
Efficient and Sustainable Cleaning: A Comparative Analysis of Cryogenic Technology

 ,
,  , ,
, ,
Abstract
:1. Introduction
- Analyse the technical specifications and sustainability characteristics of a selected range of cryo-cleaning equipment;
- Define the criteria to be considered when selecting cryo-cleaning equipment to ensure that both operational and sustainability requirements are met;
- Compare and contrast the pre-existing and derived scores of the selected equipment to assess their relative performance;
- Identify machines that offer the best performance, efficiency, and adaptability to operational and environmental needs.
2. Materials and Methods
2.1. Bibliographic Review (Qualitative and Systematic Methodology)
2.1.1. Selection of Equipment
2.1.2. Analysis of Equipment Data Sheets (Qualitative and Analytical Methodology)
2.1.3. Collection of Data Provided by the Manufacturer (Qualitative and Exploratory Methodology)
2.2. Comparative Analysis of Cryo-Cleaning Equipment (Quantitative Methodology)
- Dimension of the equipment;
- Weight without accessories;
- Power supply;
- Power consumption;
- Sound pressure level;
- Tank capacity;
- Air pressure;
- Variability of air volume flow rate;
- Pellet size variability;
- Pellet size.
2.2.1. Scoring Methodology
2.2.2. Validation of Assessments
2.2.3. Comparative Analysis
3. Results
3.1. Data Collection
3.2. Comparative Analysis of Cryo-Cleaning Equipment
4. Discussion
4.1. Future Trends and Developments
4.1.1. Innovation in Energy Efficiency
4.1.2. Development of Noise Reduction Technologies
4.1.3. Future Perspectives: Demands for Sustainable and Safe Fluids
4.1.4. Optimising the Cleaning Process
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Foster, R.W. Carbon Dioxide (Dry-Ice) Blasting. In Good Painting Practice: SSPC Painting Manual; EcoJet Dry Ice Blasting: Keswick, Canada, 2006; Volume 1, pp. 161–167. Available online: http://ecojetinc.com/ecopress/wp-content/uploads/2012/10/RobertWFoster.pdf (accessed on 26 January 2024).
- Gómez-Guarneros, M.A.; Domínguez-Cabrera, B.A.; Quinto-Saure, C.; Farfan-Cabrera, L.I.; Santander-Reyes, J.N.; Gallardo-Hernández, E.A. Investigating the erosive wear caused by dry-ice blasting in paint stripping process. Mater. Lett. 2022, 308, 131203. [Google Scholar] [CrossRef]
- Spur, G.; Uhlmann, E.; Elbing, F. Dry-ice blasting for cleaning: Process, optimization and application. Wear 1999, 233, 402–411. [Google Scholar] [CrossRef]
- Kohli, R.; Mittal, K.L. Developments in Surface Contamination and Cleaning; Elsevier Inc.: Amsterdam, The Netherlands, 2016; Volume 10. [Google Scholar] [CrossRef]
- Vega, A.; Santamarina, V.; Colomina, A.; Carabal, M.A. Cryogenics as an advanced method of cleaning cultural heritage. Challenges and solutions. Sustainability 2022, 14, 1052. [Google Scholar] [CrossRef]
- Máša, V.; Horňák, D.; Petrilák, D. Industrial use of dry ice blasting in surface cleaning. J. Clean. Prod. 2021, 329, 129630. [Google Scholar] [CrossRef]
- Krier, P.; White, B.T.; Ferriday, P.; Watson, M.; Buckley-Johnstone, L.; Lewis, R.; Lanigan, J.L. Vehicle-based cryogenic rail cleaning: An alternative solution to “leaves on the line”. Proc. Inst. Civ. Eng. Civ. Eng. 2021, 174, 176–182. [Google Scholar] [CrossRef]
- Onofre, A.; Godina, R.; Carvalho, H.; Catarino, I. Eco-innovation in the cleaning process: An application of dry ice blasting in automotive painting industry. J. Clean. Prod. 2020, 272, 122987. [Google Scholar] [CrossRef]
- Young, F.C. Removing fouling residue from molds in-the-press with solid CO2 pellet blasting. Rubber World 2022, 227, 39–47. Available online: https://www.researchgate.net/publication/293050267_Removing_fouling_residue_from_molds_in-the-press_with_solid_CO2_pellet_blasting (accessed on 26 January 2024).
- Stratford, S. Dry ice blasting for paint stripping and surface preparation. Met. Finish. 1999, 97, 481–487. [Google Scholar] [CrossRef]
- Dzido, A.; Krawczyk, P. Abrasive Technologies with Dry Ice as a Blasting Medium. Energies 2023, 16, 1014. [Google Scholar] [CrossRef]
- Kohli, R. Applications of Solid Carbon Dioxide (Dry Ice) Pellet Blasting for Removal of Surface Contaminants. In Developments in Surface Contamination and Cleaning: Applications of Cleaning Techniques; Elsevier: Amsterdam, The Netherlands, 2019; Volume 11, pp. 117–169. [Google Scholar] [CrossRef]
- Jassim, A.; Khalaf, H. Dry Ice Cleaning Based Sustainable Cleaning Technology for Oil and Gas Storage Tanks. In Proceedings of the 1st International Multi-Disciplinary Conference Theme: Sustainable Development and Smart Planning, IMDC-SDSP 2020, Cyberspace, 28–30 June 2020; pp. 28–30. [Google Scholar] [CrossRef]
- Kipp, J.W. Blasting Method for Cleaning Pipes. U.S. Patent US 7 732 193 B2, 13 November 2010. Available online: https://patentimages.storage.googleapis.com/25/53/37/db5e64a10aa34f/US6315639.pdf (accessed on 27 July 2024).
- Fang, J.; Mo, W.X.; Qin, Y.; Li, S.N.; Jiang, J.; Su, J.H.; Liu, J.S.; Yu, J.H.; Zhou, W.J. Process parameters selection of insulator contamination cleaning by dry ice. IOP Conf. Ser. Earth. Environ. Sci. 2019, 354, 12017. [Google Scholar] [CrossRef]
- Spalteholz, B.A.; Nielsen, G.P. Dry Ice Blasting Cleaning Apparatus. U.S. Patent US 7 033 249 B2, 25 April 2006. Available online: https://patentimages.storage.googleapis.com/8c/c4/b2/f215b3866c84f9/US7033249.pdf (accessed on 2 July 2024).
- Carter, K. Dry Ice Paint Removal and Cleaning. Navi Environmental Sustainability Development to Integration: California, USA, 2021. Available online: https://exwc.navfac.navy.mil/Portals/88/Documents/EXWC/Environmental_Security/NESDI/NESDIFactSheet-590.pdf (accessed on 1 February 2024).
- Muckenhaupt, D.; Zitzmann, T.A.; Rudek, A.; Russ, G. An experimental and numerical procedure for energetic and acoustic optimization of dry-ice blasting processes. Chem. Eng. Trans. 2019, 74, 967. [Google Scholar] [CrossRef]
- Rudek, A.; Muckenhaupt, D.; Kombeitz, R.; Zitzmann, T.; Russ, G.; Duignan, B. Experimental and numerical investigation of CO2 dry-ice based aircraft compressor cleaning. In Proceedings of the 13th European Conference on Turbomachinery Fluid dynamics & Thermodynamics, Lausanne, Switzerland, 8–12 April 2019. [Google Scholar] [CrossRef]
- Muthukumar, C. A Short Review on Alternative Cleaning Methods to Remove Scale and Oxide from the Jet Engine Alloys. Int. J. Eng. Res. Technol. 2015, 4, 534–542. [Google Scholar] [CrossRef]
- Baluch, N.; Abdullah, C.; Mohtar, S. Dry-ice blasting an optimal panacea for depurating welding robots of slag and spatter. J. Technol. Oper. Manag. 2012, 7, 56–68. [Google Scholar]
- Rocky Mountain Air Solutions. An Introduction to Dry Ice Blasting: 9 Uses for Industrial Cleaning. 2022. Available online: https://rockymountainair.com/blog/an-introduction-to-dry-ice-blasting-9-uses-for-industrial-cleaning/ (accessed on 1 February 2024).
- Máša, V.; Kuba, P. Efficient use of compressed air for dry ice blasting. J. Clean. Prod. 2016, 111, 76–84. [Google Scholar] [CrossRef]
- Elbing, F.; Anagreh, N.; Dorn, L.; Uhlmann, E. Dry ice blasting as pretreatment of aluminum surfaces to im-prove the adhesive strength of aluminum bonding joints. Int. J. Adhes. Adhes. 2003, 23, 69–79. [Google Scholar] [CrossRef]
- Uhlmann, E.; Hollan, R.; El Mernissi, A. Dry Ice Blasting—Energy-Efficiency and New Fields of Application. In Engineering Against Fracture—Proceedings of the 1st Conference; Springer: Dordrecht, The Netherlands, 2009; pp. 399–409. [Google Scholar] [CrossRef]
- Cryonos Project. Cryogenic Applications: 10 Different Uses; Cryonos: Idar-Oberstein, Germany, 2022; Available online: https://cryonos.shop/blogs/cryogenic/cryogenic-applications-10-different-uses (accessed on 1 February 2024).
- Thompson Industrial Services. Dry Ice Blasting; Thompson Industrial Services: Sumter, SC, USA, 2024; Available online: https://industrial.thompsonind.com/services/additional-specialty-services/dry-ice-blasting (accessed on 26 January 2024).
- Lee, T.S.; Moon, D.S.; Koo, J.K.; Bernold, L.E.; Lee, D.W. Viability analysis of innovative surface stripe removal system. KSCE J. Civ. Eng. 2011, 15, 15–21. [Google Scholar] [CrossRef]
- Sathish, M.; Madhan, B.; Saravanan, P.; Raghava Rao, J.; Nair, B.U. Dry ice—An eco-friendly alternative for ammonium reduction in leather manufacturing. J. Clean. Prod. 2013, 54, 289–295. [Google Scholar] [CrossRef]
- Vansant, J.; Rogiers, C. CO2 Cleaning and pH Control in the Food Industry. In Gases in Agro-Food Processes; Academic Press: Cambridge, MA, USA, 2019; pp. 571–581. [Google Scholar] [CrossRef]
- Witte, A.K.; Bobal, M.; David, R.; Blättler, B.; Schoder, D.; Rossmanith, P. Investigation of the potential of dry ice blasting for cleaning and disinfection in the food production environment. LWT-Food Sci. Technol. 2017, 75, 735–741. [Google Scholar] [CrossRef]
- Costantini, A.; Vaudano, E.; Cravero, M.C.; Petrozziello, M.; Piano, F.; Bernasconi, A.; Garcia-Moruno, E. Dry ice blasting, a new tool for barrel regeneration treatment. Eur. Food Res. Technol. 2016, 242, 1673–1683. [Google Scholar] [CrossRef]
- Uyarcan, M.; Kayaardı, S. Effects of a dry-ice process on surface and carcase decontamination in the poultry industry. Br. Poult. Sci. 2018, 59, 141–148. [Google Scholar] [CrossRef] [PubMed]
- Pozo Antonio, J.S.; López, L.; Dionísio, A.; Rivas, T. A study on the suitability of mechanical soft-abrasive blasting methods to extract graffiti paints on ornamental stones. Coatings 2018, 8, 335. [Google Scholar] [CrossRef]
- Piening, H.; Schwarz, R. Using low temperatures for cleaning surfaces. Three modes of application. Restauro Forum Restor. Conserv. Conserv. Monum. 1998, 104, 248–252. [Google Scholar]
- Cutulle, C.; Kim, S. Dry ice blasting in the conservation of metals: A technical assessment as a conservation technique and practical application in the removal of surface coatings. Postprints AIC’s Objects Spec. Group Conf. 2015, 22, 77–100. [Google Scholar]
- Van der Molen, R.; Joosten, I.; Beentjes, T.; Megens, L. Dry ice blasting for the conservation cleaning of metals. In Metal 2010: Proceedings of the Interim Meeting of the ICOM-CC Metal Working Group; Clemson University: Clemson, SC, USA, 2011; pp. 135–143. [Google Scholar]
- Posner, K. Conservation Comes Outdoors for Henry Moore’s “Bronze Form”; The Getty Iris: Los Angeles, CA, USA, 2012; Available online: http://blogs.getty.edu/iris/conservation-comes-outdoors-for-henry-moores-bronze-form/ (accessed on 1 July 2024).
- Cold Jet®. Dry Ice Cleaning Is Used to Clean Metal and Ceramic Artifacts before They Are Displayed at Auschwitz-Birkenau Memorial; Cold Jet®: Loveland, OH, USA, 2011; Available online: https://www.coldjet.com/es/resources/auschwitz-memorial-historical-restoration/ (accessed on 1 July 2024).
- Lucian, H.; Shockey, J. Conservation of Plastics at the Smithsonian American Art Museum. In The Age of Plastic: Ingenuity and Responsibility; Cobb, K.C., Brooks, M., Eds.; Smithsonian Institution Scholarly Press: Washington, DC, USA, 2017; pp. 109–124. [Google Scholar] [CrossRef]
- Sherman, R.; Shockey, L.H. Ice Cold: Solid Carbon Dioxide Cleaning Symposium; Smithsonian American Art Museum: Washington, DC, USA, 2015; Available online: https://americanart.si.edu/videos/conservation-symposium-ice-cold-solid-carbon-dioxide-cleaning-154409 (accessed on 19 July 2024).
- Mašková, L.; Smolík, J.; Vávrová, P.; Neoralová, J.; Součková, M.; Novotná, D.; Jandová, V.; Ondráček, J.; Ondráčková, L.; Křížová, T.; et al. Carbon dioxide snow cleaning of paper. Herit. Sci. 2021, 9, 145. [Google Scholar] [CrossRef]
- Uhlmann, E.; Hollan, R. Blasting with solid carbon dioxide—Investigation of thermal and mechanical removal mechanisms. Procedia CIRP 2015, 26, 544–547. [Google Scholar] [CrossRef]
- Millman, L.R.; Giancaspro, J.W. Environmental Evaluation of Abrasive Blasting with Sand, Water, and Dry Ice. Int. J. Archit. Eng. Constr. 2012, 1, 174–182. [Google Scholar] [CrossRef]
- Karcher®. IB 15/120. Karcher Datasheet. 2024. Available online: https://s1.kaercher-media.com/documents/datasheets/machines/es_ES/1.574-104.0_PI_es_ES.pdf (accessed on 1 July 2024).
- Karcher®. IB 7/40 Adv. Karcher Datasheet. 2024. Available online: https://s1.kaercher-media.com/documents/datasheets/machines/es_ES/1.574-002.0_PI_es_ES.pdf (accessed on 1 July 2024).
- Karcher®. IB 10/8 L2P. Karcher Datasheet. 2024. Available online: https://s1.kaercher-media.com/documents/datasheets/machines/es_ES/1.574-200.0_PI_es_ES.pdf (accessed on 1 July 2024).
- Polar Tech®. PT-PROi. Polar Tech Datasheet. 2019. Available online: https://polartech.dk/wp-content/uploads/2021/05/2019-02-PolarTech-DataSheet-Heavy-Duty-PT-PROi.pdf (accessed on 1 July 2024).
- Polar Tech®. PT-MINIi. Polar Tech Datasheet. 2019. Available online: https://polartech.dk/wp-content/uploads/2021/05/2019-02-PolarTech-DataSheet-Heavy-Duty-PT-MINIi.pdf (accessed on 1 July 2024).
- Fløe, D.; Polar Tech®, Genoa, IL, USA. Personal Communication, 2024.
- Cold Jet®. AERO2. Cold Jet. 2019. Available online: https://www.coldjet.com/our-equipment/dry-ice-blasting-equipment/aero2-series/ (accessed on 1 July 2024).
- Intelblast. Catálogo. 2022. Available online: https://intelblast.es/catalogos/spanish-esp0922/ (accessed on 11 January 2024).
- Cryoblaster®. ATX Nano-E. Cryoblaster® Datasheet. 2023. Available online: https://cryoblaster.com/xeftossu/2023/09/ATX-nano-E-Es.pdf (accessed on 11 January 2024).
- Cryoblaster®. ATX25-P. Cryoblaster® Datasheet. 2023. Available online: https://cryoblaster.com/es/limpiador-criogenico-neumatico-atx-25/ (accessed on 18 January 2024).
- Cryoblaster®. ATX25-E V2. Cryoblaster® Datasheet. 2023. Available online: https://cryoblaster.com/es/limpiador-criogenico-electroneumatico/ (accessed on 18 January 2024).
- Cryonomic®. Máquinas de Limpieza Criogénica. Cryonomic® Datasheet. 2024. Available online: https://www.cryonomic.com/es/products/117/maquinas-de-limpieza-criogenica-manual-o-automatizado (accessed on 11 January 2024).
- White Lion®. WL 5000 Robby. White Lion Datasheet. 2024. Available online: https://white-lion.eu/es/maquina-de-hielo-seco/maquinas-de-proyeccion-de-hielo-seco/maquina-de-proyeccion-de-hielo-seco-wl-5000-robby/ (accessed on 18 January 2024).
- CryoSnow®. Manual Blasting Machines. CryoSnow Datasheet. 2023. Available online: https://www.cryosnow.com/en/products/manual-blasting-machines/ (accessed on 18 January 2024).
- Polar Tech®. PT-PROsi. Polar Tech Datasheet. 2019. Available online: https://polartech.dk/wp-content/uploads/2021/05/2019-02-PolarTech-DataSheet-Heavy-Duty-PT-PROsi.pdf (accessed on 1 July 2024).
- Polar Tech®. PT-PROs. Polar Tech Datasheet. 2019. Available online: https://polartech.dk/wp-content/uploads/2021/05/2019-02-PolarTech-DataSheet-Heavy-Duty-PT-PROs.pdf (accessed on 1 July 2024).
- Máša, V.; Kuba, P.; Petrilák, D.; Lokaj, J. Decrease in consumption of compressed air in dry ice blasting machine. Chem. Eng. Trans. 2014, 39, 805–810. [Google Scholar] [CrossRef]
- Biszczanik, A.; Górecki, J.; Kukla, M.; Wałęsa, K.; Wojtkowiak, D. Experimental Investigation on the Effect of Dry Ice Compression on the Poisson Ratio. Materials 2022, 15, 1555. [Google Scholar] [CrossRef]
- Mat, M.N.H.; Asmuin, N. Optimum design of nozzle geometry of dry ice blasting using CFD for the reduction of noise emission. Int. J. Integr. Eng. 2018, 10, 130–135. [Google Scholar] [CrossRef]
- United Nations. The Millennium Development Goals Report; United Nations: New York, NY, USA, 2015; Available online: https://www.un.org/millenniumgoals/2015_MDG_Report/pdf/MDG%202015%20rev%20(July%201).pdf (accessed on 1 July 2024).
- Suárez Koch, J.J. Prefeasibility Study for the Installation of a Dry Ice Dry Ice Blasting Service for the Electric Power Generation Sector; University of Lima: Lima, Peru, 2020; Available online: https://repositorio.ulima.edu.pe/bitstream/handle/20.500.12724/11574/Su%c3%a1rez_Koch_Jimena_Josceline.pdf?sequence=1&isAllowed=y (accessed on 1 July 2024).
- Vega-Bosch, A.; Santamarina-Campos, V.; Bosch-Roig, P.; López-Carrillo, J.A.; Dolz-Ruiz, V.; Sánchez-Pons, M. Assessing the Feasibility of Removing Graffiti from Railway Vehicles Using Ultra-Freezing Air Projection. Appl. Sci. 2024, 14, 4165. [Google Scholar] [CrossRef]
- Wright, A. CO2 Shortages Highlights Importance of Food Safety; Gasworld: Truro, UK, 2022; Available online: https://www.gasworld.com/story/co2-shortages-highlights-importance-of-food-safety/ (accessed on 27 October 2022).
- Bettenhausen, C. US Faces CO2 Shortage; Cen: Brussels, Belgium, 2022; Available online: https://cen.acs.org/materials/US-faces-CO-shortage/100/i29 (accessed on 27 October 2022).
- Burgess, M. A Long Hot Summer Ahead for the US CO2 Market; Gasworld: Truro, UK, 2022; Available online: https://www.gasworld.com/story/a-long-hot-summer-ahead-for-the-us-co2-market/2094367.article/?red=1 (accessed on 27 October 2022).
- Sherman, R. Carbon dioxide snow cleaning applications. In Developments in Surface Contamination and Cleaning: Applications of Cleaning Techniques; Elsevier: Amsterdam, The Netherlands, 2019; Volume 11, pp. 97–115. [Google Scholar] [CrossRef]
- Sherman, R. Carbon dioxide snow cleaning. Particul. Sci. Technol. 2007, 25, 37–57. [Google Scholar] [CrossRef]
- Shockey, L.H. Blow it off: Moving beyond compressed air with carbon dioxide snow. OSG Postprints 2009, 16, 13–24. [Google Scholar]
- United Nations. Sustainable Development Goals: 17 Goals to Transform Our World; United Nations: New York, NY, USA, 2015; Available online: https://www.un.org/sustainabledevelopment/es/objetivos-de-desarrollo-sostenible/ (accessed on 1 July 2024).


{kind=link}
{kind=link}
| Industrial Sector | Need for Cleanliness | Object or Surface Treated | Type of Dirt or Waste | References |
|---|---|---|---|---|
| Manufacturing of plastics, rubbers, and foams | Disposal of waste in moulds and other machines in the manufacturing lines, such as mixers, extruders, and injectors | Metal and plastic surfaces | Waste mould release agents, adhesives, and synthetic polymer residues | [3,6,9,10,11] |
| Energetics | Cleaning of gas and steam turbine engines and other rotary engines and dynamoelectric machines | Metal and plastic surfaces | Oils, combustion deposits, and chemical residues | [6,11,12] |
| Oil | Cleaning of sucker rods, tanks, and pipelines | Metal surfaces | Heavy oils, paraffin, fouling, and asphaltenes | [11,13] |
| Nuclear decontamination | Cleaning of various elements in nuclear plants, e.g., electric motors, valves, ventilation ducts, pipes, machinery, and electrical equipment | Metal and plastic surfaces | Radioactive particles | [6,12] |
| Air conditioning | Heating, ventilation, and extraction duct maintenance | Hollow metal and plastic pipes | Grease, oil, and dust | [6,14] |
| Maintenance of electrical systems | Elimination of pollutants in a wide range of electrical systems | Various | Environmental dust of organic and mineral nature | [6,9,11,15,16] |
| Aerospace and shipping | Cleaning of engines, electrical systems, and paint stripping | Metal and plastic surfaces | Environmental dust of organic and mineral nature, soil, corrosion fouling and oxides, and old paintwork | [6,11,17,18,19,20] |
| Automotive | Cleaning of welding robots | Metal surfaces | Remains of slag, epoxy resin, and other adhesives | [6,21] |
| Repair and overhaul of engine parts | Metal and plastic surfaces | Silicone gaskets | [3,6] | |
| Vehicle renewal | Bodies and metal parts | Rust and dirt in confined spaces | [22] | |
| Preparation of plastic surfaces of different vehicle parts for painting | Polypropylene (PP)Unsaturated glass fibre-reinforced polyester resin (SMC)Acrylonitrile butadiene styrene (ABS) | Surface dirt | [8,11,23] | |
| Pre-treatment to improve adhesion of epoxy and polyurethane resins and to improve the properties of galvanised surfaces | Aluminium seals, steel and titanium sheets, and galvanised surfaces | Environmental contamination, lubricants, and zinc ashes | [2,6,11,24,25] | |
| Paint stripping | Steel | Automotive primer and paint | [2] | |
| Various cleaning and processing applications | Vehicle components | Various | [26] | |
| Cleaning of robotic arms and workstations in automotive manufacturing | Metal and plastic surfaces | Welding residues, grease, and general soiling | [27] | |
| Railway | Removal of pollutants from railway tracks | Metal rails | Organic leaf debris, mud, carbonaceous particles, and ferric oxides | [7,11] |
| Road maintenance | Semi-automated stripping of road markings on highways | Asphalt surfaces and other pavements | Pavement paints | [28] |
| Printers | Cleaning of presses, rotary presses, and other production equipment | Metal surfaces | Ink and adhesive residues | [11] |
| Leather tanning | Shaving or liming and de-shelling of the skin | Leather | Organic and inorganic waste | [8,29] |
| Food industry | Cleaning of ovens, roasters, packers, wine barrels, coffee roasting chambers, distilleries, and other elements in processing and packaging lines | Metal and plastic surfaces | Various natural organic products such as oil, waxes, charcoal, corn, coffee, and other protein wastes | [8,11,12,22,23,30] |
| Disinfection of wine barrels and dairy equipment | Metal and wood surfaces | Organic and microbiological remains | [23,31,32] | |
| Poultry industry | Cleaning of production channels | Metal and wood surfaces | Removal of organic contamination | [8,33] |
| Conservation and restoration of cultural heritage | Graffiti removal | Granite and architectural surfaces | Synthetic spray paint | [34] |
| Marquetry cleaning | Wood | Environmental dust and varnishes | [35] | |
| Cleaning of metal surfaces | Aluminium, bronze, steel, brass, and copper | Environmental dusts of organic and mineral nature, corrosion, spray paint, and waxes | [36,37,38] | |
| Cleaning of ceramic objects | Ceramics | Environmental dust of organic and mineral nature | [39] | |
| Sculpture cleaning | Polyester and cellulose acetate butyrate (CAB) | Environmental dust of organic and mineral nature, fingerprints, and surfactant migrations | [40,41] | |
| Paper cleaning | Paper (cotton and wood) | Environmental dust of organic and mineral nature | [42] |
| Company | Equipment | Dimensions (L × W × H) | Power Supply | Air Pressure | Air Volume Flow Rate | Sound Pressure Level | Tank Capacity | Pellets ø | Consumption | Weight without Accessories |
|---|---|---|---|---|---|---|---|---|---|---|
| Karcher® | IB 15/120 | 1000 × 800 × 1300 mm | 220–240 V | 2–16 bar 0.2–1.6 MPa | 2–12 m3/min | 125 dB/A | 40 kg | <3 mm | 30–120 kg/h | 91 kg |
| Karcher® | IB 7/40 Adv | 768 × 510 × 1096 mm | 220–240 V | 2–10 bar 0.2–1 MPa | 0.5–3.5 m3/min | 99 dB/A | 15 kg | <3 mm | 15–50 kg/h | 93 kg |
| Karcher® | IB 10/2 L2P | 870 × 450 × 970 mm | 220–230 V | 0.7–10 bar | 0.07–0.8 m3/min | 95 dB/A | 0 kg | <2.5 mm | 2–8 kg/h 20–60 kg/h (liquid CO2) | 92 kg |
| Polartech® | PT-PROi | 650 × 550 × 950 mm | 110–230 V | 2–14 bar | 0.8–9 m3/min | 60–120 dB/A | 25 kg | 1–3 mm | 0–75 kg/h | 70 kg |
| Polartech® | PT MINIi | 410 × 470 × 480 mm | 110–230 V | 2–10 bar | 0.6–3 m3/min | 60–120 dB/A | 8 kg | 1–3 mm | 25 kg/h | 26 kg |
| Cold Jet® | AERO2 PCS 60 | 990 × 480 × 1140 mm | 110–220 V | 2.8–10 bar | 0.3–2.8 m3/min | 80–120 dB/A | 27 kg | 3–0.3 mm | <108 kg/h | 114 kg |
| Cold Jet® | AERO2 PLT 60 | 990 × 480 × 1140 mm | 110–230 V | 2.4–17.2 bar | 1.4–4.7 m3/min | 80–120 dB/A | 27 kg | 3–0.3 mm | 0–162 kg/h | 105.69 kg |
| Intelblast® | IBL 3000 | 780 × 400 × 1110 mm | 230 V | 2–16 bar | 2–25 m3/min | 75–130 dB/A | 25 kg | 3 mm | 25–90 kg/h | 95 kg |
| Intelblast® | IBL 2500 | 700 × 500 × 900 mm | 230 V | 2–12 bar | 2–15 m3/min | 75–130 dB/A | 25 kg | 3 mm | 25–90 kg/h | 81 kg |
| Intelblast® | IBL Mini | 550 × 480 × 610 mm | 230 V | 2–12 bar | 0.3–5 m3/min | 75–120 dB/A | 8 kg | 3 mm | 10–30 kg/h | 39 kg |
| Cryoblaster® | ATX25-E V2 | 800 × 580 × 1000 mm | 230 V | 3–15 bar | - | - | 25 kg | - | 0–75 kg/h | 98 kg |
| Cryoblaster® | ATX25-P | 410 × 400 × 1100 mm | 230 V | 3–15 bar | - | - | 15 kg | - | 0–65 kg/h | 67 kg |
| Cryoblaster® | ATX Nano | 460 × 460 × 980 mm | 230 V | 2–12 bar | - | - | 8 kg | - | 0–35 kg/h | 52 kg |
| Cryonomic® | COB 62 | 380 × 570 × 890 mm | 220–240 V | 1–7 bar | 0.5–4 m3/min | 77–110 dB/A | 14 kg | - | 20–80 kg/h | 66 kg |
| Cryonomic® | COB 62+ | 380 × 570 × 890 mm | 220–240 V | 1–10 bar | 0.5–5.5 m3/min | 77–110 dB/A | 14 kg | - | 20–80 kg/h | 68 kg |
| Cryonomic® | COB 71 | 665 × 570 × 876 mm | 220–240 V | 1–12 bar | 0.5–6.5 m3/min | 77–110 dB/A | 30 kg | - | 25–100 kg/h | 90 kg |
| Cryonomic® | COB 71P | 665 × 570 × 876 mm | 220–240 V | 1–12 bar | 0.5–6.5 m3/min | 77–110 dB/A | 30 kg | - | 25–100 kg/h | 95 kg |
| Cryonomic® | COMBI 7 | 665 × 570 × 876 mm | 220–240 V | 1–16 bar | 1–13 m3/min | 77–110 dB/A | 30 kg | - | 25–105 kg/h | 100 kg |
| White Lion® | WL 5000 Robby | 675 × 580 × 1100 mm | 230 V | 1–16 bar | 1–16 m3/min | 50 kg | 3 mm | 5–120 kg/h | 92 kg |
| Company | Equipment | Dimensions (L × W × H) | Power Supply | Air Pressure | Air Volume Flow Rate | Sound Pressure Level | Tank Capacity | Pellets ø | Dry Ice Consumption | CO2 Liquid Consumption | Liquid Pressure | Weight without Accessories |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Cryosnow® | SJ-25 | 580 × 370 × 470 mm | 24 V DC | 5–16 bar | 1–6 m3/min | 80–120 dB/A | Not applicable | Not applicable | Not applicable | 0.4–1.5 kg/min | 20–100 bar | 25.6 kg |
| Cryosnow® | SJ-10 | 400 × 300 × 300 mm | 24 V DC | 2–16 bar | 0.3–2 m3/min | 70–100 dB/A | Not applicable | Not applicable | Not applicable | 0.1–0.3 kg/min | 20–100 bar | 15 kg |
| Cryosnow® | SJ-5 | 310 × 190 × 277 mm | - | 2–10 bar | 0.1–0.25 m3/min | 70–90 dB/A | Not applicable | Not applicable | Not applicable | 0.04–0.08 kg/min | 20–100 bar | 7.6 kg |
| Polartech® | PT-PROs | 650 × 550 × 950 mm | 110–230 V/AC 50–60 Hz | 2–10 bar | 1–5 m3/min | 60–120 dB/A | Not applicable | Not applicable | Not applicable | 0.25–1.5 kg/min | 20–70 bar | 53 kg |
| Polartech® | PT-PROsi | 850 × 550 × 480 mm | 110–230 V/AC 50–60 Hz | 2–14 bar | 0.8–9 m3/min | 60–120 dB/A | 25 kg | 1–3 mm | 0–75 kg/h | 0.25–1.5 kg/min | 20–70 bar | 70 kg |
| Criterion | Unit | Minimum Value | Maximum Value | Measurement of the Interval |
|---|---|---|---|---|
| Dimensions | m3 | 0.03 | 1.04 | 0.20 |
| Power supply range | V | 0 | 120 | 24 |
| Air pressure range | bar | 6 | 50 | 8.80 |
| Air volume flow range | m3/min | 0 | 23 | 4.6 |
| Sound pressure level | dB/A | 93.50 | 125 | 6.30 |
| Tank capacity | kg | 8 | 50 | 8.40 |
| Pellet range | mm | 0 | 2.7 | 0.54 |
| Pellets | mm | 0.3 | 3 | 0.54 |
| Range consumption | kg/h | 0 | 180 | 36 |
| Weight without accessories | kg | 26 | 114 | 17.60 |
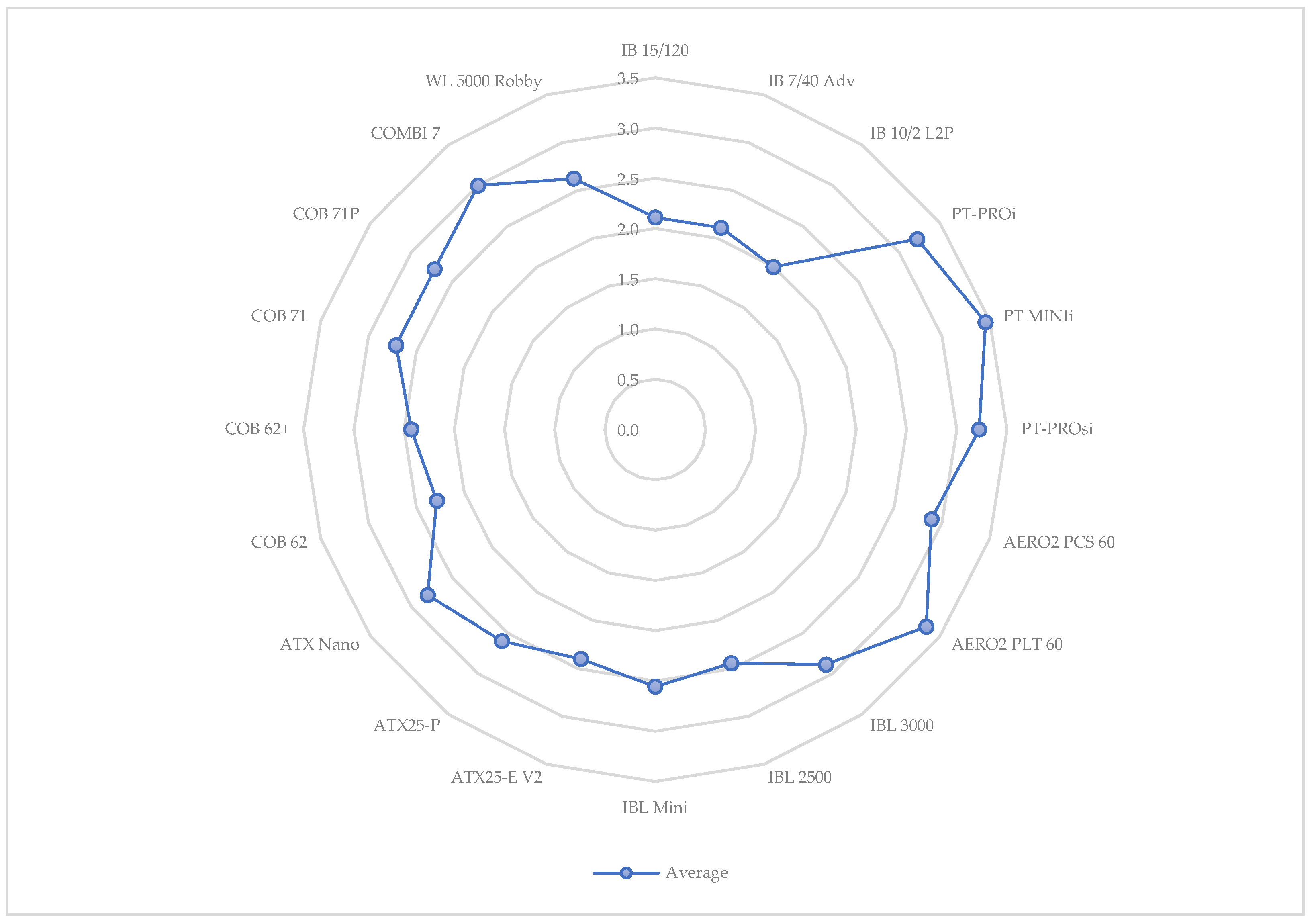
| Equipment | Dimensions | Power Supply Range | Air Pressure Range | Air Volume Flow Rate Range | Sound Pressure Level | Tank Capacity | Pellet Range | Pellets ø | Range Consumption | Weight without Accessories | Average Value |
|---|---|---|---|---|---|---|---|---|---|---|---|
| IB 15/120 | 1 | 1 | 3 | 3 | 1 | 4 | 1 | 1 | 3 | 2 | 2.0 |
| IB 7/40 Adv | 4 | 1 | 2 | 1 | 5 | 1 | 1 | 1 | 5 | 2 | 2.3 |
| IB 10/2 L2P | 4 | 1 | 2 | 1 | 5 | 1 | 1 | 1 | 4 | 2 | 2.2 |
| PT-PROi | 4 | 5 | 4 | 2 | 1 | 3 | 4 | 4 | 3 | 3 | 3.3 |
| PT MINIi | 5 | 5 | 2 | 1 | 1 | 1 | 4 | 4 | 5 | 5 | 3.6 |
| PT-PROsi | 5 | 5 | 4 | 2 | 1 | 3 | 4 | 4 | 5 | 3 | 3.4 |
| AERO2 PCS 60 | 3 | 5 | 1 | 1 | 4 | 3 | 5 | 5 | 1 | 1 | 2.9 |
| AERO2 PLT 60 | 3 | 5 | 5 | 1 | 4 | 3 | 5 | 5 | 1 | 1 | 3.3 |
| IBL 3000 | 5 | 1 | 5 | 5 | 4 | 3 | 1 | 1 | 4 | 2 | 3.1 |
| IBL 2500 | 4 | 1 | 3 | 3 | 4 | 3 | 1 | 1 | 4 | 2 | 2.6 |
| IBL Mini | 5 | 1 | 3 | 1 | 5 | 1 | 1 | 1 | 5 | 5 | 2.8 |
| ATX25-E V2 | 3 | 1 | 4 | 1 | 5 | 3 | 1 | 5 | 3 | 1 | 2.5 |
| ATX25-P | 5 | 1 | 4 | 1 | 5 | 1 | 1 | 5 | 4 | 3 | 3.0 |
| ATX Nano | 5 | 1 | 3 | 1 | 5 | 1 | 1 | 5 | 5 | 4 | 3.2 |
| COB 62 | 5 | 1 | 1 | 1 | 5 | 1 | 1 | 5 | 4 | 3 | 2.6 |
| COB 62+ | 5 | 1 | 2 | 1 | 5 | 1 | 1 | 5 | 4 | 3 | 2.8 |
| COB 71 | 4 | 1 | 3 | 2 | 5 | 3 | 1 | 5 | 3 | 2 | 2.9 |
| COB 71P | 4 | 1 | 3 | 2 | 5 | 3 | 1 | 5 | 3 | 2 | 2.9 |
| COMBI 7 | 4 | 1 | 5 | 3 | 5 | 3 | 1 | 5 | 3 | 1 | 3.1 |
| WL 5000 Robby | 4 | 1 | 5 | 4 | 5 | 5 | 1 | 1 | 2 | 2 | 2.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vega-Bosch, A.; Santamarina-Campos, V.; Osete-Cortina, L.; Sánchez-Pons, M.; Bosch-Roig, P. Efficient and Sustainable Cleaning: A Comparative Analysis of Cryogenic Technology. Appl. Sci. 2024, 14, 6591. https://doi.org/10.3390/app14156591
Vega-Bosch A, Santamarina-Campos V, Osete-Cortina L, Sánchez-Pons M, Bosch-Roig P. Efficient and Sustainable Cleaning: A Comparative Analysis of Cryogenic Technology. Applied Sciences. 2024; 14(15):6591. https://doi.org/10.3390/app14156591
Chicago/Turabian StyleVega-Bosch, Aina, Virginia Santamarina-Campos, Laura Osete-Cortina, Mercedes Sánchez-Pons, and Pilar Bosch-Roig. 2024. "Efficient and Sustainable Cleaning: A Comparative Analysis of Cryogenic Technology" Applied Sciences 14, no. 15: 6591. https://doi.org/10.3390/app14156591