

Strength and Deformation Analyses of Selected Filaments for Large-Format Additive Manufacturing Applicable to the Production of Firefighting Water Tanks


Abstract
:1. Introduction
- Shape complexity (possibility to design and produce any shape);
- Hierarchical complexity (multi-level structures can be designed and manufactured from microstructure to mesostructure (millimeter scale) up to the macrostructure scale of a component);
- Material complexity (material can be applied in spots or in layers, which ensures the production of more complex and variable material compositions);
- Functional complexity (functional elements and assemblies can be produced immediately).
2. Materials and Methods
- ▪
- ABS (acrylonitrile butadiene styrene) is a FFF (fused filament fabrication) technology with the characteristics listed in Table 2. It is used in the automotive industry, in industrial applications, and consumer products.
- ▪
- ASA (acrylonitrile styrene acrylate) is a technically high-quality fiber used in the design of industrial parts with the characteristic properties listed in Table 2.
- ▪
- HI-TEMP (biopolymer) is a highly heat-resistant material used in industrial as well as general applications. Its basic characteristics are listed in Table 2.
- ▪
- HI-TEMP CF (biopolymer with carbon fiber) is a durable material with shape stability even when exposed to high temperatures. The basic characteristics are listed in Table 2.
- ▪
- PA6/66 (polyamide 6/6.6 copolymer) is suitable for industrial applications due to the high strength and stiffness of the fiber. The key properties are listed in Table 2.
- ▪
- PA12CF (polyamide 12 carbon fiber) is widely used in many industrial applications due to its strong and heat-resistant fiber. The basic characteristics are listed in Table 2.
- ▪
- PETG (polyethylene terephthalate, glycol-modified) is an alternative to PLA and ABS filaments in terms of strength and toughness. The basic characteristics are listed in Table 2.
- ▪
- PLA (polylactic acid) is used for more demanding industrial production (printing of larger objects) with sufficient strength and stiffness. The key properties are listed in Table 2.
- ▪
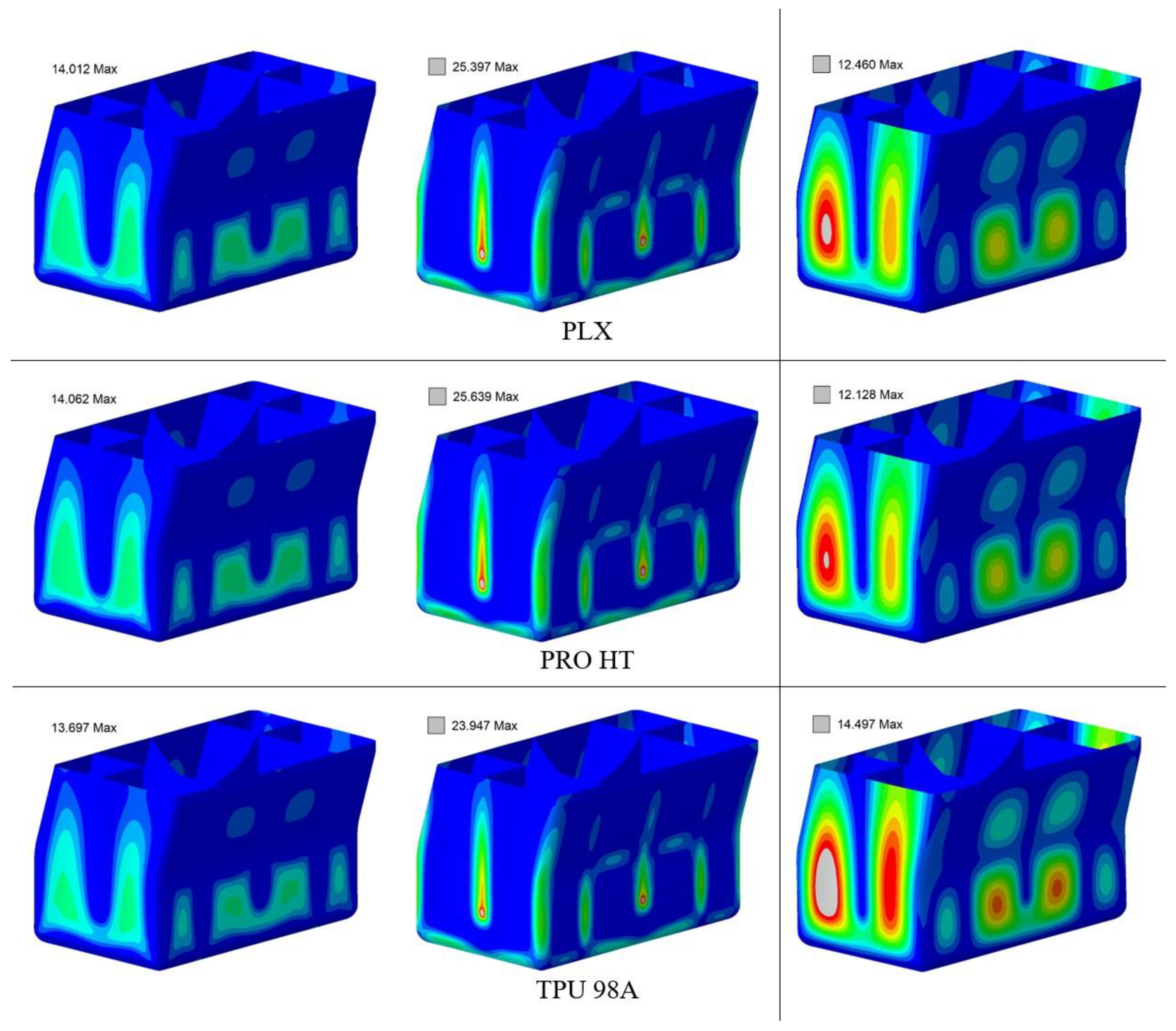
- PLX (polylactic acid blend) is a fast-printing filament for the industrial production of large-format products. The key properties are listed in Table 2.
- ▪
- PRO HT (biopolymer) is environmentally friendly, and suitable for the production of general purpose products. The basic characteristics are listed in Table 2.
- ▪
- TPU 98A (thermoplastic polyurethane, Shore 98A) is a flexible fiber that is strong and durable. It is used in the production of wear-resistant parts. The basic characteristics are listed in Table 2.
3. Results
- Steel is a common material for production and has been used for a long time. The steel tanks are produced by welding technology that is not difficult, but on the other hand, if an atypical shape is required, this technology is relatively more demanding to produce. Compared to other materials, steel is several times heavier, which is one of the main disadvantages.
- Composite materials significantly eliminate the disadvantages of steel. It is clear that the composite material met the stress and deformation requirements. The mentioned and tested material was also used in the production of the DATEFF prototype. When using the composite material, it is necessary to use a mold in which the base material (glass fabric in our case) is applied in layers and connected with a binder in the form of the resin. As with steel, the more complex the shape, the higher the production costs associated with production restrictions.
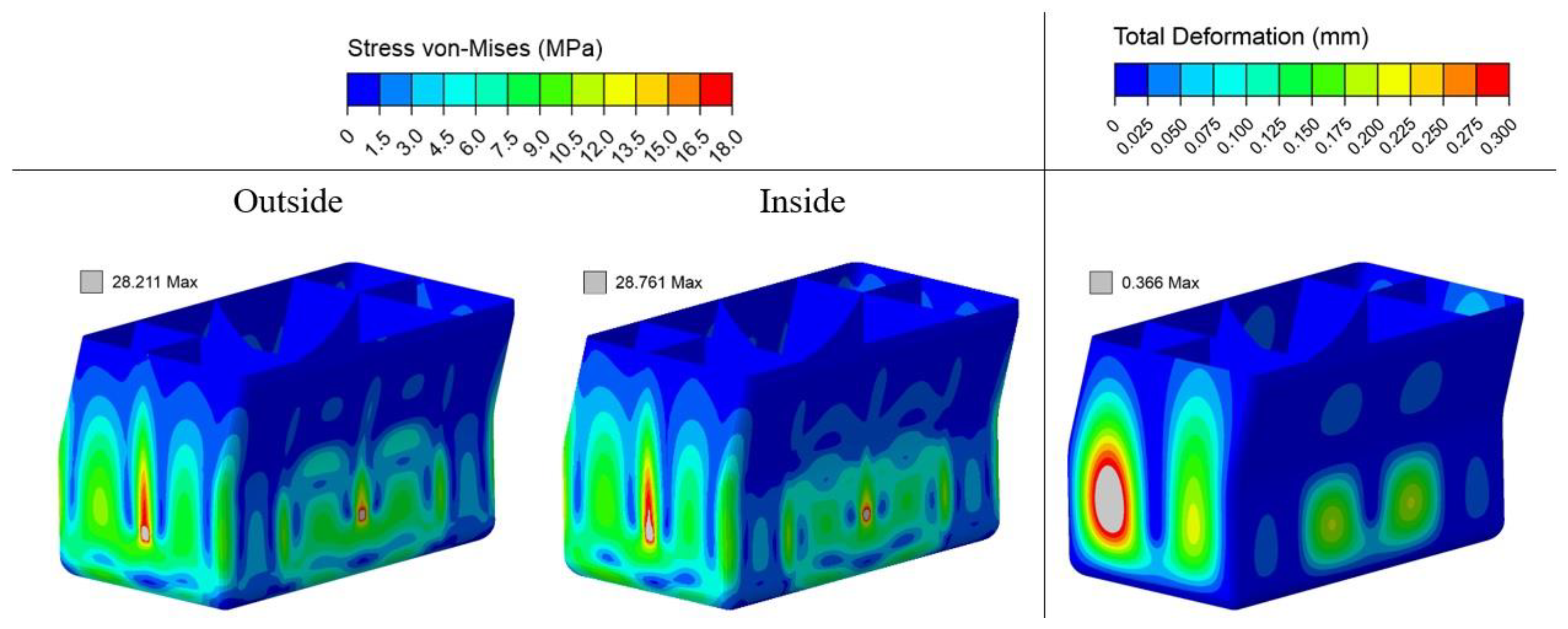
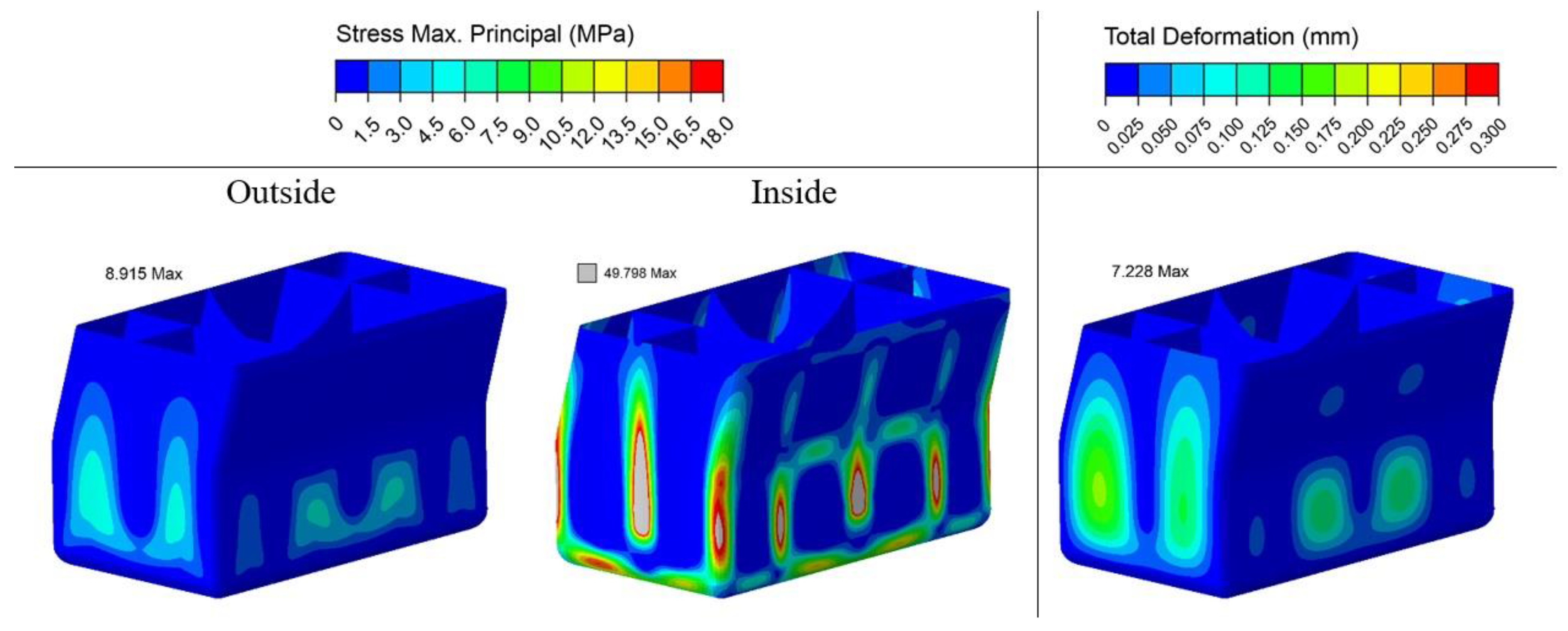
- The tested materials for additive manufacturing were satisfactory from the stress and deformation analysis points of view. The limits were lower compared to the steel and composite, but satisfactory for the given load. The production technology is simpler compared to previous materials where an experienced designer and a large-scale 3D printer are sufficient. 3D printing is associated with high design freedom due to the ability to produce any complex geometric shape with minimal structural constraints compared to subtractive techniques [44]. The product can be quickly brought to market due to the shortened design cycle [45]. The authors in [25,46,47,48,49,50,51,52] stated that AM is a candidate for tremendous savings in terms of time and cost while simultaneously enabling higher flexibility, quality, and variability. Compared to subtractive manufacturing, this manufacturing technology has the potential to approach zero-waste manufacturing, leading to significant material savings [53,54,55]. However, the dimensional limits of current 3D printers can be seen as a disadvantage in this case. Nevertheless, development in this direction is in progress [5,31,56,57,58,59,60,61].
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hnilicová, M.; Hnilica, R. Use of composite materials to reduce the weight of superstructures for base machines/Využitie kompozitných materiálov za účelom zníženia hmotnosti nadstavieb pre bázové stroje. In Kvalita, Technológie, Diagnostika v Technických Systémoch; SPU Nitra: Nitra, Slovak Republic, 2017; pp. 69–74. ISBN 978-80-552-1672-0. [Google Scholar]
- Chawla, K. Fibrous Materials, 2nd ed.; Cambridge University Press: Cambridge, UK, 2016. [Google Scholar] [CrossRef]
- Jamshaid, H.; Mishra, R.; Pechociakova, M.; Noman, M.T. Mechanical, thermal and interfacial properties of green composites from basalt and hybrid woven fabrics. Fibers Polym. 2016, 17, 1675–1686. [Google Scholar] [CrossRef]
- Chawla, K.K. Composite Materials. Science and Engineering, 2nd ed.; Springer Nature: Cham, Switzerland, 2019; p. 560. [Google Scholar] [CrossRef]
- Pignatelli, F.; Percoco, G. An application and market oriented review on large format additive manufacturing, focusing on polymer pellet-based 3D printing. Prog. Addit. Manuf. 2022, 7, 1363–1377. [Google Scholar] [CrossRef]
- Momenzadeh, N.; Miyanaji, H.; Berfield, T.A. Influences of zirconium tungstate additives on characteristics of polyvinylidene fluoride (PVDF) components fabricated via material extrusion additive manufacturing process. Int. J. Adv. Manuf. Technol. 2019, 103, 4713–4720. [Google Scholar] [CrossRef]
- Thompson, M.S. Current status and future roles of additives in 3D printing—A perspective. J. Vinyl Addit. Technol. 2022, 28, 3–16. [Google Scholar] [CrossRef]
- Aversa, A.; Saboori, A.; Marchese, G.; Iuliano, L.; Lombardi, M.; Fino, P. Recent progress in beam-based metal additive manufacturing from a materials perspective: A review of patents. J. Mater. Eng. Perform. 2021, 30, 8689–8699. [Google Scholar] [CrossRef]
- Rasoul, M.; Mahdi, N.I.; Mohammad, H.-R.; Mohsen, M. Recent advances in development of additively manufactured thermosets and fiber reinforced thermosetting composites: Technologies, materials, and mechanical properties. Compos. Part A Appl. Sci. Manuf. 2023, 171, 107584. [Google Scholar] [CrossRef]
- Nadim, S.H.; Daniel, S.E.; Hutchison, R.P.; Vipin, K.; Brett, G.C. Processing and mechanical characterization of short carbon fiber-reinforced epoxy composites for material extrusion additive manufacturing. Compos. Part B Eng. 2021, 223, 109122. [Google Scholar] [CrossRef]
- Ning, F.; Cong, W.; Hu, Y.; Wang, H. Additive manufacturing of carbon fiber-reinforced plastic composites using fused deposition modeling: Effects of process parameters on tensile properties. J. Compos. Mater. 2017, 51, 451–462. [Google Scholar] [CrossRef]
- Manuel, B.A.; Tamez, I.T. A review of additive manufacturing technologies and markets for thermosetting resins and their potential for carbon fiber integration. Addit. Manuf. 2021, 37, 101748. [Google Scholar] [CrossRef]
- Olusanmi, A.; Weilong, C.; Adedeji, A. Material design factors in the additive manufacturing of Carbon Fiber Reinforced Plastic Composites: A state-of-the-art review. Adv. Ind. Manuf. Eng. 2022, 5, 100100. [Google Scholar] [CrossRef]
- Fuji, W.; Gongshuo, W.; Fuda, N.; Zhongbiao, Z. Fiber–matrix impregnation behavior during additive manufacturing of continuous carbon fiber reinforced polylactic acid composites. Addit. Manuf. 2021, 37, 101661. [Google Scholar] [CrossRef]
- García, E.; Núñez, P.J.; Caminero, M.A.; Chacón, J.M.; Kamarthi, S. Effects of carbon fibre reinforcement on the geometric properties of PETG-based filament using FFF additive manufacturing. Compos. Part B Eng. 2022, 235, 109766. [Google Scholar] [CrossRef]
- Adil, S.; Lazoglu, I. A review on additive manufacturing of carbon fiber-reinforced polymers: Current methods, materials, mechanical properties, applications and challenges. J. Appl. Polym. Sci. 2023, 140, e53476. [Google Scholar] [CrossRef]
- Ans, A.R.; Hamid, I.; Muammer, K. Additive manufacturing and mechanical performance of carbon fiber reinforced Polyamide-6 composites. Mater. Today Proc. 2022, 62, 6359–6363. [Google Scholar] [CrossRef]
- Kipping, J.; Schüppstuhl, T. Load-oriented nonplanar additive manufacturing method for optimized continuous carbon fiber parts. Materials 2023, 16, 998. [Google Scholar] [CrossRef]
- Varma, M.M.M.K.; Baghel, P.K.; Raju, R. Additive manufacturing of thermosetting resins in-situ carbon fibers: A review. Recent. Adv. Mater. Mod. Manuf. 2022, 97–105. [Google Scholar] [CrossRef]
- Vaes, D.; Puyvelde, P.V. Semi-crystalline feedstock for filament-based 3D printing of polymers. Prog. Polym. Sci. 2021, 118, 101411. [Google Scholar] [CrossRef]
- Das, A.; Chatham, C.A.; Fallon, J.J.; Zawaski, C.E.; Gilmer, E.L.; Williams, C.B.; Bortner, M.J. Current understanding and challenges in high temperature additive manufacturing of engineering thermoplastic polymers. Addit. Manuf. 2020, 34, 101218. [Google Scholar] [CrossRef]
- Awasthi, P.; Banerjee, A.S. Fused deposition modeling of thermoplastic elastomeric materials: Challenges and opportunities. Addit. Manuf. 2021, 46, 102177. [Google Scholar] [CrossRef]
- Skočkovský, P.; Bokůvka, O.; Konečná, R.; Tillová, E. Náuka o Materiáli/Material Science; University of Žilina: Žilina, Slovakia, 2015; p. 349. ISBN 9788055410715. [Google Scholar]
- Love, L.J.; Duty, C.E.; Post, B.K.; Lind, R.F.; Lloyd, P.D.; Kunc, V.; Peter, W.H.; Blue, C.A. Breaking Barriers in Polymer Additive Manufacturing. 2015. Available online: https://www.osti.gov/servlets/purl/1185467 (accessed on 24 May 2024).
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies: 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2015; p. 519. [Google Scholar]
- Scott, J.A.; Gupta, N.; Weber, C.; Newsome, S.; Terry Wohlers, T.; Caffrey, T. Additive Manufacturing: Status and Opportunities Additive Manufacturing: Status and Opportunities; IDA, Science and Technology Policy Institute: Washington, DC, USA, 2012; p. 27. [Google Scholar]
- Ahuja, B.; Karg, M.; Schmidt, M. Additive manufacturing in production: Challenges and opportunities. In Proceedings of the Laser 3D Manufacturing II, San Francisco, CA, USA, 16 March 2015. [Google Scholar] [CrossRef]
- Teslenko, I.B.; Digilina, O.B.; Abdullaev, N.V. Status and perspectives for the use of additive technologies in various branches of Russian industry. IOP Conf. Ser. Mater. Sci. Eng. 2019, 483, 012093. [Google Scholar] [CrossRef]
- Sisca, F.G.; Angioletti, C.M.; Taisch, M.; Colwill, J.A. Additive manufacturing as a strategic tool for industrial competition. In Proceedings of the IEEE 2nd International Forum on Research and Technologies for Society and Industry Leveraging a Better Tomorrow (RTSI), Bologna, Italy, 7–9 September 2016; pp. 1–7. [Google Scholar] [CrossRef]
- Huang, Y.; Leu, M.C.; Mazumder, J.; Donmez, A. Additive manufacturing: Current state, future potential, gaps and needs, and recommendations. J. Manuf. Sci. Eng. 2015, 137, 014001. [Google Scholar] [CrossRef]
- Roschli, A.; Gaul, K.T.; Boulger, A.M.; Post, B.K.; Chesser, P.C.; Love, L.J.; Blue, F.; Borish, M. Designing for big area additive manufacturing. Addit. Manuf. 2019, 25, 275–285. [Google Scholar] [CrossRef]
- Hnilica, R.; Ťavodová, M.; Hnilicová, M.; Matej, J.; Messingerová, V. The Innovative design of the fire-fighting adapter for forest machinery. Forests 2020, 11, 843. [Google Scholar] [CrossRef]
- Owens Corning: OCV Reinforcements M5. Available online: https://romar-voss.nl/archief/Composites/versterking/pdf/Glasvezel%20versterkings%20materialen/Glasmat%20Emulsiegebonden/M5/ChoppedStrandMats_M5_emea_06_2008_Rev3.pdf (accessed on 31 July 2023).
- Ashland: Technical Datasheet AROPOL™ M 105 TB. Available online: http://www.kokko-fiber.fi/tiedostot/AROPOL-M-105-TB.pdf (accessed on 31 July 2023).
- BIGREP: Catalog Sheet. Available online: https://bigrep.com/filaments/ (accessed on 25 July 2023).
- Hnilicová, M.; Chromek, I.; Hnilica, R.; Matej, J.; Messingerová, V. Fire-Fighting Adapter DATEFF for the Forest Wheeled Skidder. Current Issues in Forests Protection from Fires II; Technical University: Zvolen, Slovakia, 2022; pp. 22–32. [Google Scholar]
- RAISE3D: 3D Printing Filament. Available online: https://www.raise3d.eu/filaments/ (accessed on 26 July 2023).
- Sola, A. Materials Requirements in Fused Filament Fabrication: A Framework for the Design of Next-Generation 3D Printable Thermoplastics and Composites. Macromol. Mater. Eng. 2022, 307, 2200197. [Google Scholar] [CrossRef]
- Bhardwaj, N.; Henein, H.; Wolfe, T.; Can, J. Mechanical properties of thermoplastic polymers in fused filament fabrication (FFF). Chem. Eng. 2022, 100, 3174. [Google Scholar] [CrossRef]
- Kristiawan, R.B.; Imaduddin, F.; Ariawan, D.; Ubaidillah; Arifin, Z. A review on the fused deposition modeling (FDM) 3D printing: Filament processing, materials, and printing parameters. Open Eng. 2021, 11, 639–649. [Google Scholar] [CrossRef]
- FIBERLOGY: Filaments. Available online: https://fiberlogy.com/en/fiberlogy-filaments/ (accessed on 27 July 2023).
- Indicate Technologies: Filament. Available online: https://indicatetechnologies.com/collections/bigrep-filament-1 (accessed on 27 July 2023).
- ADMASYS: Additive Manufacturing Systems. Available online: https://admasys.sk/produkty/3d-tlaciarne/termoplasty/bigrep/ (accessed on 27 July 2023).
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.B.; Wang, C.C.L.; Shin, Y.C.; Zhang, S.; Zavattieri, P.D. The status, challenges, and future of additive manufacturing in engineering. CAD Comput. Aided Des. 2015, 69, 65–89. [Google Scholar] [CrossRef]
- Manu, S.; Sandeep, R.; Vivek, P.; Atul, K.; Praveennath, G.K. A review of various materials for additive manufacturing: Recent trends and processing issues. J. Mater. Res. Technol. 2022, 21, 2612–2641. [Google Scholar] [CrossRef]
- Gebhardt, A.; Kessler, J.; Thurn, L. 3D Printing: Understanding Additive Manufacturing, 2nd ed.; Hanser: Muenchen, Germany, 2011; p. 220. [Google Scholar] [CrossRef]
- Ferreira, I.; Machado, M.; Henriques, E.; Leite, M.; Peças, P.; Marques, A.T. State-of-the-Art Review and Roadmap. In Additive Manufacturing Hybrid Processes for Composites Systems; Advanced Structured Materials; Springer: Berlin/Heidelberg, Germany, 2020; Volume 129, pp. 1–56. [Google Scholar] [CrossRef]
- Ali, M.H.; Batai, S.; Sarbassov, D. 3D printing: A critical review of current development and future prospects. Rapid Prototyp. J. 2019, 25, 1108–1126. [Google Scholar] [CrossRef]
- Agrawal, R.; Vinodh, S. State of art review on sustainable additive manufacturing. Rapid Prototyp. J. 2019, 25, 1045–1060. [Google Scholar] [CrossRef]
- Khorram, N.M.; Nonino, F.; Palombi, G.; Torabi, S.A. Economic sustainability of additive manufacturing: Contextual factors driving its performance in rapid prototyping. J. Manuf. Technol. Manag. 2019, 30, 353–365. [Google Scholar] [CrossRef]
- Atzeni, E.; Iuliano, L.; Minetola, P.; Salmi, A. Redesign and cost estimation of rapid manufactured plastic parts. Rapid Prototyp. J. 2010, 16, 308–317. [Google Scholar] [CrossRef]
- Lindemann, C.; Reiher, T.; Jahnke, U.; Koch, R. Towards a sustainable and economic selection of part candidates for additive manufacturing. Rapid Prototyp. J. 2015, 21, 216–227. [Google Scholar] [CrossRef]
- Tofail, S.A.M.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive manufacturing: Scientific and technological challenges, market uptake and opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- Mitchell, A.; Lafont, U.; Hołyńska, M.; Semprimoschnig, C. Additive manufacturing—A review of 4D printing and future applications. Addit. Manuf. 2018, 24, 606–626. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Post, B.K.; Richardson, B.; Lind, R.; Love, L.J.; Lloyd, P.; Kunc, V.; Rhyne, B.J.; Roschli, A.; Hannan, J.; Nolet, S.; et al. Big area additive manufacturing application in wind turbine molds. In Proceedings of the 28th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 7–9 August 2017. [Google Scholar] [CrossRef]
- Bhandari, S.; Lopez-Anido, R.A. Coupled thermo-mechanical numerical model to minimize risk in large-format additive manufacturing of thermoplastic composite designs. Prog. Addit. Manuf. 2023, 8, 393–407. [Google Scholar] [CrossRef]
- Peterson, E. Technical challenges to adopting large scale additive manufacturing for the production of yacht hulls. In Human Systems Engineering and Design III; Springer: Berlin/Heidelberg, Germany, 2021; pp. 15–20. [Google Scholar] [CrossRef]
- Nieto, D.M.; Molina, S.I. Large-format fused deposition additive manufacturing: A review. Rapid Prototyp. J. 2020, 26, 793–799. [Google Scholar] [CrossRef]
- Silva, R.; Sereno, P.; Mateus, A.; Mitchell, G.R.; Carreira, P.; Santos, C.; Vitorino, J.; Domingues, J. Adaptive platforms and flexible deposition system for big area additive manufacturing (BAAM). Appl. Mech. Mater. 2019, 890, 3–20. [Google Scholar] [CrossRef]
- Nycz, A.; Noakes, M.; Post, B.; Roschli, A.; Babu, S.; Love, L. Development and demonstration of large scale metal additive manufacturing for military vehicle applications-final report. ORNL Rep. 2017, 5, 58. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | E (MPa) | μ (-) | ρ (kg⋅m−3) | m (kg) | Tensile Strength (MPa) | |
|---|---|---|---|---|---|---|
| Steel | 210,000 | 0.3 | 7850 | 623.84 | 340 | |
| ABS | 1400 | 0.35 | 1080 | 85.83 | 30 | |
| ASA | 1900 | 1080 | 85.83 | 40 | ||
| HI-TEMP | 4400 | 1390 | 110.46 | 61 | ||
| HI-TEMP CF | 7000 | 1200 | 95.36 | 65 | ||
| PA6/66 | 2325 | 1120 | 89.01 | 67 | ||
| PA12 CF | 3500 | 1060 | 84.24 | 71 | ||
| PETG | 2100 | 1270 | 100.93 | 50 | ||
| PLA | 3600 | 1240 | 98.54 | 60 | ||
| PLX | 3150 | 1250 | 99.34 | 48 | ||
| PRO HT | 3300 | 1300 | 103.31 | 45 | ||
| TPU 98A | 2410 | 1180 | 95.36 | 40 | ||
| Composite | M105TB resin | 3600 | 0.3 | 1078 | 95.73 | 55 |
| M5 mat | 14,500 | 0.3 | 450 (g·m−2) | 200 | ||
| ABS | ASA | HI-TEMP | HI-TEMP CF |
| High impact strength | High impact strength | High stiffness | High stiff |
| High heat resistance | UV resistance | Low warping | High durable parts |
| Good stiffness | High wear resistance | Low shrinkage | Lightweight |
| Good tensile strength | High heat resistance | Great surface quality | Class A surface |
| Chemical resistance | High toughness | High heat resistance | High heat resistance |
| Prototype construction | Prototype construction | Functional models | Functional patterns |
| PA6/66 | PA12 CF | PETG | PLA |
| Heat resistance | High tensile strength | Chemical resistance | Low warping |
| Chemical resistance | Heat resistance | Heat resistance | Low shrinkage |
| High strength | Chemical resistance | High stiffness | High stiffness |
| Resistant to wear | High stiffness | High strength | High strength |
| Stiffness and ductility | High abrasiveness | Impact resistance | Low heat resistance |
| Specialty applications | Advanced prototypes | Prototyping and design | Prototyping and design |
| PLX | PRO HT | TPU 98A | |
| High strength | Low warping | Flexible | |
| High robustness | Low shrinking | High impact strength | |
| Consistent results | Food safe | Dynamic properties | |
| Biodegradable | Heat resistance | High durability | |
| Low heat resistance | Environment friendly | Chemical resistant | |
| Durable components | Practical applications | Bend or compress app. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hnilicová, M.; Kotšmíd, S.; Dado, M.; Hnilica, R. Strength and Deformation Analyses of Selected Filaments for Large-Format Additive Manufacturing Applicable to the Production of Firefighting Water Tanks. Appl. Sci. 2024, 14, 5148. https://doi.org/10.3390/app14125148
Hnilicová M, Kotšmíd S, Dado M, Hnilica R. Strength and Deformation Analyses of Selected Filaments for Large-Format Additive Manufacturing Applicable to the Production of Firefighting Water Tanks. Applied Sciences. 2024; 14(12):5148. https://doi.org/10.3390/app14125148
Chicago/Turabian StyleHnilicová, Michaela, Stanislav Kotšmíd, Miroslav Dado, and Richard Hnilica. 2024. "Strength and Deformation Analyses of Selected Filaments for Large-Format Additive Manufacturing Applicable to the Production of Firefighting Water Tanks" Applied Sciences 14, no. 12: 5148. https://doi.org/10.3390/app14125148
APA StyleHnilicová, M., Kotšmíd, S., Dado, M., & Hnilica, R. (2024). Strength and Deformation Analyses of Selected Filaments for Large-Format Additive Manufacturing Applicable to the Production of Firefighting Water Tanks. Applied Sciences, 14(12), 5148. https://doi.org/10.3390/app14125148