Abstract
The aim of this study was to assess the environmental impact of using recycled polyethylene film for shrink-wrapping bottles. For this aim, film properties were tested and the harmfulness of the packaging process was simulated for film made from virgin and recycled material. For the recycled film, the results showed an increase of 14.7% in impact resistance, a change from −21.6 to +94.3% in tear resistance, and a decrease of up to 45.4% in tensile strength in dependence on the test direction. Using differential scanning calorimetry (DSC), the changes in the properties of the two types of film with temperature changes were evaluated. DSC analysis showed that recycled film has a 1.94 °C lower glass transition temperature and a 1.85 °C lower melting point in comparison to polyethylene film. This can reduce the temperature of the packaging process and lead to energy savings. A study conducted with SimaPro 9.3 software showed that a change in films made of virgin raw material to recycled films reduces the negative impact on the environment from 68.5 to 11.5%. The change also reduces resource consumption by about 80 percent. The results of conducted tests and simulations showed that using recycled film for bottle packaging allows reducing the negative environmental impact of examined process, especially in terms of resource consumption and energy savings.
1. Introduction
Plastics are materials widely used around the world in recent decades. Their main advantages include their low price, light weight, and high durability [1,2,3]. In 2021, more than 90% of global plastics production was based on non-renewable fossil resources. Only 8% of global production involved post-consumer recycled plastics [4,5]. Among the many uses of plastics, flexible films are commonly used for product packaging mainly because of their versatility, light weight, damage resistance, and ability to accommodate logos and names [6,7]. From an environmental point of view, packaging in its manufacturing, life cycle, and recirculation should consume as little raw material and energy as possible, and have as little weight as possible, leading to savings during transportation [3].
Therefore, films are commonly used in the packaging process of bottles, often replacing plastic crates. To choose the proper type of material for packaging products, many factors must be considered, i.e., the performance characteristics of the packaging material and those that may affect the safe delivery of products to the recipient [8,9,10].
Currently, the European Union is pushing the strategy to sustainable development, i.e., one that will be achieved by combining the harmlessness of human activities with economic development. In analyses done for plans for a long-term development strategy, the risk of increasing demand for packaging and the associated mass production of plastics was pointed out [2]. Already in 2015, the European Union Commission launched the first action plans for a closed-circuit economy, which is expected to have an impact on halting further environmental degradation. The concept of a closed-loop economy is aimed at the rational use of resources and reducing the negative environmental impact of manufactured products. The manufactured products—such as materials and raw ingredients—should remain in the economy as long as possible, and waste generation should be minimized as much as possible [11,12,13].
In the literature, we can find articles that deal with the analysis of the properties of plastics based on recycled materials [14,15,16,17]. However, there is a lack of analysis that additionally includes an environmental assessment of the technological process using them. Czarnecka-Komorowska et al. [18] presented a comparison of the results of testing the properties of films made from recycled polyethylene (rLDPE/rLLDPE) with films made from virgin raw material. The authors showed that the film obtained from the rLDPE/rLLDPE blend had higher tensile strength and puncture resistance. Cascone et al. [19] conducted a life-cycle assessment of the process of collecting and recycling materials to produce low-density polyethylene (LDPE). Analyses showed that electricity consumption throughout the recycling process is the component that emits the most greenhouse gases. In a paper written by Costamagna et al. [20], the results of a life-cycle analysis of the polyamide-polyethylene film recycling process were presented. The authors showed that the greatest environmental impact is related to the energy intensity of the process. Bataineh [21] determined the environmental impact of mechanical recycling of post-consumer high-density polyethylene (HDPE) and polyethylene terephthalate (PET) in Jordan. Depending on the allocation used, they estimated the potential for non-renewable energy savings of 40–85% and greenhouse gas reductions of 25–75%. The authors showed that the PET and HDPE recycling process offers significant environmental benefits over virgin materials. Camargo et al. [22], in their article, presented an evaluation of the possibility of recycling low-density polyethylene waste in the presence of polypropylene using thermomechanical and thermochemical treatment of the material. They showed that the processing of polymer waste in the presence of a catalyst offers the possibility of recycling polymeric materials having a high degree of contamination with other polymers. Walichnowska et al. [23] presented the results of an environmental analysis of the process of mass packaging of bottles in polyethylene shrink film depending on the type of energy supply source for packaging machines. The analysis showed that changing the power source to gas in the studied case reduces the negative effects of the studied process. Ballestar et al. [24] conducted a study to investigate the changes formed in the macro and microstructure of the film under the repetition of successive cycles of its recycling. They showed that the recycling process affects the deterioration of the mechanical properties of the tested samples, but this is not a basis for excluding them from practical use. Changes in the functional properties of films formed from recycled raw material are not easily predictable, but their study and knowledge are very important in the manufacture of shrink films used in the process of bottle packaging [25,26,27].
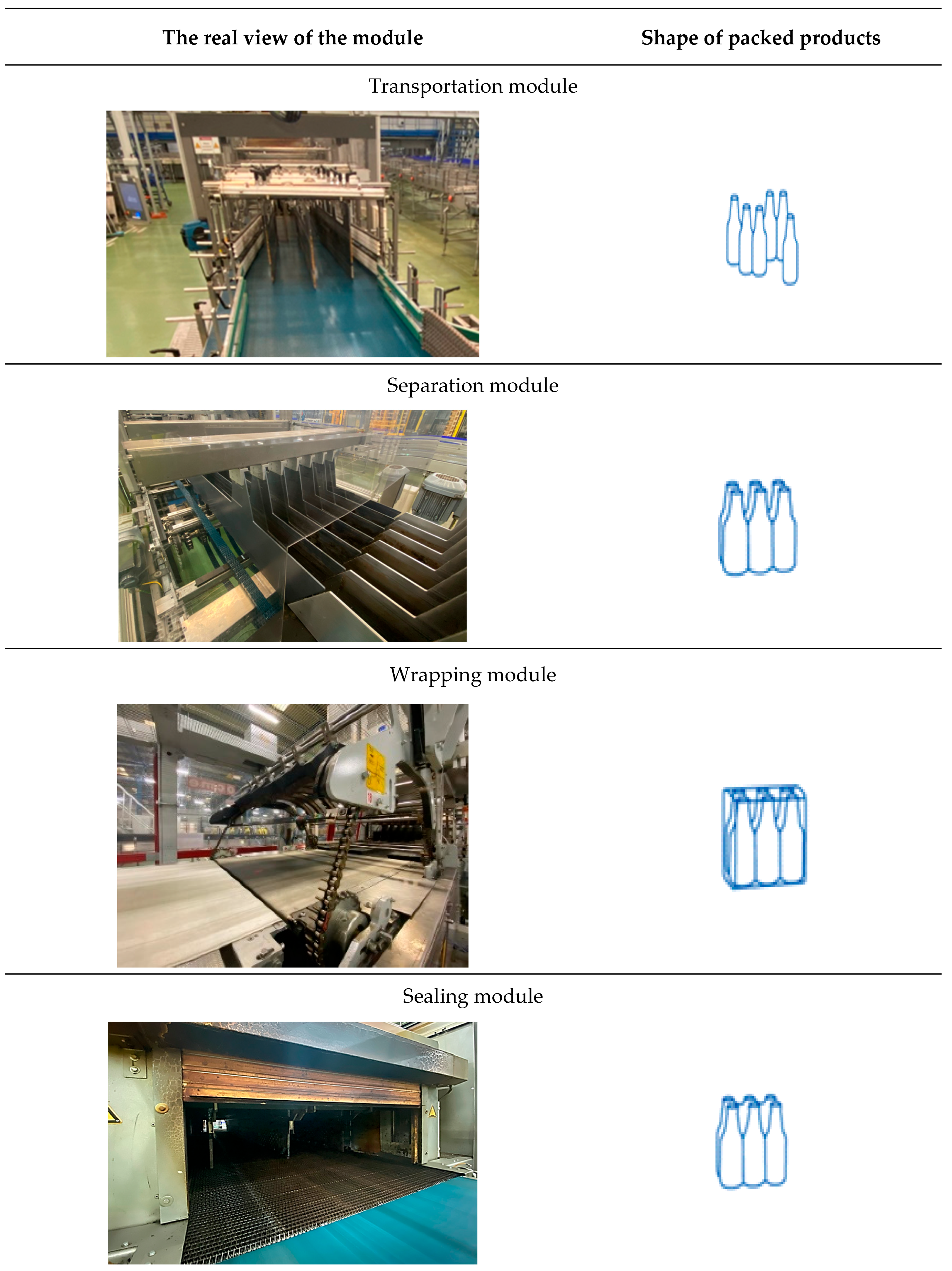
The purpose of the study was to examine the performance of an existing rLDPE-based recycled film on the market and to demonstrate the environmental impact of its use in the bulk bottle packaging process. Elements of the line for packaging of bottles are shown in Figure 1. The results were compared with those obtained for a polyethylene film used for the same purpose but manufactured without the addition of recycled material.
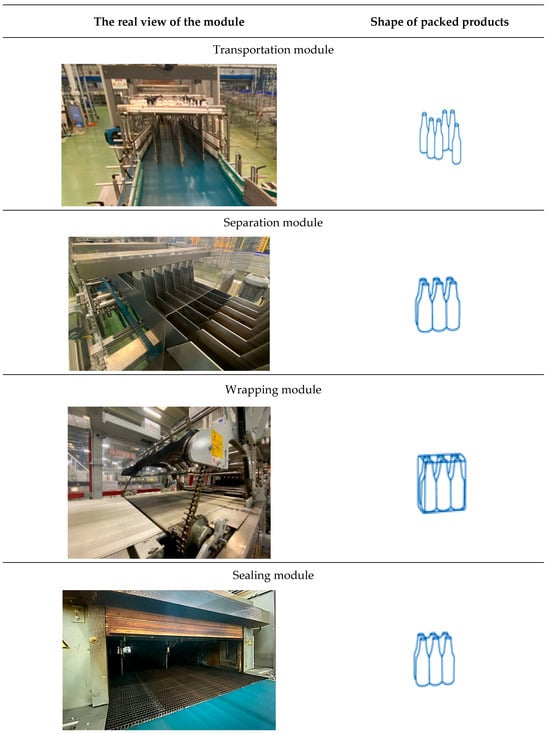
Figure 1.
Line for packaging of the bottle.
2. Materials and Methods
Two species of film were used: film manufactured with 100% recycled material (100rLDPE/0LDPE) denoted as RF (recycled film) and without the addition of recycled material (0rLDPE/100LDPE) denoted as NRF (non-recycled film). The shrink film is made of rLDPE. The films were produced from used film packaging. Pre-preparation included cutting into pieces (scraps) with a dimension of about 5 mm and drying for 20 h at 75 °C. The films under study were made using the vertical blow extrusion technique. The film production line included the following modules: Extruder W25/30D (Metalchem Company, Giliwice, Poland), crosshead, air blowing device, flattening, and receiving device. The applied temperatures of the plastification system in specific zones were as follows: 160 °C—in the feed zone, 180 °C—in the transformation zone, and 190 °C—in the dispensing zone. From the extracted granulate, a film of about thickness of 0.05 mm was produced, which was used for testing (manufacturer of films: Polish company).
Specimens with a width of 15 and a length of 150 mm were prepared for testing, which were then cut in the longitudinal and transverse directions to the film extrusion direction. To evaluate the mechanical properties of the tested recycled polyethylene film, a static tensile test was conducted. The test was carried out on a TIRAtest 27025 tensile testing machine in accordance with Polish Standards: PN-EN ISO 527-1:2020 [28] and PN-EN ISO 527-3:2019-01 [29].
Next, the tear resistance of the test film samples was determined. For this purpose, a test was carried out using the Elmendorf method in accordance with the Polish standard PN-EN ISO 6383-2:2005 [30]. The machine used was the Pro Tear Tearing Tester, Twing-Albert Instrument Company, New Berlin, NJ, USA. The specimens used in the test were cut longitudinally and transversely to the direction of film extrusion according to a fixed radius template with a 20 mm long notch. The film samples prepared in this way were subjected to a tearing force, which was induced by the energy stored in a 1600 g pendulum.
Impact resistance tests were also performed in accordance with Polish standard PN-EN14477:2005 [31]. Tester Dart Drop Impact (Thwing-Albert Instrument Company, USA) was used for the examination. During the test, 200 × 210 mm film samples were used. The samples were placed in the clamping head on both sides. A weight in the form of a spearhead was then dropped onto the sample from a height of 660 mm. The weight of the spearhead was increased by 5 g in each successive test. The weight of the spearhead was taken as the impact resistance, for which 50% of the tested samples in the series were destroyed [32,33]. The tests also compared the free shrinkage of the tested film samples. Sample shrinkage testing was performed in accordance with ASTM D2732 [34]. Samples with dimensions of 100 × 100 mm were immersed in silicone oil at a temperature of 140 °C for 10 s. After the film cooled down, the linear dimensions of the samples were measured.
In the next step, the film samples tested were subjected to Differential Scanning Calorimetry DSC analysis, which evaluated changes in the physical properties of the polymers with controlled increases and decreases in temperature. Apparatus Thermal Analysis System TGA 2 (Mettler-Toledo company, Columbus, OH, USA, www.mt.com) [35] was used to perform this test. The tests were performed in accordance with the Polish standard ISO 11357-3:199 [36].
The obtained results of the performance properties of the film were compared with those of the polyethylene film without the addition of recycled materials. The properties of this material are shown in Table 1.

Table 1.
Statistical tensile test results for the tested heat-shrinkable film samples; 1—average value, 2—standard deviation.
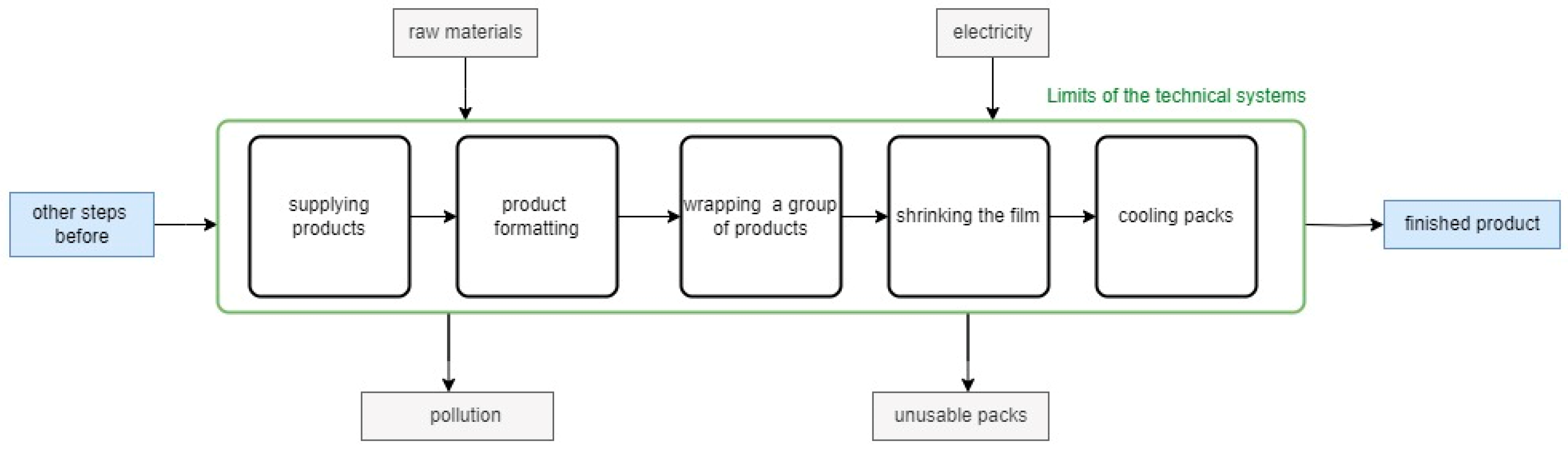
The next step was to conduct an environmental analysis of the process of bulk packaging of bottles using recycled film. To compare the impact of changing the film on the harmfulness of the process, the same amount of energy and film was used in both tested variants. Environmental loads of both the recycled and virgin material types were taken from the Ecoinvent database. As part of this task, a life cycle assessment (LCA) analysis was carried out in accordance with Polish standards PN-EN ISO 14044:2009 [37] and PN-EN ISO 14040:2009 [38]. As part of the study, the boundaries of the system under study were defined, which limited the process to the five phases of the bulk bottle packaging process (Figure 2). In total, 1000 seals were taken as the functional unit in the analysis.
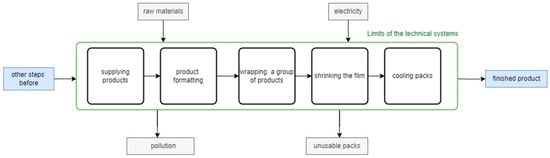
Figure 2.
A diagram of the mass packaging process included limits of the technical system.
Data about the number of raw materials and energy used in the process under study were adopted for the analysis. The data came from measurements taken in 2023 at an industrial plant that is engaged in, among other things, shrink-wrapping bottles in Poland. Based on data from the operation of packaging machines in 2021–2023, it was determined that defective packages are about 1% of the total annual production. Determination of the impact of the studied process on the environment was carried out using the ReCiPe 2016 method, which is an updated and expanded version of ReCiPe 2008. The method, as a newer version of the methods used in LCA, was transferred from the European to the global category [39]. The activity analyzed the potential magnitude of impacts of all environmental impacts on three categories of damage, i.e., human health, ecosystems, and resource depletion [40,41]. The use of life cycle assessment analysis is part of global trends in the search for energy-saving and efficient processes and is also the realization of the objectives of a resource-efficient economy of European Union member states [42,43]. There are a number of products whose impact on the environment at the use stage depends on the user, so it is important to inform users how to properly handle the product in order to minimize its negative impact at the use stage and appropriate post-use management [44,45,46].
3. Results and Discussion
3.1. Mechanical Properties of Films
The test assumed a strain rate of 100 mm/min and a gage length of Lo = 50 mm. The resulting results were described by arithmetic means, standard deviation, and coefficient of variation (Table 1). For the tested recycled film (RF), the average relative elongation at which the tested film failed was 418.30%, whereas, for the film without the addition of recycled material, it was 655.06% in the longitudinal direction. Recycled film has a significantly lower tensile strength. For the RF film, the tensile strength was significantly lower than that of the film without the addition of recycled materials, as it was 21 MPa in the longitudinal direction and 21.73 MPa in the transverse direction.
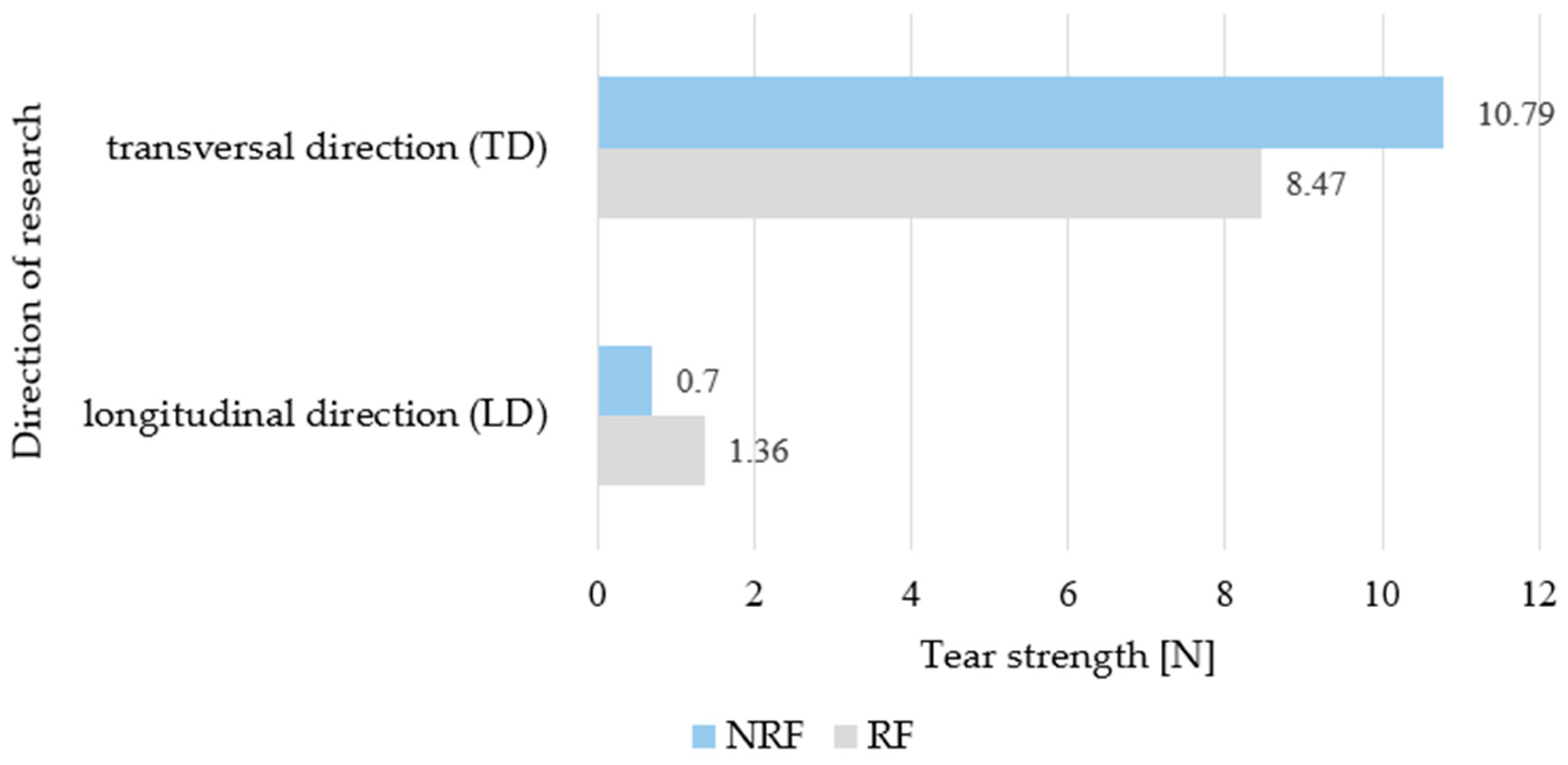
Tearing strength tests were conducted in accordance with the Polish standard PN-EN ISO 6383-2:2005 at room temperature. In the machine direction, the recycled film had a tear strength of 1.36 N in the longitudinal direction and 8.47 N in the transverse direction. In contrast, the polyethylene film had 0.7 N and 10.79 N, respectively (Figure 3).
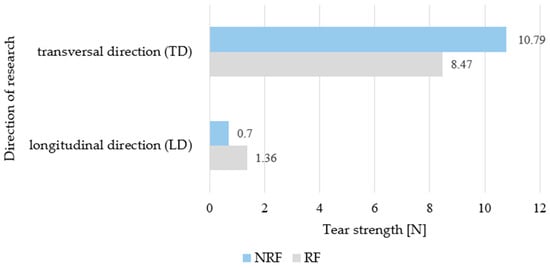
Figure 3.
Tearing strength test results.
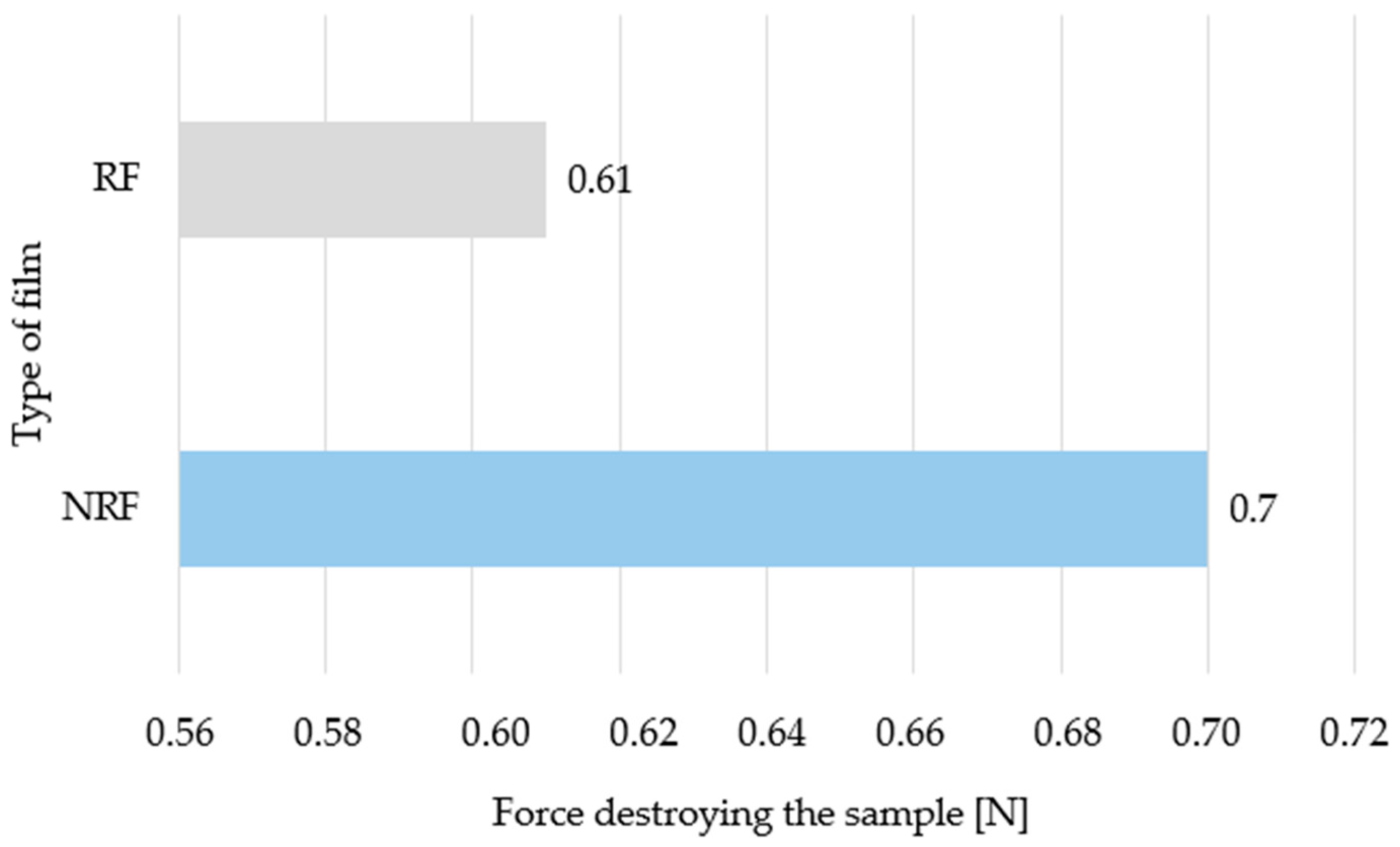
Impact resistance tests of the tested samples: A value of 0.7 N was obtained for films without the addition of recycled material, and a value of 0.61 N was obtained for films with the addition of recycled material (Figure 4). While conducting the test, it was noted that all samples in the series were characterized by similar damage features.
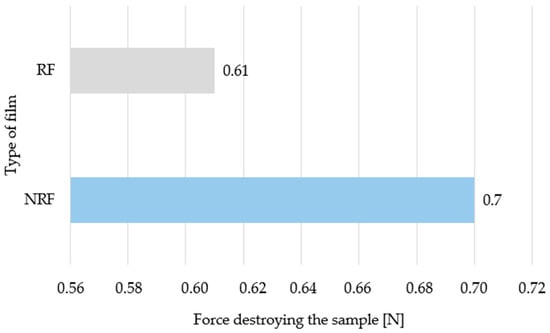
Figure 4.
Impact resistance test results.
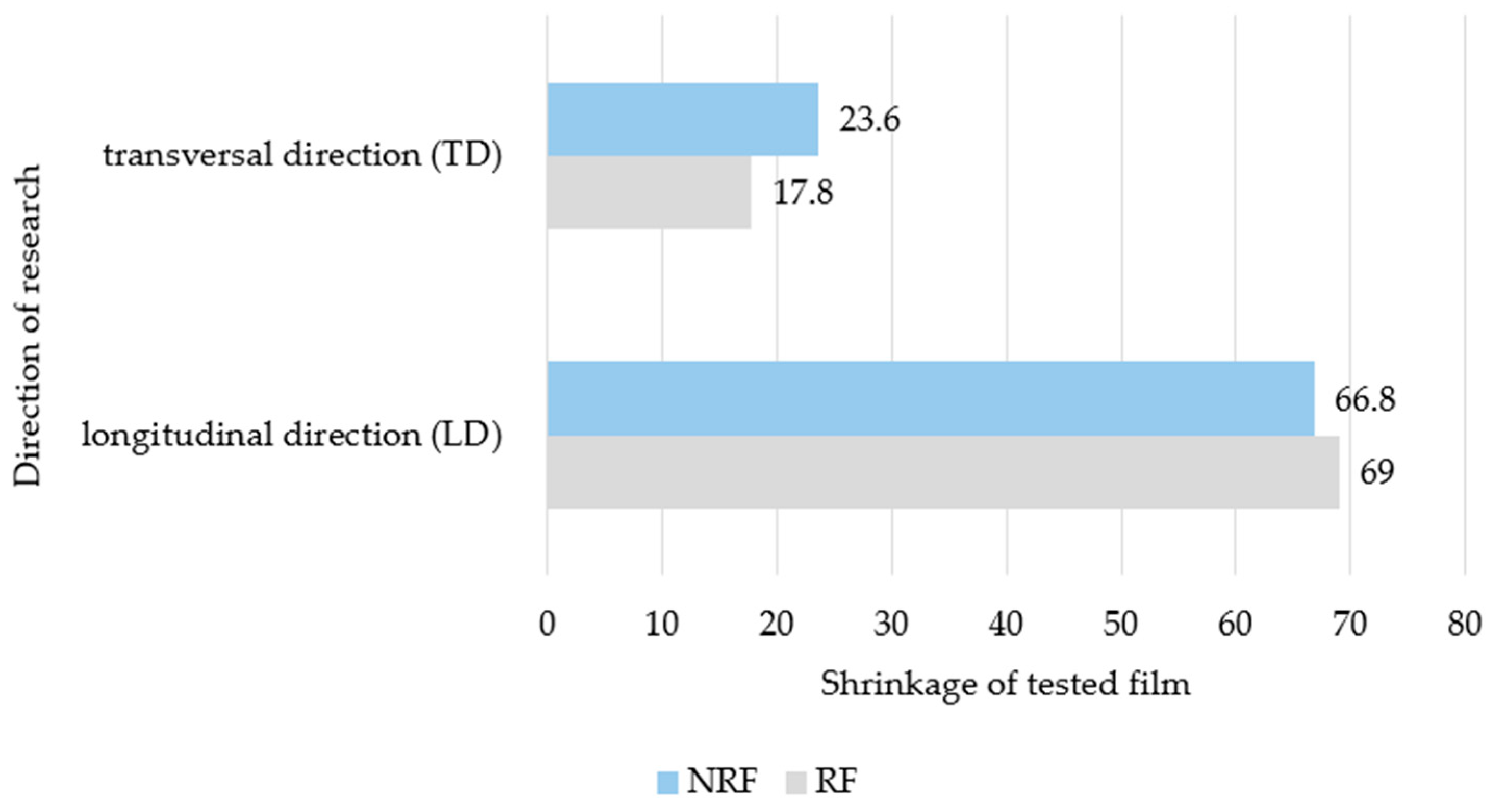
The free shrinkage of the tested film samples was also compared. As part of the test, an experiment was carried out according to the conditions described in ASTM D2732. The research results are presented in Figure 5. In the longitudinal direction, the RF film had the highest shrinkage among the tested films (69%), and in the transversal direction, the NRF film (23.6%).
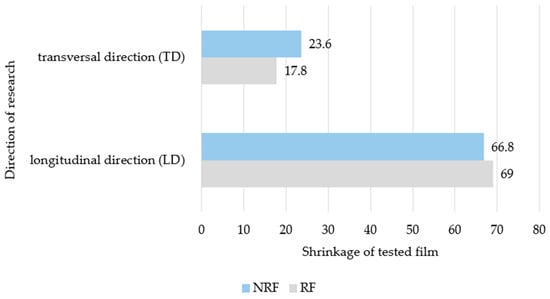
Figure 5.
Shrinkage of tested film.
DSC measurement: The thermal properties of the analyzed films were determined using a Mettler–Toledo apparatus based on standard ISO 11357-3:199 in the temperature range from 30 °C to 180 °C. Samples of the analyzed films were heated under the same conditions throughout the experiment. The experiment yielded values for the melting temperature, crystallization temperature, and degree of crystallinity of the film samples, which are shown in Figure 6 and Figure 7.
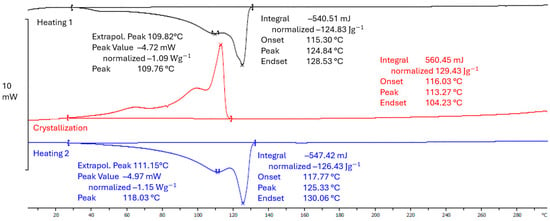
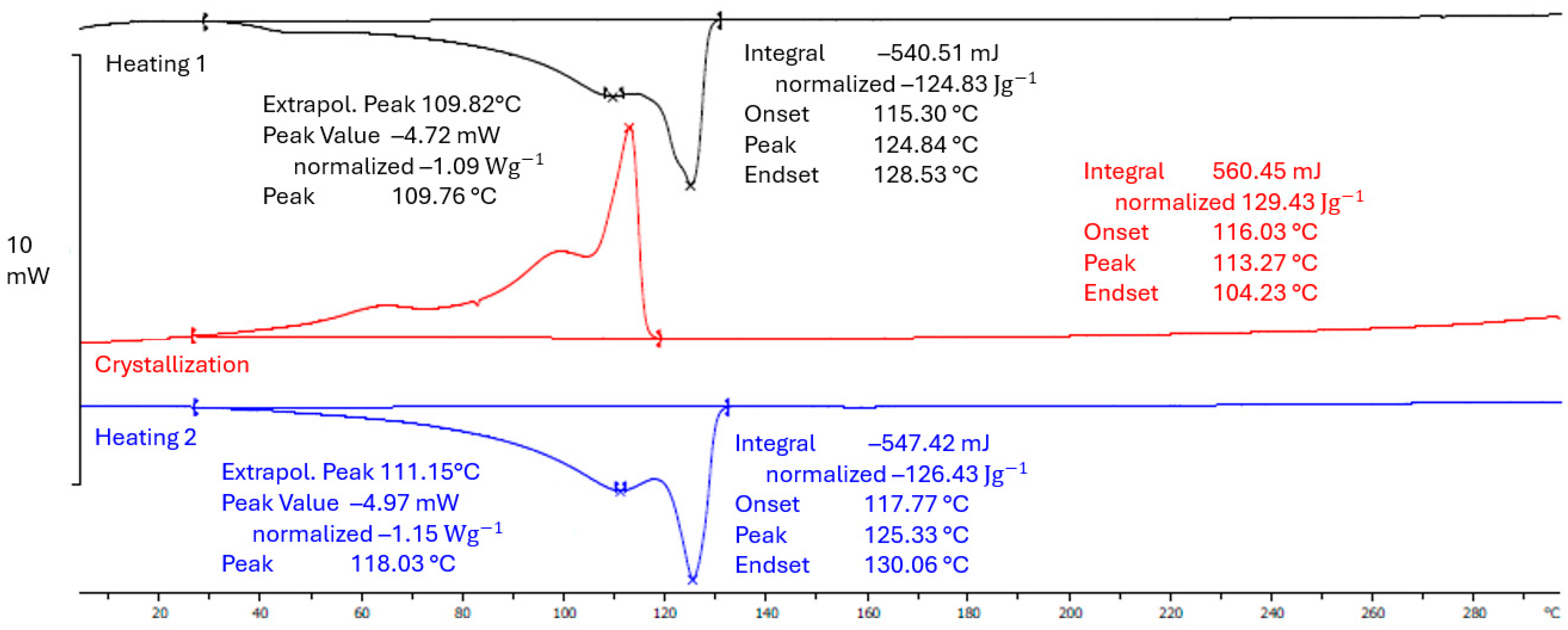
Figure 6.
DSC curve for the RF film.
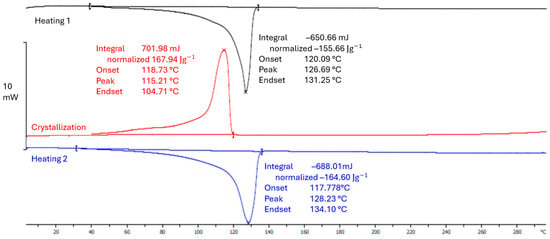
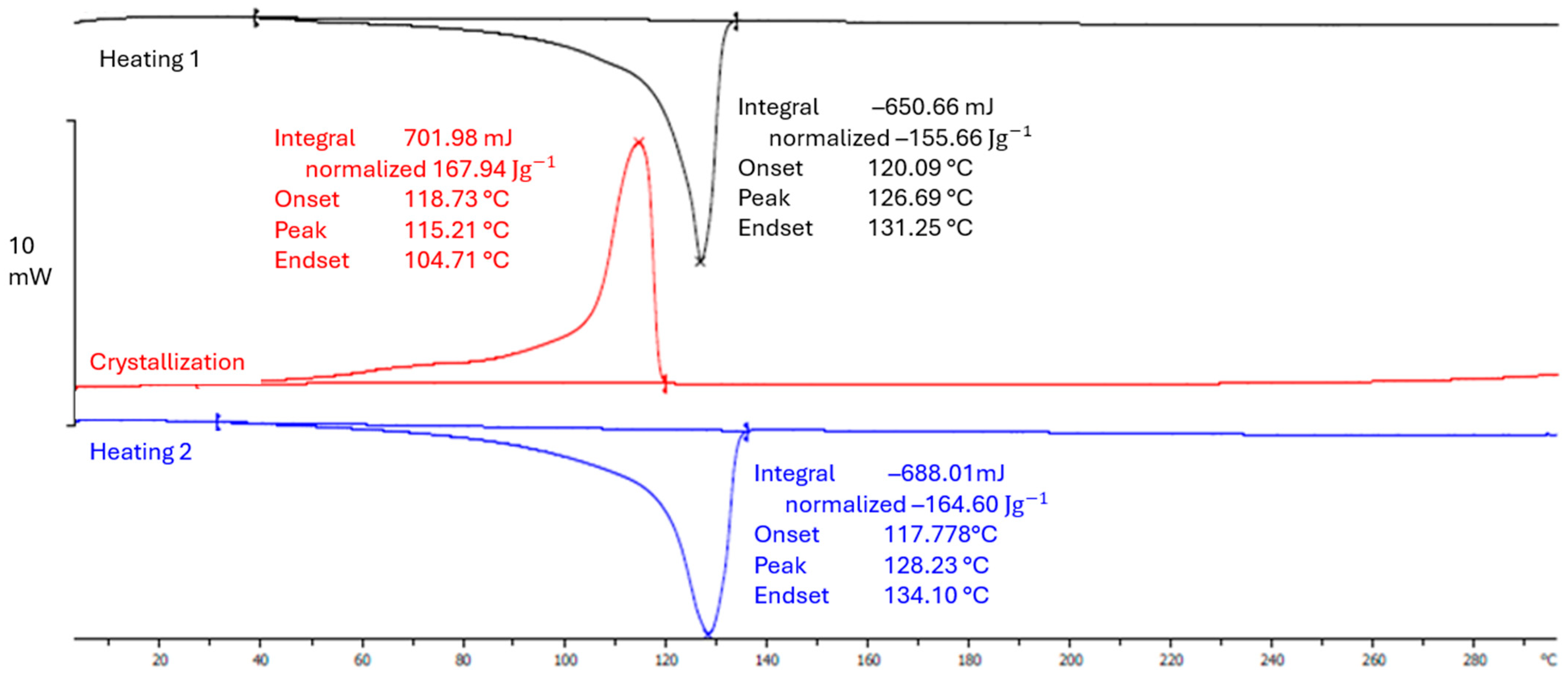
Figure 7.
DSC curve for the NRF film.
The glass transition of polymers is closely related to their chemical structure. Thermal DSC analysis was performed in the heating/cooling/heating process to obtain a complete description structure of the tested films. In the graph obtained for the recycled film samples (Figure 6), two peaks for the melting temperature are noticeable. Analyzing the curves for the RF film, the first peak at 109.76 °C and the second peak at 124.84 °C for heating one are noticeable, respectively. For the crystallization phase, there was one peak at 113.27 °C, and for heating two peaks occurred at slightly higher temperatures, i.e., 111.08 °C and 125.33 °C. For the NRF polyethylene film (Figure 6), in each of the stages of temperature changes, it is noticeable that there was a single peak in the first heating stage at 126.99 °C, and in the second heating stage at 128.23 °C. For the crystallization stage, it was 115.21 °C. The results obtained in the form of different values of melting temperatures for the tested film samples indicate the differences occurring in their thermal properties (Table 2). The recycled film began to melt at a much lower temperature than the non-recycled film, which is also important in the process of mass packaging of bottles at the time of sealing the film, where a lower temperature in the heating furnace is required for the recycled film.
Table 2.
DSC analysis results.
The results obtained in the form of different melting point values for the film samples tested indicate the differences that exist in their thermal properties. The recycled film began to melt at a much lower temperature than the non-recycled film, which is also important in the process of mass packaging of bottles at the time of sealing the film, where a lower temperature in the heating furnace must be established for the recycled film.
3.2. Analysis of the Environmental Impact of Using Recycled Film for the Bulk Bottle Packaging Process
To determine the environmental impact of the process of bulk packaging of bottles using recycled film, an LCA analysis was conducted using SimaPro 9.3 software. Data for the analysis of the two cases (A and B) studied are summarized in Table 3 and are from 2023.
Table 3.
Input data set in the analyzed process.
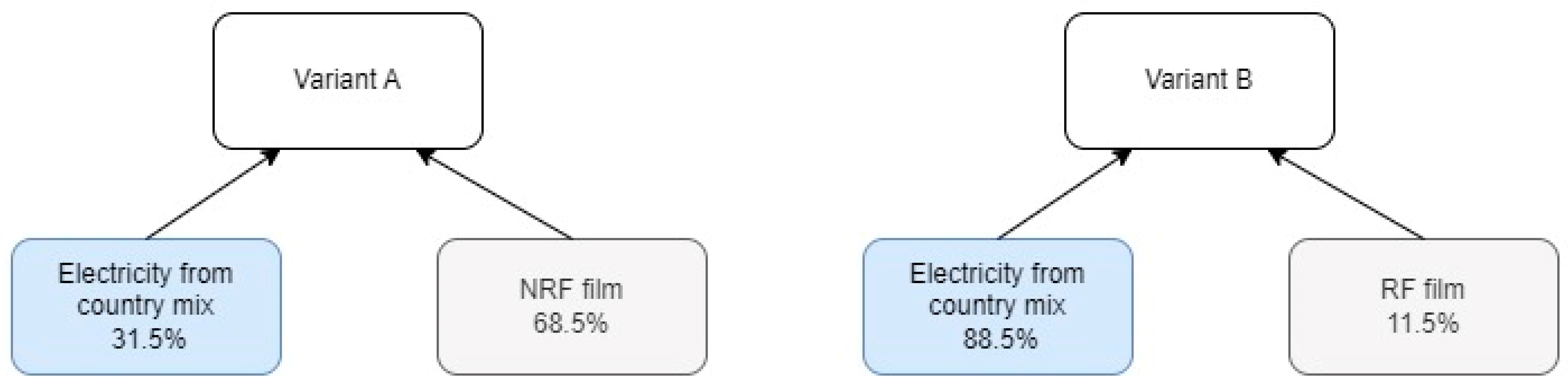
To produce 1000 seals, a team of packaging machines consumes 46.10 kWh of electricity from Poland’s national energy mix. In this mix in 2023, about 72.1% of energy is obtained from conventional sources. Due to the lack of available data on energy and film consumption for the process using RF film, the same amount of energy and film consumed was assumed for the process with NRF film. In this article, the data are from Ecoinvent databases, referring to the geographical area of the European Union 28 (EU-28). Based on the collected packaging data, process diagrams were developed (Figure 8), which show the flow of materials and energy within the boundaries of the adopted technical system. The percentage contribution of a single process to the potential impact on the environment was evaluated based on the results obtained from SimaPro 9.3 software. In variant A, the consumption of NRF film in the process in question was responsible for 68.5% of the environmental impact. Changing the film to recycled film led to a reduction in this share of 11.5%.
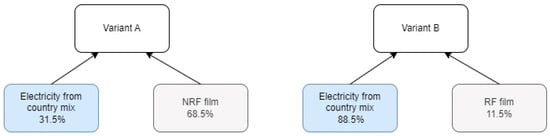
Figure 8.
Diagram of raw materials and media for the two variants of the mass packaging process along with their percentage of the total impact on the environment.
After the study, values were obtained for the impact of each option on the three categories of environmental impacts studied. In each of the categories, a decrease in the negative impact is noticeable when the film was changed to recycled film (Table 4). The largest decrease in damage values was determined for the ‘resources’ category. A value of USD 10.56 was obtained for Variant A, and USD 8.39 less for Variant B (that is, a decrease of about 80% with respect to the baseline value).
Table 4.
Damage values in the three tested categories for the tested process variants.
Using the ReCiPe 2016 method, characterization results were also obtained. Among all categories responsible for potential negative impacts on human health, the ‘Climate change Human Health’ category showed the highest values in both analyzed process variants (Table 5). In all impact categories of relevance to human health, changing the film to recycled film resulted in a decrease in impact values.
Table 5.
Characterization results within the human health damage for the investigated variants of the bottle packaging process.
Similar results were obtained for characterization within damage in the ‘ecosystems’ category. Here, too, the greatest negative impact was shown within climate change affecting ecosystems and ‘agricultural land occupation’ (Table 6). In all examined categories describing potential negative impacts on ecosystems, except for the ‘terrestrial ecotoxicity’ category, there was a noticeable decrease in the value of impacts in the case of replacing ordinary with recycled film.
Table 6.
Characterization results within the damage to ecosystems for the studied variants of the bottle packaging process.
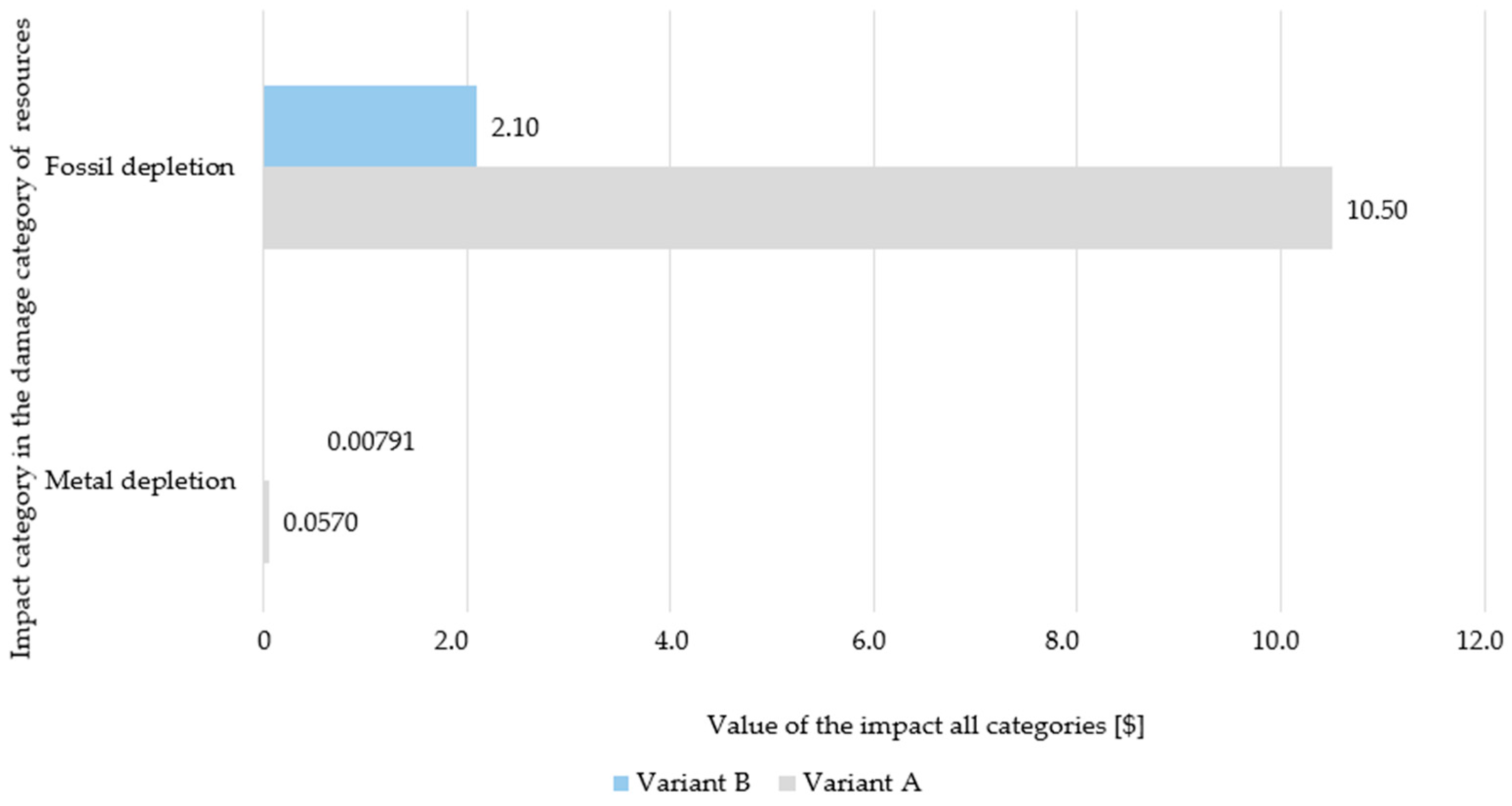
For the characterization results within the damages included in the ‘resources’ category, a significant reduction in the damage of the process is noticeable when RF film was introduced into the bottle packaging (Figure 9). In the case of “fossil fuel depletion”, the change resulted in a reduction in revenues from USD 10.5 to USD 2.1, and in the case of “metal depletion” from USD 0.00791 to USD 0.0527.
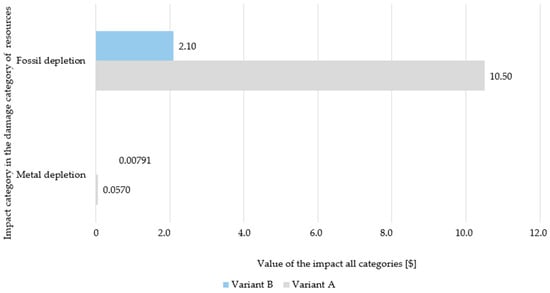
Figure 9.
Characterization results within the damage to the ‘resources’ category for the studied variants of the bottle packaging process.
4. Discussions
The static tensile test showed that the film had lower tensile strength values by up to 45.4% in the longitudinal direction (38.63 and 21.0 MPa for NRF and RF films, respectively), as well as lower elongation at failure by up to 36.2%. The tear strength test showed that RF film in the longitudinal direction had a strength that was 21.6% lower than that of NRF film (10.79 N for NRF and 8.47 N for RF). In addition, in the impact resistance test, the recycled film had a 14.1% lower strength (0.7 and 0.61 N for NRF and RF, respectively). The abovementioned figures are influenced by the preparation of the polymer blend being processed [6,47]. Comparing the properties of selected film samples obtained as part of the tests with the data described by Burelo [6], we see that the RF film samples are characterized by properties such as those of low-density polyethylene (LDPE), while the NRF film is characterized by linear low-density polyethylene (LLDPE). For example, the determined yield stress for the NRF film was 22.7 MPa and for the RF film was 11.96 MPa. According to data provided by Burelo, yield stress for LDPE is in the range of 8–19 MPa, and for LLDPE is 8–29 MPa. In the case of melting temperature, LDPE is 100–115 °C and LLDPE is 100–125 °C. The tests performed showed that the melting temperature of the RF film is in a range that would indicate the presence of a mixture of LDPE and LLDPE in this film, which would confirm the differences in the other determined use values of the tested film samples.
Unfortunately, detailed information about this process was not made available by the company from which the tested samples were obtained. In addition, it can be assumed that the performance of the film depends on the batch of recycled material and may vary depending on the contaminants contained and the degree of degradation of the waste, which is the input material throughout the recycling process [48,49]. The changes in strength shown do not affect packaging efficiency. This was evaluated based on the number of complaints about damaged seals reported by customers. Their number is similar for RF and NRF film seals.
The DSC analysis showed that RF film has a 1.85 °C lower melting point and 1.94 °C lower glass transition temperature, which affects the process under study at the stage of sealing the film in the heating oven. A lower temperature in the heating oven could be set for RF film than for NRF film packing of bottles, which could consequently reduce the amount of energy consumed in the process. Based on the DSC results, it can also be concluded that the recycled RF film has a higher number of inclusion and contaminants present in its structure, which may be a consequence of the indefinite number of recycling processes (each processing is accompanied by a temperature change, which affects the changes in film properties). Figure 6 shows that a double peak appeared during the temperature change, for example, in the case of a mixture of LLDPE with another material, such as PP polypropylene. These materials have different melting points [48], and therefore two peaks appeared at their respective temperatures. In our study for FR film, there were also two peaks, one of which was the result of impurities present in the material. For the NRF film (Figure 7), a single peak was visible when the temperature changed, which indicates the higher purity of the granules used in manufacturing.
An environmental LCA analysis was carried out based on the ReCiPe2016 method, determining the impact of different variants of the studied technological process on three categories of damage, i.e., “human health”, “ecosystems”, and “resources”. The results allowed us to identify differences between the performance of RF and NRF films, as well as to compare the environmental impact of the bulk bottle packaging process depending on the type of film. The interpretation of the results of this study is subject to several limitations. First, the analysis presented in this article concerns an LCA analysis conducted within the specific boundaries of the system under study (gate to gate), which does not consider what happens to the seals when they reach consumers. In addition, the input data in terms of energy consumed in variant B of the studied process were the data adopted for the study of the environmental comparison of the studied process. The LCA analysis assumed an energy mix for Poland; if the selected mix were changed, the potential environmental impact would be different. Nevertheless, the LCA study showed that the use of RF films instead of NRF changed the impact of the studied process on three categories of harm: ”human health”, “ecosystems”, and ”depletion”. The results clearly indicate that the bulk packaging process using NRF film has a greater potentially harmful impact on the environment. A life-cycle assessment conducted indicates that reusing waste plastic film has environmental benefits [50,51].
Analyzing the results of our research, from a technical point of view, it is recommended to make changes in the structure of recycled films to match their functional properties with traditional heat-shrinkable films. This is so that they can become a viable substitute and, at the same time, influence the reduction of the harmfulness of the process of mass packaging of bottles. This will undoubtedly contribute to the reduction and prevention of excessive negative impacts within the three categories of damage studied. The widespread implementation of LCA in manufacturing enterprises will contribute to the verification and modernization of technological processes to reduce their negative impact on the environment [52]. By conducting this type of analysis, information is obtained on where changes need to be made to minimize the potential danger of implementing these processes [53,54].
An assessment of the total environmental impact of the type of film used for packaging should also include an assessment of the environmental impact of film production, not just the bottle packaging process. Unfortunately, due to the cost of the recycling process, films with recycled materials added have a higher price than films without such additives. Consequently, even the lower cost of energy used in the packaging process does not compensate for the higher cost of purchasing film with the addition of recycled material. In the case we studied, it was not possible to obtain data on the cost and environmental impact of RF and NRF film production due to manufacturer secrecy. Analyzing the only data available to us, i.e., the price of both types of film, RF film was about 10–24% more expensive (depending on its thickness and dimensions) than NRF film, so it can be assumed that the financial cost of producing RF film is higher.
In the development of an environmentally neutral industry, the implementation of a responsible strategy at the level of the European Union and member states plays an important role. Regulations should be created to encourage producers and promote the manufacture of products in an environmentally friendly manner, for example, through appropriate tax policies or access to credit on preferential terms. The environmental analysis showed a lower impact of the analyzed process using recycled film on the water environment. Improper management of plastic waste results in it being consumed by 44% of seabird species. In addition, a minimum of 267 species of marine organisms suffer the consequences of such a condition [55]. Human activity is the main cause of microplastic in water bodies [56], which is why proper post-consumer management of the film, including its reuse, is so important. In the category of depletion of fossil fuels and metals, the process variant with RF also has lower impacts. The film recycling process is less energy-consuming than the production of new materials from virgin raw materials. Film processing is characterized by lower electricity consumption, which translates into lower emissions of carbon dioxide (CO2) and other greenhouse gases [57].
5. Conclusions
In this study, a comparison of the functional properties of heat-shrinkable film with the addition of recyclate and film without the addition of recyclate was performed. The harmfulness of the mass packaging of bottles was compared using LCA analysis. From the results obtained, the following conclusions were formulated:
- the tearing strength test results showed that RF film is less resistant to tearing in the transversal direction;
- the force required for destruction was greater for the NRF film;
- the free shrinkage of the tested film was higher for NRF film in the transversal direction;
- the strength tests showed lower yield stress and tensile strength values for RF film;
- the DSC analysis confirmed a lower melting point for the film with the addition of recyclates;
- the process using RF film was characterized by a smaller negative impact in all three tested damage categories;
- changing the film in the process to RF film reduced the impact in the resource damage category by almost 80%;
- changing the film reduced the harmfulness of the analyzed process by approximately 45% in the human health damage category;
- changing the film to one with the addition of recyclate in the mass packaging of bottles reduced the damage by approximately 50% in the ecosystems damage category.
Author Contributions
Conceptualization, P.W., A.M., J.M.M.V. and O.P.; methodology, P.W. and A.M; software, P.W.; validation, P.W.; formal analysis, P.W.; investigation, P.W.; resources, P.W., A.M., J.M.M.V. and O.P.; data curation, P.W.; writing—original draft preparation., P.W. and A.M.; writing—review and editing, J.M.M.V. and O.P.; visualization, P.W. and A.M.; supervision, P.W., A.M., J.M.M.V. and O.P.; project administration, P.W.; All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The raw data supporting the conclusions of this article will be made available by the authors on request.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Shah, F.; Wu, W. Chapter Five—Use of plastic mulch in agriculture and strategies to mitigate the associated environmental concerns. Adv. Agron. 2020, 164, 231–287. [Google Scholar]
- Raport roczny Plastics Europe, 2022. Fundacja PlasticsEurope Polska, Warszawa. Available online: https://plasticseurope.org/pl/wp-content/uploads/sites/7/2022/09/Raport-Plastics-Europe-Polska-2022_PL.pdf (accessed on 15 June 2024).
- Ritima, B.; Ray, S. Sustainability and Life Cycle Assessment of Thermoplastic Polymers for Packaging: A Review on Fundamental Principles and Applications. Macromol. Mater. Eng. 2022, 307, 2100794. [Google Scholar]
- Branża Tworzyw Sztucznych 2023, Raport Fundacji PlasticsEurope Polska. Available online: https://plasticseurope.org/pl/wp-content/uploads/sites/7/2023/09/Raport-Roczny-PlasticsEurope_Polska-2023_.pdf (accessed on 20 June 2024).
- Horodytska, O.; Valdés, F.J.; Fullana, A. Plastic flexible films waste management–A state of art review. Waste Manag. 2018, 77, 413–425. [Google Scholar] [CrossRef] [PubMed]
- Burelo, M.; Hernández-Varela, J.; Medina, D.; Treviño-Quintanilla, C. Recent developments in bio-based polyethylene: Degradation studies, waste management and recycling. Heliyon 2023, 9, 11. [Google Scholar] [CrossRef] [PubMed]
- Cabrera, G.; Li, J.; Maazouz, A.; Lamnawar, K. A journey from processing to recycling of multilayer waste films: A review of main challenges and prospects. Polymers 2022, 14, 2319. [Google Scholar] [CrossRef] [PubMed]
- Steenis, N.D.; Van Herpen, E.; Van Der Lans, I.A.; Ligthart, T.N.; Van Trijp, H.C. Consumer response to packaging design: The role of packaging materials and graphics in sustainability perceptions and product evaluations. J. Clean. Prod. 2017, 162, 286–298. [Google Scholar] [CrossRef]
- Dehghani, S.; Hosseini, S.V.; Regenstein, J.M. Edible films and coatings in seafood preservation: A review. Food Chem. 2018, 240, 505–513. [Google Scholar] [CrossRef] [PubMed]
- Verghese, K.; Lewis, H.; Lockrey, S.; Williams, H. Packaging’s role in minimizing food loss and waste across the supply chain. Packag. Technol. Sci. 2015, 28, 603–620. [Google Scholar] [CrossRef]
- Korhonen, J.; Nuur, C.; Feldmann, A.; Birkie, S. Circular economy as an essentially contested concept. J. Clean. Prod. 2018, 175, 544–552. [Google Scholar] [CrossRef]
- Pawłowski, A.; Pawłowski, L. Wpływ sposobów pozyskiwania energii na realizację paradygmatów zrównoważonego rozwoju. Annu. Set Environ. Prot. Rocz. Ochr. Sr. 2016, 18, 19–37. [Google Scholar]
- Alaerts, L.; Augustinus, M.; Van Acker, K. Impact of Bio-Based Plastics on Current Recycling of Plastics. Sustainability 2018, 10, 1487. [Google Scholar] [CrossRef]
- Delva, L.; Deceur, C.; Van Damme, N.; Ragaert, K. Compatibilization of PET-PE blends for the recycling of multilayer packaging foils. AIP Conf. Proc. 2019, 2055, 1. [Google Scholar]
- Mumladze, T.; Tatariants, M.; Rimšaitė, A.; Yousef, S.; Denafas, G. Recycling of multilayer packaging foils by using different organic solvent. Iran. J. Energy Environ. 2019, 10, 38–42. [Google Scholar]
- Senthil Kumar, P.; Janet Joshiba, G. Properties of recycled polyester. In Recycled Polyester: Manufacturing, Properties, Test Methods and Identification; Springer: Berlin/Heidelberg, Germany, 2020; pp. 1–14. [Google Scholar]
- Signorini, C.; Volpini, V. Mechanical Performance of Fiber Reinforced Cement Composites Including Fully-Recycled Plastic Fibers. Fibers 2021, 9, 16. [Google Scholar] [CrossRef]
- Czarnecka-Komorowska, D.; Wiszumirska, K.; Garbacz, T. Films LDPE/LLDPE made from post–consumer plastics: Processing, structure, mechanical properties. Advances in Science and Technology. Res. J. 2018, 12, 134–142. [Google Scholar]
- Cascone, S.; Ingrao, C.; Valenti, F.; Porto, S.M. Energy and environmental assessment of plastic granule production from recycled greenhouse covering films in a circular economy perspective. J. Environ. Manag. 2020, 254, 109796. [Google Scholar] [CrossRef]
- Costamagna, M.; Massaccesi, B.M.; Mazzucco, D.; Baricco, M.; Rizzi, P. Environmental assessment of the recycling process for polyamides-Polyethylene multilayer packaging films. Sustain. Mater. Technol. 2023, 35, e00562. [Google Scholar] [CrossRef]
- Bataineh, K.M. Life-cycle assessment of recycling postconsumer high-density polyethylene and polyethylene terephthalate. Adv. Civ. Eng. 2020, 2020, 8905431. [Google Scholar] [CrossRef]
- Camargo, R.V.; Saron, C. Mechanical–chemical recycling of low-density polyethylene waste with polypropylene. J. Polym. Environ. 2020, 28, 794–802. [Google Scholar] [CrossRef]
- Walichnowska, P.; Idzikowski, A. Assessment and analysis of the environmental impact of the thermo-shrinkable packaging process on the way the packaging machine is powered based on LCA. Manag. Syst. Prod. Eng. 2023, 31, 355–360. [Google Scholar] [CrossRef]
- Ballestar de las Heras, R.; Colom, X.; Cañavate, J. Comparative Analysis of the Effects of Incorporating Post-Industrial Recycled LLDPE and Post-Consumer PE in Films: Macrostructural and Microstructural Perspectives in the Packaging Industry. Polymers 2024, 16, 916. [Google Scholar] [CrossRef] [PubMed]
- López de Dicastillo, C.; Velásquez, E.; Rojas, A.; Guarda, A.; Galotto, M.J. The use of nanoadditives within recycled polymers for food packaging: Properties, recyclability, and safety. Compr. Rev. Food Sci. Food Saf. 2020, 19, 1760–1776. [Google Scholar] [CrossRef] [PubMed]
- Markovičová, L.; Zatkalíková, V.; Kojnoková, T.; Gaňa, D.; Liptáková, T. The physical–mechanical propertiesof low-density polyethylene films. Conf. Ser. Mater. Sci. Eng. 2020, 726, 1. [Google Scholar]
- Mooninta, S.; Poompradub, S.; Prasassarakich, P. Packaging film of PP/LDPE/PLA/clay composite: Physical, barrier and degradable properties. J. Polym. Environ. 2020, 28, 3116–3128. [Google Scholar] [CrossRef]
- PN-EN ISO 527-1:2020-01; Plastics—Determination of Tensile Properties—Part 1: General Principles. The Polish Committee for Standardization: Warsaw, Poland, 2020.
- PN-EN ISO 527-3:2019-01; Plastics—Determination of Tensile Properties—Part 3: Test Conditions for Films and Plates. The Polish Committee for Standardization: Warsaw, Poland, 2019.
- PN-EN ISO 6383-2:2005; Plastics—Film and Sheeting—Determination of Tear Resistance—Part 2: Elmendorf Method. The Polish Committee for Standardization: Warsaw, Poland, 2005.
- PN-EN14477:2005; Packaging—Flexible Packaging Material—Determination of Puncture Resistance—Test Methods. The Polish Committee for Standardization: Warsaw, Poland, 2005.
- Jackson, R.B.; Le Quere, C.; Andrew, R.M.; Canadell, J.G.; Peters, G.P.; Roy, J.; Wu, L. Warning signs for stabilizing global CO2 emissions. Environ. Res. Lett. 2017, 12, 110202. [Google Scholar] [CrossRef]
- Kloziński, A.; Jakubowska, P. Właściwości mechaniczne folii poużytkowych stosowanych w rolnictwie. Inż. Ap. Chem. 2012, 51, 231–232. [Google Scholar]
- ASTM D 2732; Standard Test Method for Unrestrained Linear Thermal Shrinkage of Plastic Film and Sheeting. American Society for Testing and Materials–ASTM: West Conshohocken, PA, USA, 2012.
- Available online: https://www.mt.com/pl/pl/home/products/Laboratory_Analytics_Browse/TA_Family_Browse/ta-instruments/thermal-analysis-system-TGA-2.html (accessed on 20 June 2024).
- ISO 11357-3:2018; Plastics—Differential Scanning Calorimetry (DSC)—Part 3: Determination of Temperature and Enthalpy of Melting and Crystallization. International Organization for Standardization: Geneva, Switzerland, 2018.
- PN-EN ISO 14044:2009; Environmental Management—Life Cycle Assessment—Requirements and Guidelines. The Polish Committee for Standardization: Warsaw, Poland, 2009.
- PN-EN ISO 14040:2009; Environmental Management—Life Cycle Assessment—Principles and Framework. The Polish Committee for Standardization: Warsaw, Poland, 2009.
- SimaPro database manual Methods library, 2020 PRé Sustainability. Available online: https://simapro.com/wp-content/uploads/2022/07/DatabaseManualMethods.pdf (accessed on 10 June 2024).
- Baldowska-Witos, P.; Kruszelnicka, W.; Kasner, R.; Rudnicki, J.; Tomporowski, A.; Flizikowski, J. Impact of the plastic bottle production on the natural environment. Part 1. Application of the ReCiPe 2016 assessment method to identify environmental problems. Przem. Chem. 2019, 98, 1662–1667. [Google Scholar]
- Idzikowski, A.; Walichnowska, P. The Management of the Technological Process of a Product on the Example a Shrink Film in the Aspect Life Cycle Assessment. Syst. Saf. Hum. Tech. Facil. Environ. 2022, 4, 1–9. [Google Scholar] [CrossRef]
- Bertoldi, P.; Mosconi, R. Do energy efficiency policies save energy? A new approach based on energy policy indicators (in the EU Member States). Energy Policy 2020, 139, 111320. [Google Scholar] [CrossRef]
- Awasthi, K.; Awasthi, S. Green Computing: A Sustainable and Eco-Friendly Approach for Conservation of Energy (A Contribution to Save Environment). In Sustainable Computing: Transforming Industry 4.0 to Society 5.0; Springer: Berlin/Heidelberg, Germany, 2023; pp. 319–333. [Google Scholar]
- Silva, R.R.A.; Marques, C.S.; Arruda, T.R.; Teixeira, S.C.; de Oliveira, T.V. Biodegradation of polymers: Stages, measurement, standards and prospects. Macromol 2023, 3, 371–399. [Google Scholar] [CrossRef]
- Chen, L.; Matloob, S.; Sunlei, Y.; Qalati, S.A.; Raza, A.; Limón, M.L.S. A moderated–mediated model for eco-conscious consumer behavior. Sustainability 2023, 15, 897. [Google Scholar] [CrossRef]
- Alagarsamy, S.; Mehrolia, S.; Mathew, S. How green consumption value affects green consumer behaviour: The mediating role of consumer attitudes towards sustainable food logistics practices. Vision 2021, 25, 65–76. [Google Scholar] [CrossRef]
- Kloziński, A.; Jakubowska, P. Folie wytwarzane z dodatkiem recyklatów. Inżynieria I Apar. Chem. 2020, 5, 61–62. [Google Scholar]
- Kelar, K.; Mencel, K. Badanie wybranych właściwości odpadowej folii polietylenowej. Przetwórstwo Tworzyw 2012, 6, 150. [Google Scholar]
- Aldas, M.; Paladines, A.; Valle, V.; Pazmiño, M.; Quiroz, F. Effect of the prodegradant-additive plastics incorporated on the polyethylene recycling. Int. J. Polym. Sci. 2018, 1, 2474176. [Google Scholar] [CrossRef]
- Siracusa, V.; Dalla Rosa, M.; Romani, S.; Rocculi, P.; Tylewicz, U. Life Cycle Assessment of multilayer polymer film used on food packaging field. Procedia Food Sci. 2011, 1, 235–239. [Google Scholar] [CrossRef]
- Toniolo, S.; Mazzi, A.; Niero, M.; Zuliani, F.; Scipioni, A. Comparative LCA to evaluate how much recycling is environmentally favourable for food packaging. Resour. Conserv. Recycl. 2013, 77, 61–68. [Google Scholar] [CrossRef]
- Foschi, E.; Zanni, S.; Bonoli, A. Combining eco-design and LCA as decision-making process to prevent plastics in packaging application. Sustainability 2020, 12, 9738. [Google Scholar] [CrossRef]
- Hauschild, M.Z. Introduction to LCA methodology. In Life Cycle Assessment: Theory and Practice; Springer: Berlin/Heidelberg, Germany, 2018; pp. 59–66. [Google Scholar]
- De Benedetto, L.; Klemeš, J. The Environmental Performance Strategy Map: An integrated LCA approach to support the strategic decision-making process. J. Clean. Prod. 2009, 17, 900–906. [Google Scholar] [CrossRef]
- Moore, C.J. Synthetic polymers in the marine environment: A rapidly increasing, long-term threat. Environ. Res. 2008, 108, 131–139. [Google Scholar] [CrossRef]
- Gola, D.; Tyagi, P.K.; Arya, A.; Chauhan, N.; Agarwal, M.; Singh, S.K.; Gola, S. The impact of microplastics on marine environment: A review. Environ. Nanotechnol. Monit. Manag. 2021, 16, 100552. [Google Scholar] [CrossRef]
- Dong, H.; Yang, G.; Zhang, Y.; Yang, Y.; Wang, D.; Zhou, C. Recycling, disposal, or biodegradable-alternative of polyethylene plastic film for agricultural mulching? A life cycle analysis of their environmental impacts. J. Clean. Prod. 2022, 380, 134950. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).