
Roles of Modeling and Artificial Intelligence in LPBF Metal Print Defect Detection: Critical Review



Abstract
1. Introduction
2. Types of Common LPBF Part Defects
2.1. Geometrical/Dimensional Defects
2.2. Surface Quality Defects
2.3. Microstructure Defects
2.4. Mechanical Defects

3. Advances in Numerical Modeling Techniques for LPBF Defect Detection
3.1. Melt Pool Defect Modeling
3.1.1. Thermo-Mechanical Simulations of LPBF Defects Using FEM

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder Material | Defect(s) Observed | Laser Energy Rate (W), Velocity (mm/s), and Diameter (mm) | Code(s) |
|---|---|---|---|
| SS316L [26,27,28,29,30,31] | Thermal distortions, large residual stresses, non-homogenous permanent strains, gas bubbles, melt elongation, depression collapse, material spatter, open pores, overhanging, depression collapse, keyhole pores, LOF, track discontinuity (unstable melt pool) | 45–275, 120–1500, 50–150 | ANSYS, ALE3D, Deal-II |
| Ti6Al4V [32,33,34,35,36,37,38,39,41,42,54] | Large residual stresses, sharper thermal gradients, large recoil pressure, LOF pores, gas pores, keyhole pores, capillary digging, hot spot formation, balling, incompletely melted powder, spatter formation, surface roughness, decreased density, entrapped gas pores | 40–400, 200–4500, 50–250 | MSC Marc, ABAQUS, COMSOL, ANSYS, COMET, AdhoC++, In-house FEM |
| 718 [35,46] | Large residual stresses, large recoil pressure, LOF, keyholes, capillary digging | 250–370, 1000–1300, 84–100 | Netfabb, In-house FEM |
| IN625 [44,45,46] | Increased porosity, large residual stresses, undesired columnar grain growth direction | 50–370, 130–1300, | MATLAB, Netfabb |
| IN718 [47,48,49] | Keyhole formation, thermal distortion, warping, melt pool distortion, large residual stresses | 70–280, 500–11,000, 50–110 | ABAQUS, Deal.II, ANSYS |
| IN738 [50] | Denudation, depressions, spatters, keyhole pores, spheroidization | 180–360, 685–1100, 100 | JMatPro |
| Hastelloy X [51] | Undesired temperature gradients | 150–250, 800–1300, 100 | COMSOL |
| AlSi10Mg [52] | Large melt pool hydrodynamics | 70–10, 20–10,000 | COMSOL |
| SS17-4PH [53] | Melt pool instabilities, denudation | 170–220, 600–1300, 100 | LPBFSim, COMSOL |
| AlSi10Mg [50] | Large residual stresses | 253–370, 1000–1300, Not listed | Netfabb |
3.1.2. Thermo-Mechanical Simulations of LPBF Defects Using FVM
| Powder Material | Defect(s) Observed | Laser Energy Rate (W), Velocity (mm/s), and Diameter (mm) | Code(s) |
|---|---|---|---|
| SS316L [55,56,57] | Gas bubbles, balling, interlayer porosities, surface roughness, melt pool depression, interlayer overlap, spatter ejection | 50–400, 400–6000, 54–100 | OpenFOAM, FLOW3D, ANSYS Fluent |
| AlSi10Mg [56,64] | Spatter ejection, large laser penetration depth, high surface tension | 150–200, 100–1000, 70 | ANSYS Fluent |
| Ti6Al4V [58,60,61,62,63,77,78] | Intertrack voids, gas bubbles, LOF, deep keyhole, depressions, absorptivity fluctuation, recoil pressure-induced vapor depression instabilities, melt pool instabilities, surface roughness, pinched-off voids, high surface roughness, vapor recoil/shear, near-spherical pores, irregular pores, large residual stresses | 60–360, 300–3000, 60–240 | OpenFOAM, FLOW3D, FLOW3D WELD, ANSYS Fluent |
| TiC [64,73] | Large laser penetration depth, surface tension, individual droplets, incomplete spreading, keyhole pores, solidification front, protrusions in depression zones | 150–416, 100–400, 70–90 | ANSYS Fluent, FLOW3D |
| Al6061 [73] | Keyhole pores, solidification front, protrusions in depression zone | 416, 200, 90 | FLOW3D |
| AlSi10Mg [65,66] | Pore formation, gas bubbles, high surface roughness, lack of bonding, gas bubbles, gas pores | 60–340, 1000–1300, 150 | ANSYS Fluent |
| IN718 [67,68,69] | Keyhole, melt pool depressions, gaps | 175–315, 800–960, 50–100 | FLOW-3D, ANSYS Fluent |
| Cu10Sn [68] | Gas porosities, intertrack fusion | 175, 800, 80 | ANSYS Fluent |
| 17-4 PH SS [70] | Overhang regions, adhesion of powder clusters, warp deformation, dross formation | 70–130, 700–1300, 70 | FLOW-3D/FLOW-Weld |
| Invar36, Cu10Sn, Invar36/Cu10Sn [71] | Irregularly shaped powder beads, partially melted powder, unmelted powder, pores, keyhole, balling | 125–250, 150, 80 | ANSYS Fluent |
| AISI H13 Steel [72] | Keyhole formation | 120–250, 1000–1500, 52 | FLOW-3D/FLO-Weld |
| Tantalum [74] | Pore-induced microcracks, interconnected micropores, solidification microcracks and micropores, microconcaves, microgrooves, unsteady keyhole motion | 100–250, 100–500, 85–128 | TATM-MEX |
| GH4169 [75] | Balling, spherical pores, ellipsoidal pores | 130–175, 1500, 54 | OpenFOAM |
| Cu-7Sn [76] | Balling | 50–200, -, - | OpenFOAM |
3.1.3. Thermo-Mechanical Simulations of LPBF Defects Using Analytical Modeling
3.2. Numerical Simulation Efforts of LPBF Defects
3.2.1. Mechanical Simulations of Reconstructed CT-Scanned LPBF Defects Using FEM
| Powder Material | Defect(s) Observed | Model Generation | Code(s) |
|---|---|---|---|
| IN625 [94] | Microporosity, variation in cross-sectional geometry along the strut length, waviness (deviation of strut’s axis across its length) | XCT | Not listed |
| Co28Cr6Mo [97] | LOF | XCT | ANSYS |
| AlSi12 [86] | Gas pores, technical fatigue cracks, critical cracks | XCT | ABAQUS |
| AlSi7Mg [89] | Crack nucleation and propagation, internal porosity, strut cracks | XCT | ABAQUS |
| Ti6Al4V [88,91,92,95,98] | Variable cross-section (CS), strut waviness, irregular protrusions, CS eccentricity, missing and interrupted struts, uneven distribution of material in proximity of junction, sharp edges created from overhanging regions, excess material, geometrical imperfections, under-sizing/oversizing, diameter variation, CS shifts, voids | XCT | ANSYS, ABAQUS |
| SS316L [96,99,100] | Increased porosity, voids, inclusions, varying shell thickness, holes, surface waviness, roughness, large internal pores, incomplete melting | XCT | ANSYS, ABAQUS |
| AlSi10Mg [87,90,93] | Microcavities, surface roughness, geometrical irregularities, surface roughness, void defects, LOF, large voids caused by unstable melt pools | XCT | ABAQUS |
3.2.2. Mechanical Simulations of Statistically Driven LPBF Defects Using FEM

| Powder Material | Defect(s) Observed | Model Generation | Code(s) |
|---|---|---|---|
| IN625 [105] | Surface roughness, external geometry discrepancy | XCT | Not listed |
| Ti6Al4V [104,106] | Internal pores, irregular geometries, surface deviations, decreased density, non-uniform strut thickness, center deviation of the ideal strut axis | XCT | MATLAB, ANSYS |
| SS316L [107] | Pores and cracks | XCT | ABAQUS |
| AlSi10Mg [101,102,103,108] | Geometrical imperfections, varying strut diameter, internal cavities, strut mismatch among hybrid or graded cells, irregular cross-section, strut porosities, strut thickness variation, strut waviness | XCT | ABAQUS |
3.2.3. Mechanical Simulations of LPBF-Embedded Defects Using FEM
4. Integration of Artificial Intelligence in LPBF Defect Sensing
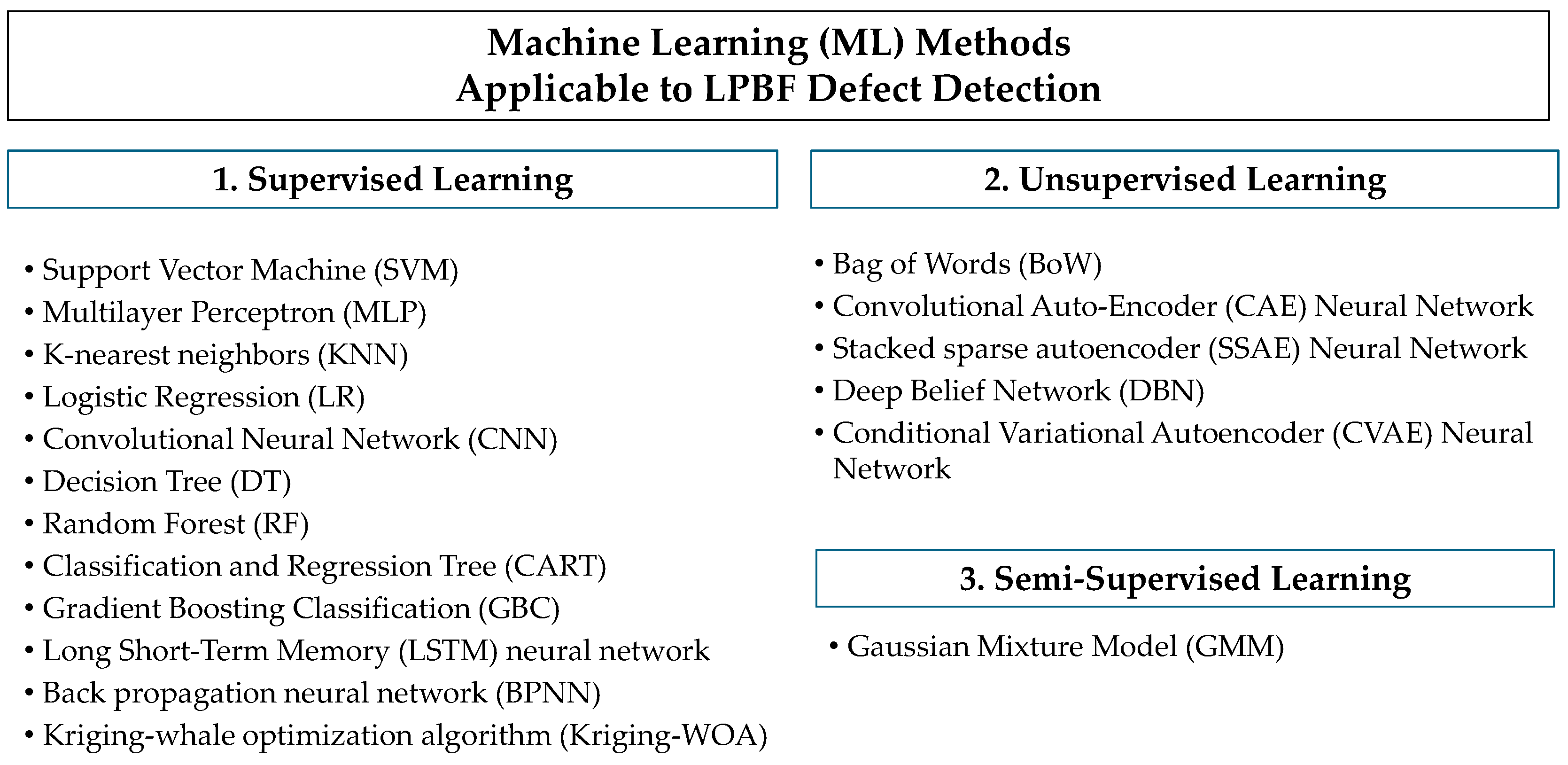
4.1. Summary of Applicable ML Methods
4.1.1. Supervised Learning (SL)
4.1.2. Unsupervised Learning (UL)
4.1.3. Semi-Supervised Learning (SSL)
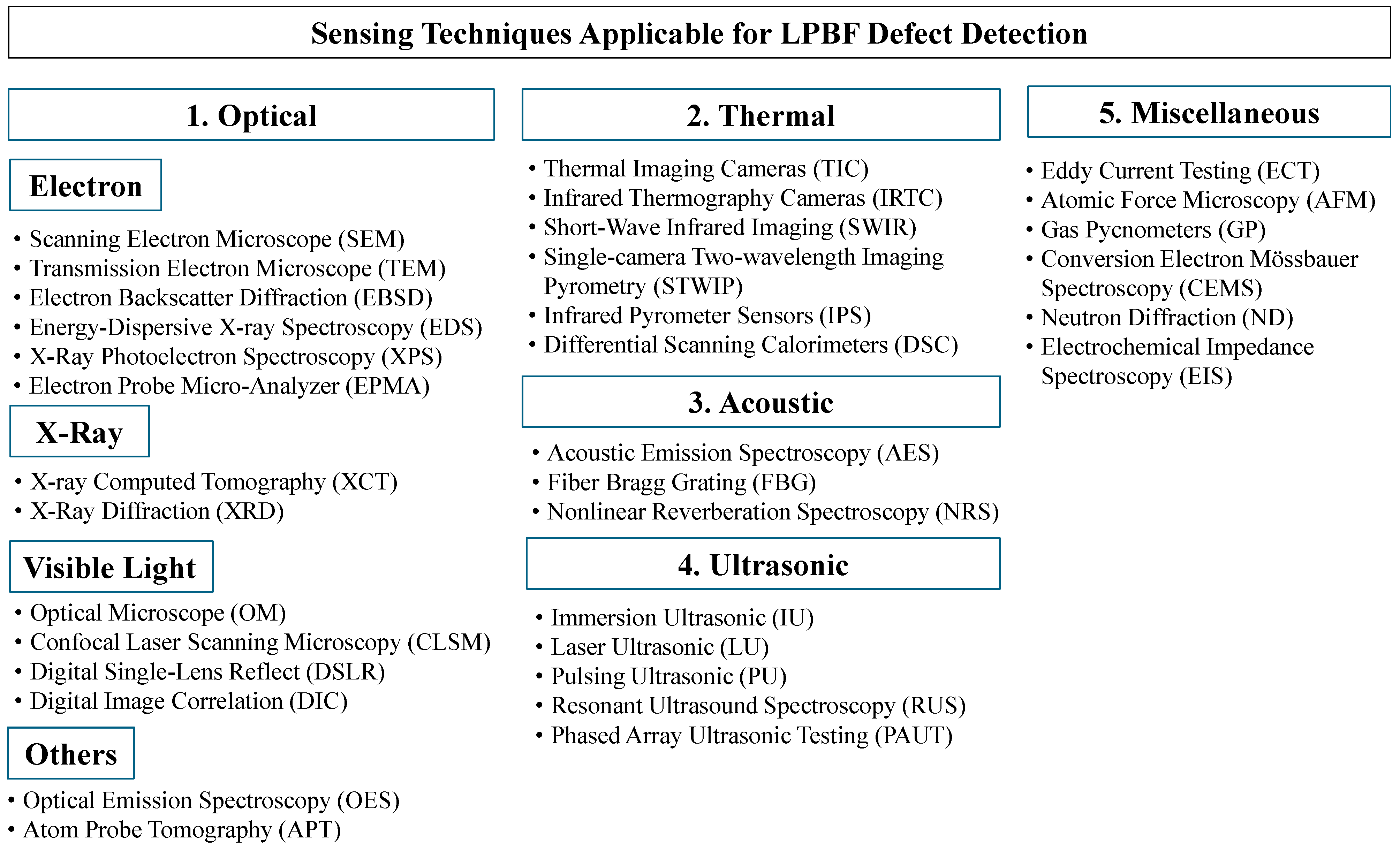
4.2. Summary of Applicable Sensing Techniques for Detecting LPBF Defects
4.2.1. Recommendations for Optical-Based Sensing Technologies
4.2.2. Recommendations for Thermal-Based Sensing Technologies
4.2.3. Recommendations for Acoustic and Ultrasonic-Based Sensing Technologies
4.3. Integrated ML Techniques and Optical Sensors
4.4. Integrated ML Techniques and Thermal Sensors
4.5. Integrated ML Techniques and Acoustic/Ultrasonic Sensors
| Material | Sensor Type | ML Technique(s) | Defects Observed |
|---|---|---|---|
| CL 20ES Stainless Steel [161] | Fiber Bragg grating (FBG) sensor | SCNN, | Tubular voids, gas porosity, LOF, insufficient bonding |
| SS304L [159,201] | Acoustic emission sensor, PCB microphone | DBN, MLP, SVM, DBN, CNN, SVM | Balling, overheating, underheating |
| IN718 [200] | Airborne resonant acoustic emissions sensor | CNN | Balling, LOF pores, keyhole pores, delamination, crack propagation |
| Ti6Al4V [204] | Layerwise electro-optical imagery, acoustic microphone, multi-spectral emissions, scan vectors | CNN | Keyholing, under-melting, balling |
| Al92Mn6Ce2 [202] | Acoustic emission sensor | LR, SVM, RF, GPC | Gas pores, low fusion, cracks |
| SS316L [203] | Ultrasound microphone | CNN | LOF pores, keyhole pores |
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Cai, C.; Zhou, K. Chapter 7—Metal additive manufacturing. In Digital Manufacturing: The Industrialization of Art to Part 3D Additive Printing; Elsevier: Amsterdam, The Netherlands, 2022; pp. 247–298. [Google Scholar] [CrossRef]
- Guillen, D.; Wahlquist, S.; Ali, A. Critical Review of LPBF Metal Print Defects Detection: Roles of Selective Sensing Technology. Appl. Sci. 2024, 14, 6718. [Google Scholar] [CrossRef]
- Malekipour, E.; El-Mounayri, H. Common defects and contributing parameters in powder bed fusion AM process and their classification for online monitoring and control: A review. Int. J. Adv. Manuf. Technol. 2018, 95, 527–550. [Google Scholar] [CrossRef]
- Qiu, C.; Panwisawas, C.; Ward, M.; Basoalto, H.C.; Brooks, J.W.; Attallah, M.M. On the role of melt flow into the surface structure and porosity development during selective laser melting. Acta Mater. 2015, 96, 72–79. [Google Scholar] [CrossRef]
- Shen, Y.F.; Gu, D.; Pan, Y.F. Balling Process in Selective Laser Sintering 316 Stainless Steel Powder. Key Eng. Mater. 2006, 316, 315–316. [Google Scholar] [CrossRef]
- Simonelli, M.; Tuck, C.; Aboulkhair, N.T.; Maskery, I.; Ashcroft, I.; Wildman, R.D.; Hague, R. A study on the laser spatter and the oxidation reactions during selective laser melting of 316l stainless steel, Al-Si10-Mg, and Ti-6Al-4V. Metall. Mater. Trans. 2015, 46, 3842–3851. [Google Scholar] [CrossRef]
- Felix, S.; Majumder, S.R.; Mathews, H.K.; Lexa, M.; Lipsa, G.; Ping, X.; Roychowdhury, S.; Spears, T. In situ process quality monitoring and defect detection for direct metal laser melting. Sci. Rep. 2022, 12, 8503. [Google Scholar] [CrossRef]
- Chowdhury, S.; Yadiah, N.; Prakash, C.; Ramakrishna, S.; Dixit, S.; Gupta, L.R.; Buddhi, D. Laser powder bed fusion: A state-of-the-art review of the technology, materials, properties & defects, and numerical modeling. J. Mater. Res. Technol. 2022, 20, 2109–2172. [Google Scholar] [CrossRef]
- Gusarov, A.; Yadroitsev, I.; Bertrand, P.; Smurov, I. Model of radiation and heat transfer in laser-powder interaction zone at selective laser melting. J. Heat Transf. 2009, 131, 072101. [Google Scholar] [CrossRef]
- Matthews, M.J.; Guss, G.; Khairallah, S.A.; Rubenchik, A.M.; Depond, P.J.; King, W.E. Denudation of metal powder layers in laser powder bed fusion. Acta Mater. 2016, 114, 33–42. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Bertrand, P.; Smurov, I. Parametric analysis of the selective laser melting process. Appl. Surf. Sci. 2007, 253, 8064–8069. [Google Scholar] [CrossRef]
- Cao, X.; Jahazi, M.; Immarigeon, J.; Wallace, W. A review of laser welding techniques for magnesium alloys. J. Mater. Process. Technol. 2006, 171, 188–204. [Google Scholar] [CrossRef]
- Rombout, M.; Kruth, J.P.; Froyen, L.; Mercelis, P. Fundamentals of Selective laser melting of alloyed steel powders. CIRP Ann. 2006, 55, 187–192. [Google Scholar] [CrossRef]
- Eliasu, A.; Czekanski, A.; Boakye-Yiadom, S. Effect of laser powder bed fusion parameters on the microstructural evolution and hardness of 316L stainless steel. Int. J. Adv. Manuf. Technol. 2021, 113, 2651–2669. [Google Scholar] [CrossRef]
- Heiden, M.J.; Deibler, L.A.; Rodelas, J.M.; Koepke, J.R.; Tung, D.J.; Saiz, D.J.; Jared, B.H. Evolution of 316L stainless steel feedstock due to laser powder bed fusion process. Addit. Manuf. 2019, 25, 84–103. [Google Scholar] [CrossRef]
- Gordon, J.V.; Narra, S.P.; Cunningham, R.W.; Liu, H.; Chen, H.; Suter, R.M.; Beuth, J.L.; Rollett, A.D. Defect structure process maps for laser powder bed fusion additive manufacturing. Addit. Manuf. 2020, 36, 101552. [Google Scholar] [CrossRef]
- Liu, Y.J.; Li, S.J.; Wang, H.L.; Hou, W.T.; Hao, Y.L.; Yang, R. Microstructure, defects and mechanical behavior of beta-type titanium porous structures manufactured by electron beam melting and selective laser melting. Acta Mater. 2016, 113, 56–67. [Google Scholar] [CrossRef]
- Simson, T.; Emmel, A.; Dwars, A.; Böhm, J. Residual stress measurements on AISI 316L samples manufactured by selective laser melting. Addit. Manuf. 2017, 17, 183–189. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, K.; Huang, J.; Hosseini, S.R.E.; Li, Z. Characterization of heat affected zone liquation cracking in laser additive manufacturing of Inconel 718. Mater. Des. 2016, 90, 586–594. [Google Scholar] [CrossRef]
- Marchese, G.; Basile, G.; Bassini, E.; Aversa, A.; Lombardi, M.; Ugues, D.; Fino, P.; Biamino, S. Study of the microstructure and cracking mechanisms of Hastelloy X produced by LPBF. Materials 2018, 11, 106. [Google Scholar] [CrossRef]
- Narasimharaju, S.R.; Zeng, W.; See, T.L.; Zhu, Z.; Scott, P.; Jiang, X.; Lou, S. A comprehensive review on laser powder bed fusion of steels: Processing, microstructure, defects and control methods, mechanical properties, current challenges, and future trends. J. Manuf. Process. 2022, 75, 375–414. [Google Scholar] [CrossRef]
- Brennan, M.C.; Keist, J.S.; Palmer, T.A. Defects in Metal Additive Manufacturing Processes. J. Mater. Eng. Perform. 2021, 30, 4808–4818. [Google Scholar] [CrossRef]
- Kempen, K.; Thijs, L.; Vrancken, B.; Buls, S.; Humbeeck, J.V.; Kruth, J.-P. Producing crack-free, high-density M2 HSS parts by selective laser melting: Pre-heating the baseplate. In Proceedings of the 2013 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 12–14 August 2013. [Google Scholar]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components–Process, structure, and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Hussein, A.; Hao, L.; Yan, C.; Everson, R. Finite Element Simulation of the Temperature and Stress Fields in Single Layers Built Without-support in Selective Laser Melting. Mater. Des. 2013, 52, 638–647. [Google Scholar] [CrossRef]
- Khairallah, S.; Anderson, A.; Rubenchik, A.; King, W. Laser powder-bed fusion additive manufacturing: Physics of complex melt flow and formation mechanisms of pores, spatter, and denudation zones. Acta Mater. 2016, 108, 36–45. [Google Scholar] [CrossRef]
- Luo, Z.; Zhao, Y. Numerical Simulation of part-level temperature fields during selective laser melting of stainless steel 316L. Int. J. Adv. Manuf. Technol. 2019, 104, 1615–1635. [Google Scholar] [CrossRef]
- Martin, A.A.; Calta, N.P.; Khairallah, S.A.; Wang, J.; Depond, P.J.; Fong, A.Y.; Thampy, V.; Guss, G.M.; Kiss, A.M.; Stone, K.H.; et al. Dynamics of pore formation during laser powder bed fusion additive manufacturing. Nat. Commun. 2019, 10, 1987. [Google Scholar] [CrossRef]
- Khan, K.; Mohr, G.; Hilgenberg, K.; De, A. Probing a novel heat source model and adaptive remeshing technique to simulate laser powder bed fusion with experimental validation. Comp. Mater. Sci. 2020, 181, 109752. [Google Scholar] [CrossRef]
- Forien, J.-B.; Guss, G.; Khairallah, S.; Smith, W.; DePond, P.; Matthews, M.; Calta, N. Detecting missing struts in metallic micro-lattices using high speed melt pool thermal monitoring. Addit. Manuf. Lett. 2023, 4, 100112. [Google Scholar] [CrossRef]
- Parry, L.; Ashcroft, I.A.; Wildman, R.D. Understanding the effect of laser scan strategy on residual stress in selective laser melting through thermo-mechanical simulation. Addit. Manuf. 2016, 12, 1–15. [Google Scholar] [CrossRef]
- Vastola, G.; Zhang, G.; Pei, Q.X.; Zhang, Y.-W. Modeling the Microstructure Evolution During Additive Manufacturing of Ti6Al4V: A Comparison Between Electron Beam Melting and Selective Laser Melting. JOM 2016, 68, 1370–1375. [Google Scholar] [CrossRef]
- Chiumenti, M.; Neiva, E.; Salsi, E.; Cervera, M.; Badia, S.; Moya, J.; Chen, Z.; Lee, C.; Davies, C. Numerical modeling and experimental validation in Selective Laser Melting. Addit. Manuf. 2017, 18, 171–185. [Google Scholar] [CrossRef]
- Queva, A.; Guillemot, G.; Moriconi, C.; Metton, C.; Bellet, M. Numerical study of the impact of vaporization on melt pool dynamics in laser powder bed fusion-application to IN718 and Ti–6Al–4V. Addit. Manuf. 2020, 35, 101249. [Google Scholar] [CrossRef]
- Mayi, Y.; Dal, M.; Peyre, P.; Bellet, M.; Metton, C.; Moriconi, C.; Fabbro, R. Transient dynamics and stability of keyhole at threshold in laser powder bed fusion regime investigated by finite element modeling. J. Laser Appl. 2021, 33, 012024. [Google Scholar] [CrossRef]
- Dugast, F.; Apostolou, P.; Fernandez, A.; Dong, W.; Chen, Q.; Strayer, S.; Wicker, R.; To, A.C. Part-scale thermal process modeling for laser powder bed fusion with matrix-free method and GPU computing. Addit. Manuf. 2021, 37, 101732. [Google Scholar] [CrossRef]
- Carraturo, M.; Kollmannsberger, S.; Reali, A.; Auricchio, F.; Rank, E. An immersed boundary approach for residual stress evaluation in selective laser melting processes. Addit. Manuf. 2021, 46, 102077. [Google Scholar] [CrossRef]
- Jin, P.; Tang, Q.; Song, J.; Feng, Q.; Guo, F.; Fan, X.; Jin, M.; Wang, F. Numerical investigation of the mechanism of interfacial dynamics of the melt pool and defects during laser powder bed fusion. Opt. Laser Technol. 2021, 143, 107289. [Google Scholar] [CrossRef]
- Promoppatum, P.; Srinivasan, R.; Quek, S.S.; Msolli, S.; Shukla, S.; Johan, N.S.; Veen, S.v.d.; Jhon, M.H. Quantification and prediction of lack-of-fusion porosity in the high porosity regime during laser powder bed fusion of Ti-6Al-4V. J. Mater. Process. Technol. 2022, 300, 117426. [Google Scholar] [CrossRef]
- Mishra, A.K.; Kumar, A. Govind Development and validation of a material evaporation assisted thermal model for time-efficient calculation of thermal and solidification parameters during laser powder bed fusion process for Ti6Al4V. Addit. Manuf. 2023, 66, 103453. [Google Scholar] [CrossRef]
- Promoppatum, P.; Chayasombat, B.; Soe, A.; Sombatmai, A.; Sato, Y.; Suga, T.; Tsukamoto, M. In-situ modification of thermal, microstructural, and mechanical responses by altering scan lengths in laser powder bed fusion additive manufacturing of Ti-6Al-4V. Opt. Laser Technol. 2023, 164, 109525. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, C.; Qi, Y.; Zhu, H. Residual stress reduction and surface quality improvement of dual-laser powder bed fusion. Addit. Manuf. 2022, 71, 103565. [Google Scholar] [CrossRef]
- Criales, L.; Arısoy, Y.; Özel, T. Sensitivity analysis of material and process parameters in finite element modeling of selective laser melting of Inconel 625. Int. J. Adv. Manuf. Technol. 2016, 86, 2653–2666. [Google Scholar] [CrossRef]
- Özel, T.; Arısoy, Y.; Criales, L. Computational Simulation of Thermal and Spattering Phenomena and Microstructure in Selective Laser Melting of Inconel 625. Phys. Procedia 2016, 83, 1435–1443. [Google Scholar] [CrossRef]
- Gouge, M.; Denlinger, E.; Irwin, J.; Li, C.; Michaleris, P. Experimental validation of thermo-mechanical part-scale modeling for laser powder bed fusion processes. Addit. Manuf. 2019, 29, 100771. [Google Scholar] [CrossRef]
- Kim, J.; Lee, S.; Hong, J.-K.; Kang, N.; Choi, Y. Calibration of laser penetration depth and absorptivity in finite element method-based modeling of powder bed fusion melt pools. Metals Mater. Int. 2020, 26, 891–902. [Google Scholar] [CrossRef]
- Luo, Z.; Zhao, Y. Efficient thermal finite element modeling of selective laser melting of Inconel 718. Comp. Mech. 2020, 65, 763–787. [Google Scholar] [CrossRef]
- Shrivastava, A.; Kumar, S.A.; Rao, S. A numerical modeling approach for prediction of distortion in LPBF processed Inconel 718. Mater. Proc. 2021, 44 Pt 6, 4233–4238. [Google Scholar] [CrossRef]
- Grange, D.; Queva, A.; Guillemot, G.; Bellet, M.; Bartout, J.-D.; Colin, C. Effect of processing parameters during the laser beam melting of Inconel 738: Comparison between simulated and experimental melt pool shape. J. Mater. Process. Technol. 2021, 289, 116897. [Google Scholar] [CrossRef]
- Shahabad, S.I.; Zhang, Z.; Keshavarzkermani, A.; Ali, U.; Mahmoodkhani, Y.; Esmaeilizadeh, R.; Bonakdar, A.; Toyserkani, E. Heat source model calibration for thermal analysis of laser powder-bed fusion. Int. J. Adv. Manuf. Technol. 2020, 106, 3367–3379. [Google Scholar] [CrossRef]
- Mishra, A.K.; Kumar, A. Computational analysis of the thermo-hydrodynamic transport processes during substrate re-melting in laser powder bed fusion of AlSi10Mg. Therm. Sci. Eng. Prog. 2023, 39, 101698. [Google Scholar] [CrossRef]
- Zhang, Z.-D.; Shahabad, S.; Ibhadode, O.; Dibia, C.; Bonakdar, A.; Toyserkani, E. 3-Dimensional heat transfer modeling for laser powder bed fusion additive manufacturing using parallel computing and adaptive mesh. Opt. Laser Technol. 2023, 158 Pt A, 108839. [Google Scholar] [CrossRef]
- Wang, Y.; Ji, X.; Liang, S. Analytical modeling of temperature distribution in laser powder bed fusion with different scan strategies. Opt. Laser Technol. 2023, 157, 108708. [Google Scholar] [CrossRef]
- Tang, C.; Tan, J.; Wong, C. A numerical investigation on the physical mechanisms of single-track defects in selective laser melting. Int. J. Heat Mass Transf. 2018, 126 Pt B, 957–968. [Google Scholar] [CrossRef]
- Anwar, A.B.; Ibrahim, I.H.; Pham, Q.-C. Spatter transport by inert gas flow in selective laser melting: A Simulation study. Powder Technol. 2019, 352, 103–116. [Google Scholar] [CrossRef]
- Yao, D.; Wang, J.; Luo, H.; Wu, Y.; An, X. Thermal behavior and control during multi-track laser powder bed fusion of 316 L stainless steel. Addit. Manuf. 2023, 70, 103562. [Google Scholar] [CrossRef]
- Wei, H.; Cao, Y.; Liao, W.; Liu, T. Mechanisms on inter-track void formation and phase transformation during laser Powder Bed Fusion of Ti-6Al-4V. Addit. Manuf. 2020, 34, 101221. [Google Scholar] [CrossRef]
- Liu, B.; Fang, G.; Lei, L.; Liu, W. Experimental and numerical exploration of defocusing in Laser Powder Bed Fusion (LPBF) as an effective processing parameter. Opt. Laser Technol. 2022, 149, 107846. [Google Scholar] [CrossRef]
- Aggarwal, A.; Shin, Y.C.; Kumar, A. Investigation of the transient coupling between the dynamic laser beam absorptance and the melt pool—vapor depression morphology in laser powder bed fusion process. Int. J. Heat Mass Transf. 2023, 201 Pt 2, 123663. [Google Scholar] [CrossRef]
- Cook, P.; Ritchie, D. Determining the laser absorptivity of Ti-6Al-4V during laser powder bed fusion by calibrated melt pool simulation. Opt. Laser Technol. 2023, 162, 109247. [Google Scholar] [CrossRef]
- Li, E.; Shen, H.; Wang, L.; Wang, G.; Zhou, Z. Laser shape variation influence on melt pool dynamics and solidification microstructure in laser powder bed fusion. Addit. Manuf. Letters 2023, 6, 100141. [Google Scholar] [CrossRef]
- Yang, X.; Li, Y.; Li, B. Formation mechanisms of lack of fusion and keyhole-induced pore defects in laser powder bed fusion process: A numerical study. Int. J. Therm. Sci. 2023, 188, 108221. [Google Scholar] [CrossRef]
- Dai, D.; Gu, D. Tailoring surface quality through mass and momentum transfer modeling using a volume of fluid method in selective laser melting of TiC/AlSi10Mg powder. Int. J. Mach. Tools Manuf. 2015, 88, 95–107. [Google Scholar] [CrossRef]
- He, Q.; Xia, H.; Liu, J.; Ao, X.; Lin, S. Modeling and numerical studies of selective laser melting: Multiphase flow, solidification and heat transfer. Mater. Des. 2020, 196, 109115. [Google Scholar] [CrossRef]
- Chu, F.; Li, E.; Shen, H.; Chen, Z.; Li, Y.; Liu, H.; Min, S.; Tian, X.; Zhang, K.; Zhou, Z.; et al. Influence of powder size on defect generation in laser powder bed fusion of AlSi10Mg alloy. J. Manuf. Process. 2023, 94, 183–195. [Google Scholar] [CrossRef]
- Lee, J.; Prabhu, V. Simulation Modelling for optimal control of additive manufacturing processes. Addit. Manuf. 2016, 12, 197–203. [Google Scholar] [CrossRef]
- Sun, Z.; Chueh, Y.H.; Li, L. Multiphase mesoscopic Simulation of multiple and functionally gradient materials laser powder bed fusion additive manufacturing processes. Addit Manuf. 2020, 35, 101448. [Google Scholar] [CrossRef]
- Khorasani, M.; Ghasemi, A.; Leary, M.; O’Neil, W.; Gibson, I.; Cordova, L.; Rolfe, B. Numerical and analytical investigation on meltpool temperature of laser-based powder bed fusion of IN718. Int. J. Heat Mass Transf. 2021, 177, 121477. [Google Scholar] [CrossRef]
- Feng, S.; Kamat, A.M.; Sabooni, S.; Pei, Y. Experimental and numerical investigation of the origin of surface roughness in laser powder bed fused overhang regions. Virtual Phys. Prototype 2021, 16, S66–S84. [Google Scholar] [CrossRef]
- Gu, H.; Wei, C.; Li, L.; Ryan, M.; Setchi, R.; Han, Q.; Qian, L. Numerical and experimental study of molten pool behaviour and defect formation in multi-material and functionally graded materials laser powder bed fusion. Adv. Powder Technol. 2021, 32, 4303–4321. [Google Scholar] [CrossRef]
- Ninpetch, P.; Kowitwarangkul, P.; Mahathanabodee, S.; Chalermkarnnon, P.; Rattanadecho, P. Computational investigation of thermal behavior and molten metal flow with moving laser heat source for selective laser melting process. Case Studies Therm. Eng. 2021, 24, 100860. [Google Scholar] [CrossRef]
- Qu, M.; Guo, Q.; Escano, L.I.; Clark, S.J.; Fezzaa, K.; Chen, L. Mitigating keyhole pore formation by nanoparticles during laser powder bed fusion additive manufacturing. Addit. Manuf. Letter 2022, 3, 100068. [Google Scholar] [CrossRef]
- Aliyu, A.A.A.; Poungsiri, K.; Shinjo, J.; Panwisawas, C.; Reed, R.C.; Puncreobutr, C.; Tumkanon, K.; Kuimalee, S.; Lohwongwatana, B. Additive manufacturing of tantalum scaffolds: Processing, microstructure and process-induced defects. Int. J. Refract. Met. Hard Mater. 2023, 112, 106132. [Google Scholar] [CrossRef]
- Li, Q.; Jiang, W.-G.; Qin, Q.-H.; Tu, Z.-X.; Li, D.-S. Particle-scale computational fluid dynamics study on surface morphology of GH4169 superalloy during multi-laser powder bed fusion with low energy density. J. Manuf. Process. 2023, 92, 287–296. [Google Scholar] [CrossRef]
- Lindström, V.; Lupo, G.; Yang, J.; Turlo, V.; Leinenbach, C. A simple scaling model for balling defect formation during laser powder bed fusion. Addit. Manuf. 2023, 63, 103431. [Google Scholar] [CrossRef]
- Liu, M.; Wei, K.; Zeng, X. High power laser powder bed fusion of AlSi10Mg alloy: Effect of layer thickness on defect, microstructure, and mechanical property. Mater. Sci. Eng. A 2022, 842, 143107. [Google Scholar] [CrossRef]
- Zeng, K.; Pal, D.; Gong, H.; Patil, N.; Stucker, B. Comparison of 3DSIM thermal modeling of selective laser melting using new dynamic meshing method to ANSYS. Mater. Sci. Technol. 2015, 31, 945–956. [Google Scholar] [CrossRef]
- Ganeriwala, R.; Zohdi, T. A coupled discrete element-finite difference model of selective laser sintering. Granul. Matter 2016, 18, 21. [Google Scholar] [CrossRef]
- Ganeriwala, R.K.; Strantza, M.; King, W.E.; Clausen, B.; Phan, T.Q.; Levine, L.E.; Brown, D.W.; Hodge, N.E. Evaluation of a thermomechanical model for prediction of residual stress during laser powder bed fusion of Ti-6Al-4V. Addit. Manuf. 2019, 27, 489–502. [Google Scholar] [CrossRef]
- Ning, J.; Sievers, D.E.; Garmestani, H.; Liang, S.Y. Analytical Modelling of Part Porosity in Metal Additive Manufacturing. Int. J. Mech. Sci. 2020, 172, 105428. [Google Scholar] [CrossRef]
- Duong, E.; Masseling, L.; Knaak, C.; Dionne, P.; Megahed, M. Scan path resolved thermal modeling of LPBF. Addit. Manuf. Lett. 2022, 3, 100047. [Google Scholar] [CrossRef]
- Lüthi, C.; Afrasiabi, M.; Bambach, M. An adaptive smoothed particle hydrodynamics (SPH) scheme for efficient melt pool simulations in additive manufacturing. Comp. Math. Appl. 2023, 139, 7–27. [Google Scholar] [CrossRef]
- Wang, W.; Garmestani, H.; Liang, S.Y. Prediction of upper surface roughness in laser powder bed fusion. Metals 2022, 12, 11. [Google Scholar] [CrossRef]
- Mirkoohi, E.; Liang, S.Y.; Tran, H.C.; Lo, Y.L.; Chang, Y.C.; Lin, H.Y. Mechanics modeling of residual stress considering effect of preheating in laser powder bed fusion. J. Manuf. Mater. Process. 2021, 5, 46. [Google Scholar] [CrossRef]
- Siddique, S.; Muhammad, I.; Rauer, M.; Kaloudis, M.; Wycisk, E.; Emmelmann, C.; Walther, F. Computed tomography for characterization of fatigue performance of selective laser melted parts. Mater. Des. 2015, 83, 661–669. [Google Scholar] [CrossRef]
- Amani, Y.; Dancette, S.; Delroisse, P.; Simar, A.; Maire, E. Compression behavior of lattice structures produced by selective laser melting: X-ray tomography based experimental and finite element approaches. Acta Mater. 2018, 159, 395–407. [Google Scholar] [CrossRef]
- Melancon, D.; Bagheri, Z.S.; Johnston, R.B.; Liu, L.; Tanzer, M.; Pasini, D. Mechanical characterization of structurally porous biomaterials built via additive manufacturing: Experiments, predictive models, and design maps for load-bearing bone replacement implants. Acta Biomater. 2017, 63, 350–368. [Google Scholar] [CrossRef]
- Boniotti, L.; Beretta, S.; Patriarca, L.; Rigoni, L.; Foletti, S. Experimental and numerical investigation on compressive fatigue strength of lattice structures of AlSi7Mg manufactured by SLM. Int. J. Fatigue 2019, 128, 105181. [Google Scholar] [CrossRef]
- Wang, P.; Lei, H.; Zhu, X.; Chen, H.-C.; Fang, D. Influence of manufacturing geometric defects on the mechanical properties of AlSi10Mg alloy fabricated by selective laser melting. J. Alloys Compd. 2019, 789, 852–859. [Google Scholar] [CrossRef]
- Dallago, M.; Winiarski, B.; Zanini, F.; Carmignato, S.; Benedetti, M. On the effect of geometrical imperfections and defects on the fatigue strength of cellular lattice structures additively manufactured via Selective Laser Melting. Int. J. Fatigue 2019, 124, 348–360. [Google Scholar] [CrossRef]
- Soro, N.; Attar, H.; Wu, X.; Dargusch, M.S. Investigation of the structure and mechanical properties of additively manufactured Ti-6Al-4V biomedical scaffolds designed with a Schwartz primitive unit-cell. Mater. Sci. Eng. A 2019, 745, 195–202. [Google Scholar] [CrossRef]
- Geng, L.; Wu, W.; Sun, L.; Fang, D. Damage characterizations and Simulation of selective laser melting fabricated 3D re-entrant lattices based on in-situ CT testing and geometric reconstruction. Int. J. Mech. Sci. 2019, 157–158, 231–242. [Google Scholar] [CrossRef]
- Lozanovski, B.; Leary, M.; Tran, P.; Shidid, D.; Qian, M.; Choong, P.; Brandt, M. Computational modelling of strut defects in SLM manufactured lattice structures. Mater. Des. 2019, 171, 107671. [Google Scholar] [CrossRef]
- Alghamdi, T.; Maconachie, D.; Downing, M.; Brandt, M.; Qian, M.; Leary, M. Effect of additive manufactured lattice defects on mechanical properties: An automated method for the enhancement of lattice geometry. Int. J. Adv. Manuf. Technol. 2020, 108, 957–971. [Google Scholar] [CrossRef]
- Korshunova, N.; Alaimo, G.; Hosseini, S.B.; Carraturo, M.; Reali, A.; Niiranen, J.; Auricchio, F.; Rank, E.; Kollmannsberger, S. Image-based numerical characterization and experimental validation of tensile behavior of octet-truss lattice structures. Addit. Manuf. 2021, 41, 101949. [Google Scholar] [CrossRef]
- Liverani, E.; Zanini, F.; Tonelli, L.; Carmignato, S.; Fortunato, A. The influence of geometric defects and microstructure in the Simulation of the mechanical behaviour of laser powder-bed fusion components: Application to endoprosthesis. J. Manuf. Process. 2021, 71, 541–549. [Google Scholar] [CrossRef]
- Sombatmai, A.; Uthaisangsuk, V.; Wongwises, S.; Promoppatum, P. Multiscale investigation of the influence of geometrical imperfections, porosity, and size-dependent features on mechanical behavior of additively manufactured Ti-6Al-4V lattice struts. Mater. Des. 2021, 209, 109985. [Google Scholar] [CrossRef]
- Zhang, L.; Lifton, J.; Hu, Z.; Hong, R.; Feih, S. Influence of geometric defects on the compression behaviour of thin shell lattices fabricated by micro laser powder bed fusion. Addit. Manuf. 2022, 58, 103038. [Google Scholar] [CrossRef]
- Magarò, P.; Alaimo, G.; Carraturo, M.; Sgambitterra, E.; Maletta, C. A novel methodology for the prediction of the stress–strain response of laser powder bed fusion lattice structure based on a multi-scale approach. Mater. Sci. Eng A 2023, 863, 144526. [Google Scholar] [CrossRef]
- Liu, L.; Kamm, P.; García-Moreno, F.; Banhart, J.; Pasini, D. Elastic and failure response of imperfect three-dimensional metallic lattices: The role of geometric defects induced by Selective Laser Melting. J. Mech. Phys. Solids 2017, 107, 160–184. [Google Scholar] [CrossRef]
- Lei, H.; Li, C.; Meng, J.; Zhou, H.; Liu, Y.; Zhang, X.; Wang, P.; Fang, D. Evaluation of compressive properties of SLM-fabricated multi-layer lattice structures by experimental test and μ-CT-based finite element analysis. Mater. Des. 2019, 169, 107685. [Google Scholar] [CrossRef]
- Cao, X.; Jiang, Y.; Zhao, T.; Wang, P.; Wang, Y.; Chen, Z.; Li, Y.; Xiao, D.; Fang, D. Compression experiment and numerical evaluation on mechanical responses of the lattice structures with stochastic geometric defects originated from additive-manufacturing. Compos. Part B Eng. 2020, 194, 108030. [Google Scholar] [CrossRef]
- Lozanovski, B.; Downing, D.; Tino, R.; du Plessis, A.; Tran, P.; Jakeman, J.; Shidid, D.; Emmelmann, C.; Qian, M.; Choong, P. Non-destructive simulation of node defects in additively manufactured lattice structures. Addit. Manuf. 2020, 36, 101593. [Google Scholar] [CrossRef]
- Lozanovski, B.; Downing, D.; Tran, P.; Shidid, D.; Qian, M.; Choong, P.; Brandt, M.; Leary, M. A Monte Carlo Simulation-based approach to realistic modelling of additively 211 manufactured lattice structures. Addit. Manuf. 2020, 32, 101092. [Google Scholar] [CrossRef]
- Moussa, A.; Melancon, D.; Elmi, A.E.; Pasini, D. Topology optimization of imperfect lattice materials built with process-induced defects via Powder Bed Fusion. Addit. Manuf. 2021, 37, 101608. [Google Scholar] [CrossRef]
- Wang, X.; Zhao, L.; Fuh, J.Y.H.; Lee, H.P. Experimental characterization and micromechanical-statistical Modelling of 316L stainless steel processed by selective laser melting. Comput. Mater. Sci. 2020, 177, 109595. [Google Scholar] [CrossRef]
- Li, D.; Qin, R.; Chen, B.; Zhou, J. Analysis of mechanical properties of lattice structures with stochastic geometric defects in additive manufacturing. Mater. Sci. Eng. A 2021, 822, 141666. [Google Scholar] [CrossRef]
- Fadida, R.; Shirizly, A.; Rittel, D. Dynamic tensile response of additively manufactured Ti6Al4V with embedded spherical pores. J. Appl. Mech. 2018, 85, 041004. [Google Scholar] [CrossRef]
- Biswal, R.; Syed, A.K.; Zhang, X. Assessment of the effect of isolated porosity defects on the fatigue performance of additive manufactured titanium alloy. Addit. Manuf. 2018, 23, 433–442. [Google Scholar] [CrossRef]
- Naragani, D.P.; Park, J.-S.; Kenesei, P.; Sangid, M.D. Void coalescence and ductile failure in IN718 investigated via high-energy synchrotron X-ray tomography and diffraction. J. Mech. Phys. Solids 2020, 145, 104155. [Google Scholar] [CrossRef]
- Meng, L.X.; Ben, D.D.; Yang, H.J.; Ji, H.B.; Lian, D.L.; Zhu, Y.K.; Chen, J.; Yi, J.L.; Wang, L.; Yang, J.B.; et al. Effects of embedded spherical pore on the tensile properties of a selective laser melted Ti6Al4V alloy. Mater. Sci. Eng. 2021, 815, 141254. [Google Scholar] [CrossRef]
- Jiang, P.; Edward, C.; Basu, S. The influence of defects on the elastic response of lattice structures resulting from additive manufacturing. Comp. Mater. Sci. 2021, 199, 110716. [Google Scholar] [CrossRef]
- Liu, R.; Yang, H. Multimodal probabilistic modeling of melt pool geometry variations in additive manufacturing. Addit. Manuf. 2023, 61, 103375. [Google Scholar] [CrossRef]
- Gardner, M.; Dorling, S. Artificial neural networks (the multilayer perceptron)—A review of applications in the atmospheric sciences. Atmos. Environ. 1998, 32, 2627–2636. [Google Scholar] [CrossRef]
- Ackermann, M.; Haase, C. Machine learning-based identification of interpretable process-structure linkages in metal additive manufacturing. Addit. Manuf. 2023, 71, 103585. [Google Scholar] [CrossRef]
- Kumar, P.; Jain, N.K. Surface roughness prediction in micro-plasma transferred arc metal additive manufacturing process using K-nearest neighbors’ algorithm. Int. J. Adv. Manuf. Technol. 2022, 119, 2985–2997. [Google Scholar] [CrossRef]
- Caggiano, A.; Zhang, J.; Alfieri, V.; Caiazzo, F.; Gao, R.; Teti, R. Machine learning-based image processing for on-line defect recognition in additive manufacturing. CIRP Ann. 2019, 68, 451–454. [Google Scholar] [CrossRef]
- Mutiargo, B.; Garbout, A.; Malcolm, A.A. Defect detection using trainable segmentation. Proc. SPIE 2019, 11050, 85–94. [Google Scholar]
- Ye, D.; Fuh, J.Y.H.; Zhang, Y.; Hong, G.S.; Zhu, K. In situ monitoring of selective laser melting using plume and spatter signatures by deep belief networks. ISA Trans. 2018, 81, 96–104. [Google Scholar] [CrossRef]
- Yakout, M.; Elbestawi, M.A.; Veldhuis, S.C. A study of thermal expansion coefficients and microstructure during selective laser melting of invar 36 and stainless steel 316L. Addit. Manuf. 2018, 24, 405–418. [Google Scholar] [CrossRef]
- Ladewig, A.; Schlick, G.; Fisser, M.; Schulze, V.; Glatzel, U. Influence of the shielding gas flow on the removal of process by-products in the selective laser melting process. Addit. Manuf. 2016, 10, 1–9. [Google Scholar] [CrossRef]
- Li, Y.; Yang, H.; Lin, X.; Huang, W.; Li, J.; Zhou, Y. The influences of processing parameters on forming characterizations during laser rapid forming. Mater. Sci. Eng. 2003, 360, 18–25. [Google Scholar] [CrossRef]
- Min, S.; Zhang, H.; Liu, H.; Zhang, K.; Huang, A.; Hou, J. Influence of defects on high-temperature oxidation performance of GH3536 superalloys fabricated by laser powder bed fusion. Addit. Manuf. Lett. 2022, 3, 100064. [Google Scholar] [CrossRef]
- Shakerin, S.; Hadadzadeh, A.; Amirkhiz, B.S.; Shamsdini, S.; Li, J.; Mohammadi, M. Additive manufacturing of maraging steel-H13 bimetals using laser powder bed fusion technique. Addit. Manuf. 2019, 29, 100797. [Google Scholar] [CrossRef]
- Tripathy, M.; Gaskell, K.; Laureto, J.; Davami, K.; Beheshti, A. Elevated temperature fretting wear study of additively manufactured Inconel 625 superalloys. Addit. Manuf. 2023, 67, 103492. [Google Scholar] [CrossRef]
- Nugraha, A.D.; Ruli; Supriyanto, E.; Rasgianti; Prawara, B.; Martides, E.; Junianto, E.; Wibowo, A.; Sentanuhady, J.; Muflikhun, M.A. First-rate manufacturing process of primary air fan (PAF) coal power plant in Indonesia using laser powder bed fusion (LPBF) technology. J. Mater. Res. Technol. 2022, 18, 4075–4088. [Google Scholar] [CrossRef]
- Zhou, X.; Dai, N.; Chu, M.; Wang, L.; Li, D.; Zhou, L.; Cheng, X. X-ray CT analysis of the influence of process on defect in Ti-6Al-4V parts produced with Selective Laser Melting technology. Int. J. Adv. Manuf. Technol. 2020, 106, 3–14. [Google Scholar] [CrossRef]
- Parizia, S.; Marchese, G.; Rashidi, M.; Lorusso, M.; Hryha, E.; Manfredi, D.; Biamino, S. Effect of heat treatment on microstructure and oxidation properties of Inconel 625 processed by LPBF. J. Alloys Compd. 2020, 846, 156418. [Google Scholar] [CrossRef]
- Köhler, M.L.; Kunz, J.; Herzog, S.; Kaletsch, A.; Broeckmann, C. Microstructure analysis of novel LPBF-processed duplex stainless steels correlated to their mechanical and corrosion properties. Mater. Sci. Eng. A 2021, 801, 140432. [Google Scholar] [CrossRef]
- Rivolta, B.; Gerosa, R.; Panzeri, D. Selective laser melted 316L stainless steel: Influence of surface and inner defects on fatigue behavior. Int. J. Fatigue 2023, 172, 107664. [Google Scholar] [CrossRef]
- Nezhadfar, P.D.; Shrestha, R.; Phan, N.; Shamsaei, N. Fatigue behavior of additively manufactured 17-4 PH stainless steel: Synergistic effects of surface roughness and heat treatment. Int. J. Fatigue 2019, 124, 188–204. [Google Scholar] [CrossRef]
- Obeidi, M.A.; Conway, A.; Mussatto, A.; Dogu, M.N.; Sreenilayam, S.P.; Ayub, H.; Ahad, I.U.; Brabazon, D. Effects of powder compression and laser re-melting on the microstructure and mechanical properties of additively manufactured parts in laser-powder bed fusion. Results Mater. 2022, 13, 100264. [Google Scholar] [CrossRef]
- Cabrini, M.; Carrozza, A.; Lorenzi, S.; Pastore, T.; Testa, C.; Manfredi, D.; Fino, P.; Scenini, F. Influence of surface finishing and heat treatments on the corrosion resistance of LPBF-produced Ti-6Al-4V alloy for biomedical applications. J. Mater. Process. Technol. 2022, 308, 117730. [Google Scholar] [CrossRef]
- Grasso, M.; Laguzza, V.; Semeraro, Q.; Colosimo, B.M. In-process monitoring of selective laser melting: Spatial detection of defects via image data analysis. J. Manuf. Sci. Eng. 2017, 139, 051001. [Google Scholar] [CrossRef]
- Lodhi, M.J.K.; Deen, K.M.; Greenlee-Wacker, M.C.; Haider, W. Additively manufactured 316L stainless steel with improved corrosion resistance and biological response for biomedical applications. Addit. Manuf. 2019, 27, 8–19. [Google Scholar] [CrossRef]
- Li, H.; Brodie, E.G.; Hutchinson, C. Predicting the chemical homogeneity in laser powder bed fusion (LPBF) of mixed powders after remelting. Addit. Manuf. 2023, 65, 103447. [Google Scholar] [CrossRef]
- Guo, Q.; Zhao, C.; Escano, L.I.; Young, Z.; Xiong, L.; Fezzaa, K.; Everhart, W.; Brown, B.; Sun, T.; Chen, L. Transient dynamics of powder spattering in laser powder bed fusion additive manufacturing process revealed by in-situ high-speed high energy x-ray imaging. Acta Mater. 2018, 151, 169–180. [Google Scholar] [CrossRef]
- Chen, G.; Liu, S.; Huang, C.; Ma, Y.; Li, Y.; Zhang, B.; Gao, L.; Zhang, B.; Wang, P.; Qu, X. In-situ phase transformation and corrosion behavior of TiNi via LPBF. Corros. Sci. 2022, 203, 110348. [Google Scholar] [CrossRef]
- Schwerz, C.; Bircher, B.A.; Küng, A.; Nyborg, L. In-situ detection of stochastic spatter-driven lack of fusion: Application of optical tomography and validation via ex-situ X-ray computed tomography. Addit. Manuf. 2023, 72, 103631. [Google Scholar] [CrossRef]
- Shen, L.C.; Yang, X.H.; Ho, J.R.; Tung, P.C.; Lin, C.K. Effects of build direction on the mechanical properties of a martensitic stainless steel fabricated by selective laser melting. Materials 2020, 13, 5142. [Google Scholar] [CrossRef]
- Slotwinski, J.A.; Garboczi, E.J.; Hebenstreit, K.M. Porosity measurements and analysis for metal additive manufacturing process control. J. Res. Natl. Inst. Stand. Technol. 2014, 119, 494–528. [Google Scholar] [CrossRef]
- Garlea, E.; Choo, H.; Sluss, C.C.; Koehler, M.R.; Bridges, R.L.; Xiao, X.; Ren, Y.; Jared, B.H. Variation of elastic mechanical properties with texture, porosity, and defect characteristics in laser powder bed fusion 316L stainless steel. Mater. Sci. Eng. A 2019, 763, 138032. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Everitt, N.M.; Ashcroft, I.; Tuck, C. Reducing porosity in AlSi10Mg parts processed by selective laser melting. Addit. Manuf. 2014, 1–4, 77–86. [Google Scholar] [CrossRef]
- Barroux, A.; Duguet, T.; Ducommun, N.; Nivet, E.; Delgado, J.; Laffont, L.; Blanc, C. Combined XPS/TEM study of the chemical composition and structure of the passive film formed on additive manufactured 17-4PH stainless steel. Surf. Interfaces 2021, 22, 100874. [Google Scholar] [CrossRef]
- Jeong, S.G.; Ahn, S.Y.; Kim, E.S.; Kang, S.H.; Yoo, S.H.; Ryu, J.Y.; Chun, J.H.; Karthik, G.M.; Kim, H.S. Liquation cracking in laser powder bed fusion-fabricated Inconel718 of as-built, stress-relieving, and hot isostatic pressed conditions. Mater. Sci. Eng. A 2023, 88, 145797. [Google Scholar] [CrossRef]
- Gao, P.; Lan, X.; Yang, S.; Wang, Z.; Li, X.; Cao, L. Defect elimination and microstructure improvement of laser powder bed fusion β-solidifying γ-TiAl alloys via circular beam oscillation technology. Mater. Sci. Eng. A 2023, 873, 145019. [Google Scholar] [CrossRef]
- Cordova, L.; Bor, T.; Smit, M.d.; Carmignato, S.; Campos, M.; Tinga, T. Effects of powder reuse on the microstructure and mechanical behavior of Al-Mg–Sc–Zr alloy processed by laser powder bed fusion (LPBF). Addit. Manuf. 2020, 36, 101625. [Google Scholar] [CrossRef]
- Johnson, Q.C.; Laursen, C.M.; Spear, A.D.; Carroll, J.D.; Noell, P.J. Analysis of the interdependent relationship between porosity, deformation, and crack growth during compression loading of LPBF AlSi10Mg. Mater. Sci. Eng. A 2022, 852, 143640. [Google Scholar] [CrossRef]
- Cai, C.; Radoslaw, C.; Zhang, J.; Yan, Q.; Wen, S.; Song, B.; Shi, Y. In-situ preparation and formation of TiB/Ti-6Al-4V nanocomposite via laser additive manufacturing: Microstructure evolution and tribological behavior. Powder Technol. 2019, 342, 73–84. [Google Scholar] [CrossRef]
- Yang, J.; Schlenger, L.M.; Nasab, M.H.; Petegem, S.V.; Marone, F.; Logé, R.E.; Leinenbach, C. Experimental quantification of inward Marangoni convection and its impact on keyhole threshold in laser powder bed fusion of stainless steel. Addit. Manuf. 2024, 84, 104092. [Google Scholar] [CrossRef]
- Vallabh, C.K.P.; Zhao, X. Melt pool temperature measurement and monitoring during laser powder bed fusion based additive manufacturing via single-camera two-wavelength imaging pyrometry (STWIP). J. Manuf. Process. 2022, 79, 486–500. [Google Scholar] [CrossRef]
- Santospirito, S.P.; Laptka, R.; Cerniglia, D.; Slyk, K.; Luo, B.; Panggabean, D.; Rudlin, J. Defect detection in laser powder deposition components by laser thermography and laser ultrasonic inspections. In Frontiers in Ultrafast Optics: Biomedical, Scientific, and Industrial Applications XIII; SPIE: San Francisco, CA, USA, 2013; Volume 8611. [Google Scholar] [CrossRef]
- Wei, J.; He, Y.; Wang, F.; He, Y.; Rong, X.; Chen, M.; Wang, Y.; Yue, H.; Liu, J. Convolutional neural network assisted infrared imaging technology: An enhanced online processing state monitoring method for laser powder bed fusion. Infrared Phys. Technol. 2023, 131, 104661. [Google Scholar] [CrossRef]
- Vallabh, C.K.P.; Sridar, S.; Xiong, W.; Zhao, X. Predicting melt pool depth and grain length using multiple signatures from in-situ single camera two-wavelength imaging pyrometry for laser powder bed fusion. J. Mater. Process. Technol. 2022, 308, 117724. [Google Scholar] [CrossRef]
- Montinaro, N.; Cerniglia, D.; Pitarresi, G. Defect detection in additively manufactured titanium prosthesis by flying laser scanning thermography. Procedia Struct. Integr. 2018, 12, 165–172. [Google Scholar] [CrossRef]
- Gray, J.; Depcik, C.; Sietins, J.M.; Kudzal, A.; Rogers, R.; Cho, K. Production of the cylinder head and crankcase of a small internal combustion engine using metal laser powder bed fusion. J. Manuf. Process. 2023, 97, 100–114. [Google Scholar] [CrossRef]
- Zhuravlev, E.; Milkereit, B.; Yang, B.; Heiland, S.; Vieth, P.; Voigt, M.; Schaper, M.; Grundmeier, G.; Schick, C.; Kessler, O. Assessment of AlZnMgCu alloy powder modification for crack-free laser powder bed fusion by differential fast scanning calorimetry. Mater. Des. 2021, 204, 109677. [Google Scholar] [CrossRef]
- Ye, D.; Hong, G.S.; Zhang, Y.; Zhu, K.; Fuh, J.Y.H. Defect detection in selective laser melting technology by acoustic signals with deep belief networks. Int. J. Adv. Manuf. Technol. 2018, 96, 2791–2801. [Google Scholar] [CrossRef]
- Johnson, W.L.; Benzing, J.T.; Kafka, O.L.; Moser, N.H.; Harris, D.; Iten, J.J.; Hrabe, N.W. Sensitivity of acoustic nonlinearity and loss to residual porosity in additively manufactured aluminum. NDT E Int. 2023, 135, 102801. [Google Scholar] [CrossRef]
- Shevchik, S.A.; Kenel, C.; Leinenbach, C.; Wasmer, K. Acoustic emission for in situ quality monitoring in additive manufacturing using spectral convolutional neural networks. Addit. Manuf. 2018, 21, 598–604. [Google Scholar] [CrossRef]
- Song, Y.; Zi, X.; Fu, Y.; Li, X.; Chen, C.; Zhou, K. Nondestructive testing of additively manufactured material based on ultrasonic scattering measurement. Measurement 2018, 118, 105–112. [Google Scholar] [CrossRef]
- Liu, S.; Jia, K.; Wan, H.; Ding, L.; Xu, X.; Cheng, L.; Zhang, S.; Yan, X.; Lu, M.; Ma, G.; et al. Inspection of the internal defects with different sizes in Ni and Ti additive manufactured components using laser ultrasonic technology. Opt. Laser Technol. 2022, 146, 107543. [Google Scholar] [CrossRef]
- Bourdais, F.L.; Rathore, J.S.; Ly, C.; Pellat, M.; Vienne, C.; Bonnefoy, V.; Bergeaud, V.; Garandet, J.-P. On the potential of Resonant Ultrasound Spectroscopy applied to the non-destructive characterization of the density of (LPBF) additively manufactured materials. Addit. Manuf. 2022, 58, 103037. [Google Scholar] [CrossRef]
- Allam, A.; Alfahmi, O.; Sugino, C.; Harding, M.; Ruzzene, M.; Erturk, A. Ultrasonic testing of thick and thin Inconel 625 alloys manufactured by laser powder bed fusion. Ultrasonics 2022, 125, 106780. [Google Scholar] [CrossRef] [PubMed]
- Davis, G.; Nagarajah, R.; Palanisamy, S.; Rashid, R.A.R.; Pajagopal, P.; Balasubramaniam, K. Laser ultrasonic inspection of additive manufactured components. Int. J. Adv. Manuf. Technol. 2019, 102, 2571–2579. [Google Scholar] [CrossRef]
- Honarvar, F.; Patel, S.; Vlasea, M.; Amini, H.; Varvani-Farahani, A. Nondestructive characterization of laser powder bed fusion components using high-frequency phased array ultrasonic testing. J. Mater. Eng. Perform. 2021, 30, 6766–6776. [Google Scholar] [CrossRef]
- Strantza, M.; Ganeriwala, R.K.; Clausen, B.; Phan, T.Q.; Levine, L.E.; Pagan, D.C.; Ruff, J.P.C.; King, W.E.; Johnson, N.S.; Martinez, R.M.; et al. Effect of the scanning strategy on the formation of residual stresses in additively manufactured Ti-6Al-4V. Addit. Manuf. 2021, 45, 102003. [Google Scholar] [CrossRef]
- Barile, C.; Casavola, C.; Pappalettera, G.; Kanna, V.P.; Renna, G. Acoustic emission signal processing for the assessment of corrosion behavior in additively manufactured AlSi10Mg. Mech. Mater. 2022, 170, 104347. [Google Scholar] [CrossRef]
- Chen, Y.; Jiang, L.; Peng, Y.; Wang, M.; Xue, Z.; Wu, J.; Yang, Y.; Zhang, J. Ultra-fast laser ultrasonic imaging method for online inspection of metal additive manufacturing. Opt. Laser Technol. 2023, 160, 107244. [Google Scholar] [CrossRef]
- Hayashi, T.; Mori, N.; Ueno, T. Non-contact imaging of subsurface defects using a scanning laser source. Ultrasonics 2022, 119, 106560. [Google Scholar] [CrossRef]
- Gobert, C.; Reutzel, E.W.; Petrich, J.; Nassar, A.R.; Phoha, S. Application of supervised machine learning for defect detection during metallic powder bed fusion additive manufacturing using high resolution imaging. Addit. Manuf. 2018, 21, 517–528. [Google Scholar] [CrossRef]
- Scime, L.; Beuth, J. A multi-scale convolutional neural network for autonomous anomaly detection and classification in a laser powder bed fusion additive manufacturing process. Addit. Manuf. 2018, 24, 273–286. [Google Scholar] [CrossRef]
- Angelone, R.; Caggiano, A.; Teti, R.; Spierings, A.; Staub, A.; Wegener, K. Biointelligent selective laser melting system based on convolutional neural networks for in-process fault identification. Procedia CIRP 2020, 88, 612–617. [Google Scholar] [CrossRef]
- Aminzadeh, M.; Kurfess, T.R. Online quality inspection using Bayesian classification in powder-bed additive manufacturing from high-resolution visual camera images. J. Intell. Manuf. 2019, 30, 2505–2523. [Google Scholar] [CrossRef]
- Gaikwad, F.; Imani, H.; Yang, E. Reutzel, and P. Rao. In Situ Monitoring of Thin-Wall Build Quality in Laser Powder bed Fusion Using Deep Learning. Smart Sustain. Manuf. Syst. 2019, 3, 98–121. [Google Scholar] [CrossRef]
- Kusano, M.; Miyazaki, S.; Watanabe, M.; Kishimoto, S.; Bulgarevich, D.S.; Ono, Y.; Yumoto, A. Tensile properties prediction by multiple linear regression analysis for selective laser melted and post heat-treated Ti-6Al-4V with microstructural quantification. Mater. Sci. Eng. 2020, 787, 139549. [Google Scholar] [CrossRef]
- Cao, L.; Li, J.; Hu, J.; Liu, H.; Wu, Y.; Zhou, Q. Optimization of surface roughness and dimensional accuracy in LPBF additive manufacturing. Opt. Laser Technol. 2021, 142, 107246. [Google Scholar] [CrossRef]
- Halsey, W.; Rose, D.; Scime, L.; Dehoff, R.; Paquit, V. Localized defect detection from spatially mapped, in-situ process data with machine learning. Front. Mech. Eng. 2021, 7, 767444. [Google Scholar] [CrossRef]
- Huang, D.J.; Li, H. A Machine Learning Guided Investigation of Quality Repeatability in Metal Laser Powder bed Fusion Additive Manufacturing. Mater. Des. 2021, 203, 109606. [Google Scholar] [CrossRef]
- Li, J.; Zhou, Q.; Huang, X.; Li, M.; Cao, L. In situ quality inspection with layer-wise visual images based on deep transfer learning during selective laser melting. J. Intell. Manuf. 2023, 34, 853–867. [Google Scholar] [CrossRef]
- Gaikwad, A.; Williams, R.J.; Winton, H.d.; Bevans, B.D.; Smoqi, Z.; Rao, P.; Hooper, P.A. Multi Phenomena Melt Pool Sensor Data Fusion for Enhanced Process Monitoring of Laser Powder bed Fusion Additive Manufacturing. Mater. Des. 2022, 221, 110919. [Google Scholar] [CrossRef]
- Li, J.; Cao, L.; Xu, J.; Wang, S.; Zhou, Q. In situ porosity intelligent classification of selective laser melting based on coaxial monitoring and image processing. Measurement 2022, 187, 110232. [Google Scholar] [CrossRef]
- Nguyen, N.V.; Hum, A.J.W.; Do, T.; Tran, T. Semisupervised Machine Learning of Optical in-Situ Monitoring Data for Anomaly Detection in Laser Powder bed Fusion. Virtual Phys. Prototyp. 2023, 18, e2129396. [Google Scholar] [CrossRef]
- Khanolkar, P.M.; McComb, C.C.; Basu, S. Predicting elastic strain fields in defective microstructures using image colorization algorithms. Comp. Mater. Sci. 2021, 186, 110068. [Google Scholar] [CrossRef]
- Fathizadan, S.; Ju, F.; Lu, Y. Deep representation learning for process variation management in laser powder bed fusion. Addit. Manuf. 2021, 42, 101961. [Google Scholar] [CrossRef]
- Ertay, D.S.; Kamyab, S.; Vlasea, M.; Azimifar, Z.; Ma, T.; Rogalsky, A.D.; Fieguth, P. Toward sub-surface pore prediction capabilities for laser powder bed fusion using data science. J. Manuf. Sci. Eng. 2021, 143, 071016. [Google Scholar] [CrossRef]
- Snow, Z.; Diehl, B.; Reutzel, E.W.; Nassar, A. Toward in-situ flaw detection in laser powder bed fusion additive manufacturing through layerwise imagery and machine learning. J. Manuf. Syst. 2021, 59, 12–26. [Google Scholar] [CrossRef]
- Croom, B.P.; Berkson, M.; Mueller, R.K.; Presley, M.; Storck, S. Deep learning prediction of stress fields in additively manufactured metals with intricate defective networks. Mech. Mater. 2022, 165, 104191. [Google Scholar] [CrossRef]
- Shi, T.; Sun, J.; Li, J.; Qian, G.; Hong, Y. Machine learning based very-high-cycle fatigue life prediction of AlSi10Mg alloy fabricated by selective laser melting. Int. J. Fatigue 2023, 171, 107585. [Google Scholar] [CrossRef]
- Scime, L.; Beuth, J. Using machine learning to identify in-situ melt pool signatures indicative of flaw formation in a laser powder bed fusion additive manufacturing process. Addit. Manuf. 2019, 25, 151–165. [Google Scholar] [CrossRef]
- Kwon, O.; Kim, H.G.; Ham, M.J.; Kim, W.; Kim, G.-H.; Cho, J.-H.; Kim, N.I.; Kim, K. A deep neural network for classification of melt-pool images in metal additive manufacturing. J. Intell. Manuf. 2020, 31, 375–386. [Google Scholar] [CrossRef]
- Okaro, I.A.; Jayasinghe, S.; Sutcliffe, C.; Black, K.; Paoletti, P.; Green, P.L. Automatic fault detection for laser powder-bed fusion using semi-supervised machine learning. Addit. Manuf. 2019, 27, 42–53. [Google Scholar] [CrossRef]
- Paulson, N.H.; Gould, B.; Wolff, S.J.; Stan, M.; Greco, A.C. Correlations between thermal history and keyhole porosity in laser powder bed fusion. Addit. Manuf. 2020, 34, 101213. [Google Scholar] [CrossRef]
- Baumgartl, H.; Tomas, J.; Buettner, R.; Merkel, M. A deep learning-based model for defect detection in laser-powder bed fusion using in-situ thermographic monitoring. Prog. Addit. Manuf. 2020, 5, 277–285. [Google Scholar] [CrossRef]
- Estalaki, S.M.; Lough, C.S.; Landers, R.G.; Kinzel, E.C.; Luo, T. Predicting defects in laser powder bed fusion using in-situ thermal imaging data and machine learning. Addit. Manuf. 2022, 58, 103008. [Google Scholar] [CrossRef]
- Smoqi, Z.; Gaikwad, A.; Bevans, B.; Kobir, M.H.; Craig, J.; Abul-Haj, A.; Peralta, A.; Rao, P. Monitoring and Prediction of Porosity in Laser Powder bed Fusion Using Physics-Informed Meltpool Signatures and Machine Learning. J. Mater. Process. Technol. 2022, 304, 117550. [Google Scholar] [CrossRef]
- Kim, J.; Yang, Z.; Ko, H.; Cho, H.; Lu, Y. Deep learning-based data registration of melt-pool-monitoring images for laser powder bed fusion additive manufacturing. J. Manuf. Syst. 2023, 68, 117–129. [Google Scholar] [CrossRef]
- Mao, Z.; Feng, W.; Ma, H.; Yang, Y.; Zhou, J.; Liu, S.; Liu, Y.; Hu, P.; Zhao, K.; Xie, H.; et al. Continuous online flaws detection with photodiode signal and melt pool temperature based on deep learning in laser powder bed fusion. Opt. Laser Technol. 2023, 158 Pt A, 108877. [Google Scholar] [CrossRef]
- Pandiyan, V.; Drissi-Daoudi, R.; Shevchik, S.; Masinelli, G.; LeQuang, T.; Logé, R.; Wasmer, K. Semi-supervised Monitoring of Laser Powder bed Fusion Process Based on Acoustic Emission. Virtual Phys. Prototyp. 2021, 16, 481–497. [Google Scholar] [CrossRef]
- Dongsen, Y.; Yingjie, Z. In-situ monitoring of selective laser melting based on heterogeneous integration of acoustic signals and images. In Proceedings of the 6th International Conference on Communication, Image and Signal Processing (CCISP), Chengdu, China, 19–21 November 2021. [Google Scholar] [CrossRef]
- Kononenko, D.Y.; Nikonova, V.; Seleznev, M.; Brink, J.v.d.; Chernyavsky, D. An in-situ crack detection approach in additive manufacturing based on acoustic emission and machine learning. Addit. Manuf. Lett. 2023, 5, 100130. [Google Scholar] [CrossRef]
- Drissi-Daoudi, R.; Masinelli, G.; Formanoir, C.; Wasmer, K.; Jhabvala, J.; Logé, R.E. Acoustic emission for the prediction of processing regimes in Laser Powder Bed Fusion, and the generation of processing maps. Addit. Manuf. 2023, 67, 103484. [Google Scholar] [CrossRef]
- Petrich, J.; Snow, Z.; Corbin, D.; Reutzel, E.W. Multi-modal sensor fusion with machine learning for data-driven process monitoring for additive manufacturing. Addit. Manuf. 2021, 48, 102364. [Google Scholar] [CrossRef]



| Powder Material | Defect(s) Observed | Laser Energy Rate (W), Velocity (mm/s), and Diameter (mm) | Code(s) |
|---|---|---|---|
| IN718 [82,83,85] | Systematic discontinuity, irregular melt pool surface, large residual stresses, resultant shrinkage stresses, porosity, gas trapping, splattering, balling | 42–250, 100–8000, 38–100 | Semi-analytical, analytical |
| SS 304 [83] | Porosity, gas trapping, splattering, balling | 42–200, 76–120, 38 | Analytical |
| Ti6Al4V [80,81] | Large residual stresses, large porosities | 50–195, 500–1200, 54 | Diablo, Analytical (MATLAB) |
| SS316L [79,84] | Surface roughness, gas bubbles, ablated particles | 100–200, 400–2000, 54 | Analytical (Fortran) |
| Powder Material | Defect(s) Observed | Code(s) |
|---|---|---|
| IN718 [111,113] | Seeded voids, natural voids, volumetric porosity, surface roughness | ABAQUS |
| Ti6Al4V [109,110,112] | Spherical pores, LOF defects | ABAQUS, ANSYS |
| Defect Type | Defect | Sensing Technologies | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Surface | Balling [9,121,122] | SEM | OM | CLSM | - | - | - | - | - | - |
| Surface oxidation [74,123,124,125,126,127,128,129,130] | SEM | TEM | EDS | XPS | EPMA | XRD | OM | OES | APT | |
| Roughness [131,132,133,134,135,136] | SEM | XRD | OM | CLSM | DSLR | APT | - | - | - | |
| Denudation [11,12,121] | SEM | OM | CLSM | DSLR | - | - | - | - | - | |
| Vaporization [11,137,138] | EDS | XCT | OM | - | - | - | - | - | - | |
| Microstructure | LOF porosities [15,122,139,140,141] | SEM | TEM | XCT | OM | CLSM | - | - | - | - |
| Gas porosities [15,142,143] | SEM | XCT | XRD | OM | - | - | - | - | - | |
| Keyhole porosities [18,144,145] | SEM | TEM | EPMA | XCT | OM | - | - | - | - | |
| Mechanical | Liq. Cracking [20,22,146,147,148] | SEM | EBSD | EDS | XCT | OM | DIC | - | - | - |
| Sol. cracking [20,22,126,142,149] | SEM | EBSD | XCT | OM | DIC | - | - | - | - | |
| Delamination [24,122,138,150] | SEM | EDS | XRD | CLSM | DSLR | - | - | - | - | |
| Defect Type | Defect | Sensing Technologies | |||||
|---|---|---|---|---|---|---|---|
| Surface quality defects | Balling [151] | - | IRTC | - | - | - | - |
| Surface oxidation [74,130] | - | - | SWIR | STWIP | - | - | |
| Surf. roughness [152] | - | - | - | STWIP | - | - | |
| Denudation [153] | TIC | - | - | - | - | - | |
| Vaporization [153] | TIC | - | - | - | - | - | |
| Microstructure defects | LOF porosities [154,155] | - | - | SWIR | STWIP | - | - |
| Keyhole porosities [154,156,157] | - | IRTC | SWIR | - | IPS | - | |
| Mechanical defects | Sol. cracking [158] | - | - | - | - | - | DSC |
| Defect Type | Defect | Sensing Technologies | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Surface quality defects | Balling [159,160] | AES | - | NRS | - | - | - | - | - |
| Microstructure defects | LOF porosities [122,160,161,162,163,164,165] | - | FBG | NRS | IU | LU | PU | RUS | PAUT |
| Gas porosities [163,166] | - | - | - | IU | LU | - | - | - | |
| Keyhole porosities [167] | - | - | - | IU | - | - | - | - | |
| Mechanical defects | Liq. cracking [168] | AES | - | - | - | - | - | - | - |
| Sol. cracking [167,169,170] | AES | - | - | IU | LU | - | - | - | |
| Delamination [167,171] | - | - | - | IU | LU | - | - | - | |
| Material | Sensor Type | ML Technique(s) | Defects Observed |
|---|---|---|---|
| SS GP1 [172] | CT, DSLR camera | SVM | Porosity, entrapped gas pores, elongated voids, LOF |
| IN718 [118,173,174] | Visible-light camera, high-speed camera, CMOSIS-sensor camera | CNN, BoW, CNN | Recoater streaking, debris, super-elevation, incomplete spreading, porosities, balling, LOF, warping, stripes, upraising areas/scan-lines |
| Ti6Al4V [119,175,176,177] | Visual camera imaging, XCT, SEM | Bayesian, CNN, RF | Porosity, defective layers, inconsistent thickness, warping, cracking, porosities, cracks, surface roughness, LOF |
| SS316L [178,179,180,181,182,183,184] | Scanning confocal microscope, visual light camera, XCT, digital single lens reflex camera, 2D optical microscopy, high-speed camera | Kriging-WOA, XGB, LR, SVM, CART, RF, XGB, MLP, KNN, LDA, CNN, BPNN, SCM, DBN, SVM, MLP, KNN, RF, CNN | High surface roughness, deformation, LOF, soot, spattering, cracks, porosities, overheating, keyhole, gas-entrapped pores |
| Al6061T6 [185] | Microstructure imagery | CNN | Porosities, voids, gas entrapment, LOF |
| IN625 [186] | XCT | CAE | Porosity, keyholing, LOF, over melting |
| AlSi10Mg [187] | XCT | CVAE, CNN | Pores, cracks, LOF, keyhole, discontinuities in a scan path |
| CoCr [8] | Photodiode and CMOS camera | Bayesian | LOF, boiling porosity, cracks |
| Ti6Al4V [188] | XCT, high-resolution layerwise imagery | NN, CNN | Gas porosity, keyhole pores, LOF |
| Steel [189] | Microstructure generator | CNN | LOF |
| AlSi10Mg [190] | SEM | GMM, ANN, SVR, RF | Gas-entrapped pores, LOF, keyholes |
| Material | Sensor Type | ML Technique(s) | Defects Observed |
|---|---|---|---|
| IN718 [99,152,193] | Photodiode sensing system, STWIP | GMM, SVM, CNN, LSTM | Balling, overheating, LOF, pores, and cracks |
| Ti6Al4V [194] | X-ray imaging system, IR camera | LR, RF, GBC, GPC | Keyhole pores |
| AISI H13 Steel [195] | High-resolution thermographic camera | CNN | Delamination, splatter |
| SS304 [196] | SWIR | KNN, RF, DT, MLP, LR, AdaBoost | Micropores |
| ATI 718Plus [197] | Dual-wavelength imaging pyrometer | KNN, SVM, LR, CNN | LOF, keyhole pores |
| IN625 [198] | High-speed coaxial camera, near-infrared wavelengths | CAE | Spatter |
| SS316L [154,199] | Photodiode sensor, infrared thermal camera (FLIR) | BPNN, SSAE, LSTM, CNN | Cylindrical-shaped voids, warping, spheroidization, cracking, porosity, slag inclusion, LOF |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wahlquist, S.; Ali, A. Roles of Modeling and Artificial Intelligence in LPBF Metal Print Defect Detection: Critical Review. Appl. Sci. 2024, 14, 8534. https://doi.org/10.3390/app14188534
Wahlquist S, Ali A. Roles of Modeling and Artificial Intelligence in LPBF Metal Print Defect Detection: Critical Review. Applied Sciences. 2024; 14(18):8534. https://doi.org/10.3390/app14188534
Chicago/Turabian StyleWahlquist, Scott, and Amir Ali. 2024. "Roles of Modeling and Artificial Intelligence in LPBF Metal Print Defect Detection: Critical Review" Applied Sciences 14, no. 18: 8534. https://doi.org/10.3390/app14188534
APA StyleWahlquist, S., & Ali, A. (2024). Roles of Modeling and Artificial Intelligence in LPBF Metal Print Defect Detection: Critical Review. Applied Sciences, 14(18), 8534. https://doi.org/10.3390/app14188534