
Investigation of the Tensile Properties of High-Strength Bolted Joints in Static Drill Rooted Nodular Piles
Abstract
:1. Introduction
2. Materials and Methods
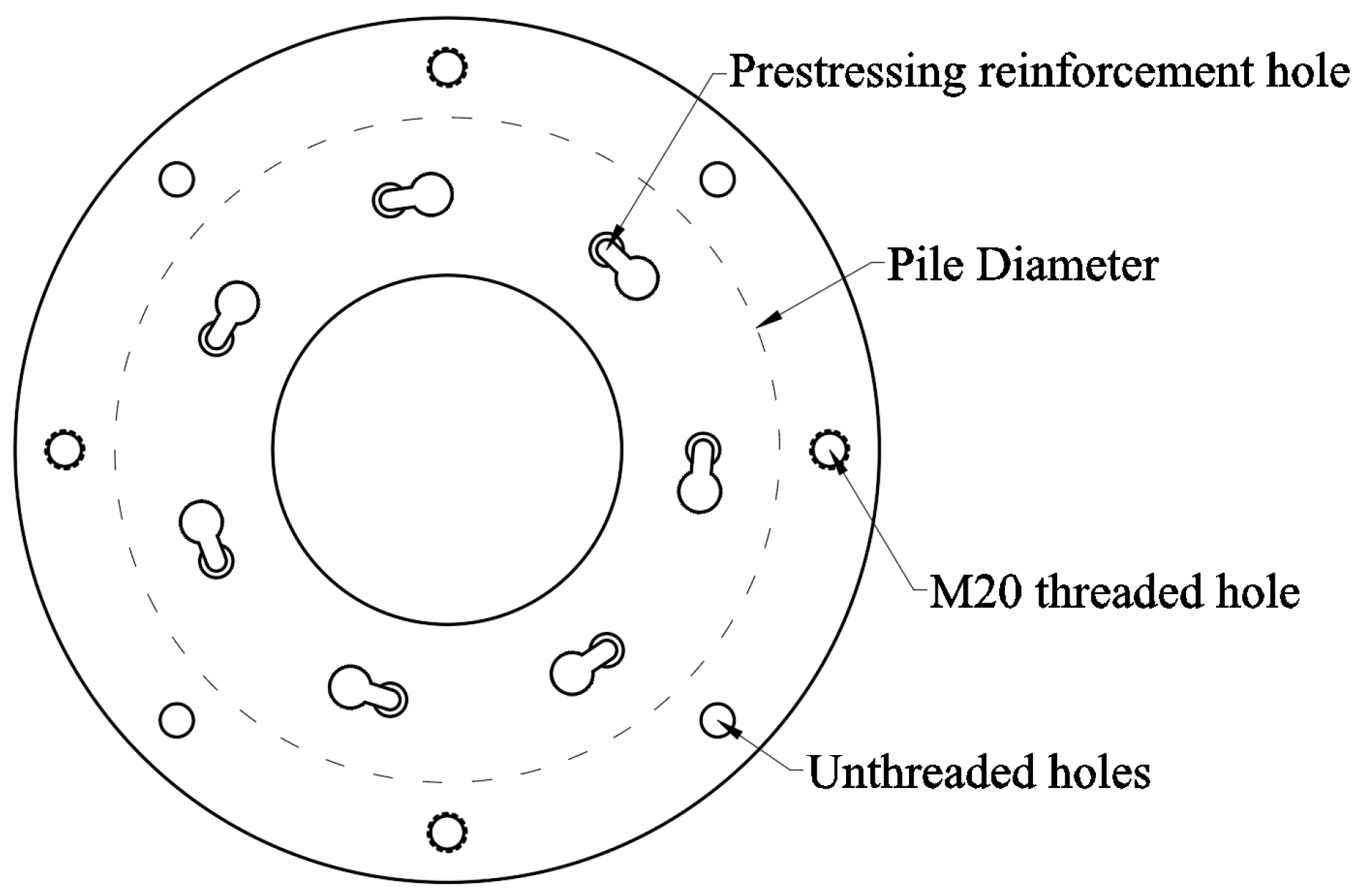
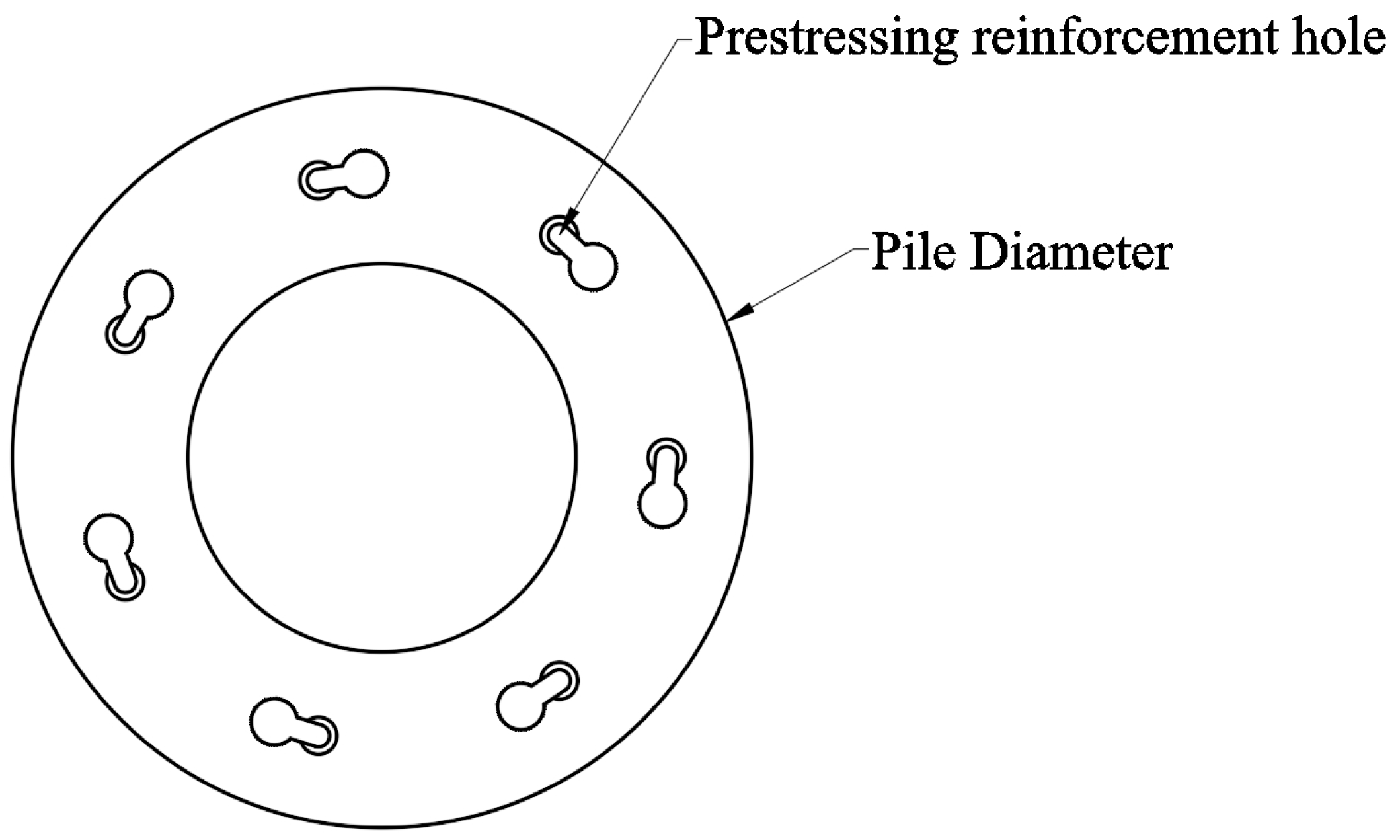
2.1. Specimen Design
2.2. Material Properties
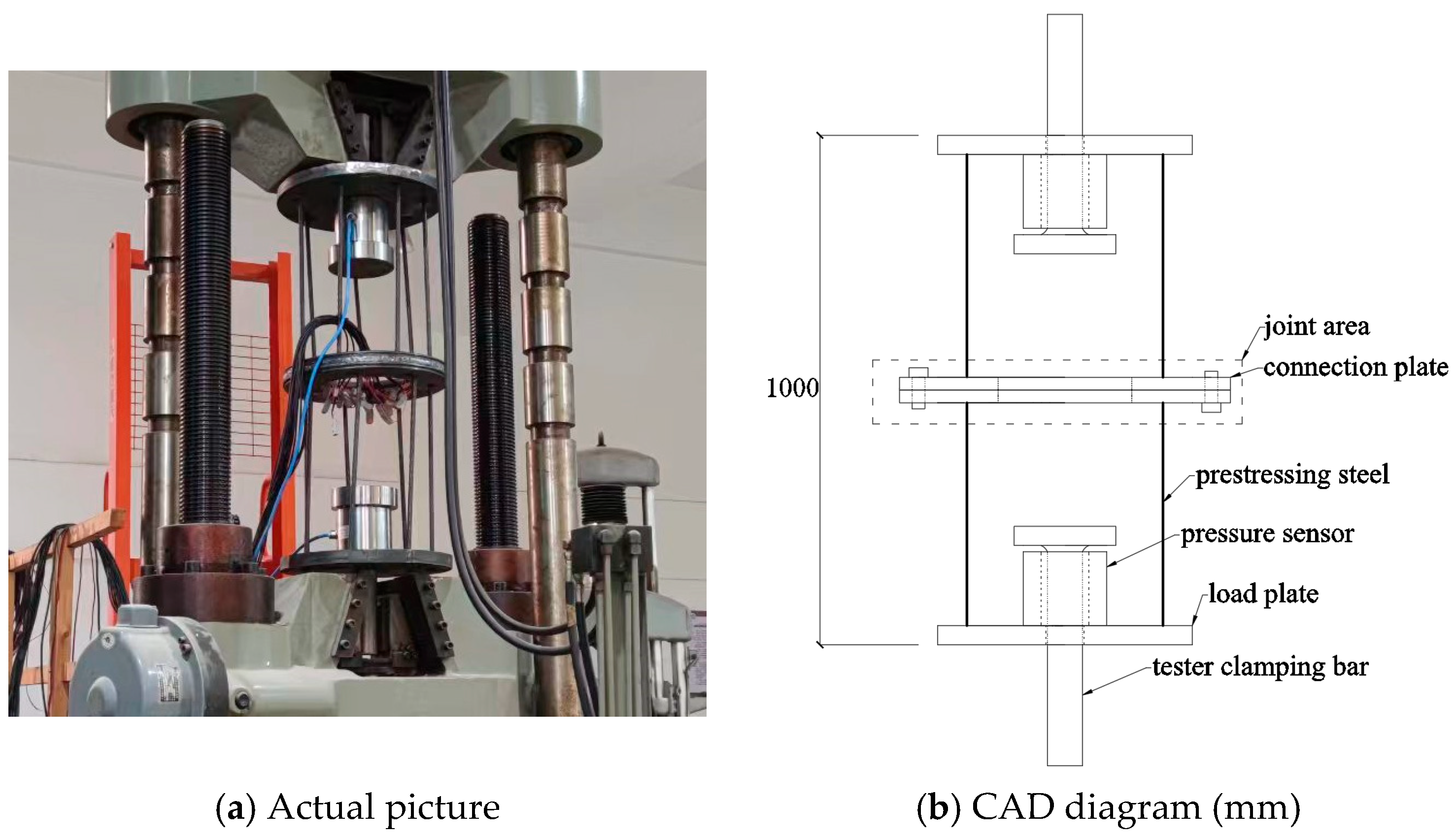
2.3. Loading Program
2.4. Loading Program
3. Results and Discussion
3.1. Test Phenomena
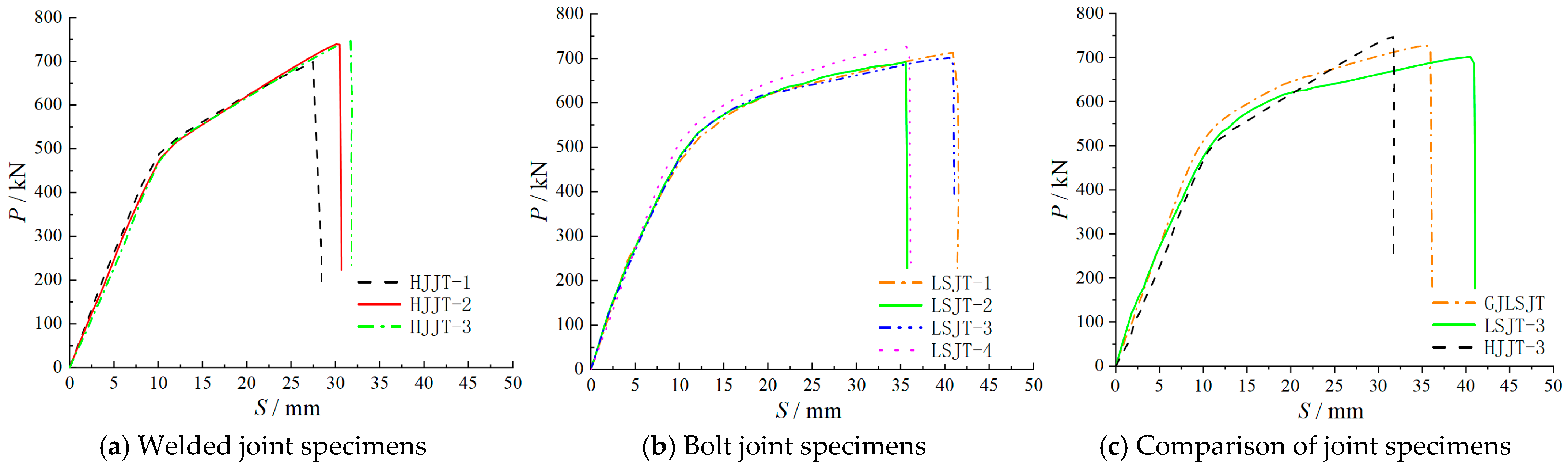
3.2. Tensile Strength
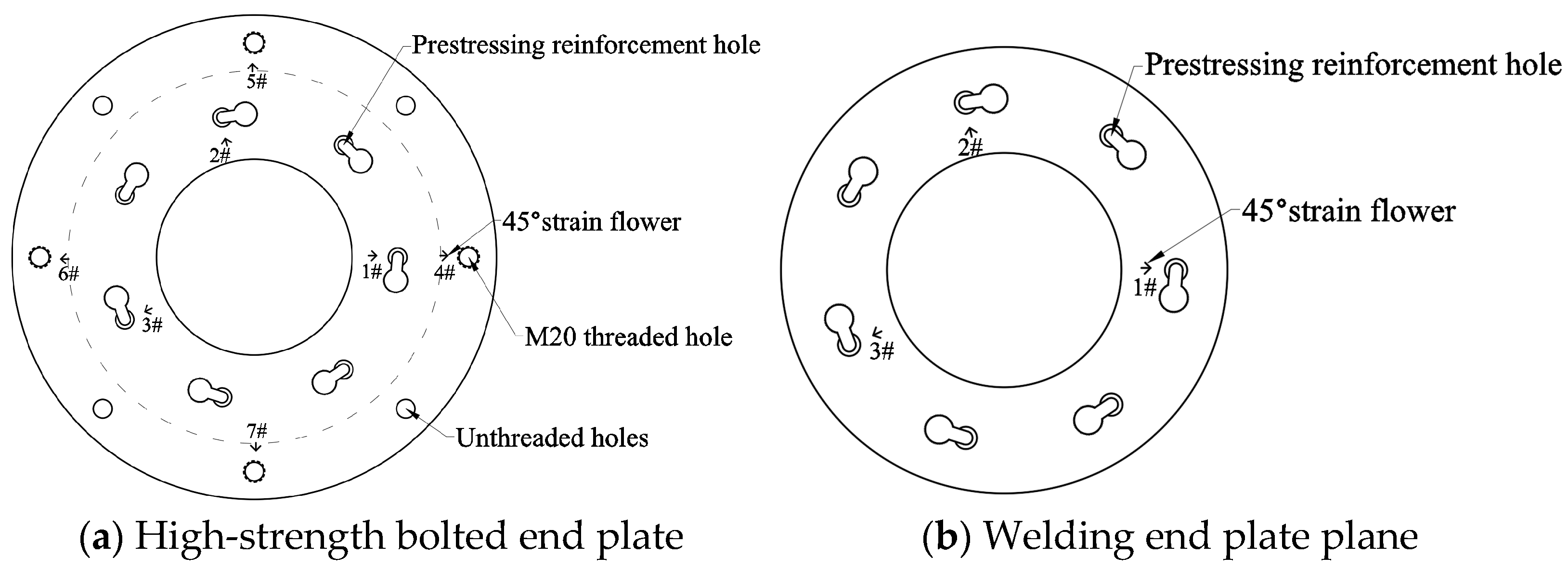
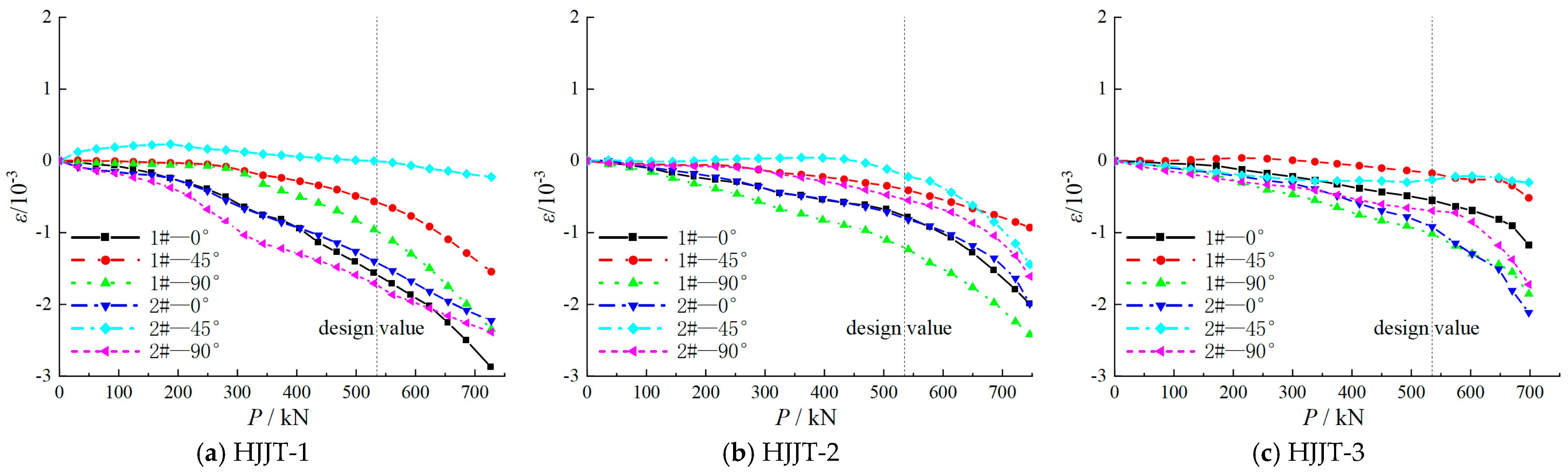
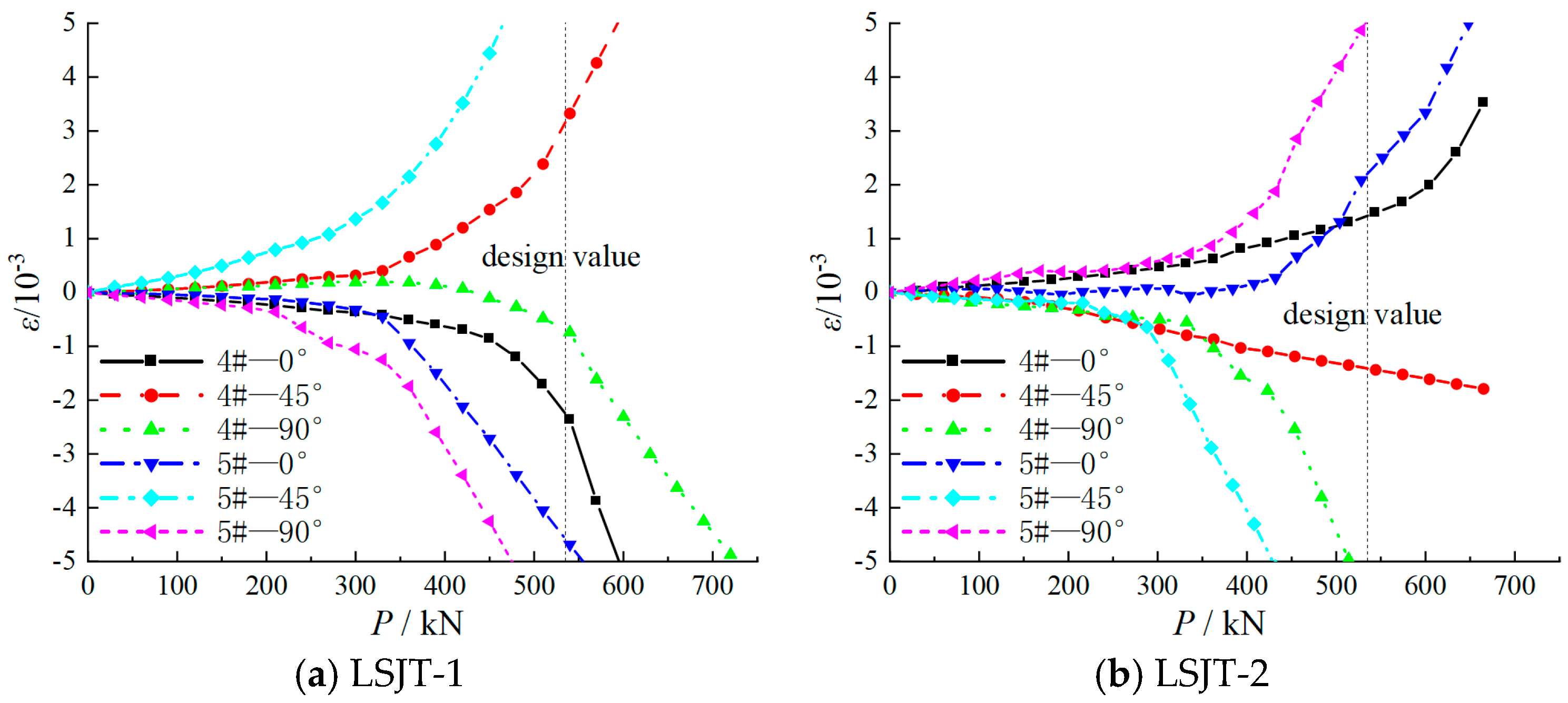
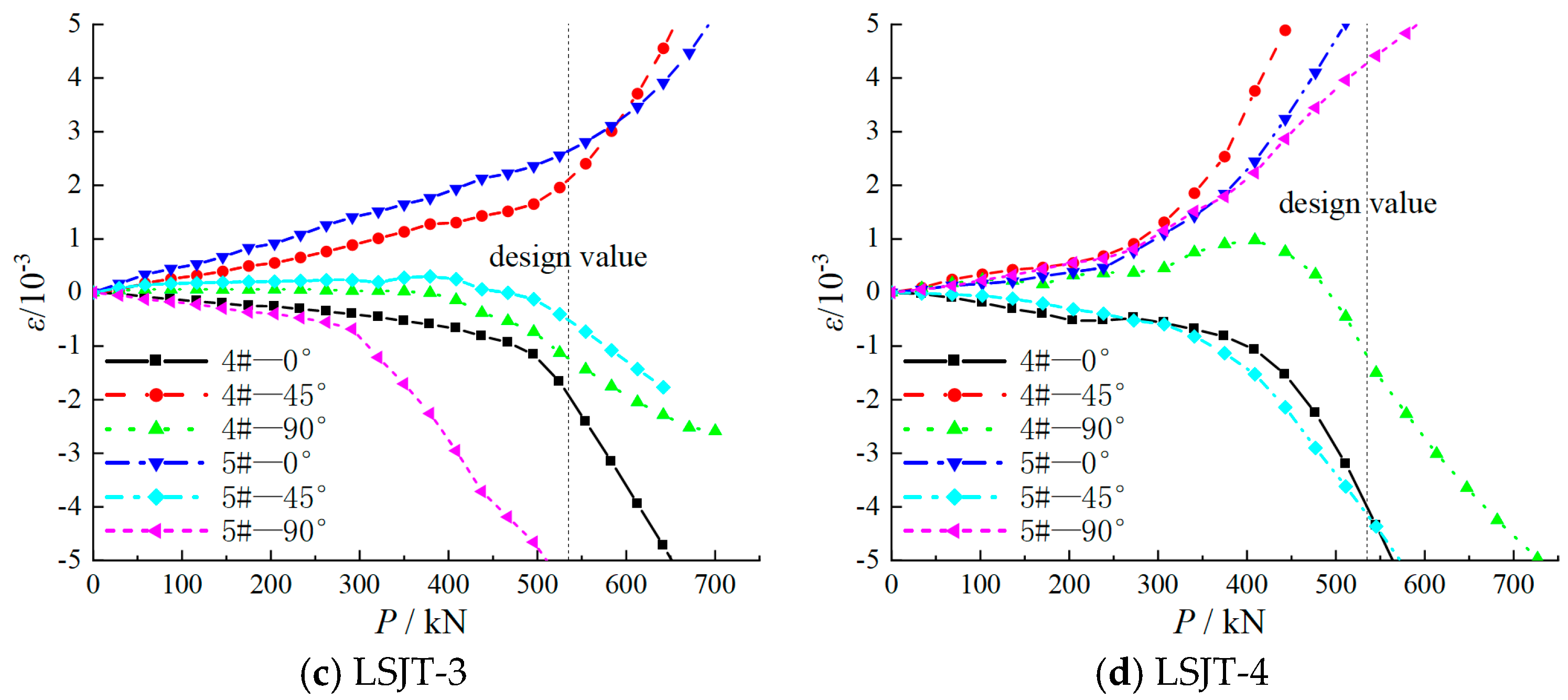
3.3. Strain Development
4. Finite Element Analysis
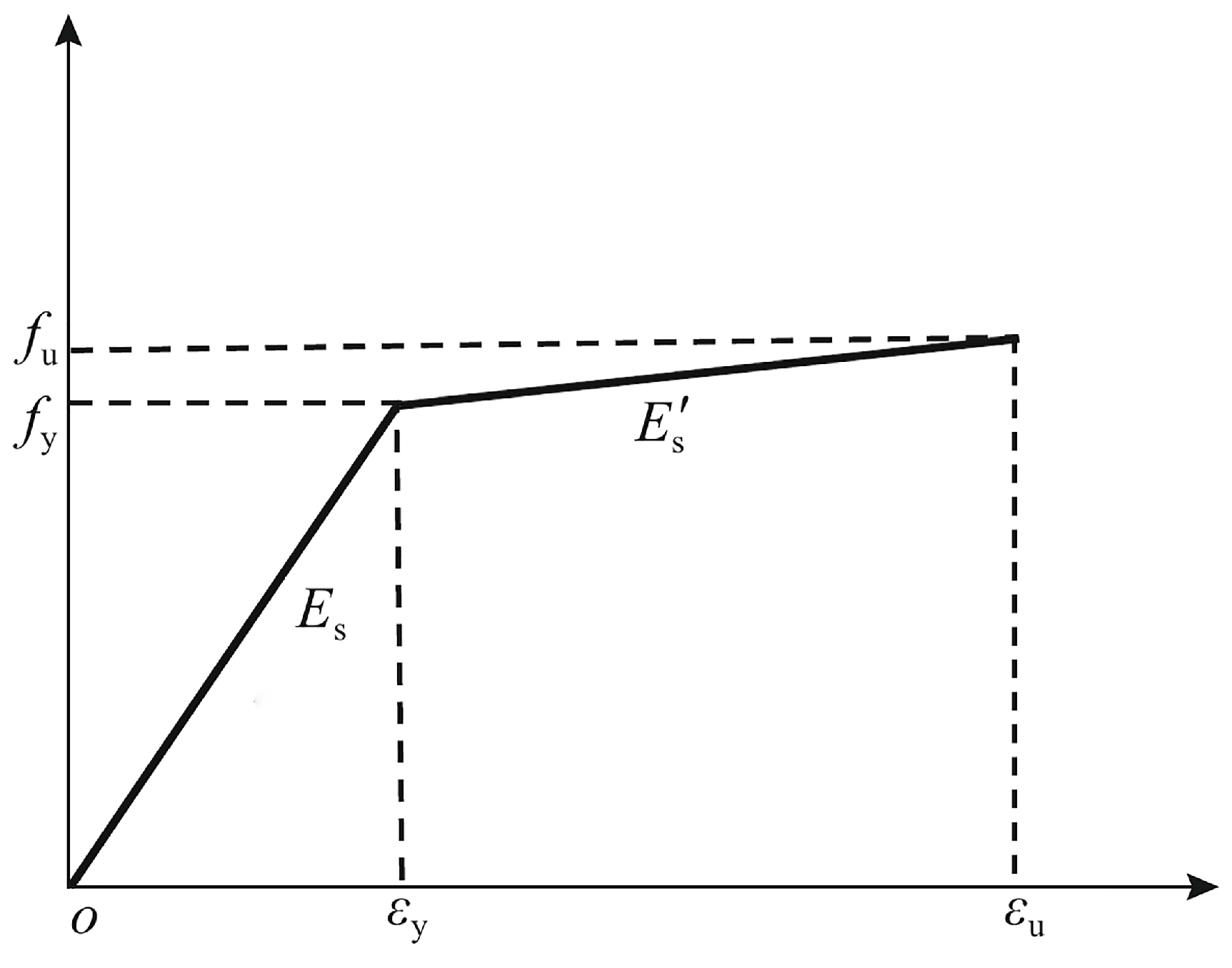
4.1. Constitutive Model for Materials
4.2. Finite Element Model
4.3. Comparison and Analysis
- (1)
- During the initial stage of elastic deformation, both the simulated and experimental curves exhibit linear elastic behavior. However, the stiffness of the simulated curve is higher than that of the experimental curve. This difference arises because the numerical simulation assumes ideal material behavior.
- (2)
- As the load increases, the stiffness of the curves begins to decrease with displacement. A comparison between the experimental and simulated curves of welded joints reveals that the stiffness change in the simulation process is slower, indicating better ductility.
- (3)
- When the prestressing steel bars start to yield, the stiffness of the specimens further decreases, and displacement increases rapidly with the increasing load. During this stage, the simulated curves closely match the experimental curves, exhibiting almost identical stiffness development. These results indicate that the numerical simulation method employed can accurately predict the tensile behavior of both types of joint configurations.

5. Conclusions
- (1)
- The experimental values of ultimate tensile bearing capacity obtained from the bolted joint specimens are close to those obtained from the traditional welded joint specimens. Moreover, both values exceed the ultimate tensile bearing capacity of the pile shaft calculated using the empirical formula specified in the regulations. The ratio of these values to the calculated ultimate tensile bearing capacity of the pile shaft is greater than 1.29, meeting the requirements for the load-bearing capacity of the joint in pile connections. Thus, this type of high-strength bolted connection proves to be a reliable connection method.
- (2)
- The experimental value of ultimate tensile bearing capacity obtained from the improved bolted joint specimens exceeds that of the normal bolted joint specimens. By positioning the bolt holes of the end plate closer to the pile shaft in the improved bolted joint, the load-bearing capacity of the bolted joint can be enhanced.
- (3)
- Both bolted joints and welded joints experienced prestressing steel bar rupture at the head of the prestressed reinforcement during the final failure of the experiment, with no failure occurring in the joints themselves. This indicates that both connection methods have a certain degree of load-bearing capacity surplus.
- (4)
- The strains at the prestressing steel bar holes in the end plate of the joint specimens are relatively small and develop slowly, remaining essentially within the range of 0.002. Conversely, the strains at the bolt holes in the end plate are larger and develop rapidly, entering the yield phase earlier in the loading process.
- (5)
- The load–displacement curves obtained from the numerical models established using ABAQUS closely match the curves obtained from experiments, indicating that they can reasonably predict the entire process of joint tensile loading until failure.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, Z. Piling Engineering; China Building Material Industry Press: Beijing, China, 2007; pp. 1–23. [Google Scholar]
- Wu, J.; Geng, S.; Liang, Y.; Wang, K.; Ying, X. Analytical study on soil squeezing effect during pile construction with enlarged spudcan. J. Zhejiang Univ.-Eng. Sci. 2024, 58, 130–139. [Google Scholar]
- Wang, K.; Xie, K.; Zeng, G. An analytical solution to force vibration of foundation pile under exciting force and its application. China Civ. Eng. J. 1998, 31, 56–67. [Google Scholar]
- Luo, Z.; Gong, X.; Wang, J.; Wang, W. Numerical simulation and factor analysis of jacked pile compacting effects. J. Zhejiang Univ.-Eng. Sci. 2005, 7, 992–996. [Google Scholar] [CrossRef]
- Zhou, J.; Wang, K.; Gong, X.; Zhang, R. Numerical simulation on behavior of static drill rooted pile under tension. J. Zhejiang Univ.-Eng. Sci. 2015, 49, 2135–2141. [Google Scholar]
- Wang, Z.; Zhang, R.; Wang, K.; Fang, P.; Xie, X.; Xu, H.; Li, J. Bearing characteristic of static drill rooted pile considering condition of energy carrier. J. Zhejiang Univ.-Eng. Sci. 2019, 53, 11–18, 50. [Google Scholar]
- Zhou, J.; Gong, X.; Wang, K.; Zhang, R. Model test on load transfer mechanism of a static drill rooted nodular pile. J. Zhejiang Univ.-Eng. Sci. 2015, 49, 531–537, 546. [Google Scholar]
- G37; Static Drill Rooted Nodular Piles with Pre-Tensioned Prestressed Concrete. Zhejiang Standard: Zhejiang, China, 2018.
- Liu, F.; Jia, L.; Li, C. The test study on welding joint flexural bearing capacity of prestressed concrete hollow square pile. J. Wuhan Univ. Technol. 2008, 5, 105–108. [Google Scholar]
- Liu, W. Study on Long-Term Durability of Prestressed Concrete Square Pile Connection Joints with Resilient Clamping. Master’s Thesis, Zhejiang University, Hangzhou, China, 2021. [Google Scholar]
- Liu, W.; Gong, S.; Xu, Q.; Chen, G.; Liu, C.; Fan, H. Study on flexural performance of prestressed concrete square pile with resilient clamping connection joint after electricity accelerates corrosion. China Concr. Cem. Prod. 2021, 5, 33–38. [Google Scholar] [CrossRef]
- Zhang, F.; Niu, Z.; Li, L.; Xiong, H.; Zhou, Z. Quick coupling technology for endless plate reinforced prestressed concrete pipe pile. China Concr. Cem. Prod. 2012, 5, 38–41. [Google Scholar]
- Gamble, W.L.; Bruce, R.N. Tests of 24 inch square prestressed piles spliced with abb splice units. Pci J. 1990, 35, 56–73. [Google Scholar] [CrossRef]
- Wu, Z. Effective Post-Tensioned Splicing System for Prestressed Concrete. Ph.D. Thesis, University of South Florida, Tampa, FL, USA, 2016. [Google Scholar]
- Xu, Q.; Chen, G.; He, J.; Gong, S.; Xiao, Z. Flexural performance experiment of connection joint for composite reinforcement concrete prefabricated square piles. J. Zhejiang Univ.-Eng. Sci. 2017, 51, 1300–1308. [Google Scholar] [CrossRef]
- Xu, Q.; Chen, G.; He, J.; Gong, S. Flexural performance experiment of composite reinforcement concrete prefabricated square piles. J. Zhejiang Univ.-Eng. Sci. 2016, 50, 1768–1776. [Google Scholar] [CrossRef]
- Xu, Q.; Yang, F.; Cheng, G.; Gong, S.; Xiao, Z. Finite element analysis of flexural performance of composite reinforced concrete prefabricated square piles. J. Build. Struct. 2018, 39 (Suppl. 1), 297–305. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, G.; Xu, Q.; Gong, S.; Xiao, Z.; Fan, H. Study on Tensile Behavior of Prestressed Concrete Square Pile Connection Joint with Resilient Clamping. J. Disaster Prev. Mitig. Eng. 2018, 38, 1003–1011. [Google Scholar] [CrossRef]
- Zhou, J.; Wang, Y.; Gong, S.; Zhang, A.; Liu, C.; Fan, H. Study on flexural behavior of prestressed concrete square pile connection joint with resilient clamping. Build. Struct. 2020, 50, 121–127, 133. [Google Scholar] [CrossRef]
- GB/T 1228; High Strength Large Hexagon Head Bolts for Steel Structures. Standards Press of China: Beijing, China, 2006.
- GB/T 700; Carbon Structural Steel. Standards Press of China: Beijing, China, 2006.
- GB/T 5223.3; Steel Bars Prestressed Concrete. Standards Press of China: Beijing, China, 2005.
- GB 550010; Code for Design of Concrete Structures. Standards Press of China: Beijing, China, 2010.
- Tang, M.; Ling, Z.; Qi, Y. Bending strength of connection joints of prestressed reinforced concrete pipe piles. Buildings 2023, 13, 119. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Joint Specimen Number | D1/mm | D2/mm | Db/mm | Dp/mm |
|---|---|---|---|---|
| LSJT-1 | 520 | 210 | 460 | 154 |
| LSJT-2 | 520 | 210 | 460 | 154 |
| LSJT-3 | 520 | 210 | 460 | 154 |
| LSJT-4 | 490 | 210 | 430 | 154 |
| HJJT-1 | 400 | 210 | - | 154 |
| HJJT-2 | 400 | 210 | - | 154 |
| HJJT-3 | 400 | 210 | - | 154 |
| Material | E/GPa | fy/MPa | fu/MPa |
|---|---|---|---|
| High-strength bolt | 206 | 900 | 1000 |
| end plate | 210 | 235 | 451 |
| prestressing steel | 202 | 1424 | 1520 |
| welding rod | 206 | 330 | 430 |
| Joint Specimen Number | Nt/kN | N/kN | Nt/N |
|---|---|---|---|
| LSJT-1 | 712 | 535 | 1.33 |
| LSJT-2 | 691 | 535 | 1.29 |
| LSJT-3 | 701 | 535 | 1.31 |
| LSJT-4 | 726 | 535 | 1.36 |
| HJJT-1 | 698 | 535 | 1.30 |
| HJJT-2 | 739 | 535 | 1.38 |
| HJJT-3 | 746 | 535 | 1.39 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Z.; Du, Q.; Zhang, R.; Xie, X. Investigation of the Tensile Properties of High-Strength Bolted Joints in Static Drill Rooted Nodular Piles. Appl. Sci. 2024, 14, 4740. https://doi.org/10.3390/app14114740
Wang Z, Du Q, Zhang R, Xie X. Investigation of the Tensile Properties of High-Strength Bolted Joints in Static Drill Rooted Nodular Piles. Applied Sciences. 2024; 14(11):4740. https://doi.org/10.3390/app14114740
Chicago/Turabian StyleWang, Zhongjin, Qinyong Du, Rihong Zhang, and Xinyu Xie. 2024. "Investigation of the Tensile Properties of High-Strength Bolted Joints in Static Drill Rooted Nodular Piles" Applied Sciences 14, no. 11: 4740. https://doi.org/10.3390/app14114740