
Analysis of Flow Field Characteristics in the Three-Phase Jet Fire Monitor Head

Abstract
:1. Introduction
2. Materials and Methods
2.1. Modeling of the TPJFM Head
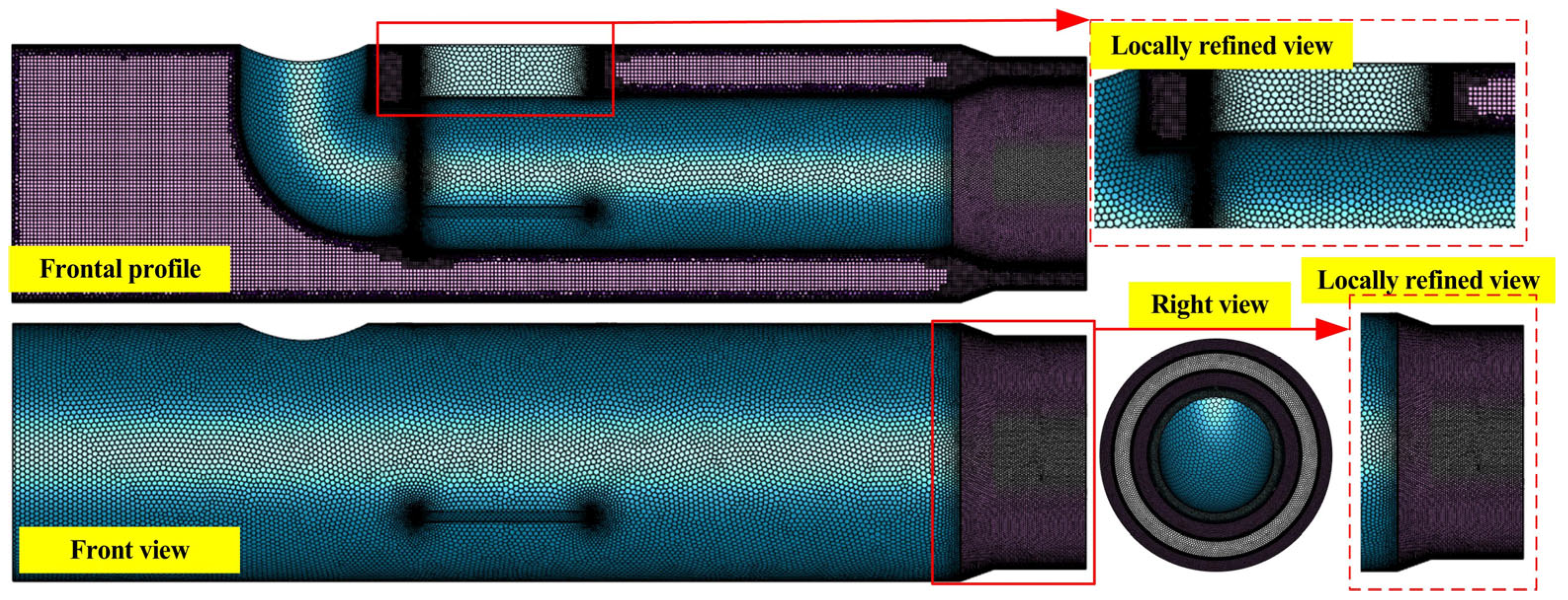
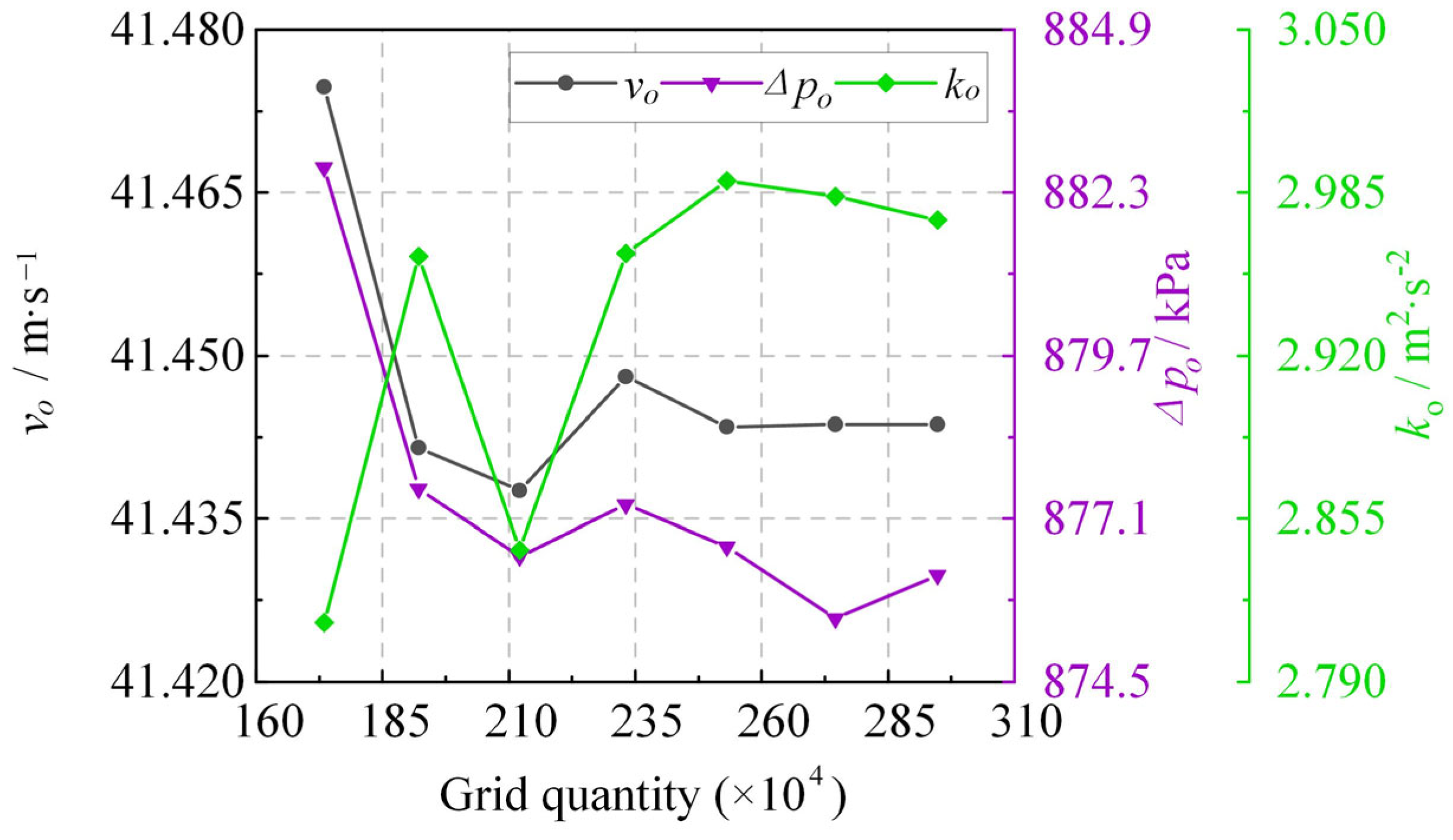
2.2. Numerical Simulation Methods
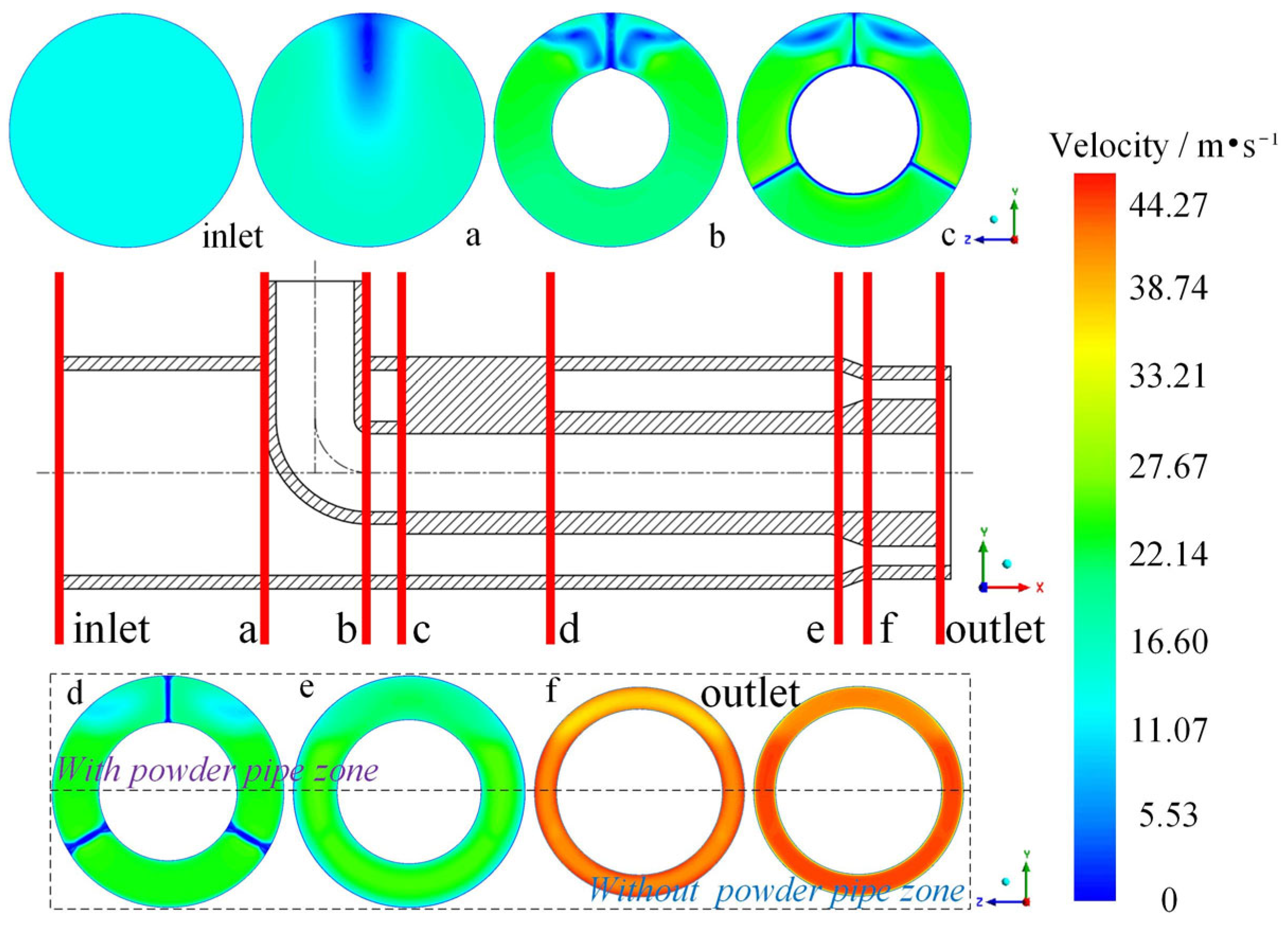
2.3. Analysis of Characteristics of the IFF of TPJFM Head
3. Results and Discussion
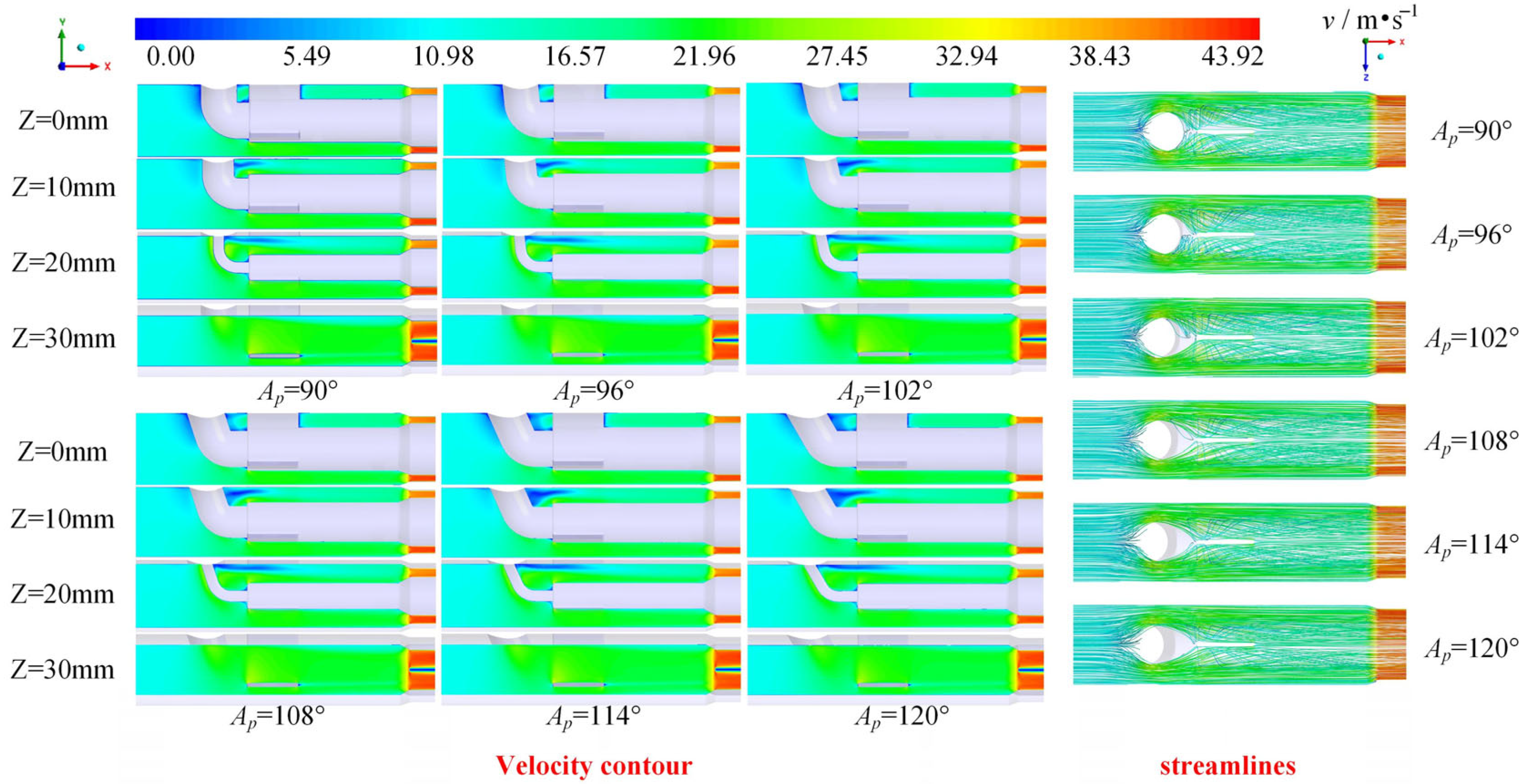
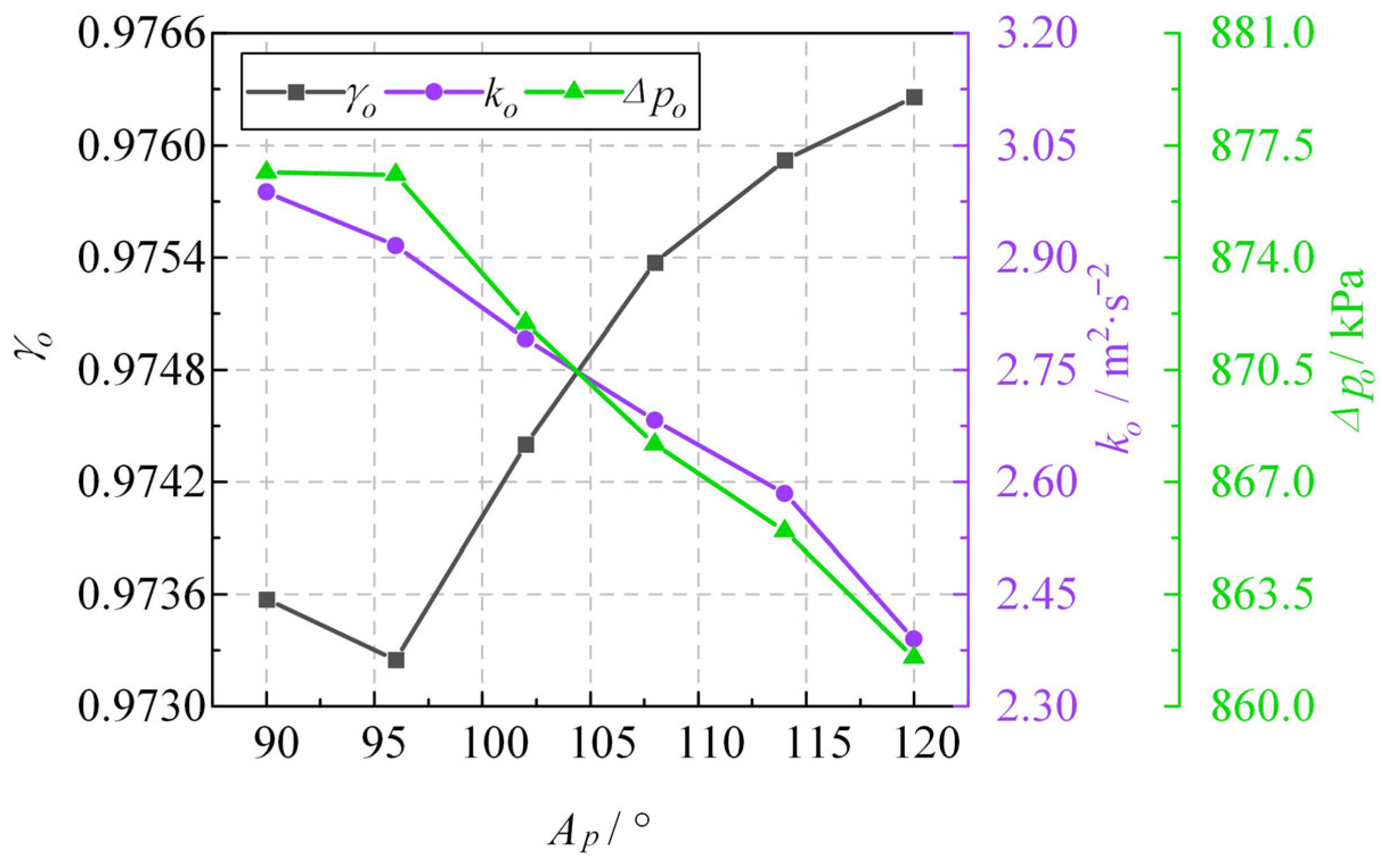
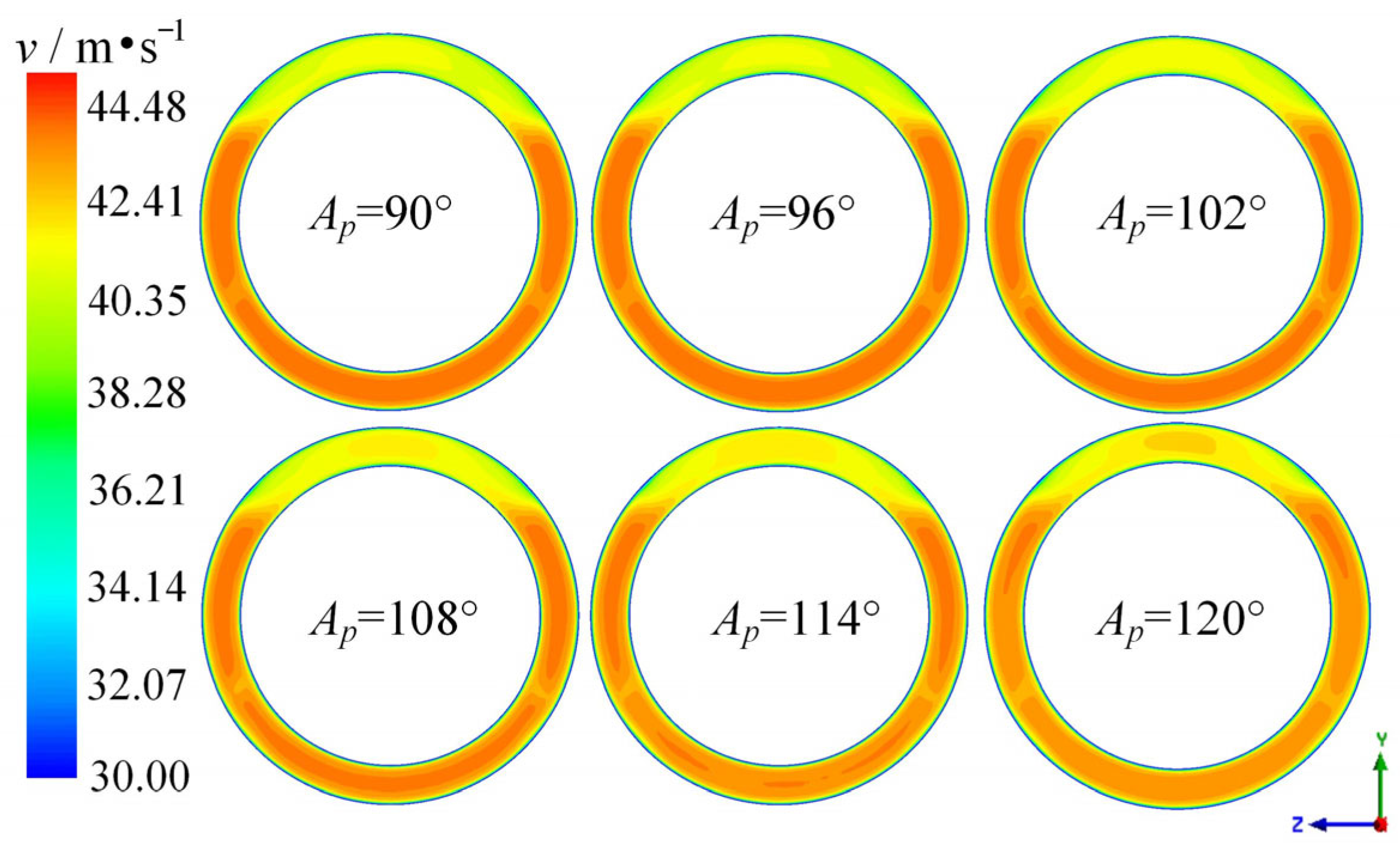
3.1. Analysis of the Influence of the Powder-Pipe Bending Angle on the TPJFM IFF
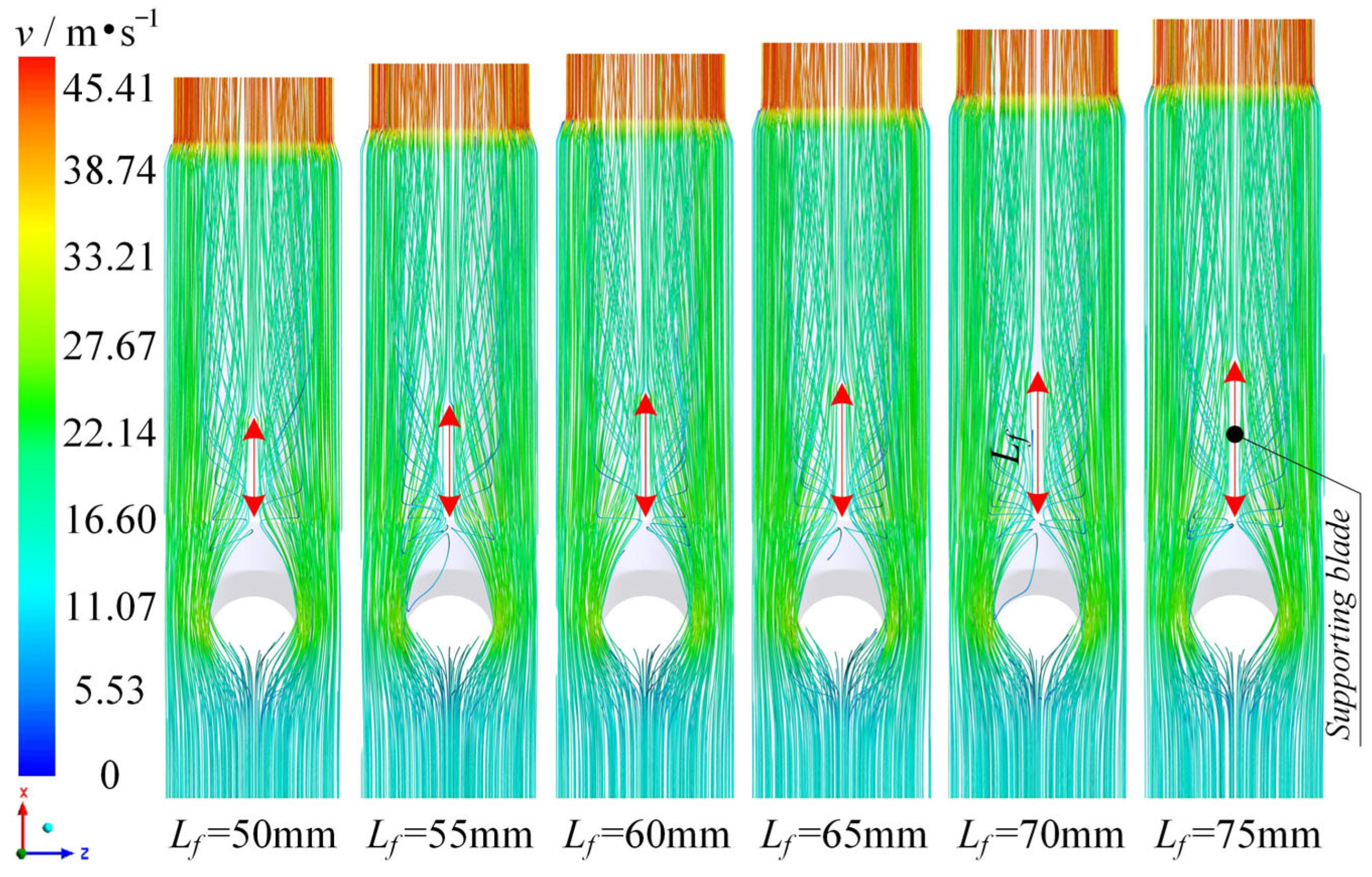
3.2. Analysis of the Influence of Supporting Blade Length on the Flow Field inside the TPJFM Head
3.3. Analysis of the Influence of the Distance between the Supporting Blade and the Bending Section of the Powder Nozzle on the Flow Field inside the TPJFM Head
4. Conclusions
- As Ap increases from 90° to 120°, the peak value of TKE in the IFF decreases significantly. The average TKE at the nozzle outlet decreases by 20%, and the PD at the inlet and outlet of the flow passage in the monitor head decreases by 1.73%. This indicates that increasing Ap within a certain range can effectively reduce energy losses. Although the uniformity index γo of the nozzle increases slightly with the increase in Ap, the velocity difference between the upper and lower parts of the IFF decreases by 83.2%, and the velocity difference between the upper and lower sides of the nozzle outlet decreases significantly. The velocity distribution uniformity of the IFF is significantly improved. Increasing the powder-pipe bending angle is beneficial for improving the stability of the nozzle jet under the premise of ensuring the processability of the TPJFM head.
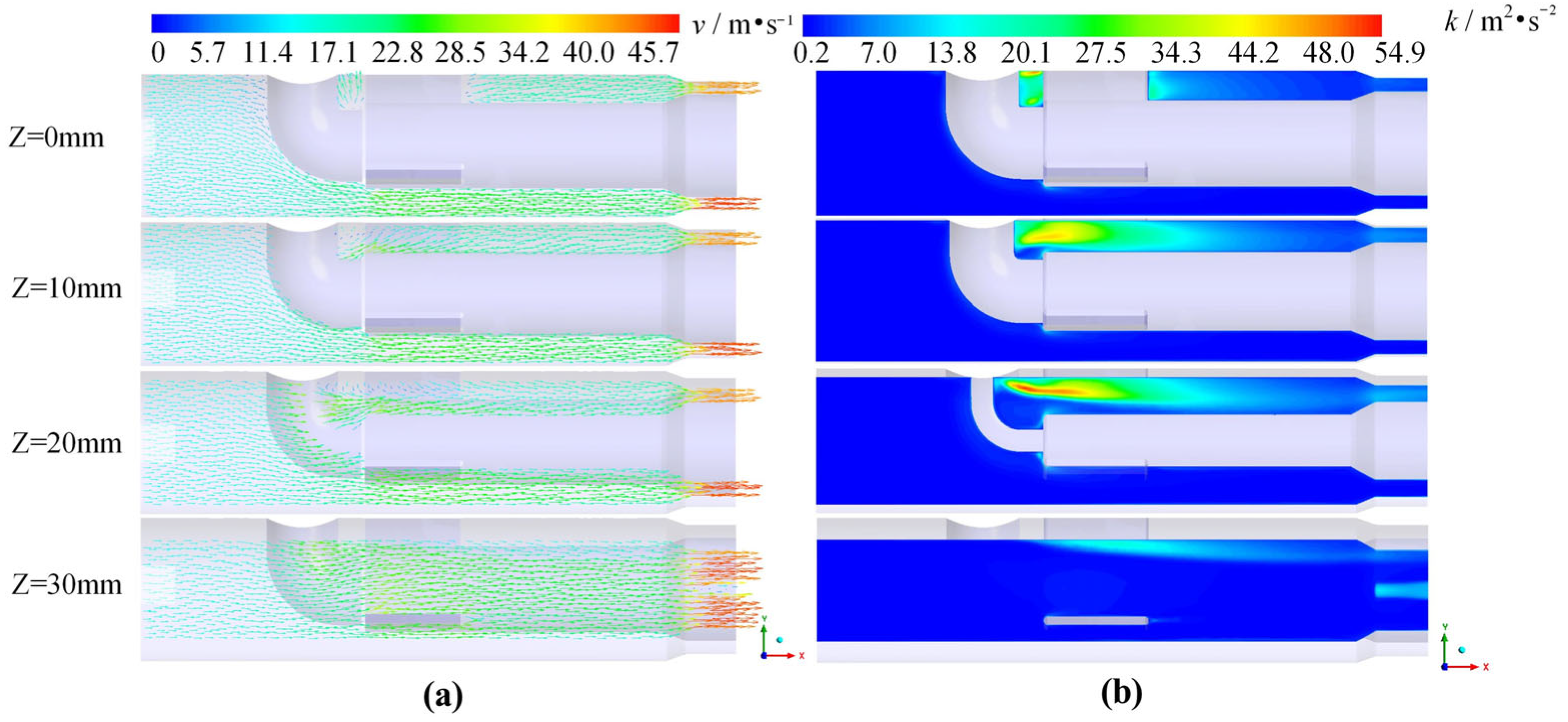
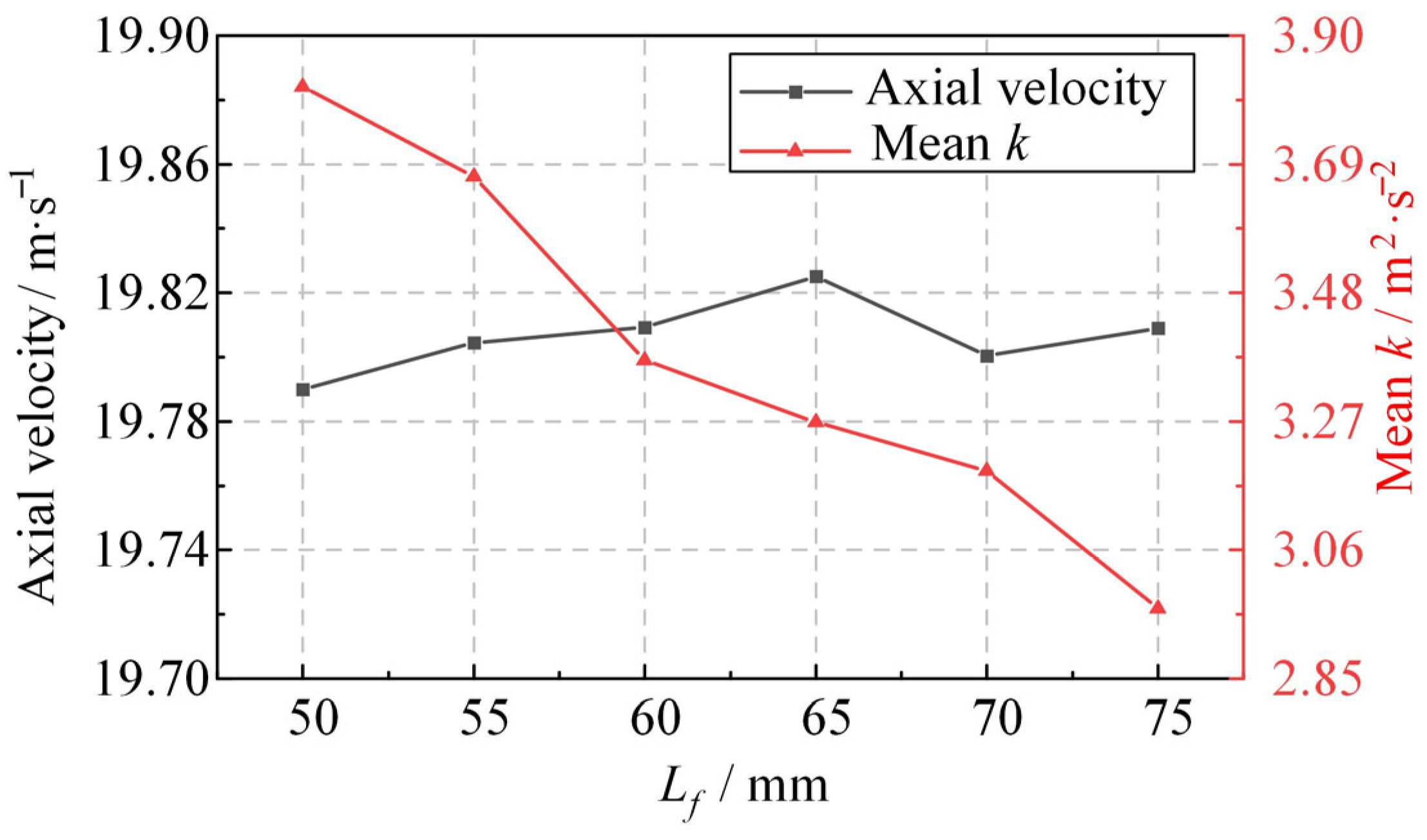
- Increasing the length of the supporting blade is beneficial for reducing the average TKE at the nozzle outlet, but has little effect on the uniformity of the velocity distribution at the nozzle outlet and the PD at the inlet and outlet of the TPJFM head. With the increase in Lf, the velocity components in the X and Y directions at the cross-section d decrease significantly, and the average TKE at this location decreases by 22.37%. The local TKE in the IFF decreases significantly. Within the limited space of the supporting blade, increasing its length can reduce local pressure loss to a certain extent.
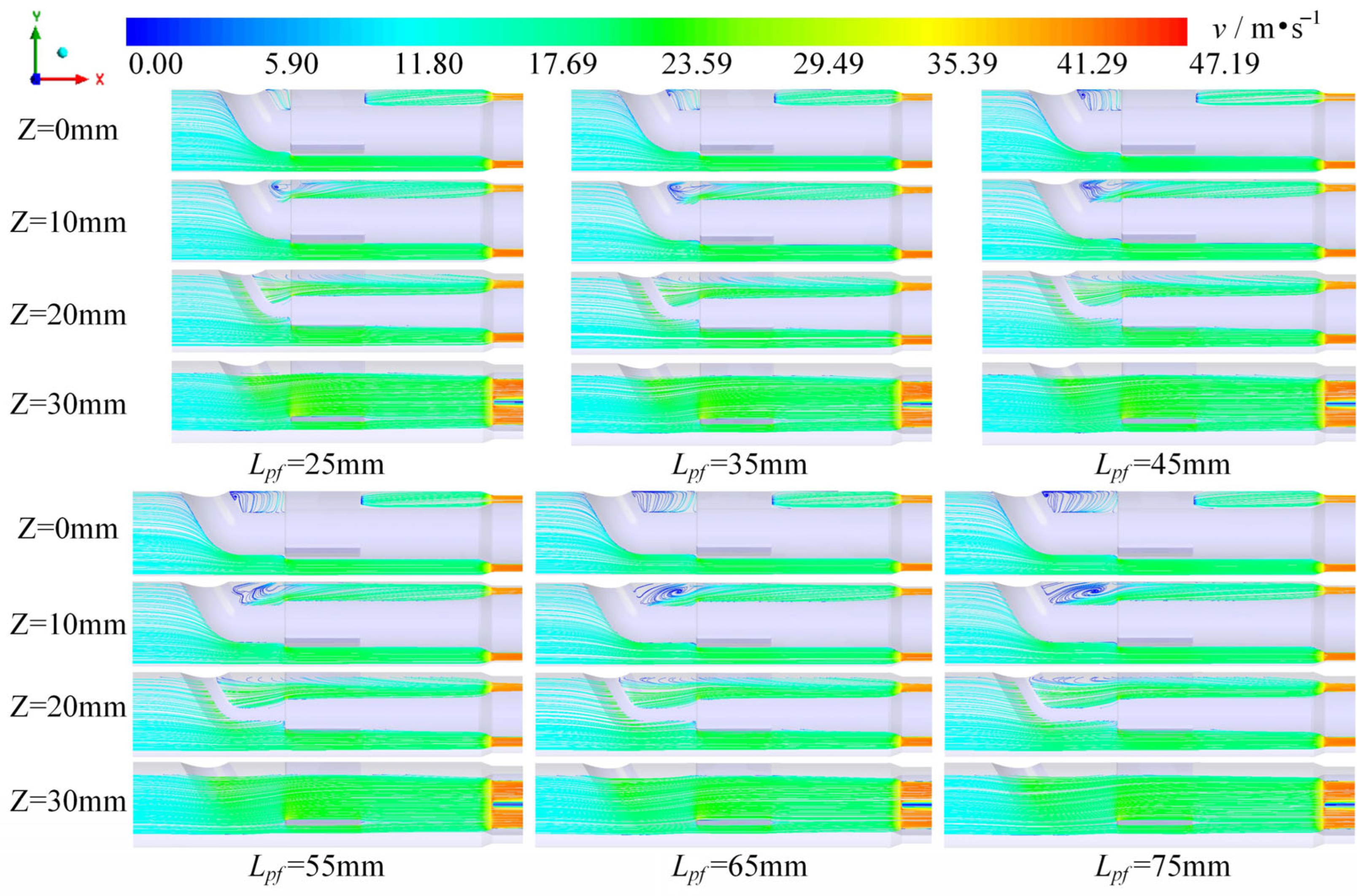
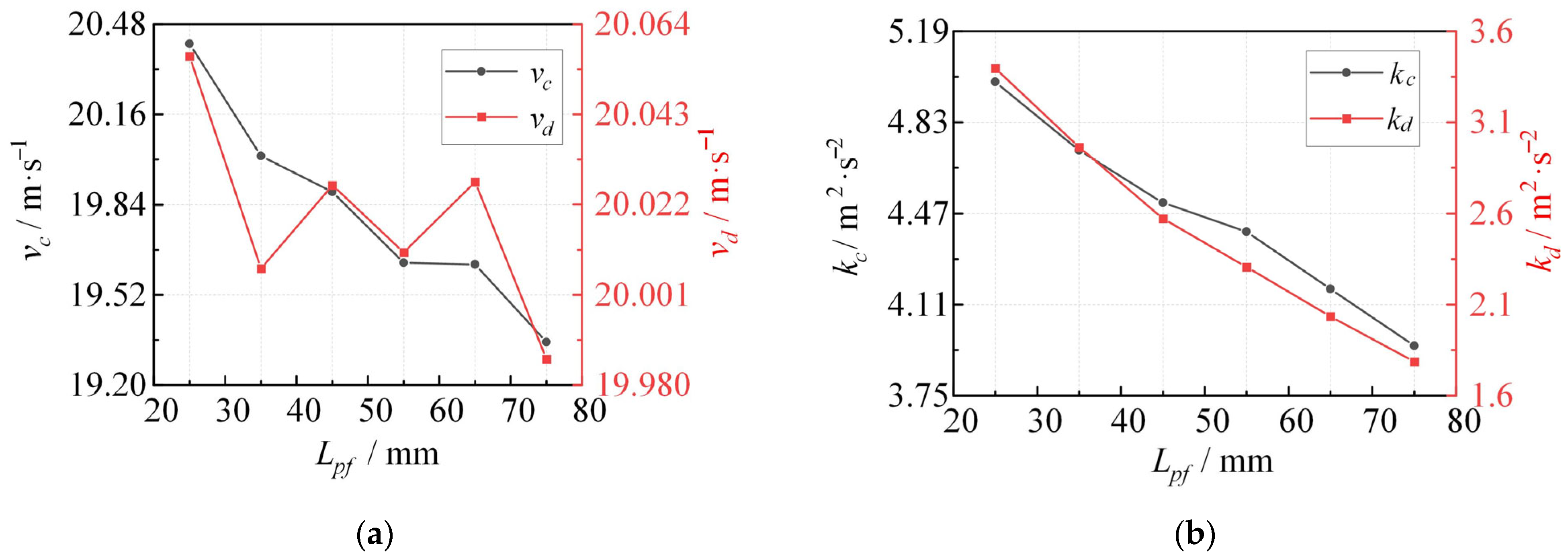
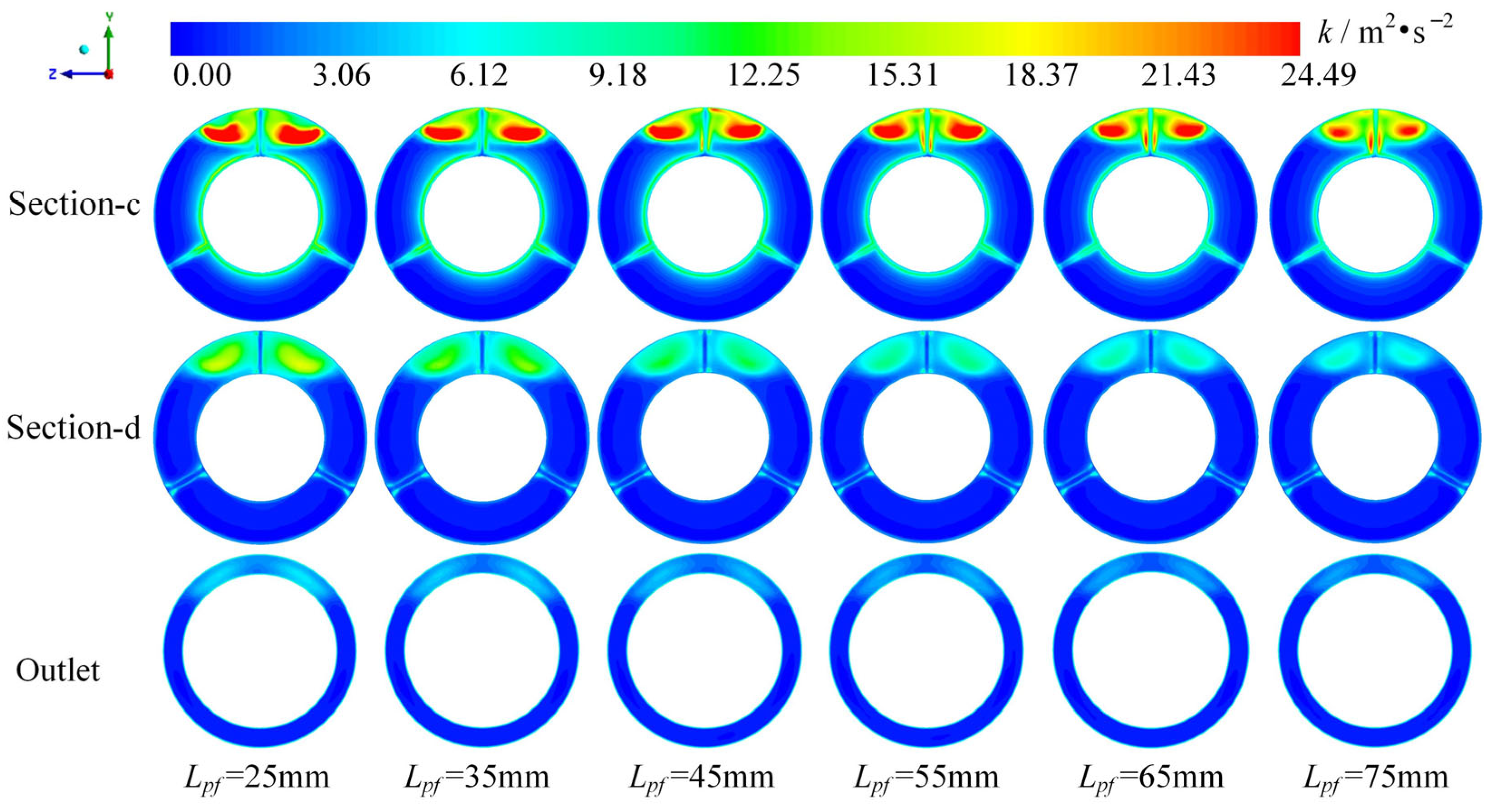
- As Lpf increases from 25 mm to 75 mm, the TKE gradually decreases. The average TKE of cross-section c and cross-section d decreases by 21% and 48%, respectively. The nozzle outlet velocity distribution uniformity index reaches its optimum when Lpf = 45 mm. The average TKE at the nozzle outlet decreases by 22%, and the PD at the inlet and outlet of the flow passage in the TPJFM head decreases by 0.9%. Comprehensive analysis shows that when Lpf = 65 mm, the nozzle outlet can obtain a higher velocity distribution uniformity and lower TKE, while keeping the PD at the inlet and outlet of the flow passage in the monitor head at a low level.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, Z.F.; Xu, Z.S.; Fan, C.G. Chuangang Predictive Analysis of Fire Frequency Based on Daily Temperatures. Nat. Hazards 2019, 97, 1175–1189. [Google Scholar] [CrossRef]
- Bispo, R.; Vieira, F.G.; Bachir, N.; Espadinha-Cruz, P.; Lopes, J.P.; Penha, A.; Marques, F.J.; Grilo, A. Spatial Modelling and Mapping of Urban Fire Occurrence in Portugal. Fire Saf. J. 2023, 138, 103802. [Google Scholar] [CrossRef]
- Su, D.; Jing, H.; Wang, Y. Simulation Study of Nozzle in Fire Engine Based on Fluent. Appl. Mech. Mater. 2013, 318, 231–234. [Google Scholar] [CrossRef]
- Song, G.; Zheng, H.; Wang, Y.; Zheng, Y.; Zhou, Y.; Yao, B. Finite Element Analysis of Nozzle Selection Based on High Pressure Water Jet Technology. IOP Conf. Ser. Earth Environ. Sci. 2019, 267, 042053. [Google Scholar] [CrossRef]
- Wen, J.; Qi, Z.; Behbahani, S.S.; Pei, X.; Iseley, T. Research on the Structures and Hydraulic Performances of the Typical Direct Jet Nozzles for Water Jet Technology. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 570. [Google Scholar] [CrossRef]
- Zhang, S.; Tao, X.; Lu, J.; Wang, X.; Zeng, Z. Structure Optimization and Numerical Simulation of Nozzle for High Pressure Water Jetting. Adv. Mater. Sci. Eng. 2015, 2015, 732054. [Google Scholar] [CrossRef]
- Hou, Y.; Yang, X.; Ren, F.; Liu, Y. Structural Analysis and Optimization of Liquid Nitrogen Fire Monitor Based on FLUENT. In Proceedings of the 2018 3rd International Conference on Electrical, Automation and Mechanical Engineering (EAME 2018), Xi’an, China, 24–25 June 2018; Atlantis Press: Xi’an, China, 2018. [Google Scholar]
- Yuan, X.; Zhu, X.; Wang, C.; Zhang, L.; Zhu, Y. Research on the Dynamic Behaviors of the Jet System of Adaptive Fire-Fighting Monitors. Processes 2019, 7, 952. [Google Scholar] [CrossRef]
- Yuan, X.; Zhu, X.; Wang, C.; Zhang, L. Research on Dynamic Modeling and Parameter Influence of Adaptive Gun Head Jet System of Fire-Fighting Monitor. IEEE Access 2020, 8, 121182–121196. [Google Scholar] [CrossRef]
- Min, D.L.; Cho, H.Y. Fire Nozzle Internal Shape Design to Reduce Anti Repulsive Force. Trans. Korean Soc. Mech. Eng. A 2021, 45, 699–707. [Google Scholar] [CrossRef]
- Zhou, J.; Li, G.R. Study and Simulation for Optimization Plan of the Liquamatic Fire Water Cannon with Self-Swinging Device. AMR 2012, 468–471, 944–948. [Google Scholar] [CrossRef]
- Hu, J.; Shu, X.M.; Xie, S.T.; Tang, S.Y.; Wu, J.J.; Deng, B.Y. Socioeconomic Determinants of Urban Fire Risk: A City-Wide Analysis of 283 Chinese Cities from 2013 to 2016. Fire Saf. J. 2019, 110, 102890. [Google Scholar] [CrossRef]
- Khan, A.; Sanaullah, K.; Konstantinovich, S.E.; Viktorovich, P.A.; Fedorovna, K.D.; Algarni, M.; Ullah, A. Experimental Investigation of Inner Nozzle Surface Modifications on the Flow Regimes in Steam/Water Flow. Arab. J. Sci. Eng. 2022, 47, 5555–5565. [Google Scholar] [CrossRef]
- Pan, Y.; Geng, Z.; Yuan, H.; Zhai, S.; Huo, F. Numerical Simulation and Flow Field Analysis of Porous Water Jet Nozzle Based on Fluent. Appl. Sci. 2024, 14, 7075. [Google Scholar] [CrossRef]
- Xiang, Q.; Xue, L.; Kim, K.-Y.; Shi, Z. Multi-Objective Optimization of a Flow Straightener in a Large Capacity Firefighting Water Cannon. J. Hydrodyn. 2019, 31, 137–144. [Google Scholar] [CrossRef]
- Yuan, D.; Shi, R.; Cong, X.; Ji, M. Performance Analysis of Guide Vane in Long-Range Fire- Fighting Water Cannon. Paiguan Jixie Gongcheng Xuebao/J. Drain. Irrig. Mach. Eng. 2017, 35, 333–339. [Google Scholar] [CrossRef]
- Seo, Y. Effect of Hydraulic Diameter of Flow Straighteners on Turbulence Intensity in Square Wind Tunnel. HVAC&R Res. 2013, 19, 141–147. [Google Scholar] [CrossRef]
- Yin, Z.; Gu, Y.; Fan, T.; Li, Z.; Wang, W.; Wu, D.; Mou, J.; Zheng, S. Effect of the Inclined Part Length of an Inclined Blade on the Cavitation Characteristics of Vortex Pumps. Machines 2023, 11, 21. [Google Scholar] [CrossRef]
- Hirt, C.W.; Nichols, B.D. Volume of Fluid (VOF) Method for the Dynamics of Free Boundaries. J. Comput. Phys. 1981, 39, 201–225. [Google Scholar] [CrossRef]
- Yu, Y.; Shademan, M.; Barron, R.M.; Balachandar, R. CFD Study of Effects of Geometry Variations on Flow in a Nozzle. Eng. Appl. Comput. Fluid Mech. 2012, 6, 412–425. [Google Scholar] [CrossRef]
- Zou, X.; Fu, L.; Wu, L.; Zuo, W. Research on Multiphase Flow and Nozzle Wear in a High-Pressure Abrasive Water Jet Cutting Head. Machines 2023, 11, 614. [Google Scholar] [CrossRef]
- Jia, C.D. Structural Design and Performance Study of the Three-Phase Jet Fire Monitor. Master’s Thesis, China University of Mining and Technology, Beijing, China, 2019. [Google Scholar]
- Zhang, X.; Jiao, L.; Ge, H. Multi-Objective Optimization of Three-Phase Jet Fire Monitor Nozzle Based on Kriging and NSGA-II. IEEE Access 2024, 12, 51115–51129. [Google Scholar] [CrossRef]
- Zhang, X.; Ge, H.E.; Liu, Z.; Liu, Y.Q. Analysis of Flow Straightener on the Internal Flow Field of Three-Phase Jet Fire Monitors. Int. J. Simul. Model. 2024, 23, 101–112. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbol | Structure Name | Size |
|---|---|---|
| Ap | Powder-pipe bending angle | 90° |
| Ac | Nozzle contraction angle | 20° |
| Lf | Supporting blade length | 60 mm |
| Lpf | Distance between the supporting blade and the bending section of the powder nozzle | 35 mm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ge, H.; Zhang, L.; Zhang, X.; Jiao, L. Analysis of Flow Field Characteristics in the Three-Phase Jet Fire Monitor Head. Appl. Sci. 2024, 14, 8300. https://doi.org/10.3390/app14188300
Ge H, Zhang L, Zhang X, Jiao L. Analysis of Flow Field Characteristics in the Three-Phase Jet Fire Monitor Head. Applied Sciences. 2024; 14(18):8300. https://doi.org/10.3390/app14188300
Chicago/Turabian StyleGe, Hongen, Liye Zhang, Xin Zhang, and Longfei Jiao. 2024. "Analysis of Flow Field Characteristics in the Three-Phase Jet Fire Monitor Head" Applied Sciences 14, no. 18: 8300. https://doi.org/10.3390/app14188300