

Influence of Bond Coat Roughness on Adhesion of Thermal Barrier Coatings Deposited by the Electron Beam–Physical Vapour Deposition Process

Abstract
:1. Introduction
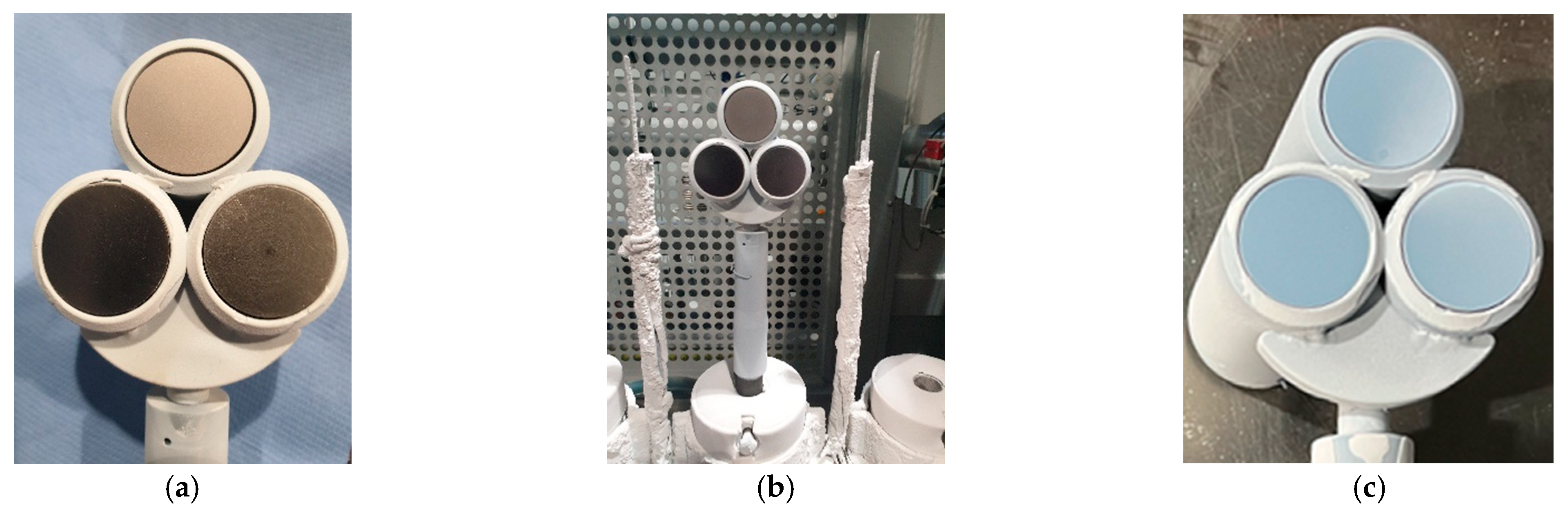
2. Materials and Methods
3. Results and Discussion
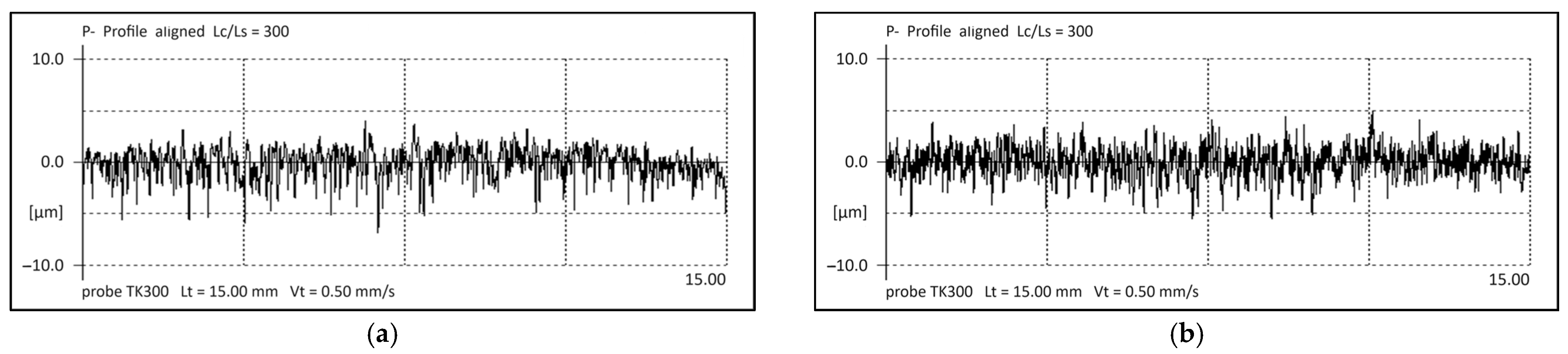
3.1. Roughness Analysis
3.2. Characterisation of Microstructure
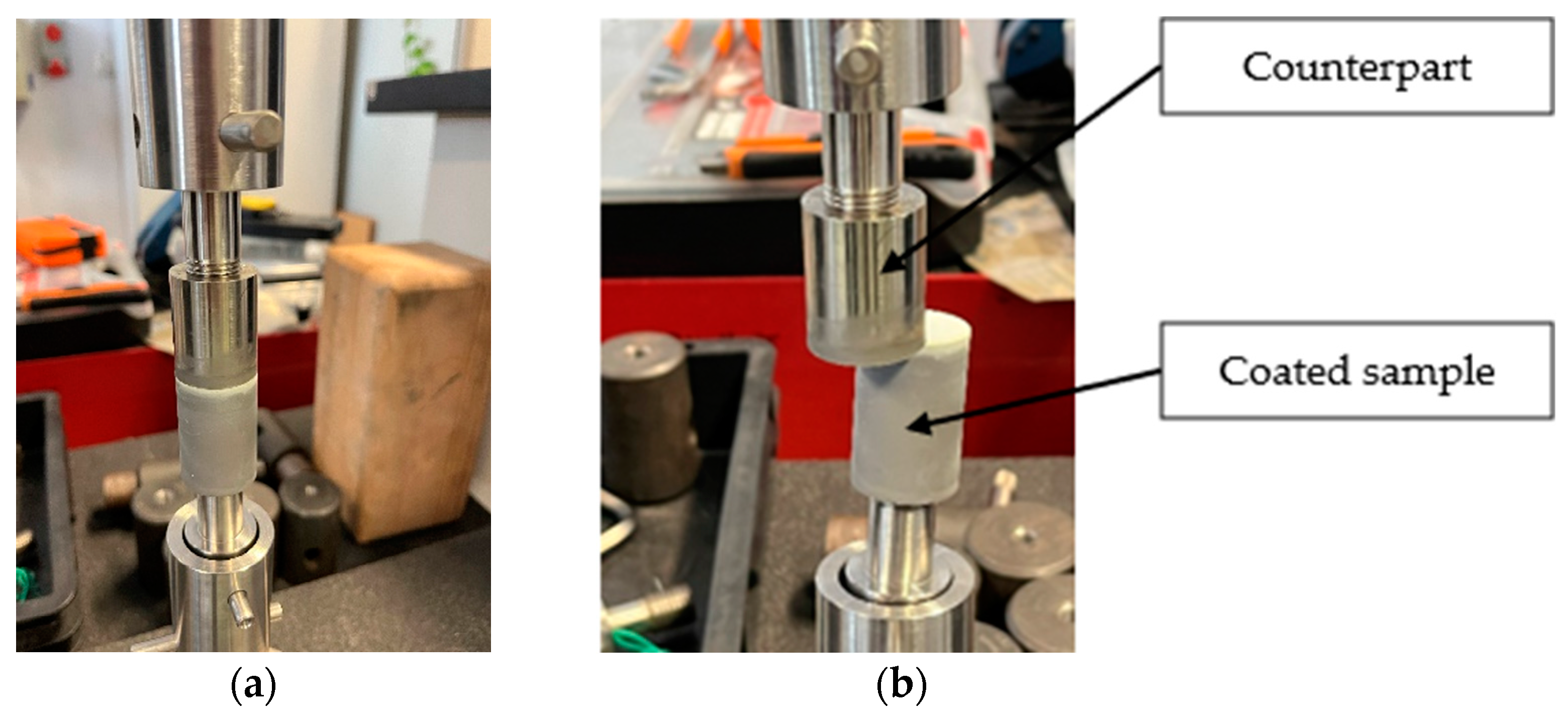
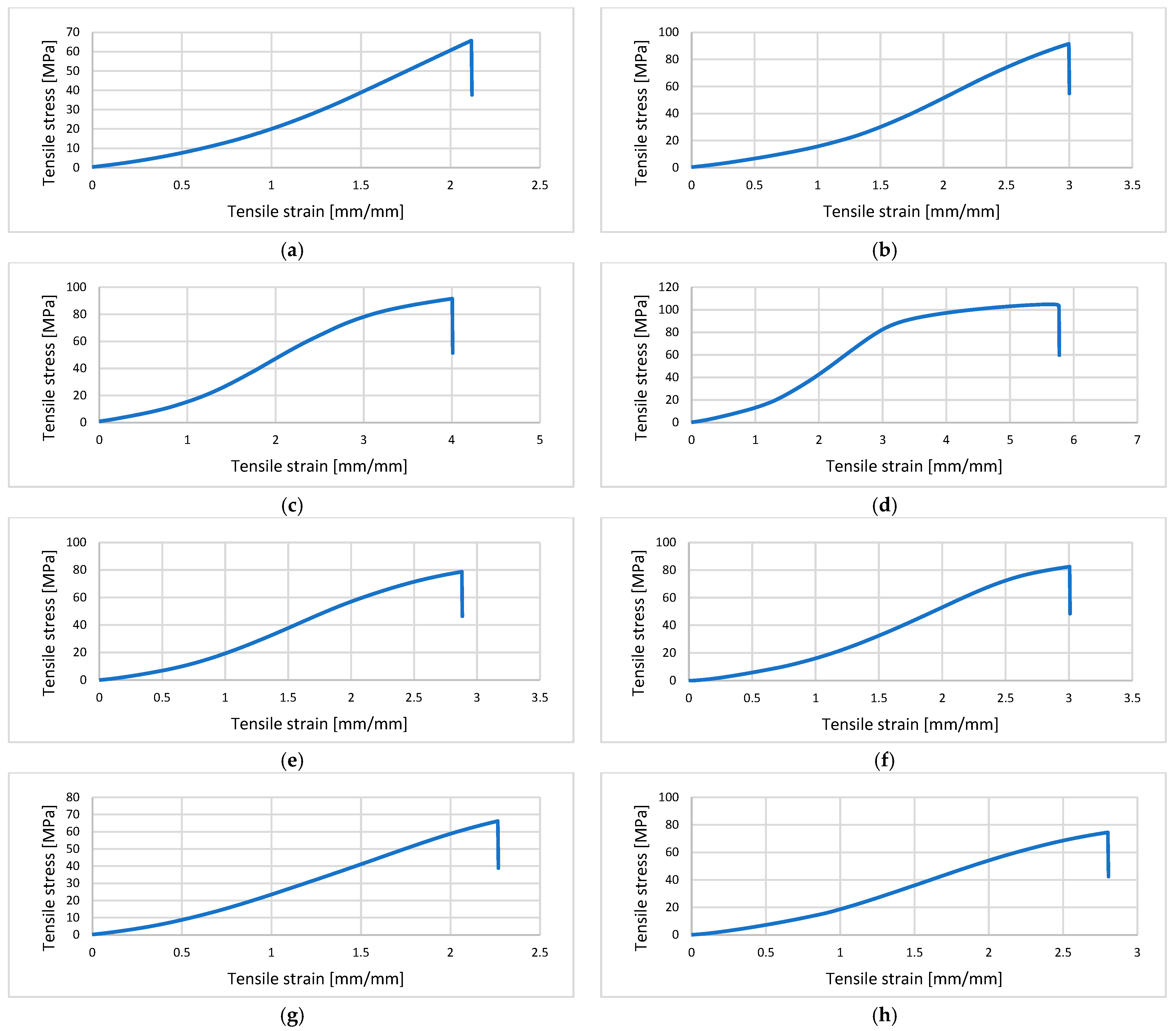
3.3. Adhesion Evaluation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Curry, N.; Tang, Z.; Markocsan, N.; Nylén, P. Influence of bond coat surface roughness on the structure of axial suspension plasma spray thermal barrier coatings—Thermal and lifetime performance. Surf. Coat. Technol. 2015, 268, 15–23. [Google Scholar] [CrossRef]
- Lau, H.; Leyens, C.; Schulz, U.; Friedrich, C. Influence of bondcoat pre-treatment and surface topology on the lifetime of EB-PVD TBCs. Surf. Coat. Technol. 2003, 165, 217–223. [Google Scholar] [CrossRef]
- Yunus, M.; Alsoufi, M.S. Characterization of Thermally Sprayed Coated GT Components Made of 3D Printing Based Selective Laser Melting Processed Inconel Alloy 718. Int. J. Aerosp. Eng. 2021, 2021, 2791386. [Google Scholar] [CrossRef]
- Chen, W.R. Degradation of a TBC with HVOF-CoNiCrAlY Bond Coat. J. Therm. Spray Technol. 2014, 23, 876–884. [Google Scholar] [CrossRef]
- Nijdam, T.J.; Marijnissen, G.H.; Vergeldt, E.; Kloosterman, A.B.; Sloof, W.G. Development of a Pre-Oxidation Treatment to Improve the Adhesion between Thermal Barrier Coatings and NiCoCrAlY Bond Coatings. Oxid. Met. 2006, 66, 269–294. [Google Scholar] [CrossRef]
- Lau, H. Influence of yttria on the cyclic lifetime of YSZ TBC deposited on EB-PVD NiCoCrAlY bondcoats and its contribution to a modified TBC adhesion mechanism. Surf. Coat. Technol. 2013, 235, 121–126. [Google Scholar] [CrossRef]
- Pasupuleti, K.T.; Prasad, G.V.; Akhil, M.P.; Ramaswamy, P.; Murty, S.V.S.N. Adhesion strength studies on zirconia based pyrochlore and functionally gradient thermal barrier coatings. Mater. Today Proc. 2019, 19, 568–574. [Google Scholar] [CrossRef]
- Huang, R.; Yang, W.; Fan, X.; Lai, C.; Mao, J.; Liu, M.; Zhan, Y.; Dai, H.; Zhang, X. Insights into the primitives and sequence deposition mechanism of 7YSZ TBCs respectively by EB-PVD and PS-PVD. Surf. Coat. Technol. 2023, 468, 129673. [Google Scholar] [CrossRef]
- Jang, B.-K.; Matsubara, H. Surface roughness and microstructure of yttria stabilized zirconia EB-PVD coatings. Surf. Coat. Technol. 2006, 200, 4594–4600. [Google Scholar] [CrossRef]
- Saruhan, B.; Francois, P.; Fritscher, K.; Schulz, U. EB-PVD processing of pyrochlore-structured La2Zr2O7-based TBCs. Surf. Coat. Technol. 2004, 182, 175–183. [Google Scholar] [CrossRef]
- Mahade, S.; Curry, N.; Björklund, S.; Markocsan, N.; Nylén, P.; Vaßen, R. Functional performance of Gd2Zr2O7/YSZ multi-layered thermal barrier coatings deposited by suspension plasma spray. Surf. Coat. Technol. 2017, 318, 208–216. [Google Scholar] [CrossRef]
- Jadhav, M.; Singh, S.; Srivastava, M.; Kumar, G.S.V. An investigation on high entropy alloy for bond coat application in thermal barrier coating system. J. Alloys Compd. 2019, 783, 662–673. [Google Scholar] [CrossRef]
- Srivastava, M.; Jadhav, M.S.; Chethan; Chakradhar, R.P.S.; Singh, S. Investigation of HVOF sprayed novel Al1.4Co2.1Cr0.7Ni2.45Si0.2Ti0.14 HEA coating as bond coat material in TBC system. J. Alloys Compd. 2022, 924, 166388. [Google Scholar] [CrossRef]
- Gupta, M.; Li, X.-H.; Peng, R.; Ottosson, A.; Gillberg, P.; Girgulis, J. Understanding the effect of bondcoat surface treatment on enhanced lifetime of suspension plasma sprayed thermal barrier coatings. Surf. Coat. Technol. 2024, 482, 130716. [Google Scholar] [CrossRef]
- Gupta, M.; Skogsberg, K.; Nylén, P. Influence of Topcoat-Bondcoat Interface Roughness on Stresses and Lifetime in Thermal Barrier Coatings. J. Therm. Spray Technol. 2014, 23, 170–181. [Google Scholar] [CrossRef]
- Zhang, Y.; Gao, W.; Dou, M.; Chong, K.; Wu, D.; Zou, Y. A new strategy for improving TBCs performance through tailoring the bond coating interface with laser texturing. Mater. Today Commun. 2024, 38, 108121. [Google Scholar] [CrossRef]
- Yuan, K.; Yu, Y.; Wen, J.-F. A study on the thermal cyclic behavior of thermal barrier coatings with different MCrAlY roughness. Vacuum 2017, 137, 72–80. [Google Scholar] [CrossRef]
- Schmidt; Aleksanoglu, H.; Mao, T.; Scholz, A.; Berger, C. Influence of Bond Coat Roughness on Life Time of APS Thermal Barrier Coating Systems under Thermo-Mechanical Load. J. Solid Mech. Mater. Eng. 2010, 4, 208–220. [Google Scholar] [CrossRef]
- Tolpygo, V. Vapor-Phase CMAS-Induced Degradation of Adhesion of Thermal Barrier Coatings. Oxid. Met. 2017, 88, 87–96. [Google Scholar] [CrossRef]
- Wright, A.J.; Kim, Y.; Mock, C.; Sharobem, T.; McGowan, R.; Bravo, L.; Murugan, M.; Dambra, C.; Keyes, B.; Ghoshal, A. Influence of chemistry and surface roughness of various thermal barrier coatings on the wettability of molten sand. Surf. Coat. Technol. 2024, 481, 130649. [Google Scholar] [CrossRef]
- Xie, Z.; Liu, Q.; Lee, K.-I.; Zhu, W.; Wu, L.T.; Wu, R.T. The Effect of Bond Coat Roughness on the CMAS Hot Corrosion Resistance of EB-PVD Thermal Barrier Coatings. Coatings 2022, 12, 596. [Google Scholar] [CrossRef]
- Zou, L.; Chang, H.; Qin, S.; Cui, F.; Wang, J.; Zhang, J.; Gao, M.; Xu, N. Effects of surface roughness on CMAS wetting and corrosion behaviour of rare earth modified zirconia coatings. Ceram. Int. 2024, 50, 3064–3073. [Google Scholar] [CrossRef]
- Marot, G.; Lesage, J.; Démarécaux, P.; Hadad, M.; Siegmann, S.; Staia, M.H. Interfacial indentation and shear tests to determine the adhesion of thermal spray coatings. Surf. Coat. Technol. 2006, 201, 2080–2085. [Google Scholar] [CrossRef]
- Lima, C.R.C.; Guilemany, J.M. Adhesion improvements of Thermal Barrier Coatings with HVOF thermally sprayed bond coats. Surf. Coat. Technol. 2007, 201, 4694–4701. [Google Scholar] [CrossRef]
- Karaoglanli, C.; Dikici, H.; Kucuk, Y. Effects of heat treatment on adhesion strength of thermal barrier coating systems. Eng. Fail. Anal. 2013, 32, 16–22. [Google Scholar] [CrossRef]
- Eriksson, R.; Brodin, H.; Johansson, S.; Östergren, L.; Li, X.-H. Influence of isothermal and cyclic heat treatments on the adhesion of plasma sprayed thermal barrier coatings. Surf. Coat. Technol. 2011, 205, 5422–5429. [Google Scholar] [CrossRef]
- Okazaki, M.; Yamagishi, S.; Yamazaki, Y.; Ogawa, K.; Waki, H.; Arai, M. Adhesion strength of ceramic top coat in thermal barrier coatings subjected to thermal cycles: Effects of thermal cycle testing method and environment. Int. J. Fatigue 2013, 53, 33–39. [Google Scholar] [CrossRef]
- Eriksson, R.; Brodin, H.; Johansson, S.; Östergren, L.; Li, X.-H. Fractographic study of adhesion tested thermal barrier coatings subjected to isothermal and cyclic heat treatments. Procedia Eng. 2011, 10, 195–200. [Google Scholar] [CrossRef]
- ASTM Standard C 633-01; Standard Test Method for Adhesion or Cohesion Strength of Thermal Spray Coatings. ASTM: West Conshocken, PA, USA, 2001.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Trial Number | Samples Coated | Emission Current [A] | Pressure [mbar] | Temperature [°C] | Feed Rate [mm/min] | Duration [s] |
|---|---|---|---|---|---|---|
| 01 | I, II, III | 3.02 | 0.00925 | 985.8 | 1.5 | 900 |
| 02 | IV, V, VI | 3.02 | 0.00923 | 988.9 | 1.5 | 900 |
| 03 | VII, VIII, IX | 3.01 | 0.00920 | 992.6 | 1.5 | 900 |
| 04 | X, XI, XII | 3.02 | 0.00925 | 996.5 | 1.5 | 900 |
| Sample | Bond Coat Preparation | Bond Coat Roughness Ra [µm] | Top Coat Roughness Ra [µm] |
|---|---|---|---|
| I | As-coated | 1.124 | 1.100 |
| V | As-coated | 1.057 | 0.920 |
| IX | As-coated | 0.945 | 0.828 |
| II | Rough grinding | 0.545 | 0.582 |
| VI | Rough grinding | 0.521 | 0.515 |
| X | Rough grinding | 0.529 | 0.541 |
| III | Grinding | 0.236 | 0.562 |
| VII | Grinding | 0.286 | 0.460 |
| XI | Grinding | 0.276 | 0.398 |
| IV | Polishing | 0.018 | 0.405 |
| VIII | Polishing | 0.023 | 0.447 |
| XII | Polishing | 0.020 | 0.390 |
| Sample | Bond Coat Preparation | Maximal Load [N] | Adhesion Strength [MPa] |
|---|---|---|---|
| V | As-coated | 33,305.2 | 65.7 |
| VI | Rough grinding | 46,368.4 | 91.5 |
| VII | Grinding | 46,410.6 | 91.6 |
| VIII | Polishing | 53,185.2 | 105.0 |
| IX | As coated | 39,892.1 | 78.7 |
| X | Rough grinding | 41,785.7 | 82.5 |
| XI | Grinding | 33,559.1 | 66.2 |
| XII | Polishing | 37,795.3 | 74.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Maciaszek, G.; Nowotnik, A. Influence of Bond Coat Roughness on Adhesion of Thermal Barrier Coatings Deposited by the Electron Beam–Physical Vapour Deposition Process. Appl. Sci. 2024, 14, 7401. https://doi.org/10.3390/app14167401
Maciaszek G, Nowotnik A. Influence of Bond Coat Roughness on Adhesion of Thermal Barrier Coatings Deposited by the Electron Beam–Physical Vapour Deposition Process. Applied Sciences. 2024; 14(16):7401. https://doi.org/10.3390/app14167401
Chicago/Turabian StyleMaciaszek, Grzegorz, and Andrzej Nowotnik. 2024. "Influence of Bond Coat Roughness on Adhesion of Thermal Barrier Coatings Deposited by the Electron Beam–Physical Vapour Deposition Process" Applied Sciences 14, no. 16: 7401. https://doi.org/10.3390/app14167401