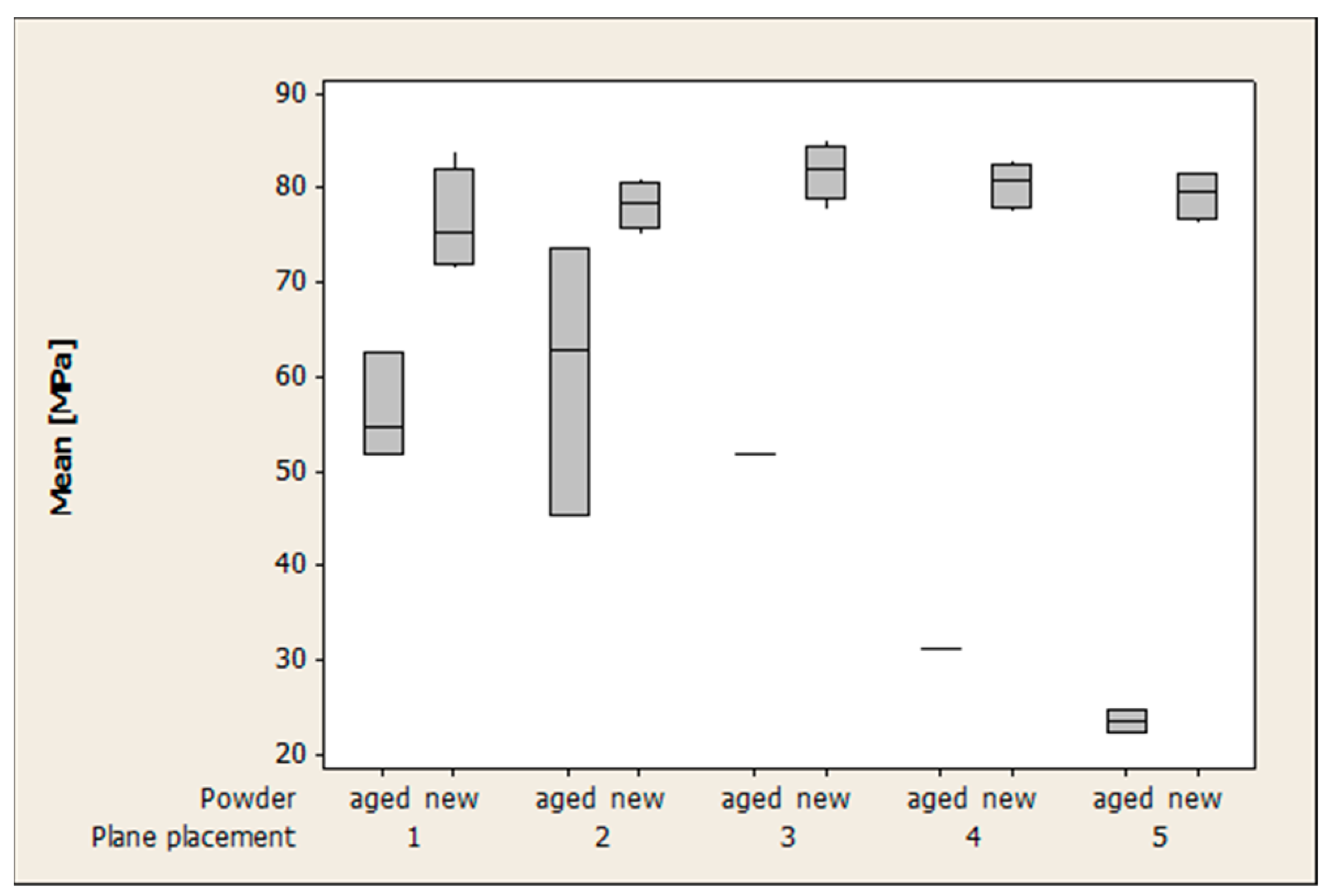
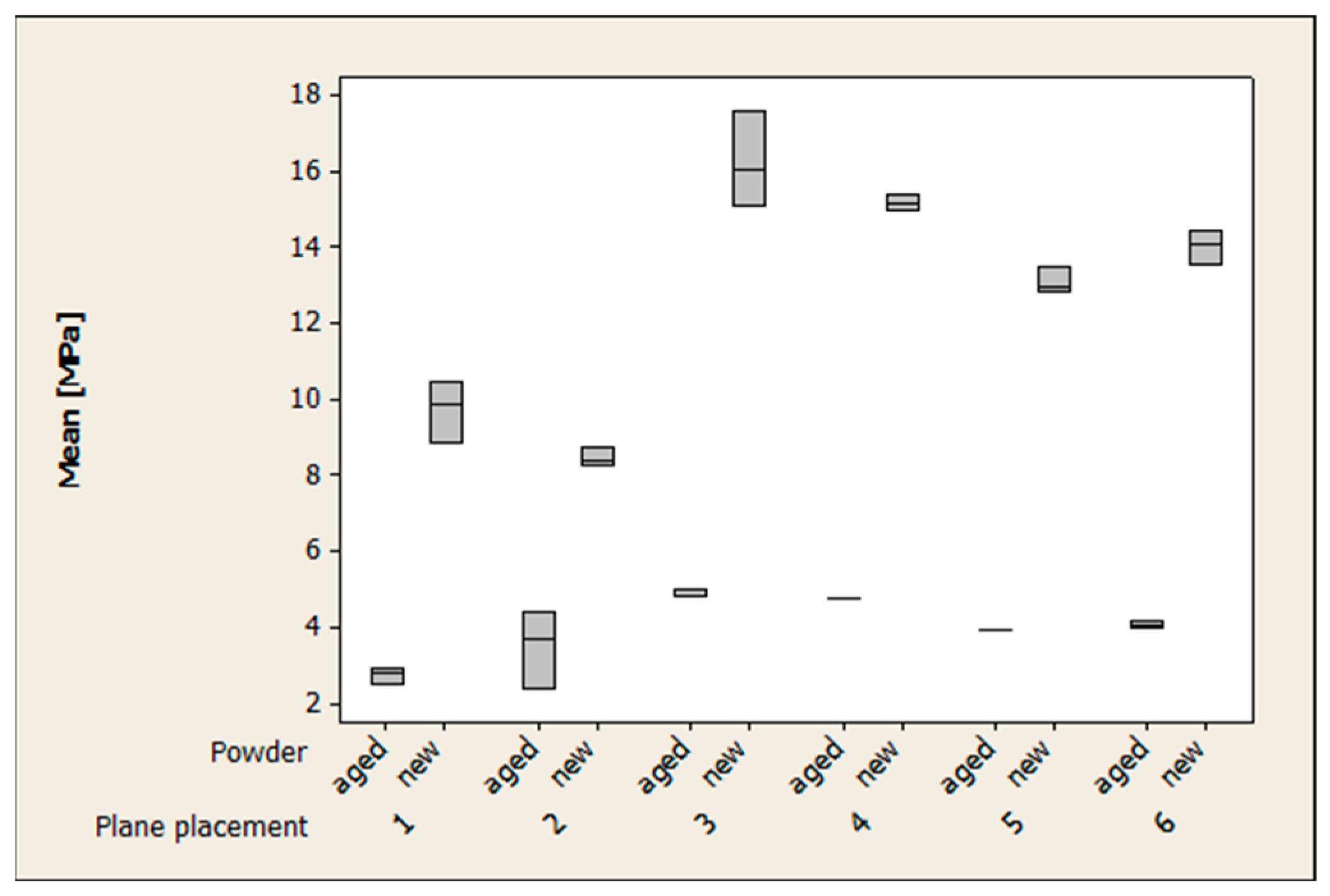
3.1. Mechanical Testing
3.2. Chemical and Physical Analysis
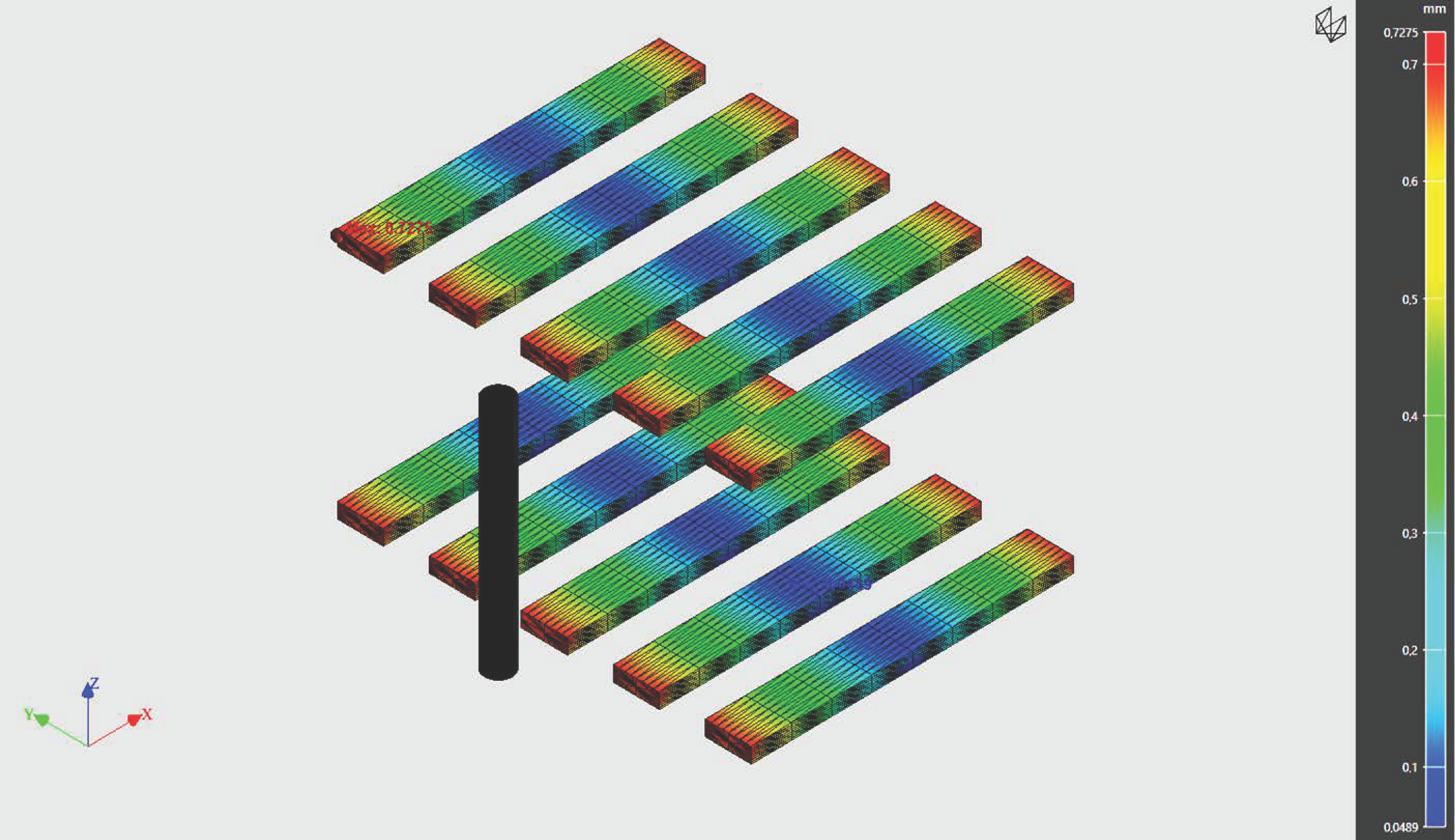
4. Numerical Analysis
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Choi, D.S.; Lee, S.H.; Shin, B.S.; Wang, K.H.; Song, Y.A.; Park, S.H.; Lee, H.S. Development of a direct metal freeform fabrication technique using CO2 laser welding and milling technology. J. Mater. Process. Technol. 2001, 113, 273–279. [Google Scholar] [CrossRef]
- Erhard, P.; Seidel, A.; Vogt, J.; Volk, W.; Günther, D. Evaluation and optimisation of a slurry-based layer casting process in additive manufacturing using multiphase simulations and spatial reconstruction. Prod. Eng. 2022, 16, 43–54. [Google Scholar] [CrossRef]
- Ahmesthin, R.; Fedorov, V.; Kostikov, K.; Martyushev, N.; Ovchinnikov, V.; Rasin, A.; Yakovlev, A. SLS setup and its working procedure. Key Eng. Mater. 2016, 685, 477–481. [Google Scholar] [CrossRef]
- Ashourpour, M.; Zanardini, M.; Bacchetti, A.; Zanoni, S. Additive Manufacturing Impacts on Productions and Logistics Systems. IFAC-PapersOnLine 2016, 49, 1679–1684. [Google Scholar] [CrossRef]
- Dewulf, W.; Pavan, M.; Craeghs, T.; Kruth, J. Using X-ray computer tomograpghy to improve the pososity level of polyamide-12 laser sintred parts. CIRP Ann. Manuf. Technolology 2016, 65, 205–208. [Google Scholar] [CrossRef]
- Dizob, J.; Espera, A.; Chen, Q.; Advincula, R. Mechanical characterization of 3D-printed polymers. Addit. Manuf. 2018, 20, 44–67. [Google Scholar] [CrossRef]
- Goodridge, R.D.; Tuck, C.J.; Hague, R.J.M. Laser sintering of polyamides and other polymers. Prog. Mater. Sci. 2012, 57, 229–267. [Google Scholar] [CrossRef]
- Sindingera, S.L.; Kraloveca, C.; Tascha, D.; Martin, S. Thickness dependent anisotropy of mechanical properties and inhomogeneous porosity characteristics in laser-sintered polyamide 12 specimens. Addit. Manuf. 2020, 33, 101141. [Google Scholar] [CrossRef]
- Ha, S.; Ransikarbum, K.; Han, H.; Kwon, D.; Kim, H.; Kim, N. A dimensional compensation algorithm for vertical bending deformation of 3D printed parts in selective laser sintering. Rapid Prototyp. J. 2018, 24, 955–963. [Google Scholar] [CrossRef]
- Corrado, A.; Polini, W. Assembly design in aeronautic field: From assembly jigs to tolerance analysis. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 231, 2652–2663. [Google Scholar] [CrossRef]
- Corrado, A.; Polini, W. Measurement of high flexibility components in composite material by touch probe and force sensing resistors. J. Manuf. Process. 2019, 45, 520–531. [Google Scholar] [CrossRef]
- Carrino, L.; Giorleo, G.; Polini, W.; Prisco, U. Dimensional errors in longitudinal turning based on the unified generalized mechanics of cutting approach. Part II: Machining process analysis and dimensional error estimate. Int. J. Mach. Tools Manuf. 2002, 42, 1517–1525. [Google Scholar] [CrossRef]
- Corrado, A.; Polini, W.; Moroni, G. Manufacturing signature and operating conditions in a variational model for tolerance analysis of rigid assemblies. Res. Eng. Des. 2017, 28, 529–544. [Google Scholar] [CrossRef]
- Dadbakhsha, S.; Verbelenb, L.; Verkinderenc, O.; Strobbea, D.; Van Puyveldeb, P.; Kruth, J.P. Effect of PA12 powder reuse on coalescence behaviour and microstructure of SLS parts. Eur. Polym. J. 2017, 92, 250–262. [Google Scholar] [CrossRef]
- Goodridge, R.D.; Hague, R.J.M.; Tuck, C.J. Effect of long-term ageing on the tensile properties of a polyamide 12 laser sintering material. Polym. Test. 2010, 29, 483–493. [Google Scholar] [CrossRef]
- Yang, F.; Zobeiry, N.; Mamidala, R.; Chen, X. A review of aging, degradation, and reusability of PA12 powders in selective laser sintering additive manufacturing. Mater. Today Commun. 2023, 34, 105279. [Google Scholar] [CrossRef]
- Martynková, G.S.; Sliva, A.; Kratošová, G.; Barabaszová, K.C.; Študentová, S.; Klusák, J.; Brožová, S.; Dokoupil, T.; Holešová, S. Polyamide 12 Materials Study of Morpho-Structural Changes during Laser Sintering of 3D Printing. Polymers 2021, 13, 810. [Google Scholar] [CrossRef]
- Stiller, T.; Berer, M.; Katta, A.D.; Haar, B.; Truszkiewicz, E.; Kraschitzer, W.; Stepanvosky, H.; Pinter, G.; Lackner, J.M. Powder ageing of Polyamide 6 in laser sintering and its effects on powder and component characteristics. Addit. Manuf. 2022, 58, 102987. [Google Scholar] [CrossRef]
- Gazzerro, A.; Polini, W.; Sorrentino, L. Investigation on selective laser sintering of PA12: Dimensional accuracy and mechanical performance. Rapid Prototyp. J. 2021, 27, 1010–1019. [Google Scholar] [CrossRef]
- Vendittoli, V.; Polini, W.; Walter, M.S.J. Geometrical deviations of green parts due to additive manufacturing: A synthetic geometrical performance index. Procedia CIRP 2022, 114, 159–164. [Google Scholar] [CrossRef]
- Gornet, T.J.; Davis, K.R.; Starr, T.L.; Mulloy, K.M. Characterization of selective laser sintering materials to determine process stability. In Proceedings of the 2002 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 5–7 August 2002; pp. 546–553. [Google Scholar] [CrossRef]
- Zarringhalam, H.; Hopkinson, N.; Kamperman, N.F.; De Vlieger, J.J. Effects of processing on microstructure and properties of SLS Nylon 12. Mater. Sci. Eng. A 2006, 435–436, 172–180. [Google Scholar] [CrossRef]
- Kuehnlein, F.; Drummer, D.; Rietzel, D.; Seefried, A. Degradation behavior and material properties of PA12-plastic powders processed by powder based additive. In Annals of DAAAM for 2010 & Proceedings of the 21st International DAAAM Symposium; DAAAM International: Vienna, Austria, 2010; Volume 21, pp. 1547–1548. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | Unit of Measurement |
|---|---|---|
| Layer thickness | 100 | µm |
| Number of contours | 3 | |
| Hatch offset | 50 | µm |
| Hatching spacing | 150 | µm |
| Contour offset | 50 | µm |
| The heating temperature of the powder surface | 150 | °C |
| Chamber heating temperature | 140 | °C |
| Building temperature of the powder surface | 170 | °C |
| Laser velocity | 550 | mm/s |
| Nominal Length [mm] | Nominal Width [mm] | Nominal Thickness [mm] | N. Specimens | N. Build Cycles | N. Kinds of Powder | Total Specimens | ||
|---|---|---|---|---|---|---|---|---|
| 3-point bending test | Level 0 (z = 0 mm) | 70.00 | 10.00 | 3.20 | 5 | 2 | 2 | 20 |
| Level 1 (z = 50 mm) | 5 | 2 | 2 | 20 | ||||
| Short-beam test | Level 0 (z = 0 mm) | 20.00 | 6.40 | 3.20 | 6 | 2 | 2 | 24 |
| Level 1 (z = 50 mm) | 6 | 2 | 2 | 24 | ||||
| Virgin Powder | 1-Time Reused Powder | n-Times Reused Powder | ||||
|---|---|---|---|---|---|---|
| Temperature (°C) | Time (min) | Temperature (°C) | Time (min) | Temperature (°C) | Time (min) | |
| DSC | 150 | t1: 120 | 150 | t1: 120 | 150 | t1: 120 |
| 150 | t2: 180 | 150 | t2: 180 | 150 | t2: 180 | |
| 170 | t1: 120 | 170 | t1: 120 | 170 | t1: 120 | |
| 170 | t2: 180 | 170 | t2: 180 | 170 | t2: 180 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gazzerro, A.; Polini, W.; Sorrentino, L.; Giuliano, G. Aging of PA12 Powder in Powder Bed Fusion. Appl. Sci. 2023, 13, 5599. https://doi.org/10.3390/app13095599
Gazzerro A, Polini W, Sorrentino L, Giuliano G. Aging of PA12 Powder in Powder Bed Fusion. Applied Sciences. 2023; 13(9):5599. https://doi.org/10.3390/app13095599
Chicago/Turabian StyleGazzerro, Achille, Wilma Polini, Luca Sorrentino, and Gillo Giuliano. 2023. "Aging of PA12 Powder in Powder Bed Fusion" Applied Sciences 13, no. 9: 5599. https://doi.org/10.3390/app13095599