


Formation and Texture Analysis of Extrusion-Based 3D Printed Foods Using Nixtamalized Corn and Chickpea Flours: Effect of Cooking Process


Abstract
Featured Application
Abstract
1. Introduction
2. Materials and Methods
2.1. Food Materials
2.2. Preparation of NCD and CP
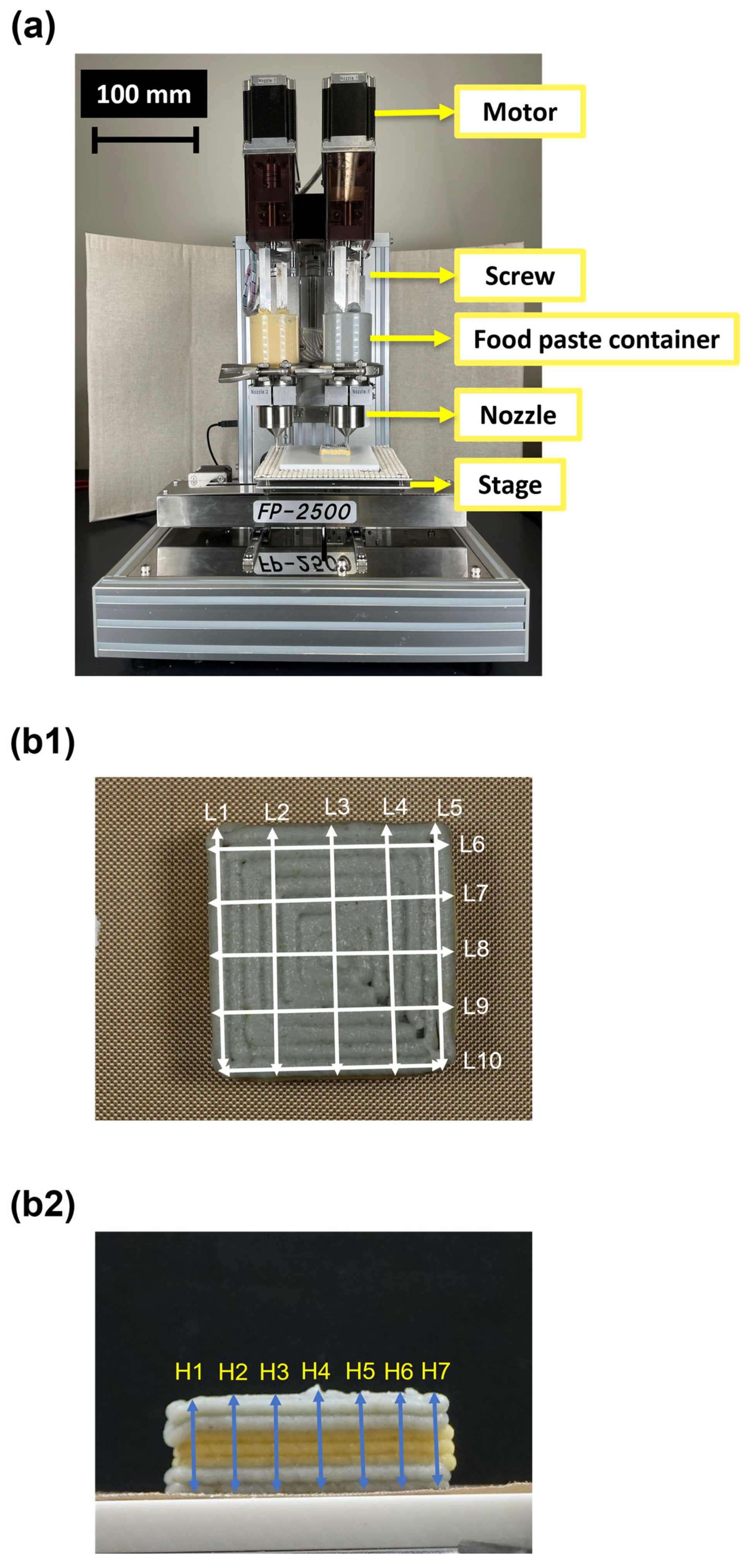
2.3. Extrusion-Based 3DFP
2.4. Post-Printing Processes of the 3D-Printed Foods
2.5. Weight and Dimensional Analysis of the 3D-Printed Foods before and after Cooking
2.6. Textural Analysis of the Cooked 3D-Printed Foods
2.7. Statistical Analysis
3. Results and Discussion
3.1. Appearance
3.2. Weight
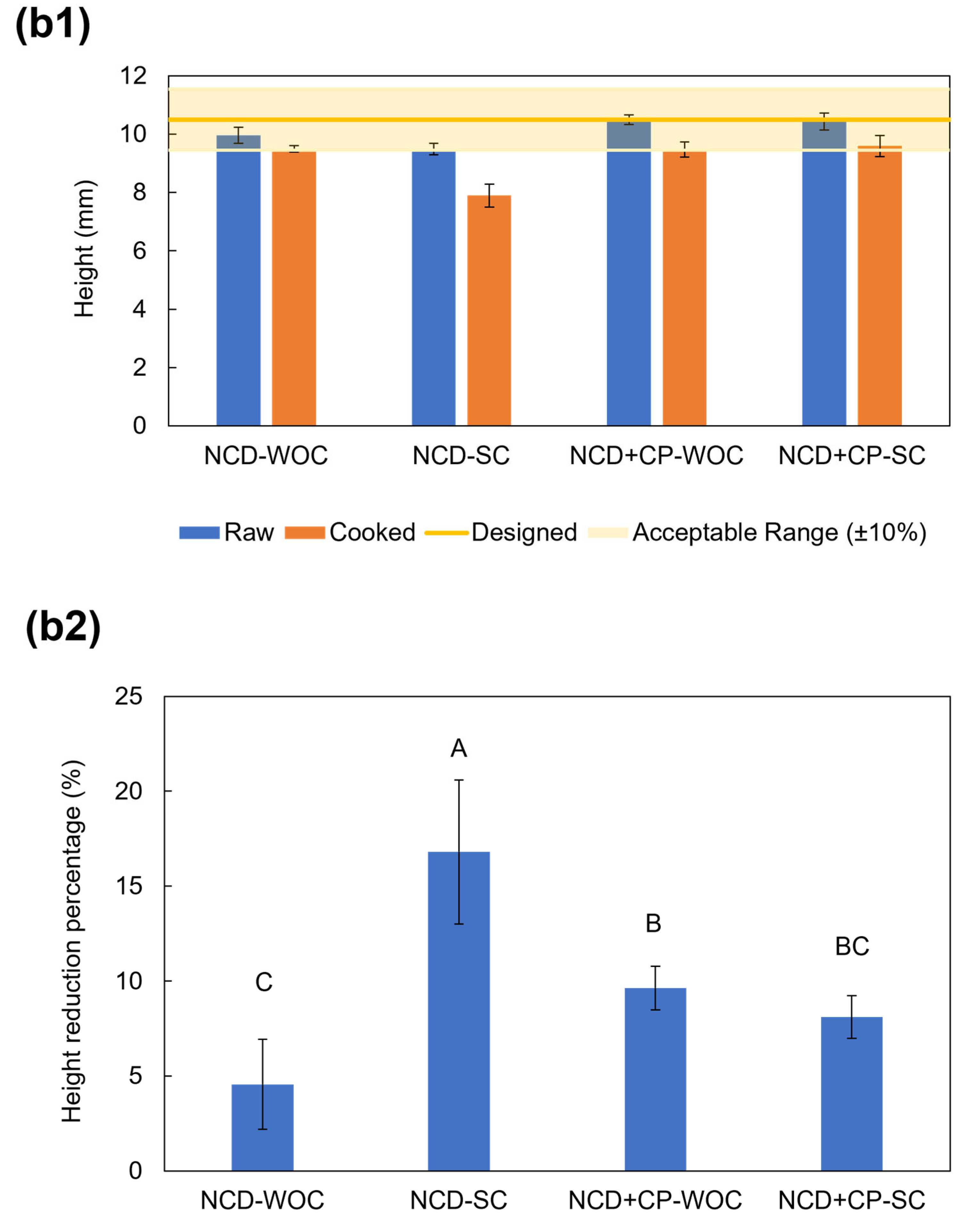
3.3. Size
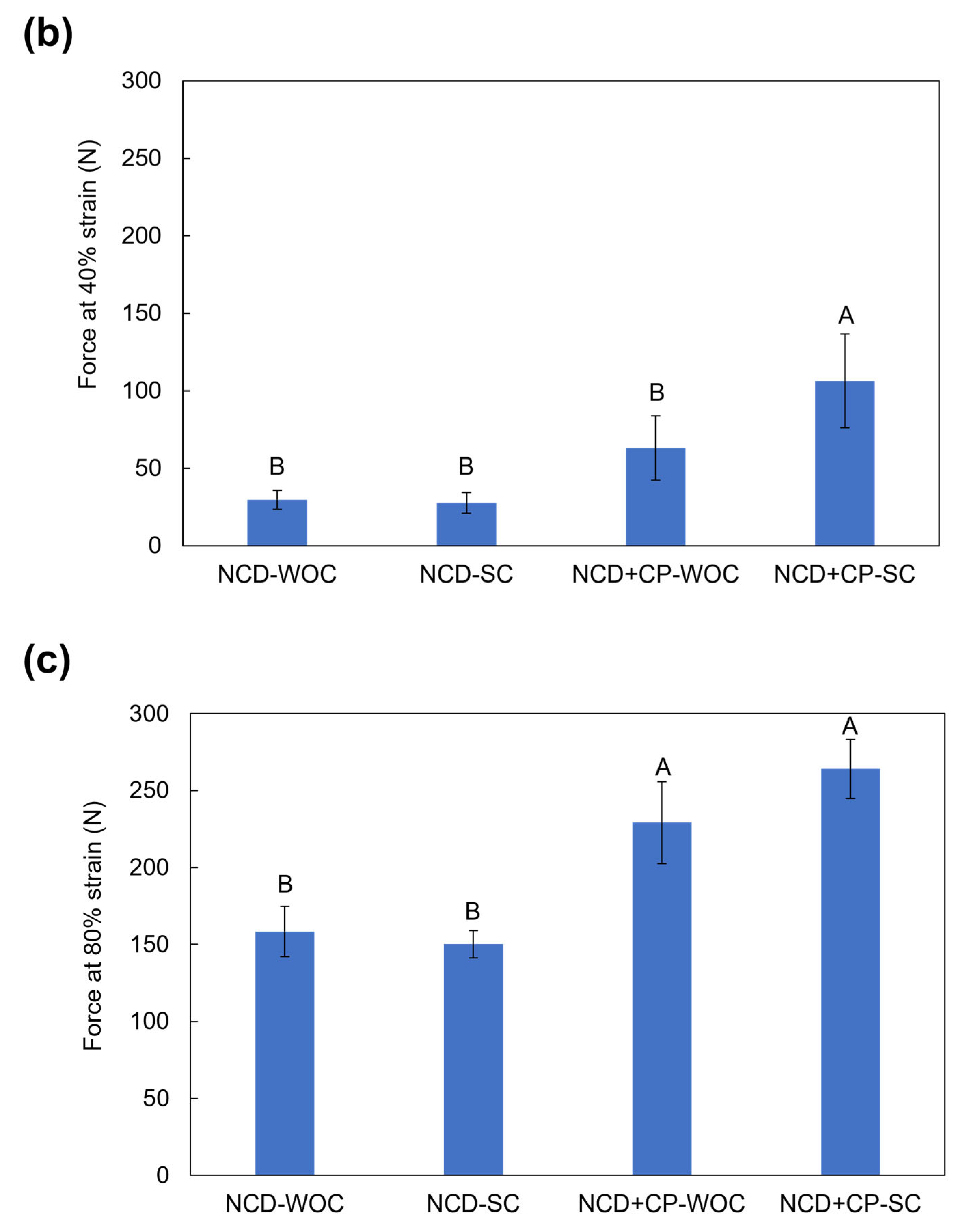
3.4. Texture
3.5. General Discussion and Future Prospects
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xie, Y.; Liu, Q.; Zhang, W.; Yang, F.; Zhao, K.; Dong, X.; Prakash, S.; Yuan, Y. Advances in the Potential Application of 3D Food Printing to Enhance Elderly Nutritional Dietary Intake. Foods 2023, 12, 1842. [Google Scholar] [CrossRef]
- Derossi, A.; Caporizzi, R.; Azzollini, D.; Severini, C. Application of 3D printing for customized food. A case on the development of a fruit-based snack for children. J. Food Eng. 2018, 220, 65–75. [Google Scholar] [CrossRef]
- Gholamipour-Shirazi, A.; Kamlow, M.; Norton, I.T.; Mills, T. How to Formulate for Structure and Texture via Medium of Additive Manufacturing—A Review. Foods 2020, 9, 497. [Google Scholar] [CrossRef]
- Pereira, T.; Barroso, S.; Gil, M.M. Food Texture Design by 3D Printing: A Review. Foods 2021, 10, 320. [Google Scholar] [CrossRef]
- Pant, A.; Ni Leam, P.X.; Chua, C.K.; Tan, U. Valorisation of vegetable food waste utilising three-dimensional food printing. Virtual Phys. Prototyp. 2023, 18, e2146593. [Google Scholar] [CrossRef]
- Thakur, R.; Yadav, B.K.; Goyal, N. An Insight into Recent Advancement in Plant- and Algae-Based Functional Ingredients in 3D Food Printing Ink Formulations. Food Bioprocess. Technol. 2023, 16, 1919–1942. [Google Scholar] [CrossRef]
- Soares, S.; Forkes, A. Insects au gratin -an investigation into the experiences of developing a 3d printer that uses insect protein based flour as a building medium for the production of sustainable food. In E&PDE14, DS78: Proceedings of the 16th International Conference on Engineering and Product Design Education, University of Twente, Enschede, The Netherlands, 4–5 September2014 “Design Education & Human Technology Relations”; Bohemia, E., Eger, A., Eggink, W., Kovacevic, A., Parkinson, B., Wits, W., Eds.; The Design Society: Glasgow, UK; Institution of Engineering Designers: Wiltshire, UK, 2014. [Google Scholar]
- Chen, Y.; Zhang, M.; Phuhongsung, P. 3D printing of protein-based composite fruit and vegetable gel system. LWT 2021, 141, 110978. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, M. 3D Food Printing Technologies and Factors Affecting Printing Precision. In Fundamentals of 3D Food Printing and Applications; Godoi, F.C., Bhandari, B.R., Prakash, S., Zhang, M., Eds.; Academic Press: Cambridge, MA, USA, 2019; pp. 19–40. ISBN 9780-1281-4564-7. [Google Scholar]
- Kozu, H.; Umeda, T.; Kobayashi, I. Production and characterization of 3D-printed foods with hybrid layered structures consisting of agricultural product-derived inks. J. Food Eng. 2024, 360, 111720. [Google Scholar] [CrossRef]
- Demei, K.; Zhang, M.; Phuhongsung, P.; Mujumdar, A.S. 3D food printing: Controlling characteristics and improving technological effect during food processing. Food Res. Int. 2022, 156, 111120. [Google Scholar] [CrossRef]
- Rodríguez-Herrera, V.V.; Umeda, T.; Kozu, H.; Sasaki, T.; Kobayashi, I. Printability of Nixtamalized Corn Dough during Screw-Based Three-Dimensional Food Printing. Foods 2024, 13, 293. [Google Scholar] [CrossRef]
- International Maize and Wheat Improvement Center. Available online: https://www.cimmyt.org/news/what-is-nixtamalization/ (accessed on 6 November 2022).
- Arendt, E.K.; Zannini, E. Maizes. In Cereal Grains for the Food and Beverage Industries; Woodhead Publishing: Sawston, UK, 2013; pp. 67–115. ISBN 9780-8570-9413-1. [Google Scholar]
- Flores-Farías, R.; Martínez-Bustos, F.; Salinas-Moreno, Y.; Ríos, E. Caracterización de harinas comerciales de maíz nixtamalizado. Agrociencia 2002, 36, 557–567. [Google Scholar]
- Rooney, L.W.; Suhendro, E.L. Perspectives on nixtamalization (alkaline cooking) of maize for tortillas and snacks. Cereal Foods World 1999, 44, 466–470. [Google Scholar]
- Vancauwenberghe, V.; Delele, M.A.; Vanbiervliet, J.; Aregawi, W.; Verboven, P.; Lammertyn, J.; Nicolaï, B. Model-based design and validation of food texture of 3D printed pectin-based food simulants. J. Food Eng. 2018, 231, 72–82. [Google Scholar] [CrossRef]
- Horiuchi, M.; Akachi, T.; Kawakami, M.; Furukawa, H. Texture Design and Its Effect of Soft Foods Suitable for Nursing Foods Using Macroscopic 3D Structures Printed by 3D Food Printer. Jpn. J. Food Eng. 2021, 22, 119–134. [Google Scholar] [CrossRef]
- Liu, Z.; Dick, A.; Prakash, S.; Bhandari, B.; Zhang, M. Texture modification of 3D printed air-fried potato snack by varying its internal structure with the potential to reduce oil content. Food Bioprocess Technol. 2020, 13, 564–576. [Google Scholar] [CrossRef]
- Pulatsu, E.; Su, J.; Kenderes, S.M.; Lin, J.; Vardhanabhuti, B.; Lin, M. Restructuring cookie dough with 3D printing: Relationships between the mechanical properties, baking conditions, and structural changes. J. Food Eng. 2022, 319, 110911. [Google Scholar] [CrossRef]
- Chen, X.; Zhang, M.; Teng, X.; Mujumdar, A.S. Internal structure design for improved shape fidelity and crispness of 3D printed pumpkin-based snacks after freeze-drying. Food Res. Int. 2022, 157, 111220. [Google Scholar] [CrossRef]
- Lille, M.; Nurmela, A.; Nordlund, E.; Metsä-Kortelainen, S.; Sozer, N. Applicability of protein and fiber-rich food materials in extrusion-based 3D printing. J. Food Eng. 2018, 220, 20–27. [Google Scholar] [CrossRef]
- Dick, A.; Bhandari, B.; Dong, X.; Prakash, S. Feasibility study of hydrocolloid incorporated 3D printed pork as dysphagia food. Food Hydrocoll. 2020, 107, 105940. [Google Scholar] [CrossRef]
- Theagarajan, R.; Nimbkar, S.; Moses, J.A.; Anandharamakrishnan, C. Effect of post-processing treatments on the quality of three-dimensional printed rice starch constructs. J. Food Process Eng. 2021, 44, e13772. [Google Scholar] [CrossRef]
- Liu, Y.; Tang, T.; Duan, S.; Qin, Z.; Zhao, H.; Wang, M.; Li, C.; Zhang, Z.; Liu, A.; Han, G.; et al. Applicability of Rice Doughs as Promising Food Materials in Extrusion-Based 3D Printing. Food Bioprocess Technol. 2020, 13, 548–563. [Google Scholar] [CrossRef]
- Thangalakshmi, S.; Arora, V.K.; Kaur, B.P.; Singh, R.; Malakar, S.; Rathi, S.; Tarafdar, A. Effect of Steaming as Postprocessing Method on Rice Flour and Jaggery 3D Printed Construct. J. Food Qual. 2022, 2022, 3531711. [Google Scholar] [CrossRef]
- Semba, R.D.; Ramsing, R.; Rahman, N.; Kraemer, K.; Bloem, M.W. Legumes as a sustainable source of protein in human diets. Glob. Food. Sec. 2021, 28, 100520. [Google Scholar] [CrossRef]
- Arab, E.; Helmy, I.; Bareh, G. Nutritional evaluation and functional properties of chickpea (Cicer arietinum L.) flour and the improvement of spaghetti produced from its. J. Am. Sci. 2010, 6, 1055–1072. [Google Scholar]
- InTech. Functional Food—Improve Health through Adequate Food; InTech: London, UK, 2017. [Google Scholar] [CrossRef]
- Dick, A.; Bhandari, B.; Prakash, S. Post-processing feasibility of composite-layer 3D printed beef. Meat Sci. 2019, 153, 9–18. [Google Scholar] [CrossRef]
- Dong, X.; Huang, Y.; Pan, Y.; Wang, K.; Prakash, S.; Zhu, B. Investigation of sweet potato starch as structural enhancer for 3D printing of Scomberomorus niphonius surimi. J. Texture Stud. 2018, 50, 316–324. [Google Scholar] [CrossRef]
- Bourne, M.C. Chapter 4-Principles of Objective Texture Measurement. In Food Texture and Viscosity; Bourne, M.C., Ed.; Academic Press: London, UK, 2002; pp. 107–188. ISBN 978-0-12-119062-0. [Google Scholar]
- Barrett, A.H.; Cardello, A.V.; Mair, L.; Maguire, P.; Lesher, L.L.; Richardson, M.; Briggs, J.; Taub, I.A. Textural Optimization of Shelf-Stable Bread: Effects of Glycerol Content and Dough-Forming Technique. Cereal Chem. 2000, 77, 169–176. [Google Scholar] [CrossRef]
- Berthaume, M.A. Food mechanical properties and dietary ecology. Am. J. Phys. Anthropol. 2016, 159, 79–104. [Google Scholar] [CrossRef]
- Gibson, L.J.; Ashby, M.F. Cellular Solids: Structure and Properties, 2nd ed.; Cambridge University Press: Cambridge, UK, 1997. [Google Scholar]
- Assad-Bustillos, M.; Tournier, C.; Feron, G.; Guessasma, S.; Reguerre, A.L.; Della Valle, G. Fragmentation of two soft cereal products during oral processing in the elderly: Impact of product properties and oral health status. Food Hydrocoll. 2019, 91, 153–165. [Google Scholar] [CrossRef]
- Aguilera, J.M.; Stanley, D.W. Microstructural Principles of Food Processing and Engineering, 2nd ed.; Springer: New York, NY, USA, 1999. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Condition |
|---|---|
| Print speed (stage movement speed) (mm/s) | 20 |
| Nozzle inner diameter (mm) | 1.5 |
| Initial nozzle height (mm) | 1.5 |
| Extrusion multiplier for the nixtamalized corn dough (-) | 5.0 |
| Extrusion multiplier for the chickpea paste (-) | 12.0 |
| Infill pattern (-) | Concentric |
| Infill percent (%) | 100 |
| Number of outer shells (-) | 2 |
| Temperature (°C) | 25 |
| Factor/Variable | Weight Loss Percentage (%) | Height Reduction Percentage (%) | Length Reduction Percentage (%) | Force at 40% Strain (N) | Force at 80% Strain (N) | |
|---|---|---|---|---|---|---|
| F1: Material * | NCD | 17.07 ± 18.68 A | 10.69 ± 6.89 A | 0.90 ± 6.75 A | 28.61 ± 6.56 B | 154.27 ± 13.81 B |
| NCD + CP | 13.97 ± 17.29 B | 8.87 ± 1.37 A | 2.48 ± 2.90 A | 84.64 ± 33.79 A | 246.62 ± 29.11 A | |
| F2: Cooking process * | WOC | 33.33 ± 2.56 A | 7.10 ± 3.15 B | 5.88 ± 1.95 A | 46.32 ± 22.70 B | 193.77 ± 41.75 A |
| SC | −2.29 ± 3.39 B | 12.46 ± 5.17 A | −2.50 ± 4.03 B | 66.92 ± 45.02 A | 207.12 ± 58.92 A | |
| F1 & F2: Material & Cooking process ** | NCD-WOC | 35.53 ± 1.67 A | 4.56 ± 2.38 C | 7.06 ± 2.12 A | 29.64 ± 6.22 B | 158.39 ± 16.42 B |
| NCD-SC | −1.39 ± 3.64 B | 16.81 ± 3.79 A | −5.26 ± 3.27 C | 27.57 ± 6.73 B | 150.14 ± 8.82 B | |
| NCD + CP-WOC | 31.13 ± 0.81 A | 9.64 ± 1.14 B | 4.70 ± 0.57 AB | 63.01 ± 20.87 B | 229.15 ± 26.70 A | |
| NCD + CP-SC | −3.19 ± 2.84 B | 8.11 ± 1.12 BC | 0.26 ± 2.57 B | 106.26 ± 30.21 A | 264.10 ± 19.27 A | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rodríguez-Herrera, V.V.; Umeda, T.; Kozu, H.; Kobayashi, I. Formation and Texture Analysis of Extrusion-Based 3D Printed Foods Using Nixtamalized Corn and Chickpea Flours: Effect of Cooking Process. Appl. Sci. 2024, 14, 7315. https://doi.org/10.3390/app14167315
Rodríguez-Herrera VV, Umeda T, Kozu H, Kobayashi I. Formation and Texture Analysis of Extrusion-Based 3D Printed Foods Using Nixtamalized Corn and Chickpea Flours: Effect of Cooking Process. Applied Sciences. 2024; 14(16):7315. https://doi.org/10.3390/app14167315
Chicago/Turabian StyleRodríguez-Herrera, Verónica Valeria, Takumi Umeda, Hiroyuki Kozu, and Isao Kobayashi. 2024. "Formation and Texture Analysis of Extrusion-Based 3D Printed Foods Using Nixtamalized Corn and Chickpea Flours: Effect of Cooking Process" Applied Sciences 14, no. 16: 7315. https://doi.org/10.3390/app14167315
APA StyleRodríguez-Herrera, V. V., Umeda, T., Kozu, H., & Kobayashi, I. (2024). Formation and Texture Analysis of Extrusion-Based 3D Printed Foods Using Nixtamalized Corn and Chickpea Flours: Effect of Cooking Process. Applied Sciences, 14(16), 7315. https://doi.org/10.3390/app14167315