
Towards Green and Low-Carbon Transformation via Optimized Polygeneration System: A Case Study of the Iron and Steel Industry


Abstract
:1. Introduction
2. Literature Review
3. Method and Material
3.1. Polygeneration System Simulation
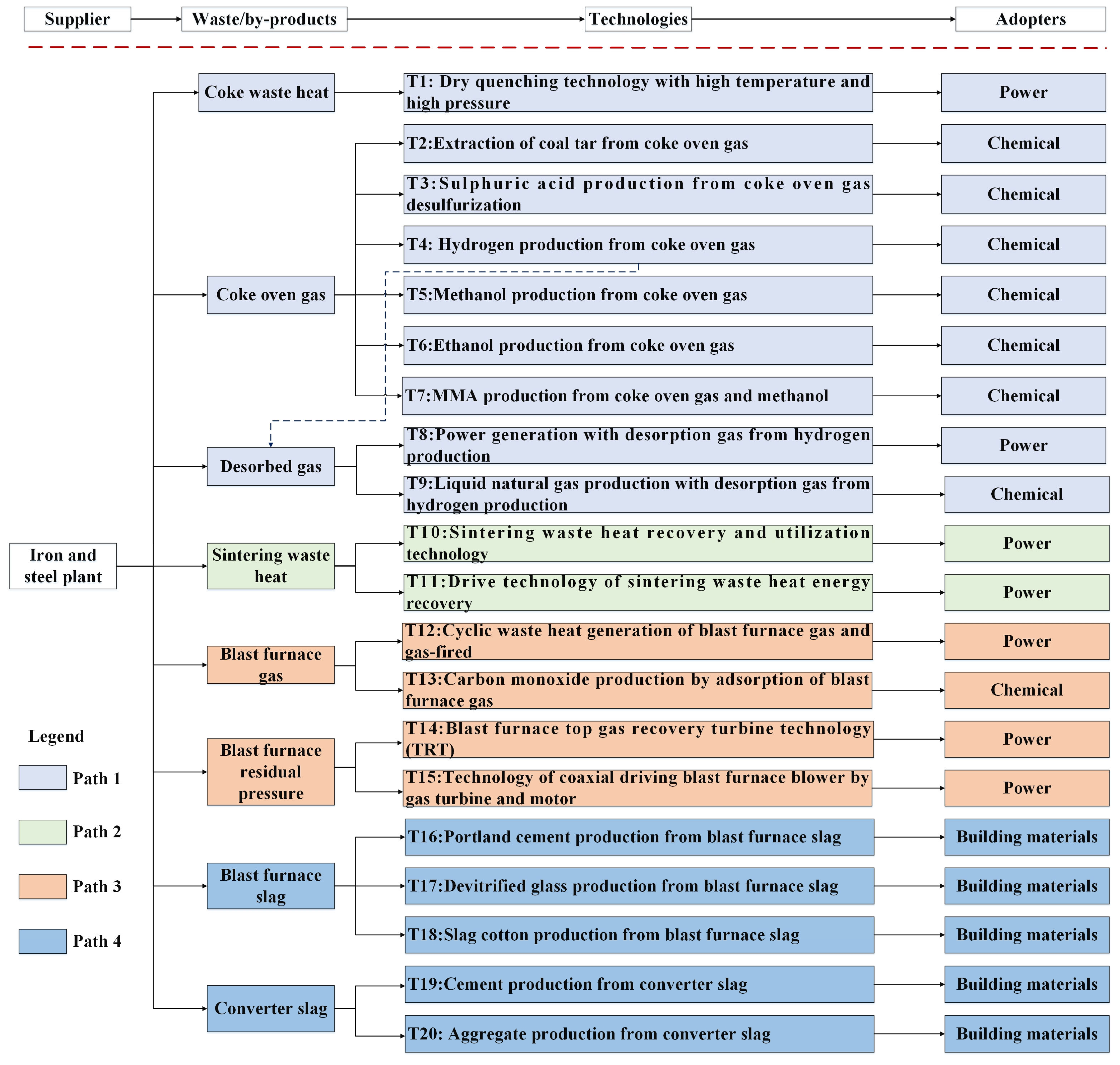
- Path 1: Coke waste heat/Coke oven gas/Desorbed gas → T1–T9 → Power/Chemical products.
- Path 2: Sintering waste heat → T10 and T11 → Power.
- Path 3: Blast furnace gas/Blast furnace residual pressure → T12–T15 → Power/Chemical products.
- Path 4: Blast furnace slag/Converter slag → T16–T20 → Building materials. The specific information was shown in Figure 2.
- (a)
- Path 1: Polygeneration system of iron and steel industry, chemical industry, and power industry based on coking process. In this path, coke waste heat and coke oven gas generated in the coking process would be used for power generation and chemical product production, including coal tar, sulfuric acid, methanol, ethanol, and methyl methacrylate (MMA).
- (b)
- Path 2: Polygeneration system of iron and steel industry and power industry based on sintering process. In this path, sensible heat from the sintering process would be used for power generation and directly converted into coupling-driven kinetic energy.
- (c)
- Path 3: Polygeneration system of iron and steel industry, chemical industry, and power industry based on ironmaking process. In this path, the blast furnace gas, blast furnace top pressure, and other by-products generated in the ironmaking process would be used for power generation or the preparation of carbon monoxide (CO).
- (d)
- Path 4: Polygeneration system of the iron and steel industry and building materials industry based on ironmaking and steelmaking processes. In this path, blast furnace slag, converter slag, and other major solid by-products would be used to prepare building materials, such as cement, devitrified glass, and aggregate.
3.2. Multi-Objective Optimization Model for Polygeneration System
3.2.1. Variables
3.2.2. Objectives
3.2.3. Constraints
3.2.4. The Multi-Objective Optimization Method (NSGA-II)
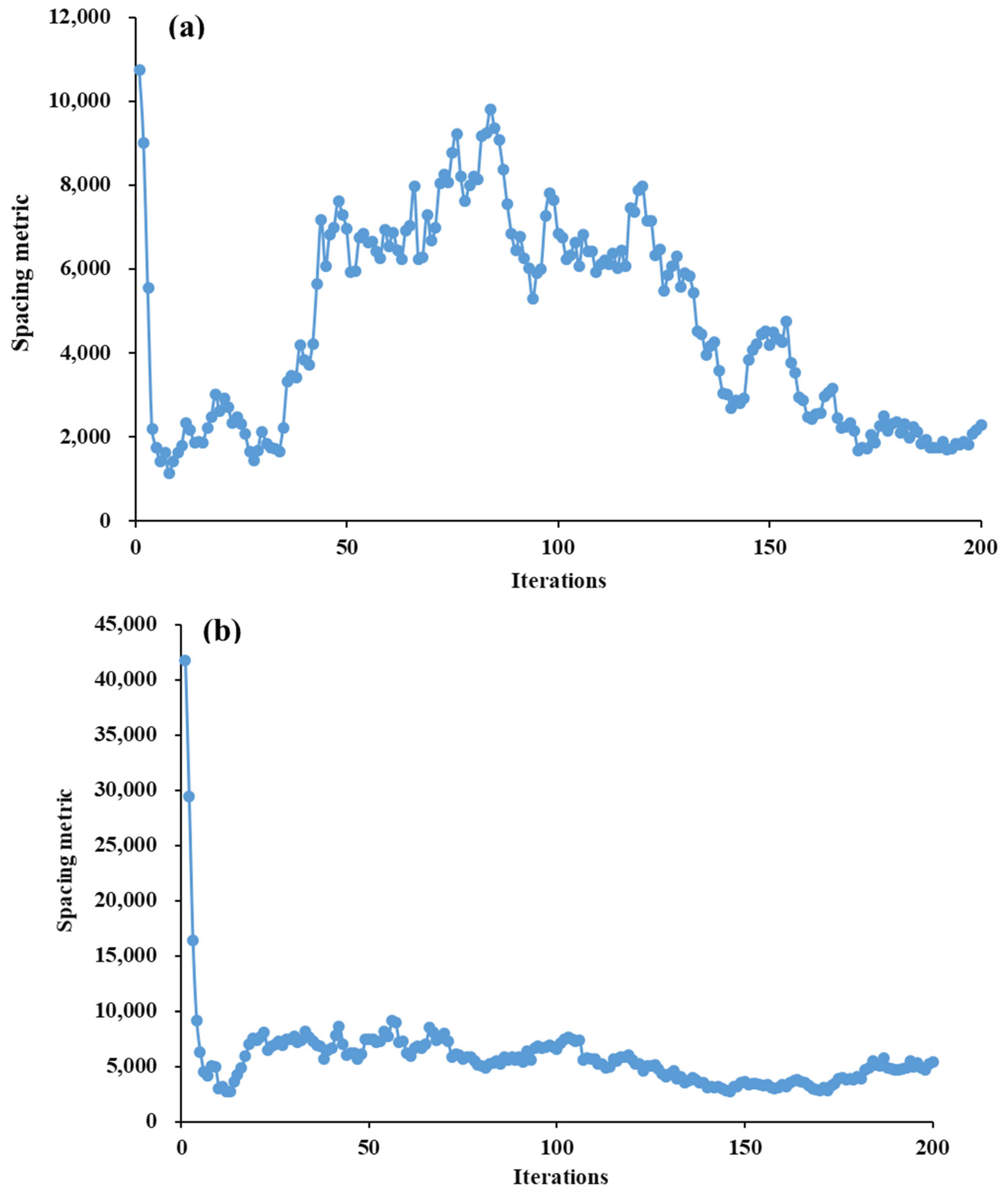
3.2.5. Performance Evaluation of NSGA-II
3.3. Data Processing
4. Results and Discussion
4.1. Performance Evaluation Results of NSGA-II
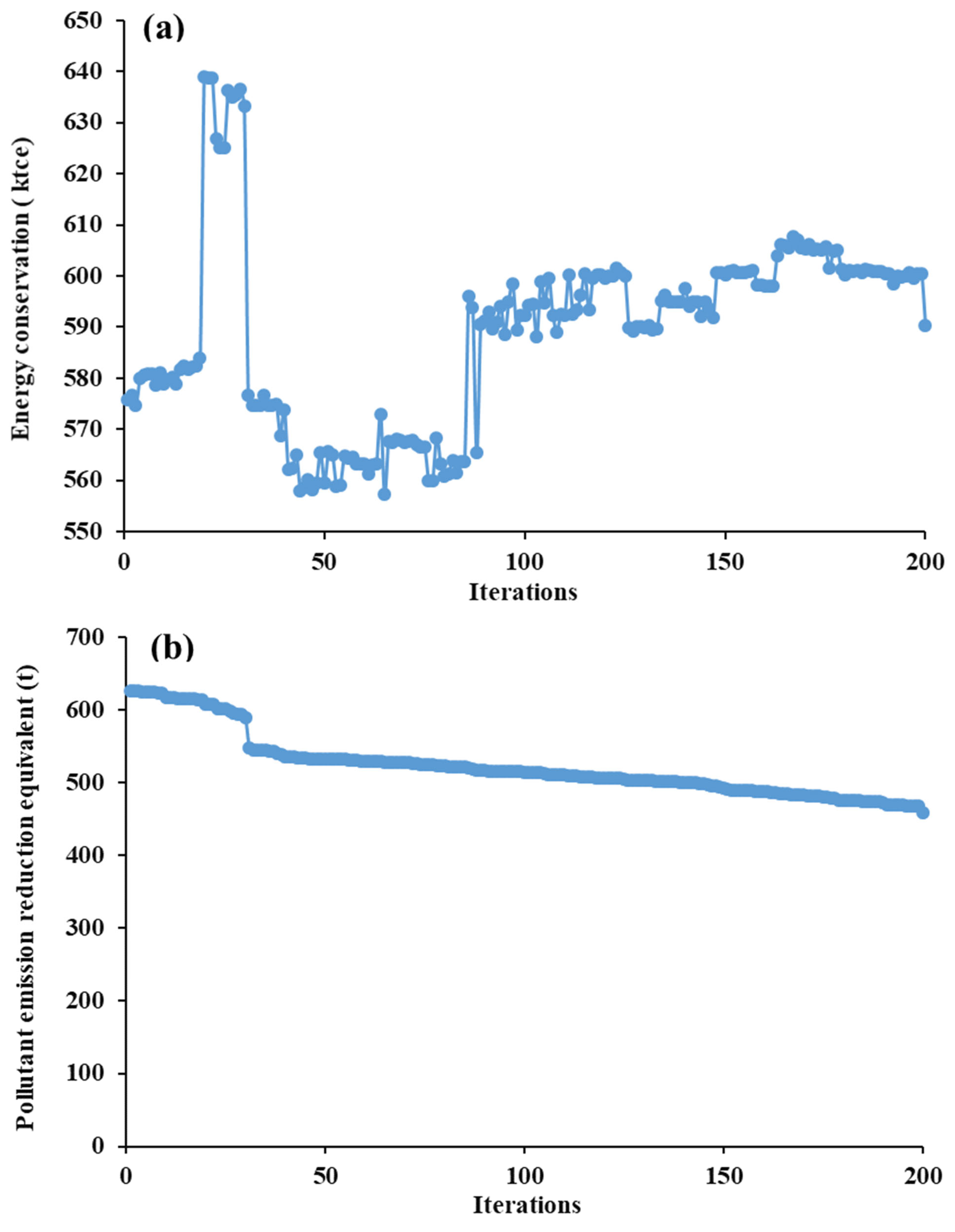
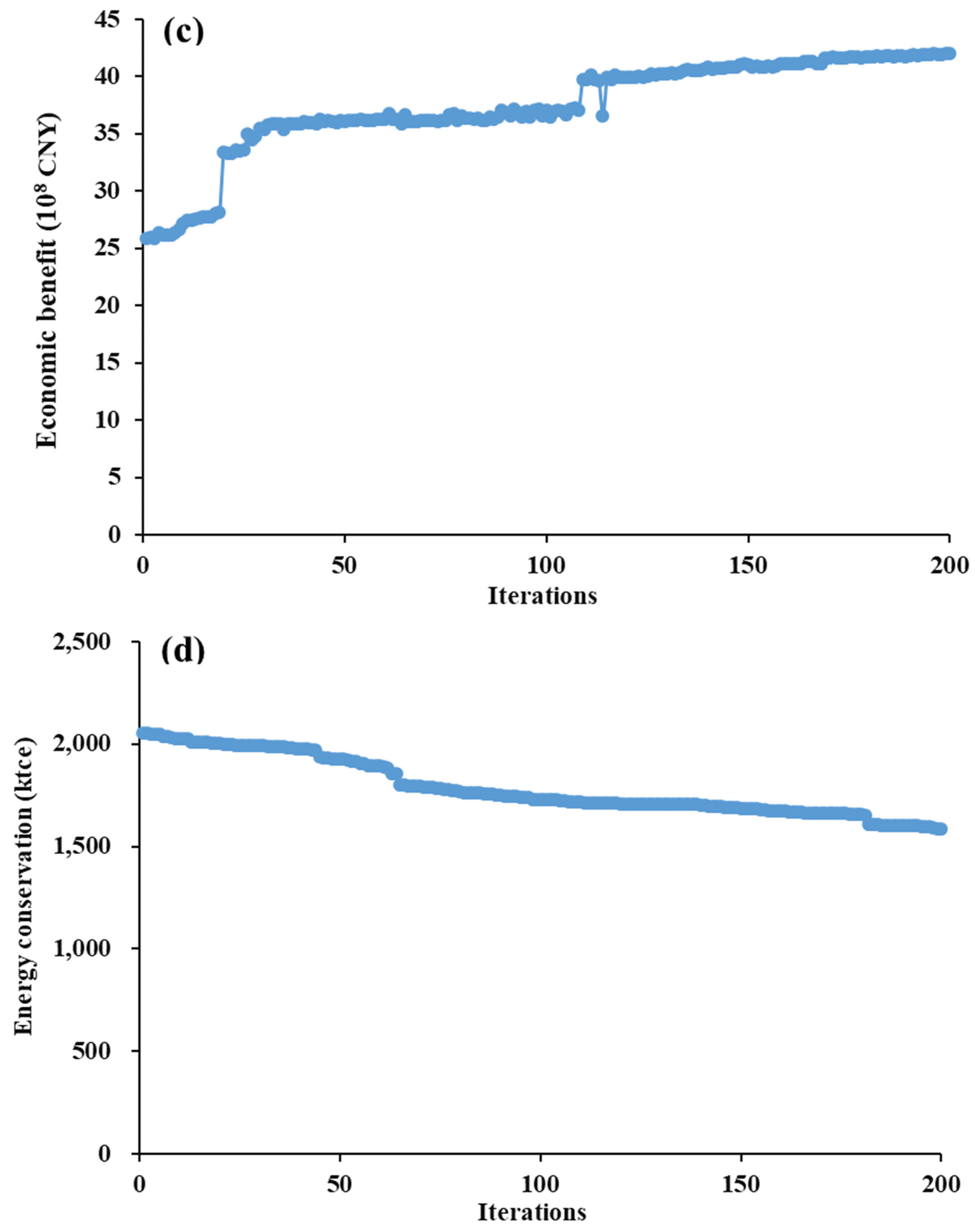
4.2. Optimization Results
4.3. Final Decision Schemes
5. Conclusions
- (1)
- The energy conservation and emission reduction measures have an impact on multiple goals such as energy, environment, and economy during the application process. There are complex collaborative and conflicting relationships between different targets, and there is a risk of implicit transfer between various goals. The multi-objective optimization algorithm represented by the NSGA-II algorithm can well handle the above issues, which can provide various solutions for decision-makers, and decision-makers can formulate energy conservation and emission reduction strategies based on their preferences.
- (2)
- There are synergistic and conflicting relationships among energy, environmental, and economic goals in the process of applying polygeneration technologies in the iron and steel industry, which is also closely related to the scale of iron and steel plants. Therefore, it is necessary to make technology selection to avoid conflicts between different objectives when establishing the polygeneration system, as well as maximize the energy, environmental, and economic benefits for iron and steel plants with different scales.
- (3)
- Polygeneration systems can significantly improve the energy conservation and pollutant emission reduction potential of the iron and steel industry, which is crucial for achieving the pollution and CO2 reduction targets of China’s industrial sector in the future. Polygeneration technologies can fully utilize waste or by-products in the iron and steel plants, such as coke oven gas, sintering waste heat, and steel slag, which will be converted into industrial products, including chemical products, electricity, building materials, and others. The independent energy conservation and emission reduction potential of a single industry is limited currently. And it has become a trend for the industrial sector to fully utilize by-products/wastes from different industries through the establishment of polygeneration systems to save energy and reduce emissions. In the future, it is necessary to focus on the multi-level utilization of energy in the industrial sector and the application of circular economy measures.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Du, Z.L.; Wang, Y. Does energy-saving and emission reduction policy affects carbon reduction performance? A quasi-experimental evidence in China. Appl. Energy 2022, 324, 119758. [Google Scholar] [CrossRef]
- Feng, R.; Fang, X.K. China’s pathways to synchronize the emission reductions of air pollutants and greenhouse gases: Pros and cons. Resour. Conserv. Recycl. 2022, 184, 106392. [Google Scholar] [CrossRef]
- Du, H.B.; Guo, Y.Q.; Lin, Z.G.; Qiu, Y.M.; Xiao, X. Effects of the joint prevention and control of atmospheric pollution policy on air pollutants-A quantitative analysis of Chinese policy texts. J. Environ. Manag. 2021, 300, 113721. [Google Scholar]
- Huang, K.; Eckelman, M.J. Estimating future industrial emissions of hazardous air pollutants in the United States using the National Energy Modeling System (NEMS). Resour. Conserv. Recycl. 2021, 169, 105465. [Google Scholar] [CrossRef]
- Li, F.; Chu, M.S.; Tang, J.; Liu, Z.G.; Zhao, Z.C.; Liu, P.J.; Yan, R.J. Quantifying the energy saving potential and environmental benefit of hydrogen-based steelmaking process: Status and future prospect. Appl. Therm. Eng. 2022, 211, 118489. [Google Scholar] [CrossRef]
- Gao, C.K.; Na, H.M.; Song, K.H.; Tian, F.; Strawa, N.; Du, T. Technologies-based potential analysis on saving energy and water of China’s iron and steel industry. Sci. Total Environ. 2020, 699, 134225. [Google Scholar] [CrossRef]
- Tanaka, K. A comparison study of EU and Japan methods to assess CO2 emission reduction and energy saving in the iron and steel industry. Energy Policy 2012, 51, 578–585. [Google Scholar] [CrossRef]
- Wen, Z.G.; Chen, M.; Meng, F. Evaluation of energy saving potential in China’s cement industry using the Asian-Pacific Integrated Model and the technology promotion policy analysis. Energy Policy 2015, 77, 227–237. [Google Scholar] [CrossRef]
- Pinto, E.S.; Serra, L.M.; Lázaro, A. Energy communities approach applied to optimize polygeneration systems in residential buildings: Case study in Zaragoza, Spain. Sustain. Cities. Soc. 2022, 82, 103885. [Google Scholar] [CrossRef]
- Thomas, S.; Sahoo, S.S.; Ajithkumar, G.; Thomas, S.; Rout, A.; Mahapatra, S.K. Socio-economic and environmental analysis on solar thermal energy-based polygeneration system for rural livelihoods applications on an Island through interventions in the energy-water-food nexus. Energy Convers. Manag. 2022, 270, 116235. [Google Scholar] [CrossRef]
- Liu, B.; Huang, B.; Feng, L.; Raise, A. Analysis of a high-performance polygeneration system for efficient waste heat recovery of an organic flash cycle: Multi-criteria analysis and optimization. Appl. Therm. Eng. 2022, 213, 118772. [Google Scholar]
- Zhu, Y.; Li, K.; Wang, Q.; Cen, J.; Fang, M.; Luo, Z. Low-rank coal pyrolysis polygeneration technology with semi-coke heat carrier based on the dual-fluidized bed to co-produce electricity, oil and chemical products: Process simulation and techno-economic evaluation. Fuel. Process. Technol. 2022, 230, 107217. [Google Scholar] [CrossRef]
- Rabeti, S.A.M.; Manesh, M.H.K.; Amidpour, M. An innovative optimal 4E solar-biomass waste polygeneration system for power, methanol, and freshwater production. J. Clean. Prod. 2023, 412, 137267. [Google Scholar] [CrossRef]
- Bose, A.; O’Shea, R.; Lin, R.; Long, A.; Rajendran, K.; Wall, D.; De, S.; Murphy, J.D. Evaluation of a biomethane, food and biofertiliser polygeneration system in a circular economy system. Renew. Sustain. Energy Rev. 2022, 170, 112960. [Google Scholar]
- Huang, D.; Dinga, C.D.; Wen, Z.G.; Razmadze, D. Industrial-environmental management in China’s iron and steel industry under multiple objectives and uncertainties. J. Environ. Manag. 2022, 310, 114785. [Google Scholar] [CrossRef]
- Gao, R.; Zhang, C.; Kwak, G.; Lee, Y.J.; Kang, S.C.; Guan, G. Techno-economic evaluation of methanol production using by-product gases from iron and steel works. Energy Convers. Manag. 2020, 213, 112819. [Google Scholar] [CrossRef]
- Lei, M.; Alves, J.; Alotaibi, M.; Chen, J. A novel polygeneration process integrated into a gas turbine cycle toward an environmentally friendly framework; Application of a comprehensive 4E study. Energy 2024, 307, 132728. [Google Scholar] [CrossRef]
- Ghema, M.; El, F.; Achkari, O. Capacity of waste heat recovery-based polygeneration to achieve sustainable development goals. Sci. Total Environ. 2024, 927, 171983. [Google Scholar] [CrossRef] [PubMed]
- Lu, R.; Zhu, H.; Wang, A.; Li, J.; Dong, H. A coal-based polygeneration system of synthetic natural gas, methanol and ethylene glycol: Process modeling and techno-economic evaluation. Sep. Purif. Technol. 2023, 320, 124122. [Google Scholar] [CrossRef]
- Kim, S.; Kim, M.; Kim, Y.T.; Kwak, G.; Kim, J. Techno-economic evaluation of the integrated polygeneration system of methanol, power and heat production from coke oven gas. Energy Convers. Manag. 2019, 182, 240–250. [Google Scholar] [CrossRef]
- Lee, J.K.; Shin, S.; Kwak, G.J.; Lee, M.K.; Lee, I.B.; Yoon, Y.S. Techno-economic evaluation of polygeneration system for olefins and power by using steel-mill off-gases. Energy Convers. Manag. 2020, 224, 113316. [Google Scholar] [CrossRef]
- Atienza-Márquez, A.; Ayou, D.S.; Bruno, J.C.; Coronas, A. Energy polygeneration systems based on LNG-regasification: Comprehensive overview and techno-economic feasibility. Therm. Sci. Eng. Prog. 2020, 20, 100677. [Google Scholar] [CrossRef]
- Liang, P.; Guo, Y.; Chauhdary, S.; Agrawal, M.; Ahmad, S.; Ahmad, A.; Ifseisi, A.; Li, T. Sustainable development and multi-aspect analysis of a novel polygeneration system using biogas upgrading and LNG regasification processes, producing power, heating, fresh water and liquid CO2. Process. Saf. Environ. 2024, 183, 417–436. [Google Scholar] [CrossRef]
- Nguyen, T.V.; Clausen, L.R. Techno-economic analysis of polygeneration systems based on catalytic hydropyrolysis for the production of bio-oil and fuels. Energy Convers. Manag. 2019, 184, 539–558. [Google Scholar] [CrossRef]
- Jana, K.; De, S. Techno-economic evaluation of a polygeneration using agricultural residue–a case study for an Indian district. Bioresour. Technol. 2015, 181, 163–173. [Google Scholar] [CrossRef] [PubMed]
- Shamsi, M.; Karami, B.; Cheraghdar, A.; Mousavian, S.; Makki, M.; Rooeentan, S. Evaluation of an environmentally-friendly poly-generation system driven by geothermal energy for green ammonia production. Fuel 2024, 365, 131037. [Google Scholar] [CrossRef]
- Farhang, B.; Ghaebi, H.; Javani, N. Techno-economic modeling of a novel poly-generation system based on biogas for power, hydrogen, freshwater, and ammonia production. J. Clean. Prod. 2023, 417, 137907. [Google Scholar] [CrossRef]
- Shi, B.; Wen, F.; Wu, W. Performance evaluation of air-blown IGCC polygeneration plants using chemical looping hydrogen generation and methanol synthesis loop. Energy 2020, 200, 117564. [Google Scholar] [CrossRef]
- Soutullo, S.; Bujedo, L.A.; Samaniego, J.; Borge, D.; Ferrer, J.A.; Carazo, R.; Heras, M.R. Energy performance assessment of a polygeneration plant in different weather conditions through simulation tools. Energy Build. 2016, 124, 7–18. [Google Scholar] [CrossRef]
- Ramadhani, F.; Hussain, M.A.; Mokhlis, H.; Illias, H.A. Optimal heat recovery using photovoltaic thermal and thermoelectric generator for solid oxide fuel cell-based polygeneration system: Techno-economic and environmental assessments. Appl. Therm. Eng. 2020, 181, 116015. [Google Scholar] [CrossRef]
- Mendecka, B.; Tribioli, L.; Cozzolino, R. Life Cycle Assessment of a stand-alone solar-based polygeneration power plant for a commercial building in different climate zones. Renew. Energy 2020, 154, 1132–1143. [Google Scholar] [CrossRef]
- Yu, P.; Luo, Z.; Wang, Q.; Fang, M. Life cycle assessment of transformation from a sub-critical power plant into a polygeneration plant. Energy Convers. Manag. 2019, 198, 111801. [Google Scholar] [CrossRef]
- Jana, K.; De, S. Environmental impact of an agro-waste based polygeneration without and with CO2 storage: Life cycle assessment approach. Bioresour. Technol. 2016, 216, 931–940. [Google Scholar] [CrossRef]
- Gładysz, P.; Saari, J.; Czarnowska, L. Thermo-ecological cost analysis of cogeneration and polygeneration energy systems-Case study for thermal conversion of biomass. Renew. Energy 2020, 145, 1748–1760. [Google Scholar] [CrossRef]
- Liu, P.; Pistikopoulos, E.N.; Li, Z. A mixed-integer optimization approach for polygeneration energy systems design. Comput. Chem. Eng. 2009, 33, 759–768. [Google Scholar] [CrossRef]
- Urbanucci, L. Limits and potentials of Mixed Integer Linear Programming methods for optimization of polygeneration energy systems. Energy Procedia 2018, 148, 1199–1205. [Google Scholar] [CrossRef]
- Wu, N.; Zhan, X.; Zhu, X.; Zhang, Z.; Lin, J.; Xie, S.; Meng, C.; Cao, L.; Wang, X.; Shah, N.; et al. Analysis of biomass polygeneration integrated energy system based on a mixed-integer nonlinear programming optimization method. J. Clean. Prod. 2020, 271, 122761. [Google Scholar] [CrossRef]
- Pinto, E.S.; Serra, L.M.; Lázaro, A. Evaluation of methods to select representative days for the optimization of polygeneration systems. Renew. Energy 2020, 151, 488–502. [Google Scholar] [CrossRef]
- Bracco, S.; Delfino, F.; Pampararo, F.; Robba, M.; Rossi, M. A dynamic optimization-based architecture for polygeneration microgrids with tri-generation, renewables, storage systems and electrical vehicles. Energy Convers. Manag. 2015, 96, 511–520. [Google Scholar] [CrossRef]
- Khanmohammadi, S.; Atashkari, K. Modeling and multi-objective optimization of a novel biomass feed polygeneration system integrated with multi effect desalination unit. Therm. Sci. Eng. Prog. 2018, 8, 269–283. [Google Scholar] [CrossRef]
- Yeşilkaya, M.; Daş, G.S.; Türker, A.K. A multi-objective multi-period mathematical model for an industrial symbiosis network based on the forest products industry. Comput. Ind. Eng. 2020, 150, 106883. [Google Scholar] [CrossRef]
- Ahmadi, P.; Rosen, M.A.; Dincer, I. Multi-objective exergy-based optimization of a polygeneration energy system using an evolutionary algorithm. Energy 2012, 46, 21–31. [Google Scholar] [CrossRef]
- Liu, Y.; Han, J.; You, H. Exergoeconomic analysis and multi-objective optimization of a CCHP system based on LNG cold energy utilization and flue gas waste heat recovery with CO2 capture. Energy 2020, 190, 116201. [Google Scholar] [CrossRef]
- Yu, J.Y.; Xu, R.S.; Zhang, J.L.; Zheng, A.Y. A review on reduction technology of air pollutant in current China’s iron and steel industry. J. Clean. Prod. 2023, 414, 137659. [Google Scholar] [CrossRef]
- Yue, Q.; Chai, X.C.; Zhang, Y.J.; Wang, Q.; Wang, H.M.; Zhao, F.; Ji, W.; Lu, Y.Q. Analysis of iron and steel production paths on the energy demand and carbon emission in China’s iron and steel industry. Environ. Dev. Sustain. 2023, 25, 4065–4085. [Google Scholar] [CrossRef]
- Inayat, A. Current progress of process integration for waste heat recovery in steel and iron industries. Fuel 2023, 338, 127237. [Google Scholar] [CrossRef]
- Yuan, Y.X.; Na, H.M.; Du, T.; Qiu, Z.Y.; Sun, J.C.; Yan, T.Y.; Che, Z.C. Multi-objective optimization and analysis of material and energy flows in a typical steel plant. Energy 2023, 263, 125874. [Google Scholar] [CrossRef]
- Li, Z.; Shen, A.Q.; Yang, X.R.; Guo, Y.C.; Liu, Y.W. A review of steel slag as a substitute for natural aggregate applied to cement concrete. Road Mater. Pavement Des. 2023, 24, 537–559. [Google Scholar]
- Huang, D.; Dinga, C.D.; Tao, Y.; Wen, Z.G.; Wang, Y.H. Multi-objective optimization of energy conservation and emission reduction in China’s iron and steel industry based on dimensionality reduction. J. Clean. Prod. 2022, 368, 133131. [Google Scholar] [CrossRef]
- Zou, D.; Li, S.; Xuan, K.; Ouyang, H. A NSGA-II variant for the dynamic economic emission dispatch considering plug-in electric vehicles. Comput. Ind. Eng. 2022, 173, 108717. [Google Scholar] [CrossRef]
- Delpasand, M.; Bozorg-Haddad, O.; Loáiciga, H.A. Integrated virtual water trade management considering self-sufficient production of strategic agricultural and industrial products. Sci. Total Environ. 2020, 743, 140797. [Google Scholar] [CrossRef] [PubMed]
- World Steel Association. World Steel Statistics 2021; World Steel Association: Brussels, Belgium, 2021. [Google Scholar]
- Cao, X.; Wen, Z.G.; Xu, J.; De Clercq, D.; Wang, Y.; Tao, Y. Many-objective optimization of technology implementation in the industrial symbiosis system based on a modified NSGA-III. J. Clean. Prod. 2020, 245, 118810. [Google Scholar] [CrossRef]
- Cao, X.; Wen, Z.G.; Zhao, X.; Wang, Y.; Zhang, H. Quantitative assessment of energy conservation and emission reduction effects of nationwide industrial symbiosis in China. Sci. Total Environ. 2020, 717, 137114. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.H.; Chen, C.; Tao, Y.; Wen, Z.G.; Chen, B.; Zhang, H. A many-objective optimization of industrial environmental management using NSGA-III: A case of China’s iron and steel industry. Appl. Energy 2019, 242, 46–56. [Google Scholar]
- Wang, Y.H.; Wen, Z.G.; Yao, J.; Dinga, C.D. Multi-objective optimization of synergic energy conservation and CO2 emission reduction in China’s iron and steel industry under uncertainty. Renew. Sust. Energy Rev. 2020, 134, 110128. [Google Scholar] [CrossRef]
- National Bureau Statistics of China. 2024. Available online: https://data.stats.gov.cn/easyquery.htm?cn=C01 (accessed on 7 July 2024).



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Technical Parameter | Working Time of Main Equipment (d) | ||||
|---|---|---|---|---|---|
| Grade of lump ore | 62% | Ratio of steel scrap | 10%/8% 1 | Sintering machine | 330 |
| Grade of sintering | 55% | Ratio of molten iron | 90%/92% 1 | Blast furnace | 350 |
| Grade of pellet | 63% | Coefficient of sintering machine | 1.45 t/(m2·h) | Converter | 320 |
| Ratio of lump ore | 10% | Coefficient of blast furnace | 2.40 t/(m3·d) | Continuous casting | 320 |
| Ratio of sintering | 60%/67.3% 1 | Withdrawing speed of continuous casting | 2.3–2.6 m/min | Rolling mill | 300 |
| Ratio of pellet | 30%/23.7% 1 | Comprehensive grade | 58.1% | ||
| Parameter | Value | Unit |
|---|---|---|
| Coke production/crude steel production | 0.355 | / |
| Sinter production/crude steel production | 0.991 | / |
| Pelletizing production/crude steel production | 0.495 | / |
| Iron production/crude steel production | 0.938 | / |
| Coke oven gas production | 435.0 | m3/t coke |
| Blast furnace gas production | 1621.0 | m3/t iron |
| Flash gas production | 5940.0 | m3/t iron |
| Converter gas production | 100.0 | m3/t steel |
| Blast furnace slag/flash slag production | 0.310 | t/t iron |
| Converter slag production | 0.110 | t/t tseel |
| Desorption gas output from hydrogen production | 0.6 | m3/m3 coke oven gas for hydrogen production |
| No. | Energy Conservation (kgce/t Product) | SO2 Reduction (g/t Product) | NOx Reduction (g/t Product) | PM Reduction (g/t Product) | Fixed Cost (CNY/t Product) | O&M Cost (CNY/t Product) | Technical Life (Years) | Benefits per Unit of Raw Material (CNY/t Product) |
|---|---|---|---|---|---|---|---|---|
| T1 | 12.65 | 10.00 | 29.90 | 1.90 | 130.00 | 18.89 | 25 | 34.64 |
| T2 | 19.00 | 2.68 | 2.87 | 0.49 | 2.50 | 0.50 | 25 | 10.90 |
| T3 | 45.70 | 20.00 | 24.00 | 4.00 | 2.50 | 0.50 | 25 | 5.40 |
| T4 | 19.60 | 7.40 | 7.92 | 1.36 | 41.60 | 14.00 | 25 | 32.00 |
| T5 | 94.62 | 6.40 | 1.20 | 1.60 | 22.42 | 63.72 | 25 | 120.84 |
| T6 | 27.62 | 44.00 | 7.20 | 46.80 | 116.75 | 21.16 | 25 | 44.56 |
| T7 | 5.70 | 13.00 | 14.00 | 12.50 | 1259.30 | 1219.10 | 14 | 1367.90 |
| T8 | 12.23 | 7.80 | 7.20 | 1.60 | 12.23 | 6.93 | 25 | 9.18 |
| T9 | 12.50 | 9.60 | 10.80 | 10.20 | 12.50 | 6.36 | 25 | 13.50 |
| T10 | 76.75 | 56.00 | 67.00 | 12.60 | 164.45 | 93.25 | 25 | 120.84 |
| T11 | 16.37 | 19.50 | 18.00 | 4.00 | 16.37 | 4.16 | 25 | 6.51 |
| T12 | 23.08 | 17.80 | 12.00 | 14.60 | 23.08 | 12.37 | 25 | 25.85 |
| T13 | 16.00 | 16.00 | 32.00 | 48.00 | 160.00 | 255.00 | 25 | 291.00 |
| T14 | 16.52 | 33.00 | 97.72 | 47.43 | 162.56 | 104.42 | 25 | 150.00 |
| T15 | 72.00 | 42.70 | 28.60 | 49.92 | 7.20 | 180.00 | 25 | 220.00 |
| T16 | 33.94 | 29.60 | 26.30 | 107.00 | 93.94 | 442.50 | 25 | 530.00 |
| T17 | 24.62 | 31.67 | 92.46 | 41.05 | 24.62 | 19.57 | 25 | 27.93 |
| T18 | 3.89 | 20.60 | 14.70 | 20.30 | 3.89 | 12.84 | 25 | 30.00 |
| T19 | 0.05 | 0.27 | 0.29 | 0.05 | 0.54 | 0.07 | 25 | 0.08 |
| T20 | 0.05 | 0.00 | 0.02 | 0.00 | 0.02 | 0.02 | 25 | 0.11 |
| Iron and Steel Plant with 3 Mt/a Capacity | |||||
| Energy Conservation (ktce) | SO2 Reduction (t) | NOx Reduction (t) | PM Reduction (t) | Economic Benefit (CNY 108) | |
| Maximum | 638.88 | 51.39 | 84.10 | 54.03 | 4.20 |
| Minimum | 557.31 | 39.70 | 48.32 | 39.94 | 2.59 |
| Average | 588.98 | 45.86 | 61.53 | 47.03 | 3.740 |
| Iron and Steel Plant with 9 Mt/a Capacity | |||||
| Energy Conservation (ktce) | SO2 Reduction (t) | NOx Reduction (t) | PM Reduction (t) | Economic Benefit (CNY 108) | |
| Maximum | 2051.71 | 156.65 | 200.29 | 185.02 | 13.75 |
| Minimum | 1584.24 | 116.70 | 117.40 | 127.52 | 9.79 |
| Average | 1786.95 | 133.02 | 147.90 | 145.50 | 12.33 |
| Polygeneration Path | Iron and Steel Plant with 3 Mt/a Capacity | Iron and Steel Plant with 9 Mt/a Capacity |
|---|---|---|
| Path 1 | T1, T2, T3, T4, T5, and T8 | T1, T2, T3, T5, and T8 |
| Path 2 | T10 and T11 | T10 |
| Path 3 | T14 and T15 | T12 and T15 |
| Path 4 | T16, T17, and T19 | T16, T17, T19, and T20 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, M.; Li, S.; Wang, Y.; Liu, Q. Towards Green and Low-Carbon Transformation via Optimized Polygeneration System: A Case Study of the Iron and Steel Industry. Appl. Sci. 2024, 14, 8052. https://doi.org/10.3390/app14178052
Xu M, Li S, Wang Y, Liu Q. Towards Green and Low-Carbon Transformation via Optimized Polygeneration System: A Case Study of the Iron and Steel Industry. Applied Sciences. 2024; 14(17):8052. https://doi.org/10.3390/app14178052
Chicago/Turabian StyleXu, Mao, Shufang Li, Yihan Wang, and Qunyi Liu. 2024. "Towards Green and Low-Carbon Transformation via Optimized Polygeneration System: A Case Study of the Iron and Steel Industry" Applied Sciences 14, no. 17: 8052. https://doi.org/10.3390/app14178052