

Comprehensive Study on the Properties of AZ91/x-Si3N4 Composites for Their Prospective Application
 ,
,  , and
, and
Abstract
1. Introduction
2. Materials and Methods
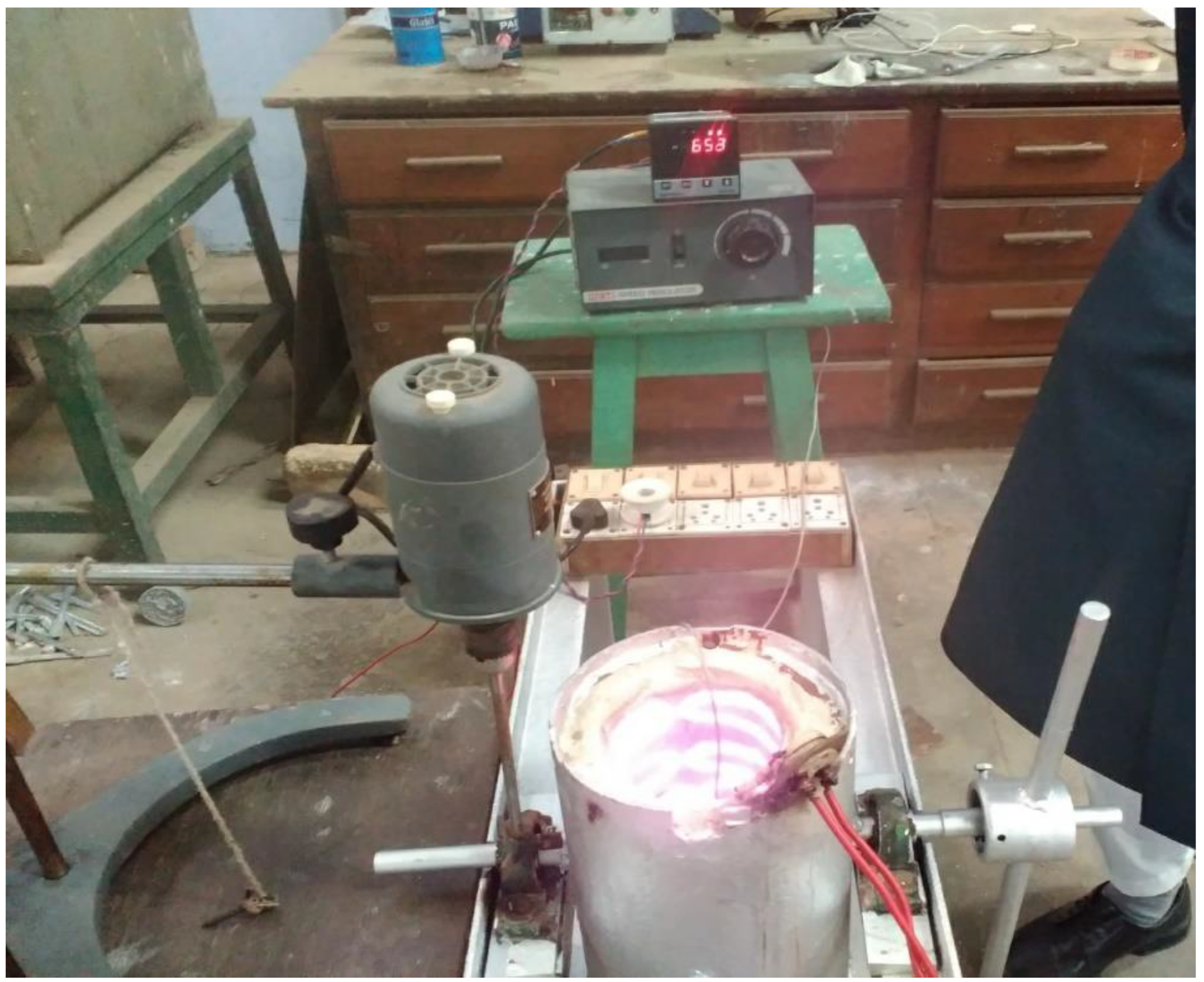
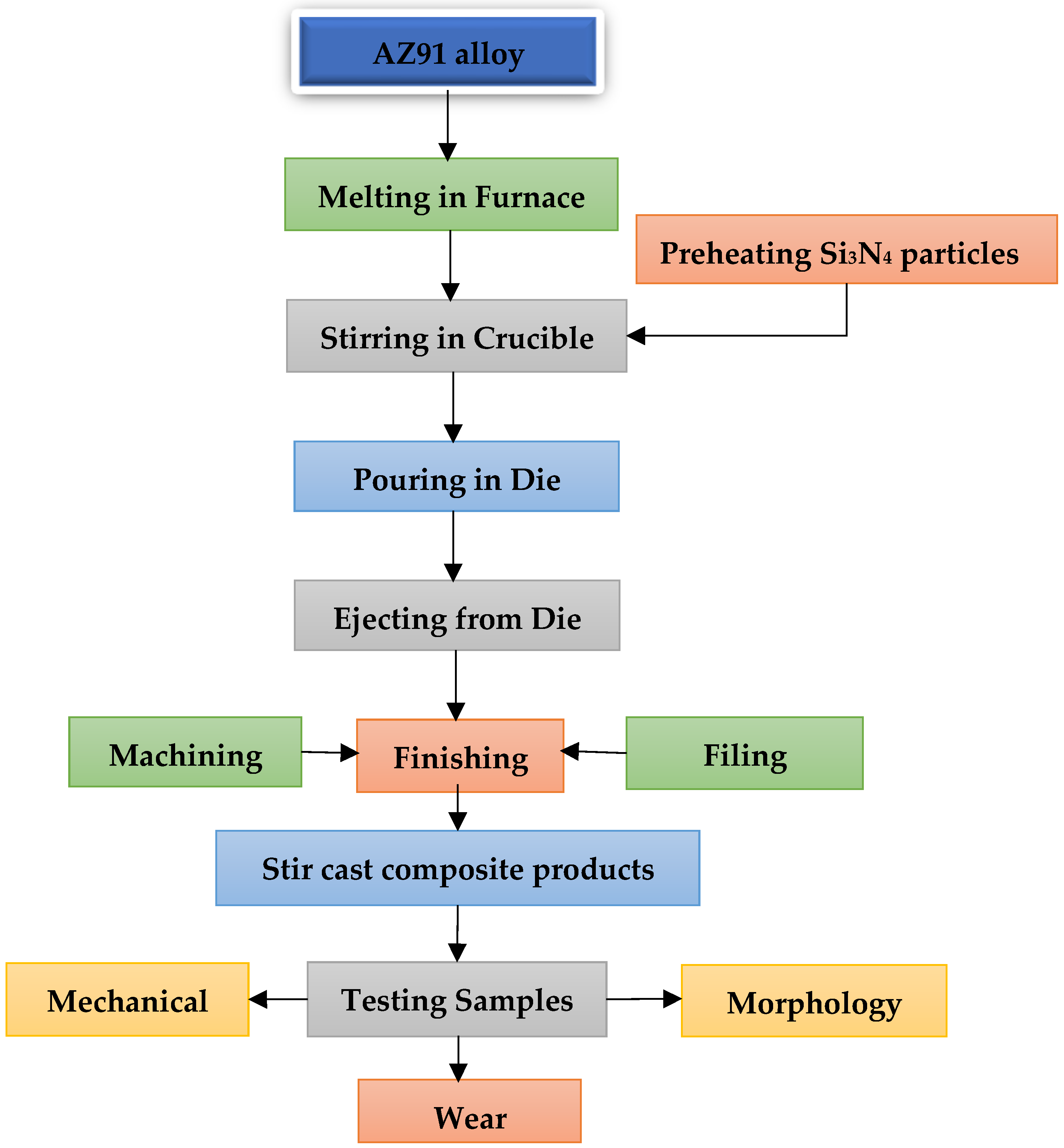
2.1. Fabrication of AZ91/x-Si3N4 Composites
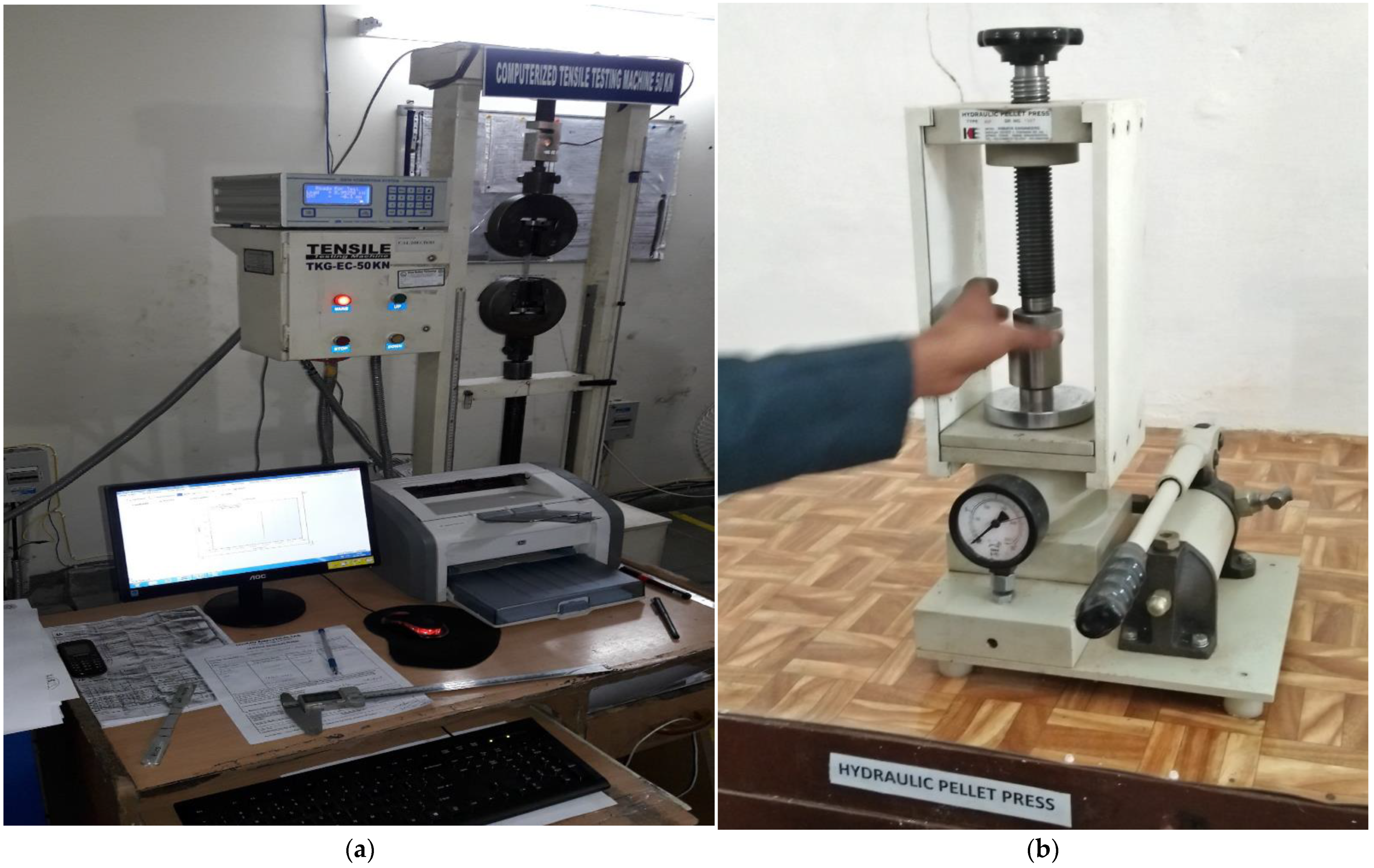
2.2. Testing of AZ91/x-Si3N4 Composites
2.2.1. Physical Properties
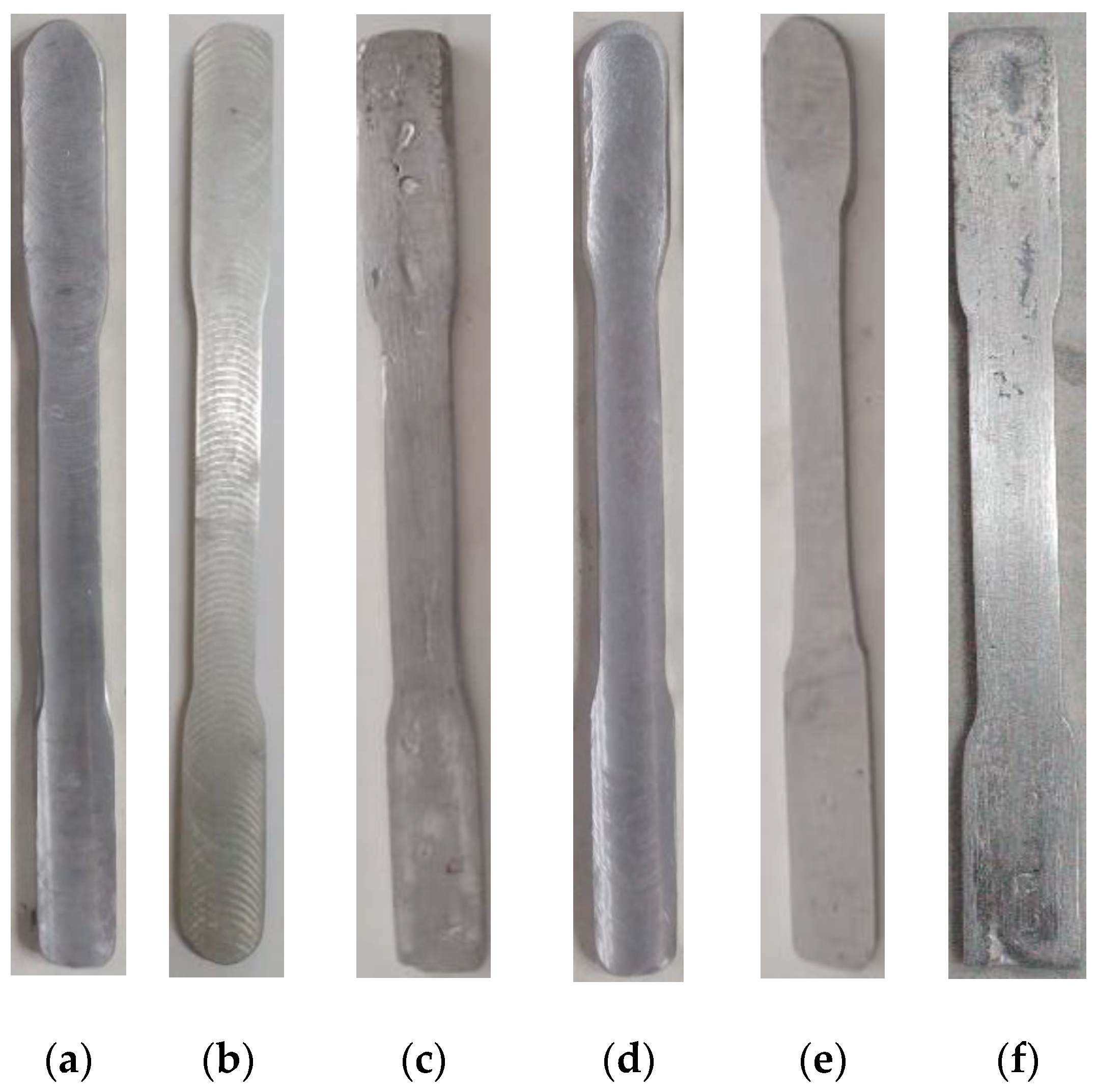
2.2.2. Mechanical Properties
2.2.3. Metallurgical Properties
3. Results and Discussion
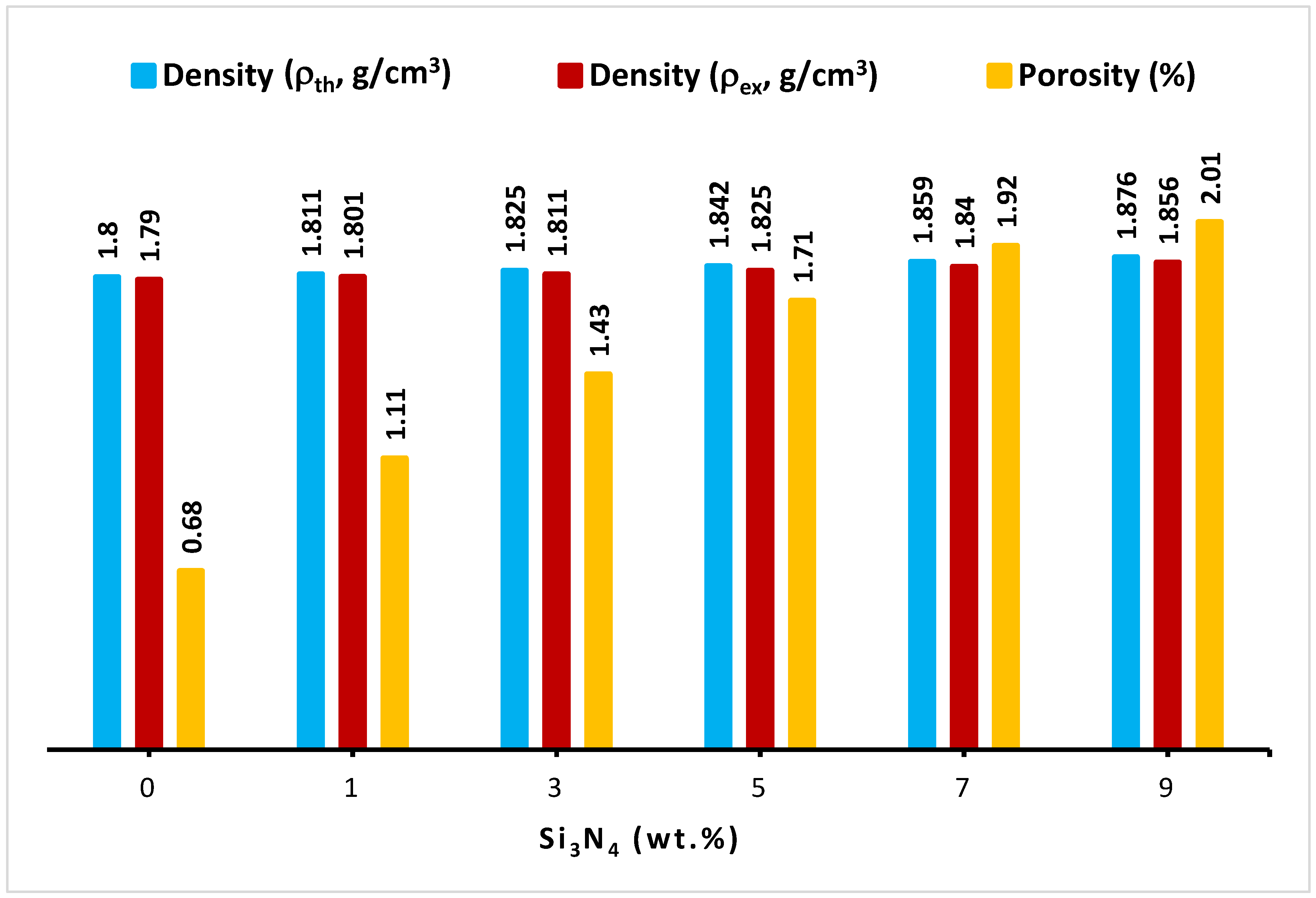
3.1. Density and Porosity
3.2. Hardness and Elongation
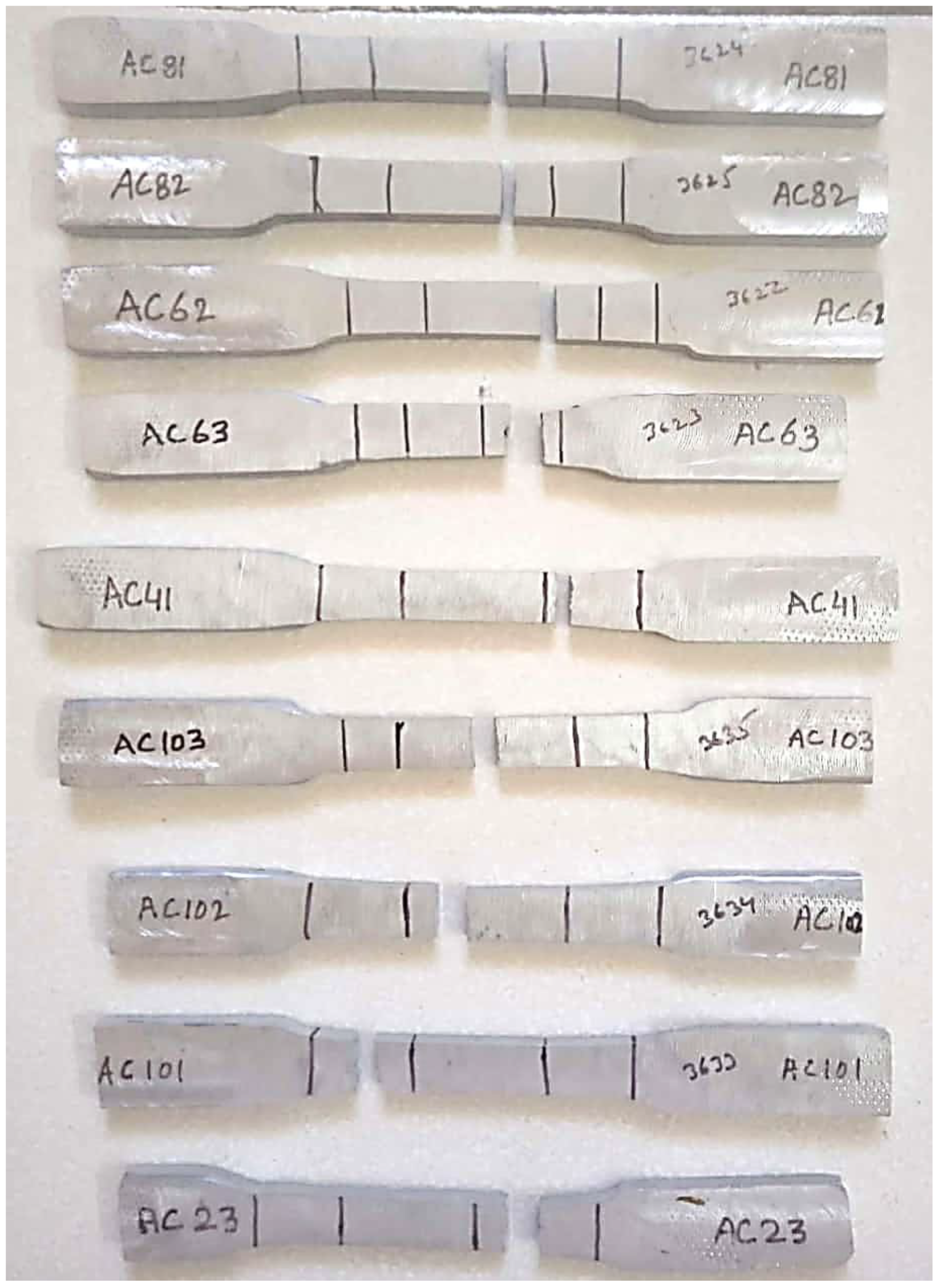
3.3. Tensile and Compressive Strength

3.4. Impact Strength
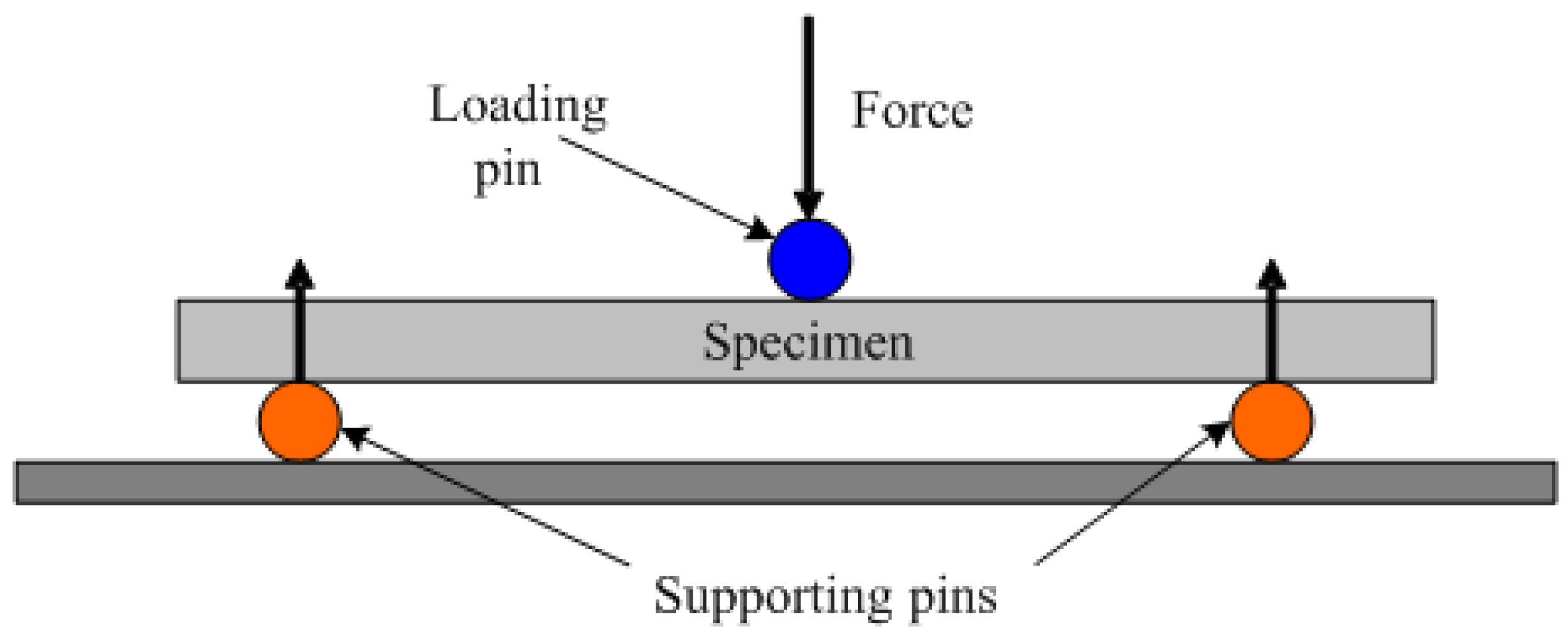
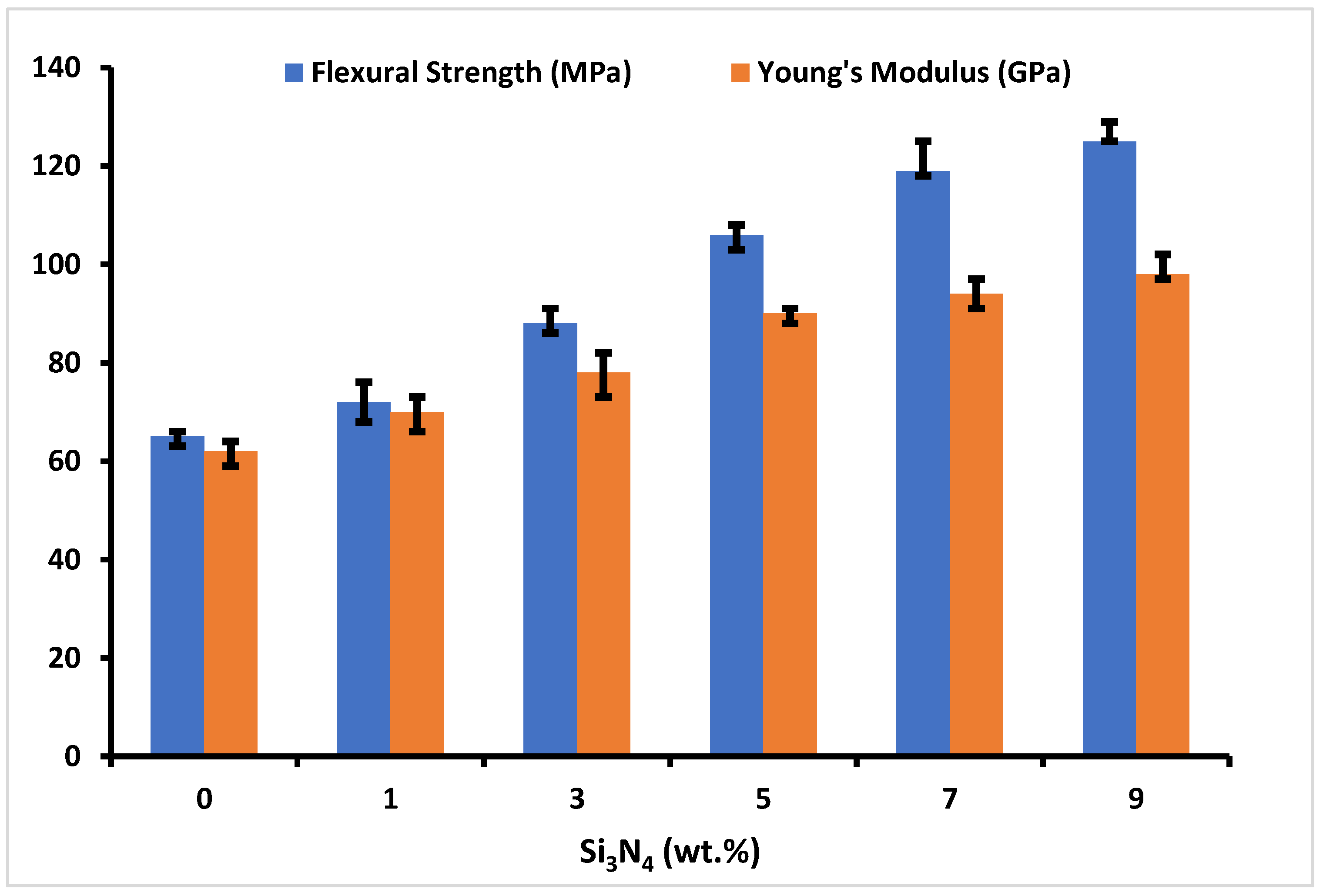
3.5. Flexural Strength and Young’s Modulus
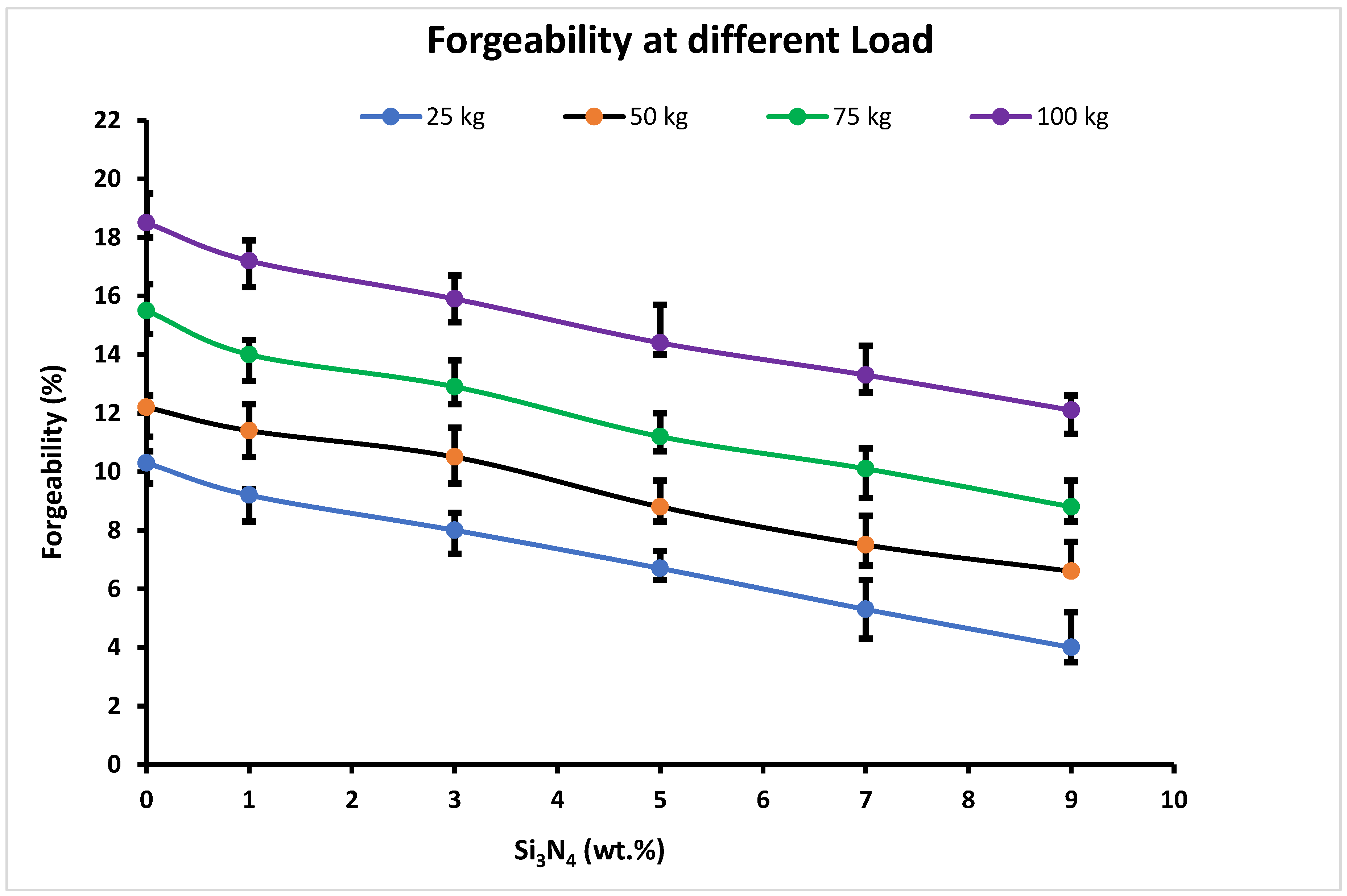
3.6. Forgeability
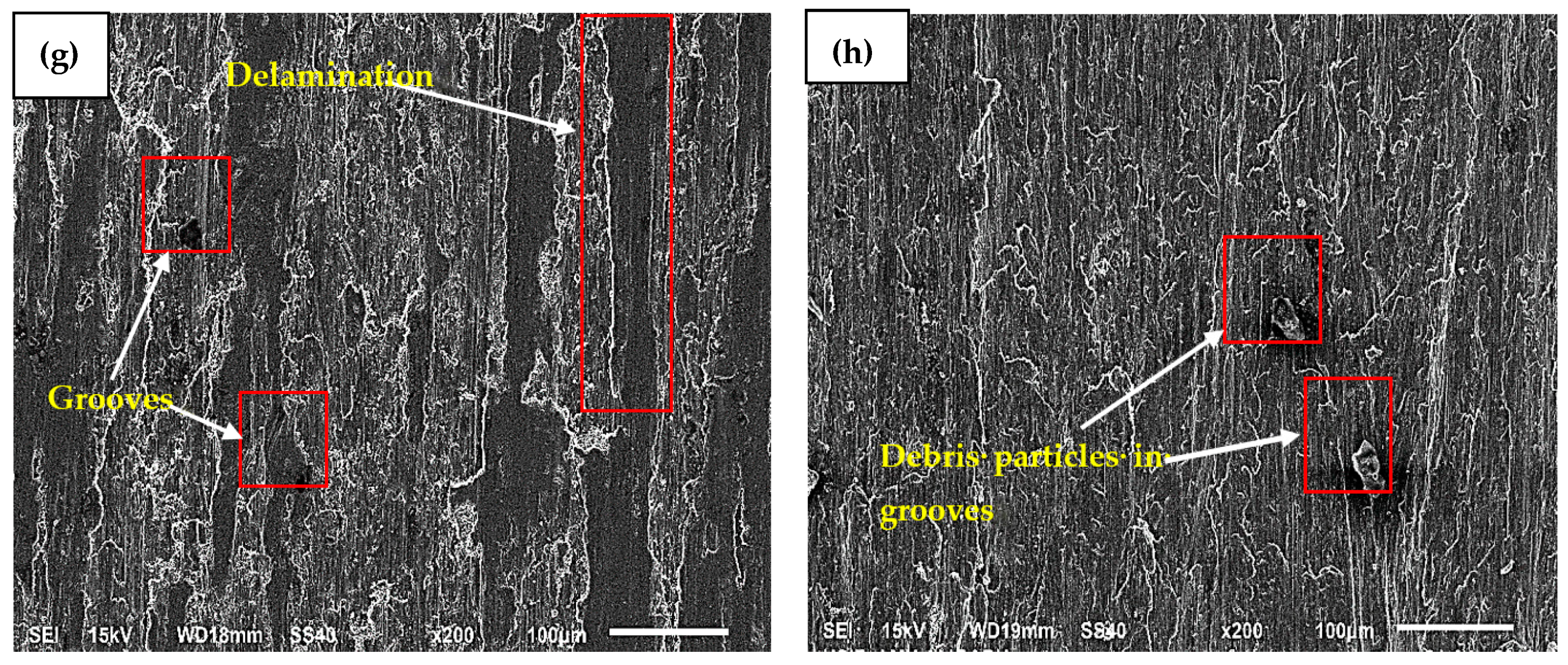
3.7. Wear Analysis
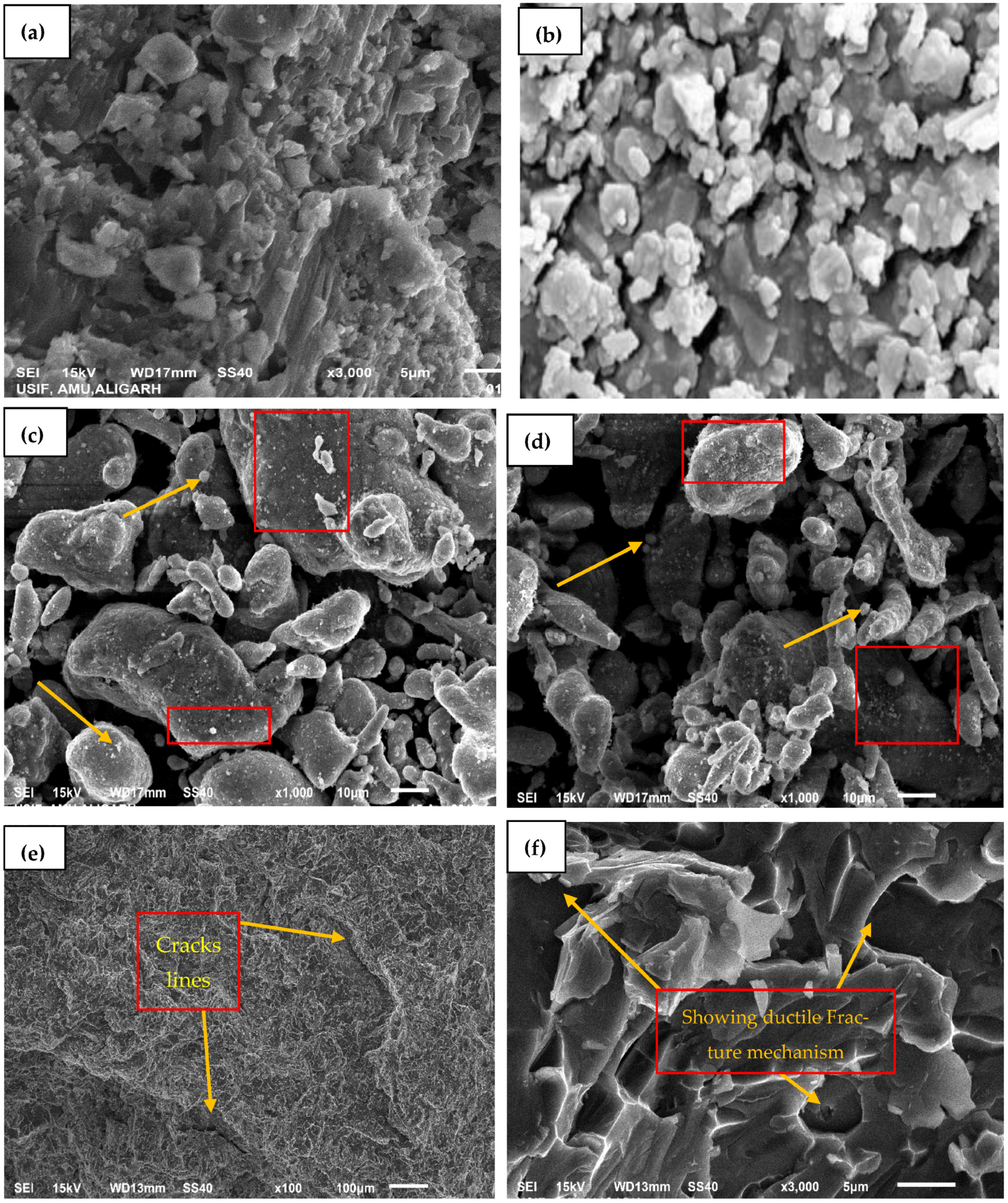
3.8. Morphology
4. Conclusions
- Physical properties such as density (experimental and theoretical) and porosity were increased due to the presence of Si3N4 particles. The maximum porosity was depicted to be 2.01%, which is considerable for use in applications.
- Mechanical properties like hardness and strength (compressive, tensile, impact, flexural, and Young’s modulus) were enhanced and found to be 76 HBN (231 MPa, 425 MPa, 29 J/cm2, 125 MPa, and 98 GPa) consecutively at 9 wt.% of Si3N4, whereas elongation decreased. Further, the forge ability was augmented when increasing the load, while it declined on addition of the reinforcement.
- Wear characteristic evaluation showed a decrease in wear loss due to the presence of Si3N4 particles, which act as a solid lubricant when first separated from the parent alloy. This property makes the material suitable for biomedical implants having relative motion, as after initial wear it becomes self-lubricating. Mg being biocompatible and biodegradable aids in human bone development; this quality of the AZ91 composite makes it a strong contestant for biomedical and prosthetic applications. Moreover, magnesium and its alloys are regarded as some of the most important materials for energy storage because they have the ability to store hydrogen gas as magnesium hydride. Among the available materials for renewable energy storage, magnesium has the highest theoretical storage capacity at 7.6 weight percent and an outstanding thermodynamic reversibility.
- Morphological study verified the existence of the reinforced particles in the parent alloy. SEM of the fractured sample showed that the ductile fracture is more dominant over the brittle fracture. Further, various wear mechanisms were predicted on the worn surfaces.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Matta, A.K.; Koka, N.S.; Devarakonda, S.K. Recent studies on particulate reinforced AZ91 magnesium composites fabricated by stir casting—A review. J. Mech. Energy Eng. 2020, 4, 115–126. [Google Scholar] [CrossRef]
- Bommala, V.K.; Krishna, M.G.; Rao, C.T. Magnesium matrix composites for biomedical applications: A review. J. Magnes. Alloys 2019, 7, 72–79. [Google Scholar] [CrossRef]
- Abdalla, M.; Joplin, A.; Elahinia, M.; Ibrahim, H. Corrosion modeling of magnesium and its alloys for biomedical applications. Corros. Mater. Degrad. 2020, 1, 11. [Google Scholar] [CrossRef]
- Barlow, S.T.; Fisher, A.J.; Bailey, D.J.; Blackburn, L.R.; Stennett, M.C.; Hand, R.J.; Morgan, S.P.; Hyatt, N.C.; Corkhill, C.L. Thermal treatment of nuclear fuel-containing Magnox sludge radioactive waste. J. Nucl. Mater. 2021, 552, 152965. [Google Scholar] [CrossRef]
- Yuwaraj, K.; Kanagaraja, K.; Kumar, D.P.; Reshmanth, B.; Mukesh, B.M.V. Augmented mechanical properties of magnesium AZ91 reinforced with graphene. J. Phys. Conf. Ser. 2021, 2027, 012004. [Google Scholar] [CrossRef]
- Li, N.; Yan, H.; Wu, Q.; Cao, Z. Fabrication of carbon nanotubes and rare earth Pr reinforced AZ91 composites by powder metallurgy. Chin. J. Mech. Eng. 2021, 34, 26. [Google Scholar] [CrossRef]
- Yang, C.; Zhang, B.; Zhao, D.; Li, X.; Zhai, T.; Han, Q.; Liu, F. In-situ synthesis of AlN/Mg-Al composites with high strength and high plasticity. J. Alloys Compd. 2017, 699, 627–632. [Google Scholar] [CrossRef]
- Yang, C.; Zhang, B.; Zhao, D.; Wang, X.; Sun, Y.; Xu, X.; Liu, F. Microstructure evolution of as-cast AlN/AZ91 composites and room temperature compressive properties. J. Alloys Compd. 2019, 774, 573–580. [Google Scholar] [CrossRef]
- Zhou, S.-S.; Deng, K.-K.; Li, J.-C.; Shang, S.-J.; Liang, W.; Fan, J.-F. Effects of volume ratio on the microstructure and mechanical properties of particle reinforced magnesium matrix composite. Mater. Des. 2014, 63, 672–677. [Google Scholar] [CrossRef]
- Balaji, E.; Sathiya Moorthy, R. Investigation on Mechanical and Wear Properties of ZE43 Magnesium Composites Reinforced with Silicon Nitride by Friction Stir Processing. Silicon 2022, 14, 11881–11890. [Google Scholar] [CrossRef]
- Wang, S.; Geng, H.; Wang, Y. Fabrication and machinability of Si3N4-Mg-Al-Zn (AZ91) composites. Mater. Sci. Technol. 2006, 22, 223. [Google Scholar] [CrossRef]
- Srivastava, M.; Grips, V.W.; Rajam, K. Influence of SiC, Si3N4 and Al2O3 particles on the structure and properties of electrodeposited Ni. Mater. Lett. 2008, 62, 3487–3489. [Google Scholar] [CrossRef]
- Dhinakarraj, C.; Senthilkumar, N.; Badri, M.; Anbuchezhiyan, G. Vibration and Damping Behavior of Si3N4 Reinforced Magnesium Alloy Composite for Structural Applications Vibration and Damping Behavior of Si3N4 Reinforced Magnesium Alloy Composite for Structural Applications. J. N. Mater. Electrochem. Syst. 2020, 23, 182–189. [Google Scholar] [CrossRef]
- Xia, Y.; Zeng, Y.-P.; Jiang, D. Microstructure and mechanical properties of porous Si3N4 ceramics prepared by freeze-casting. Mater. Des. 2012, 33, 98–103. [Google Scholar] [CrossRef]
- Ramanujam, N.; Muthukumaran, S.; Nagesawara Rao, B.; Ramarao, M.; Mangrulkar, A.L.; Ashraff Ali, K.; Pugazhendhi, L.; Markos, M. Experimental investigations on mechanical properties of AZ31/eggshell particle-based magnesium composites. Adv. Mater. Sci. Eng. 2022, 2022, 4883764. [Google Scholar] [CrossRef]
- Ye, J.; Chen, X.; Luo, H.; Zhao, J.; Li, J.; Tan, J.; Yang, H.; Feng, B.; Zheng, K.; Pan, F. Microstructure, mechanical properties and wear resistance of Ti particles reinforced AZ31 magnesium matrix composites. J. Magnes. Alloys 2022, 10, 2266–2279. [Google Scholar] [CrossRef]
- Pasha, M.B.; Rao, R.N.; Ismail, S.; Özcan, M.; Prasad, P.S.; Gupta, M. Assessing Mg/Si3N4 biodegradable nanocomposites for osteosynthesis implants with a focus on microstructural, mechanical, in vitro corrosion and bioactivity aspects. J. Mater. Res. Technol. 2022, 19, 3803–3817. [Google Scholar] [CrossRef]
- Banerjee, S.; Poria, S.; Sutradhar, G.; Sahoo, P. Dry sliding tribological behavior of AZ31-WC nano-composites. J. Magnes. Alloys 2019, 7, 315–327. [Google Scholar] [CrossRef]
- Hu, B.; Zhu, W.-J.; Li, Z.-X.; Lee, S.B.; Li, D.-J.; Zeng, X.-Q.; Choi, Y.S. Effects of Ce content on the modification of Mg2Si phase in Mg-5Al-2Si alloy. J. Magnes. Alloys 2023, 11, 2299–2311. [Google Scholar] [CrossRef]
- Özdoğan, M.S.; Güngörmüş, M.; Çelik, A.; Topateş, G. Silicon nitride ceramic for all-ceramic dental restorations. Dent. Mater. J. 2020, 39, 1080–1086. [Google Scholar] [CrossRef]
- Tie, D.; Jiang, Y.; Guan, R.; Chen, M.; Jiang, J.; Gao, F.; Lu, X.; Zhao, Z. The evolution of microstructure, mechanical properties and fracture behavior with increasing lanthanum content in AZ91 alloy. Metals 2020, 10, 1256. [Google Scholar] [CrossRef]
- Guan, H.; Xiao, H.; Ouyang, S.; Tang, A.; Chen, X.; Tan, J.; Feng, B.; She, J.; Zheng, K.; Pan, F. A review of the design, processes, and properties of Mg-based composites. Nanotechnol. Rev. 2022, 11, 712–730. [Google Scholar] [CrossRef]
- Xu, Q.; Li, Y.; Ding, H.; Ma, A.; Jiang, J.; Chen, G.; Chen, Y. Microstructure and mechanical properties of SiCp/AZ91 composites processed by a combined processing method of equal channel angular pressing and rolling. J. Mater. Res. Technol. 2021, 15, 5244–5251. [Google Scholar] [CrossRef]
- Wu, S.; Wang, S.; Wen, D.; Wang, G.; Wang, Y. Microstructure and mechanical properties of magnesium matrix composites interpenetrated by different reinforcement. Appl. Sci. 2018, 8, 2012. [Google Scholar] [CrossRef]
- Dash, D.; Samanta, S.; Rai, R. Study on fabrication of magnesium based metal matrix composites and its improvement in mechanical and tribological properties—A review. IOP Conf. Ser. Mater. Sci. Eng. 2018, 377, 012133. [Google Scholar] [CrossRef]
- Yao, B.; Zhou, Z.; Duan, L.; Chen, Z. Anisotropic Charpy impact behavior of novel interpenetrating phase composites. Vacuum 2018, 155, 83–90. [Google Scholar] [CrossRef]
- Mondet, M.; Barraud, E.; Lemonnier, S.; Guyon, J.; Allain, N.; Grosdidier, T. Microstructure and mechanical properties of AZ91 magnesium alloy developed by Spark Plasma Sintering. Acta Mater. 2016, 119, 55–67. [Google Scholar] [CrossRef]
- Huang, Z.-H.; Qi, W.-J.; Jing, X. Effect of microstructure on impact toughness of magnesium alloys. Trans. Nonferrous Met. Soc. China 2012, 22, 2334–2342. [Google Scholar] [CrossRef]
- Meyer, L.W.; Hockauf, M.; Zillmann, B.; Schneider, I. Strength, ductility and impact toughness of the magnesium alloy az31b after equal-channel angular pressing. Int. J. Mater. Form. 2009, 2, 61–64. [Google Scholar] [CrossRef]
- ASTM E10-18; Standard Test Method for Brinell Hardness of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM E8–99; Standard test methods for tension testing of metallic materials. ASTM International: West Conshohocken, PA, USA, 2001.
- ASTM E9-09; Standard Test Methods for Compression Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM E-23; Standard Test Methods for Notched Bar Impact Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 1999.
- Dudek, P.; Piwowońska, J.; Polczyk, T. Microstructure of castings made of magnesium alloys based on recycling of the circulating scrap. J. Mater. Res. Technol. 2021, 14, 2357–2364. [Google Scholar] [CrossRef]
- Mehr, N.F.; Aashuri, H. The effects of annular electromagnetic stirring parameters on microstructure evolution of rheocast AZ91 magnesium alloy. J. Mater. Res. Technol. 2019, 8, 2300–2308. [Google Scholar] [CrossRef]
- Torabi, K.; Beygi, R.; Eisaabadi Bozchaloei, G.; da Silva, L.F. The Effect of Tool Rotation Speed on the Formation of Eutectic Structure during Friction Stir Welding of Aluminum to Magnesium. Appl. Sci. 2023, 13, 7133. [Google Scholar] [CrossRef]
- Zhang, S.; Gong, M.; Cen, L.; Lu, Y.; Gao, M. Differences in Properties between Hybrid Wire Arc Additive-Milling Subtractive Manufactured Aluminum and Magnesium Alloys. Appl. Sci. 2023, 13, 2720. [Google Scholar] [CrossRef]
- Nopová, K.; Jaroš, J.; Červinek, O.; Pantělejev, L.; Gneiger, S.; Senck, S.; Koutný, D. Processing of AZ91D Magnesium Alloy by Laser Powder Bed Fusion. Appl. Sci. 2023, 13, 1377. [Google Scholar] [CrossRef]
- Al-maamari, A.E.A.; Iqbal, A.A.; Nuruzzaman, D.M. Wear and mechanical characterization of Mg–Gr self-lubricating composite fabricated by mechanical alloying. J. Magnes. Alloys 2019, 7, 283–290. [Google Scholar] [CrossRef]
- Hadidi, H.; Saminathan, R.; Zouli, N. Enhancement of diffusive oxidation resistance and topographical corrosion resistance of hot work tool steels by nickel multifunctional coatings. J. Mater. Res. Technol. 2023, 28, 1227–1232. [Google Scholar] [CrossRef]
- Alam, M.T. Physical, corrosion and microstructural analysis of A356/SiC nanocomposites fabricated through stir casting process. Mater. Sci. Forum 2021, 1034, 73–86. [Google Scholar]
- Alam, M.T.; Azhar, M.A.; Yasser, Y.R. Physical, mechanical and morphological characterization of A356/Si3N4 nanoparticles stir casting composites. J. Eng. Res. 2022, 11, 100–111. [Google Scholar] [CrossRef]
- Abd-Elhady, A.A.; Mousa, S.; Alhazmi, W.H.; Sallam, H.E.M.; Atta, M. Effects of composite patching on cyclic crack tip deformation of cracked pinned metallic joints. J. Adhes. 2021, 97, 1561–1577. [Google Scholar] [CrossRef]
- Gebremaryam, G.; Shahapurkar, K.; Chenrayan, V.; Althoey, F.; Hadidi, H.M.; Soudagar, M.E.M.; Tirth, V.; Algahtani, A.; Al-Mughanam, T.; Alghtani, A.H. Influence of Layering Pattern, Fibre Architecture, and Alkalization on Physical, Mechanical, and Morphological Behaviour of Banana Fibre Epoxy Composites. Int. J. Polym. Sci. 2023, 2023, 6023056. [Google Scholar] [CrossRef]
- Mousa, S.; Abd-Elhady, A.; Abu-Sinna, A.; Enab, T.; Alhazmi, W.; Sallam, H. Mixed mode crack growth in functionally graded material under three-point bending. Procedia Struct. Integr. 2019, 17, 284–291. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloying Element | Aluminum–Manganese | Aluminum–Zinc–Manganese | Aluminum–Silicon–Manganese | Rare Earth Metal–Zirconium | Zinc–Copper–Manganese | Zinc–Zirconium–Rare Earth Metal | Zinc–Zirconium | Manganese | Zirconium |
|---|---|---|---|---|---|---|---|---|---|
| ASTM Designation | AM | AZ | AS | EZ | ZC | ZE | ZK | M | K |
| Major Elements | Aluminum | Zinc | Manganese | Silicon | Copper | Magnesium |
|---|---|---|---|---|---|---|
| Weight % | 8.3–9.0 | 0.7–1.0 | 0.20–0.25 | 0.02 max | 0.10 max | Remainder |
| Parameters | Melting Temp (°C) | Si3N4 Preheating (°C) | Pouring Temp (°C) | Stirring Speed (rpm) | Stirring Time (min) |
|---|---|---|---|---|---|
| Quantity | 650 | 600 | 650 | 400 | 10 |
| S.No | Izod Impact Strength Test | |
|---|---|---|
| 1 | Materials tested | AZ91/x-Si3N4 composites |
| 2 | Position of specimen | Vertical |
| 3 | Notch type | V-shape (45°) |
| 4 | Notch face direction | In front of striker |
| 5 | Type of striker | Farming hammer |
| 6 | Striking point | Upper tip of specimen |
| 7 | Specimen size | 75 mm × 10 mm × 10 mm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alam, M.T.; Ahmad, T.; Alshoaibi, A.M.; Aziz, A.; Husain, D.; Ahmad, S. Comprehensive Study on the Properties of AZ91/x-Si3N4 Composites for Their Prospective Application. Appl. Sci. 2024, 14, 4444. https://doi.org/10.3390/app14114444
Alam MT, Ahmad T, Alshoaibi AM, Aziz A, Husain D, Ahmad S. Comprehensive Study on the Properties of AZ91/x-Si3N4 Composites for Their Prospective Application. Applied Sciences. 2024; 14(11):4444. https://doi.org/10.3390/app14114444
Chicago/Turabian StyleAlam, Md Tanwir, Tarique Ahmad, Abdulnaser M. Alshoaibi, Abdul Aziz, Dilawar Husain, and Shameem Ahmad. 2024. "Comprehensive Study on the Properties of AZ91/x-Si3N4 Composites for Their Prospective Application" Applied Sciences 14, no. 11: 4444. https://doi.org/10.3390/app14114444
APA StyleAlam, M. T., Ahmad, T., Alshoaibi, A. M., Aziz, A., Husain, D., & Ahmad, S. (2024). Comprehensive Study on the Properties of AZ91/x-Si3N4 Composites for Their Prospective Application. Applied Sciences, 14(11), 4444. https://doi.org/10.3390/app14114444