
Optimization Method for Assembly Sequence Evaluation Based on Assembly Cost and Ontology of Aviation Reducers

Abstract
:Featured Application
Abstract
1. Introduction
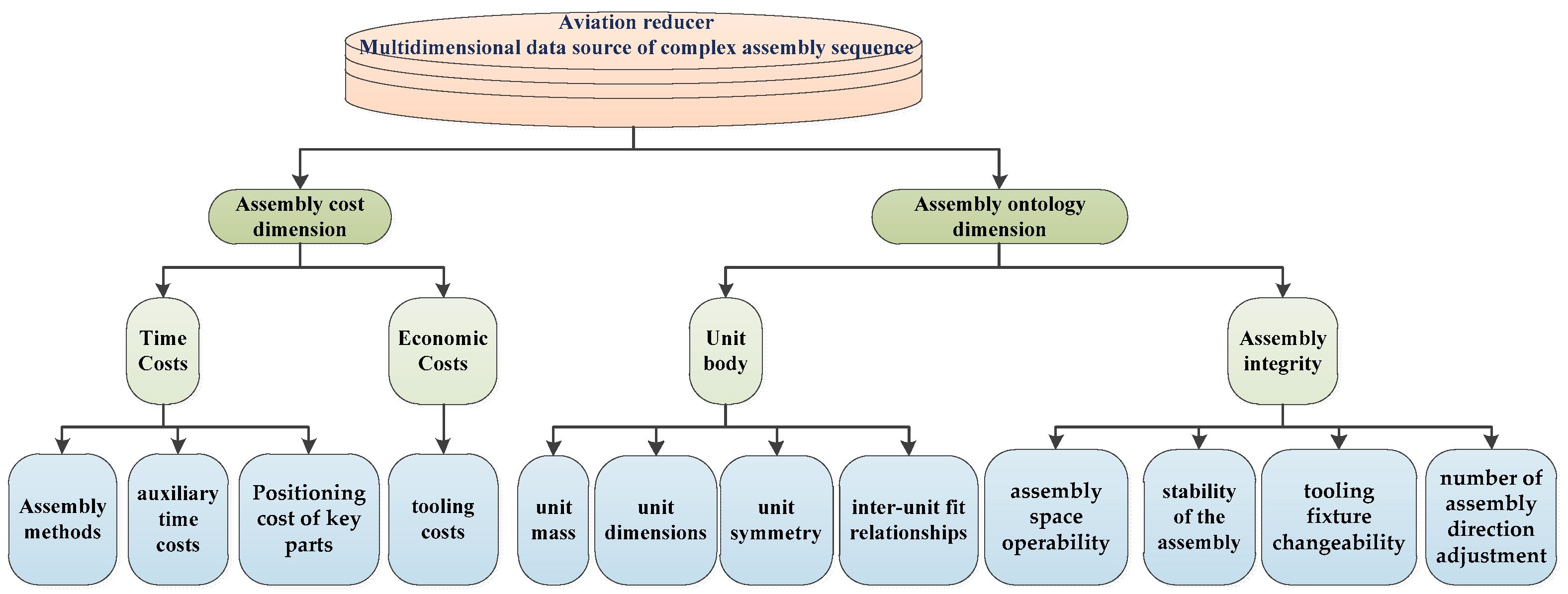
2. Construction of Assembly Multidimensional Evaluation Index
2.1. Evaluation Index of Assembly Cost Dimension
2.1.1. Assembly Operation Method
- m indicates that there are m parallel processes in the total assembly process.
- i indicates the i-th parallel process in the total parallel processes.
- Ni denotes the total number of unit parts involved in assembly at the same time in the i-th parallel process, and there may be several assembly process tasks in a parallel process.
- Ti denotes the time required to complete the assembly task in the i-th parallel process.
2.1.2. Auxiliary Time Cost
- m denotes the total number of auxiliary operations.
- ti denotes the time taken for the i-th auxiliary operation.
2.1.3. Tooling Cost
- m denotes the total number of tooling fixtures used in the assembly process.
- ci denotes the economic cost of the i-th tooling fixture.
2.1.4. Positioning Cost of Key Parts
- Di indicates the positioning cost of the i-th key parts; the equation can calculate the positioning cost of all key parts, and the larger the value, the higher the positioning cost, that is, the higher the assembly cost.
- Ni indicates the number of positioning adjustments of the i-th key parts.
- Ti indicates the time required for the positioning adjustment of the i-th key parts.
2.2. Evaluation Index of Assembly Ontology Dimension
2.2.1. Individual Indicators of Assembly Base Unit Parts
- 1
- Quality of individual base units
- x indicates the current quality of an individual base unit.
- qmax indicates the maximum mass of the base unit that can be lifted by a technician for smooth installation, and this is determined according to experience.
- qmin indicates the minimum mass of the foundation unit that can be lifted by a technician for smooth installation.
- 2
- Individual size of the base unit
- x denotes the current shape size of an individual base unit.
- d1 and d2 denote the intervals of the size of an individual base unit suitable for tight space assembly, and the fuzzy evaluation value w(x) in this interval is 1, i.e., suitable for the assembly process to be carried out.
- dmin and dmax denote the minimum and maximum sizes of the base unit parts that can be assembled in the small assembly space of reducers, and they are determined empirically. The fuzzy evaluation value w(x) is 0 if the maximum size is exceeded or the minimum size is lower, which means that the assembly process is not suitable.
- 3
- Symmetry of individual base units
- x, y, and z denote the coordinates of the center of mass of the assembly base unit.
- u, v, and w denote the coordinates of the center of the enclosed box of the assembly base unit.
- lu, lv, and lw denote the maximum values of the side lengths of the enclosed box of the assembly base unit in the u, v, and w directions.
- 4
- The fit relationship between individual base units
2.2.2. Assembly Integrity Evaluation Index
- 1
- Assembly space operability
- k indicates the number of times interference occurs during the assembly of the assembly base unit.
- l indicates the number of assembly base units assembled with the direction of freedom.
- 2
- Assembly stability
- Wdg indicates the stability of the assembly in the direction of its own gravity, and , where gij indicates the number of any two unit parts in the assembly with n unit parts that cannot support each other in the direction of gravity; the greater the mutual support, the more unstable the direction of gravity.
- Wdp indicates that the assembly depends on the stability of the fit relationship, and , where pij indicates that the assembly with n unit parts in any two unit parts with instability, the worse the stability of the assembly.
- 3
- Tooling fixture changeability
- t indicates the number of fixture changes in the assembly process of an aviation reducer.
- 4
- The number of assembly direction adjustments
- d indicates the number of all adjustments in the assembly direction of the established assembly sequence during the assembly of an aviation reducer.
3. Evaluation Method
3.1. Evaluation Index Fuzzy Set
3.1.1. Cost Dimension
- i denotes the cost dimension evaluation index, i = {1, 2, 3, 4}.
- j denotes the cost dimension fuzzy rank, j = {1, 2, 3, 4, 5}.
- lij denotes the result of the j-th rank of the i-th evaluation index.
3.1.2. Ontology Dimension
- bpij denotes the index factors of the ontology dimension of the individual assembly base units.
- baij denotes the overall index factor of the ontology dimension of assembly completion.
- i denotes the number of ontology dimension evaluation indicators, i = {1, 2, 3, 4}.
- j denotes the number of ontology dimension fuzzy levels, j = {1, 2, 3, 4, 5}.
- lij denotes the j-th rank result of the i-th evaluation index.
3.2. Indicator Evaluation Matrix
- cij denotes the expert evaluation result of the i-th evaluation index; cij = n × gij, where n denotes the number of people who scored the corresponding level of the index, and gij denotes the score.
- bij denotes the expert evaluation result of the i-th evaluation index; bij = n × gij, where n denotes the number of people who scored the corresponding level of the index, and gij denotes the score.
3.3. Evaluation Index Weights
3.3.1. Cost Dimension Weights
- 1
- Weight of assembly time cost dimension
- 2
- Assembly economic cost dimension weights
- 3
- Overall indicator weights for the cost dimension
3.3.2. Ontology Dimension Weights
3.4. Comprehensive Evaluation Method
3.4.1. Comprehensive Evaluation Method of Cost Dimension Evaluation Indices
- i denotes the i-th evaluation index.
- Dcs denotes the score of the sth fuzzy level, s = (1, 2, 3, 4, 5), and the level with the highest evaluation score among the five fuzzy levels of the comprehensive evaluation model DC is the result of this comprehensive evaluation of the cost dimension of the reducer, i.e., the comprehensive evaluation function of the cost dimension.
3.4.2. Comprehensive Evaluation Method of Ontology Dimension Evaluation Index
3.4.3. Multidimensional Evaluation Index Comprehensive Evaluation Method
- m denotes the cost dimension weight parameter.
- n denotes the ontology dimension weight parameter.
4. Evaluation Example and Results
4.1. Personnel Involved in the Evaluation of Each Evaluation Index of the Cost Dimension
4.2. Evaluation Results of Each Cost Dimension Index
4.3. Weights of Each Indicator of Cost Dimension
4.4. Comprehensive Evaluation Results of Cost Dimensions
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Fangni, B. Research on Digital Product Assembly Sequence Generation Algorithm and Related Technology. Doctoral Thesis, Northwest University of Technology, Xi’an, China, 2000. [Google Scholar]
- Zhou, W.; Zheng, J.-R.; Yan, J.-J.; Wang, J.-F. A novel hybrid algorithm for assembly sequence planning combining bacterial chemotaxis with genetic algorithm. Int. J. Adv. Manuf. Technol. 2011, 52, 715–724. [Google Scholar] [CrossRef]
- Tang, J.J. Research on Aircraft Assembly Process Design and Optimization Technology Based on Precision Control. Doctoral Thesis, Northwest University of Technology, Xi’an, China, 2014. [Google Scholar]
- Homem, M.L.S.; San, A.C. A correct and complete algorithm for the generation of mechanical assembly sequences. Rob. Auto IEEE Tran. 1991, 7, 228–240. [Google Scholar] [CrossRef]
- Dini, G.; Santochi, M. Automated sequencing and subassembly detection in assembly planning. CIRP Ann.-Manuf. Technol. 1992, 41, 1–4. [Google Scholar] [CrossRef]
- Tönshoff, H.K.; Menzel, E.; Park, H.S. A knowledge-based system for automated assembly planning. CIRP Ann.-Manuf. Technol. 1992, 41, 19–24. [Google Scholar] [CrossRef]
- Zhao, Y.W.; Sheng, M.; Su, N.; Xing, L. Complex product assembly sequence planning method based on correlation function. Com. Int. Manuf. Syst. 2011, 17, 1208–1214. [Google Scholar]
- Bouijault, A. Contribution to a Method Logical Approach of Automated Assembly: Automatic Generation of Assembly Sequence. Master’s Thesis, University of Franchecomte, Besançon, France, 1984. [Google Scholar]
- Yong, S. Research on Product Assembly Sequence Planning Method Based on Cuckoo Algorithm. Master’s Thesis, Lanzhou Jiaotong University, Lanzhou, China, 2021. [Google Scholar]
- Ying, K.C.; Pour, P.; Cheng, C.Y. Cyber-physical assembly system-based optimization for robotic assembly sequence planning. J. Manuf. Syst. 2021, 58, 452–466. [Google Scholar] [CrossRef]
- Zhang, N.; Liu, Z.Y.; Qiu, C. Optimizing assembly sequence planning using precedence graph-based assembly subsets prediction method. Assem. Autom. 2020, 40, 361–375. [Google Scholar] [CrossRef]
- Kou, X.X.; Cao, Y.; Qiao, H. A method for intelligently optimizing hierarchical assembly structure sequences by assembly hybrid G-diagram. Int. J. Adv. Manuf. Technol. 2021, 122, 27–39. [Google Scholar] [CrossRef]
- Zhao, M.H.; Guo, X.; Zhang, X.B. ASPW-DRL: Assembly sequence planning for workpieces via a deep reinforcement learning approach. Assem. Autom. 2020, 40, 65–75. [Google Scholar] [CrossRef]
- Yang, H.J.; Chen, J.W.; Wang, C. Intelligent planning of product assembly sequences based on spatio-temporal semantic knowledge. Assem. Autom. 2020, 40, 755–768. [Google Scholar] [CrossRef]
- Su, Y.Y.; Mao, H.X.; Tang, X.Z. Algorithms for solving assembly sequence planning problems. Neural Comput. Appl. 2021, 33, 525–534. [Google Scholar] [CrossRef]
- Shahi, V.J.; Masoumi, A.; Franciosa, P. A quality-driven assembly sequence planning and line configuration selection for non-ideal compliant structures assemblies. Int. J. Adv. Manuf. Technol. 2020, 106, 15–30. [Google Scholar] [CrossRef]
- Tariki, K.; Kiyokawa, T.; Nagatani, T. Generating complex assembly sequences from 3D CAD models considering insertion relations. Adv. Robot. 2021, 35, 337–348. [Google Scholar] [CrossRef]
- Wang, E.M.; Wu, S.N.; Wu, Z.G. Dynamic multi-constrained assembly sequence planning of large space structures considering structural vibration. Acta Astronaut. 2022, 195, 27–40. [Google Scholar] [CrossRef]
- Khatib, O. Real-time obstacle avoidance for manipulators and mobile robots. Int. J. Robot. Res. 1986, 5, 90–98. [Google Scholar] [CrossRef]
- Oliver, J.H.; Huang, H.T. Automated path planning for integrated assembly design. Comput.-Aided Des. 1994, 26, 658–666. [Google Scholar] [CrossRef]
- Lozano, T. A simple motion-planning algorithm for general robot manipulators. IEEE J. Robot. Autom. 1987, 3, 224–238. [Google Scholar] [CrossRef]
- Jayaram, S.; Connacher, H.I.; Lyons, K.W. Virtual assembly using virtual realitytechniques. Comput.-Aided Des. 1997, 29, 575–584. [Google Scholar] [CrossRef]
- Shan, Y.; Koren, Y. Obstacle accommodation motion planning. IEEE Trans. Robot. Autom. 1995, 11, 36–49. [Google Scholar] [CrossRef]
- Kumar, G.A.; Bahubalendruni, M.V.A.R.; Prasad, V.S.S.V.; Ashok, D.; Sankaranarayanasamy, K. A novel Geometric feasibility method to perform assembly sequence planning through oblique orientations. Eng. Sci. Technol. Int. J. 2022, 26, 100994. [Google Scholar] [CrossRef]
- Bonneville, F.; Perrard, C.; Henrioud, J.M. A Genetic Algorithm to Generate and IEEE Symposium on Emerging Technology and Factory. In Proceedings of the 1995 INRIA/IEEE Symposium on Emerging Technologies and Factory Automation. ETFA’95, Paris, France, 10–13 October 1995; pp. 231–239. [Google Scholar]
- Dini, G.; Failli, F.; Lazzerini, B. Generation of Optimized Assembly Sequences Using Genetic Algorithms. CIRP Annu. 1999, 48, 17–20. [Google Scholar] [CrossRef]
- Lazzerini, B.; Marcelloni, F. A Genetic Algorithm for Generation Optimal Assembly Plans. Artif. Intell. Eng. 2000, 14, 319–329. [Google Scholar] [CrossRef]
- Sebaaly, M.; Fuji, H. A Genetic Planner for Assembly Automation. In Proceedings of the IEEE International Conference on Evolutionary Computation, Nagoya, Japan, 20–22 May 1996; pp. 401–406. [Google Scholar]
- Chen, S.F. A Genetic Approach. In Proceedings of the ASME 1998 Design Engineering Technical Conferences, Atlanta, GA, USA, 13–16 September 1998; pp. 12–16. [Google Scholar]
- Wang, X.; Zhang, Y.; Zhang, F. Research on assembly sequence evaluation. China Mech. Eng. 2005, 16, 1165–1169. [Google Scholar]
- Zhang, J.; Hao, Y.; Liu, Y.; Ji, Y. A New Method of Optiaml Order Reference Set for Product Assembly Evaluation. In Proceedings of the 2010 International Conference on Digital Manufacturing & Automation, Changcha, China, 18–20 December 2010; Volume 44, pp. 67–70. [Google Scholar]
- Li, L.; Wei, S.; Zhang, J. Fuzzy comprehensive evaluation of assembly sequence. China Mech. Eng. 2003, 14, 1606–1609. [Google Scholar]
- Yuan, B.; Chu, X.; Li, Y.; Liu, Z.; Geng, X.; Guo, L. Quantitative evaluation method of assembly sequence based on product design data. Comput. Integr. Manuf. Syst. 2014, 20, 807–816. [Google Scholar]
- Zhou, K.; Li, D.; Xu, H. An evaluation method of product assembly sequence. Comput. Integr. Manuf. Syst. 2006, 12, 563–567. [Google Scholar]
- He, X. Theory and Technology of Fuzzy Knowledge Processing; National Defense Industry Press: Beijing, China, 1993. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
| Fitting Relationship | Gap Fit | Transition Fit | Overfill Fit |
|---|---|---|---|
| Empirical evaluation value | 0.5 | 0.3 | 0.2 |
| Evaluation Indices | Level 1 Worst | Level 2 Poor | Level 3 Fair | Level 4 Good | Level 5 Best |
|---|---|---|---|---|---|
| Assembly operation methods | Slowest | Slow | Average | Fast | Fastest |
| Auxiliary time cost | Most | More | Average | Less | Least |
| Positioning cost of key parts | Longest | Long | Average | Short | Shortest |
| Tooling cost | Highest | High | Average | Low | Lowest |
| Evaluation Indices | Level 1 Worst | Level 2 Poor | Level 3 Fair | Level 4 Good | Level 5 Best |
|---|---|---|---|---|---|
| Quality of individual unit | Maximum | Large | Average | Small | Minimum |
| Form dimensions | Maximum | Large | Average | Small | Minimum |
| Symmetry | Lowest | Low | Average | High | Highest |
| Fitting relationship | Worst | Poor | Average | Good | Best |
| Assembly Operability | Worst | Poor | Average | Good | Best |
| Assembly stability | Worst | Poor | Average | Good | Best |
| Tooling fixture Variability | Most | More | Average | Less | Least |
| Assembly direction | Most | More | Average | Less | Least |
| Evaluation Indices | Assembly Operation Method Z1 | Auxiliary Time Cost Z2 | Key Parts Positioning Cost Z3 |
|---|---|---|---|
| Weight value | 0.5 | 0.3 | 0.2 |
| B1/B2 | 0–0.03 | 0.03–0.08 | 0.08–0.15 | 0.15–0.2 | 0.2–0.3 | >0.3 |
|---|---|---|---|---|---|---|
| Q4 | 0 | 0.1 | 0.2 | 0.4 | 0.5 | 1 |
| Evaluation Indices | Level 1 Worst | Level 2 Poor | Level 3 Fair | Level 4 Good | Level 5 Best |
|---|---|---|---|---|---|
| Assembly operation methods | 1 | 1 | 1 | 3 | 0 |
| Auxiliary time cost | 0 | 1 | 3 | 1 | 0 |
| Positioning cost of key parts | 0 | 1 | 3 | 2 | 0 |
| Tooling cost | 0 | 1 | 4 | 1 | 0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, P.; Wu, L.; Wang, Y.; Guo, L. Optimization Method for Assembly Sequence Evaluation Based on Assembly Cost and Ontology of Aviation Reducers. Appl. Sci. 2024, 14, 5116. https://doi.org/10.3390/app14125116
Liu P, Wu L, Wang Y, Guo L. Optimization Method for Assembly Sequence Evaluation Based on Assembly Cost and Ontology of Aviation Reducers. Applied Sciences. 2024; 14(12):5116. https://doi.org/10.3390/app14125116
Chicago/Turabian StyleLiu, Peng, Linfeng Wu, Yanzhong Wang, and Lize Guo. 2024. "Optimization Method for Assembly Sequence Evaluation Based on Assembly Cost and Ontology of Aviation Reducers" Applied Sciences 14, no. 12: 5116. https://doi.org/10.3390/app14125116