Abstract
This study investigated the influence of ultrasound homogenization on the physical properties of milk ice cream mixes. A frequency of 20 kHz and an exposure time of 5 min was applied during the ultrasound homogenization to conduct experiments. Stability, particle size, rheological, and microscopic analyses were performed. Moreover, chosen stabilizers were used such as iota carrageenan or its hydrolyzates in combination with locust bean gum and xanthan gum. All parameters were checked before and after maturation at 4 °C/24 h. Based on the obtained results, it was noticed that the ultrasound homogenization contributed to a lower TSI value, which means that there is better stability during the maturation of milk ice cream mixes. In all of the mentioned samples, the TSI value was around 2 or less. Another pivotal finding connected with the particle sizes showed that simultaneously after and before maturation, the values of median D50 were lower in the samples after the mechanical homogenization than after the ultrasound. The rheological properties showed that all of the samples had pseudoplastic non-Newton behavior on the grounds that the value of the n index was lower than 1. Additionally, the consistency values in samples after the ultrasound treatment were lower than in samples after the mechanical homogenization and did not exceed 0.0018 × 10−3·Pasn after 24 h of maturation.
Keywords:
ice cream mix; milk product; ultrasound; stability; particle sizes; rheological properties 1. Introduction
Recent developments in the field of the food industry have led to a renewed interest in using ultrasound, which has been a known technique for many years. The generalizability of much-published research on the characteristics of ultrasound shows that it is a relatively cheap, simple, fast, non-toxic, and energy-saving technology [1,2]. The broad use of the term ultrasound is equated with sound waves exceeding the audible frequency range, i.e., greater than 20 kHz. The effects of ultrasound are associated with acoustic cavitation. It causes physical and chemical changes in liquid products by generating extreme physical forces, counting acoustic streaming, turbulence, shock waves, microjets, and shear forces. Then, acoustic cavitation occurs when the waves pass through a liquid medium on the grounds of creating interactions between ultrasonic waves, liquid, and dissolved gas. The cavitation bubbles are able to grow through the compression and decompression of ultrasound waves to obtain their critical sizes, and, after that, they collapse. Therefore, this collapse generates extremely high temperatures and also pressure regions, which produce high shear energy waves and turbulence [1,3,4].
Ultrasound has been applied in dairy processing for many years, such as the enhancement in whey ultrafiltration, reduction in viscosity, homogenization of milk fat, and crystallization of ice and lactase for cutting cheese blocks. Furthermore, ultrasound has been successfully aimed at reducing processing time or enhancing the quality of dairy products [5,6]. Additionally, numerous studies have attempted to explain the phenomenon of the application of ultrasound in ice cream production. First and foremost, using ultrasound during freezing has many beneficial aspects, such as enhancing the nucleation rate and the rate of crystal growth; therefore, a decrease in the ice crystal size and freezing time may occur [7,8]. Based on the research of Kamińska-Dwórznicka et al. [9], using ultrasound during the freezing of mango sorbet, it was proven that the combination of ultrasound treatment and stabilizers resulted in the formation of a favorable crystal structure, around 9 µm. Moreover, in other studies, ultrasound was used during the pasteurization of ice cream, and it was concluded that ultrasound during the pasteurization process could be used instead of traditional pasteurization, with no changes to the ice cream [10]. The mentioned examples of using ultrasound in ice cream production have great potential. Together, these results also provide significant insights into using ultrasound during the different steps of ice cream production, for instance, homogenization, due to the fact that ultrasound homogenization may narrow particle size distribution and, therefore, improve the stability of the emulsion on the grounds that forces during acoustic cavitation such as turbulence, mixing, and shearing can disrupt fat globules and simultaneously reduce their sizes [1,7]. Moreover, ultrasound homogenization offers an improvement over conventional methods due to the fact that emulsions after this method can be characterized by particles in the sub-micron range with extremely narrow particle sizes. Additionally, such emulsions are more stable, and even using surfactants is not necessary. Also, the energy that is needed to produce emulsion by ultrasound homogenization is less than that which is needed when using conventional homogenization [2]. Interestingly, the amount of fat and its structure may contribute to forming the ice crystal structure by forming less space for the crystal, and then smaller ice crystals may be obtained [11]. Furthermore, a detailed examination by Tüker and Dogan [12] shows that ultrasound homogenization beneficially influences the properties of ice cream such as the melting time. The appropriate stability of the emulsion, which was identified with a lack of changes in the sizes of particles, may in-fluence the obtaining of the desirable structure of ice cream and the control of the shelf-life of the product [13,14]. The initial stability of ice cream mixes is created at the stage of homogenization, where the adsorption of proteins and emulsifiers occurs [15,16,17]. It is worth paying attention that, in ice cream mixes, the amount of destabilization should not be treated as decreasing the physical properties of ice cream mixes. The amount of destabilized fat in ice cream may contribute to the beneficial changes in melting time and smoother texture of ice cream [18,19,20]. The findings from the study by Kot et al. [21,22], using the example of vegan ice cream, showed that the lower stability of samples had a greater impact on the ice crystal structure, contributing to obtaining smaller ice crystals in comparison to traditional homogenization.
The aim of this research is, therefore, to use ultrasound during homogenization and establish the influence of ultrasonic cavitation on the physical properties of milk ice cream mixes. This study not only focuses on the change during ice cream production, but also uses innovative stabilizers such as iota carrageenan hydrolyzates in the ice cream recipe, which are known for having the ability to be more flexible than the primary form of carrageenans. The obtained data and knowledge may shortly prove to be crucial information for producing milk and vegan ice cream.
2. Materials and Methods
2.1. Materials
In the composition of milk ice cream mixes, the following ingredients were used: 76% milk 0.5% (Mlekovita, Wysokie Mazowieckie, Poland), 7% skimmed milk in powder (Mlekovita, Wysokie Mazowieckie, Poland), 10% inulin (Orafti BENEO, Tienen, Belgium), 7% white sugar (Diamant, Poznań, Poland), 0.4% emulsifier E471 (Fooding Shanghai, Shanghai, China), 0.08% locust bean gum (LBG) (Fooding Shanghai, Shanghai, China), 0.02% xanthan gum (Fooding Shanghai, Shanghai, China), 0.01% iota carrageenan (Sigma-Aldrich, St. Louis, MO, USA), and 0.005% obtained hydrolyzates of iota carrageenan. In Table 1 (below), the descriptions of samples are presented.

Table 1.
The characteristics of the samples of milk ice cream mixes.
2.2. The Hydrolyzates of Iota Carrageenan
In the previous article by Kot et al. [23], the methods of obtaining the acid and enzymatic hydrolyzates of iota carrageenan were painstakingly described. Therefore, in the presented paper, only the crucial information is provided. The acid hydrolyzates of iota carrageenan were prepared by using 0.1 M hydrochloric acid and 0.1 M sodium hydroxide. After performing the acid hydrolysis, the three variants of hydrolyzates were obtained: the control sample after 0 h, after 1 h, and after 3 h. For preparing the enzymatic hydrolysis of iota carrageenan, two sorts of enzymes were used: β-galactosidase and its cheaper and commercial equivalent—lactase. The β-galactosidase enzyme from Escherichia coli (1000 U/mg) was applied (Sigma-Aldrich, St. Louis, MO, USA). The second enzyme–lactase with the min. activity of 5200 NLU/g was purchased from Serowar s.c. (Szczecin, Poland).
After the enzymatic hydrolysis of iota carrageenan by using the β-galactosidase enzyme, four variants of samples were obtained (2, 24, 48, and 72 h), whereas, after the application of the lactase enzyme, two variants were obtained (0 and 24 h of hydrolysis). Taking into account the results from molecular mass (SEC, size-exclusion chromatography) and the research connected with the successfully used hydrolyzates of kappa carrageenan with lower molecular mass [24,25], only hydrolyzates with the lowest molecular mass were applied as stabilizers for a further analysis in the presented study.
2.3. Ice Cream Mix Manufacture
All ingredients of the milk ice cream mixes were blended by using a Bosch MaxoMixx 750W blender (Bosch, Gerlingen, Germany). Then, the blended ingredients were submitted to the pasteurization process by using the Vorwerk thermomixer (Vorwerk, Wuppertal, Germany), at the temperature of 85 °C per 1.5 min. After the pasteurization, the milk ice cream mixes were cooled to reach a temperature of 25 °C. For each variant of ice cream mixes, two liters of volume was prepared for the next analysis.
Homogenization Treatment
After the preparation step, the ice cream mixes were submitted to homogenization. In the present paper, two types of homogenizations were applied. The first one was the mechanical homogenization by using the homogenizer IKA T 25 digital ULTRA-TURRAX (IKA®-Werke GmbH & Co. KG, Staufen, Germany), and the process of homogenization was conducted in 2.5 min with 20 rpm. The second one was the ultrasound homogenization by using the homogenizer Ultrasonic Liquid Processor VCX 500 (Sonics & Materials, Inc., Newtown, CT, USA) with a diameter probe (Model CV334).
To perform the ultrasound homogenization, the frequency of 20 kHz and the exposure time of 5 min were applied. Such parameters of this process were established based on the literature review. In the paper by O’Sullivan et al. [26] the ultrasound homogenization with the same frequency was used on soy and wheat protein isolates. Moreover, the paper by de Silva et al. [27] during the ultrasound homogenization of cupuaçu juice also applied the same conditions of ultrasound homogenization.
For each type of homogenization, the amount of 250 mL of mixes was prepared from each variant. After this step, the milk ice cream mixes proceeded to maturation at a temperature of 4 °C for 24 h (fridge, Whirlpool, Warszawa, Poland).
2.4. The Examination of the Stability of Milk Ice Cream Mixes
The Turbiscan Lab Expert device with the TurbiSoftLab 2.3.1.15 software (Formulation SA, Toulouse, France) was used to assess the stability of prepared milk ice cream mixes. The date of backscattered (BS) ice cream mixes and the Turbiscan Stability Index (TSI) were calculated. The analysis was performed as well as before and after maturation, and the three replications for each variant were examined.
2.5. The Distribution of Particle Size of Milk Ice Cream Mixes
The Cilas 1190 analyzer (Cilas, Orléans, France) was used to assess the particle size distributions of prepared milk ice cream mixes. A few drops of mixtures were suspended in water at an obscuration of 10%. In Table 2, the results from the analysis are shown as the median diameter (D50) and additionally the figures of particle size distributions. The experiment was performed before and after maturation in three replications.
Table 2.
The physical properties of milk ice cream mixes.
2.6. The Analysis of Rheological Properties of Milk Ice Cream Mixes
The analysis of rheological properties of the cream mixes was performed by using the Haake Mars 40 rheometer (Thermo Scientific Inc., Karlsruhe, Germany) in a rotational mode within a shear rate of 0–100 s−1 at a constant temperature of 25 °C. The apparent viscosity (ηapp) curve as a function of the shear rate () in the semi-logarithmic scale (the flow curves) was plotted by theoWin v.4.86. Job Manager (Thermo Scientific). To describe the flow curves and to determine the flow behavior index, the Ostwald de Waele model (1) was applied:
where K is the consistency index (Pasn), is the shear rate (s−1), and n is the flow behavior index (dimensionless). Three repetitions for each variant of ice cream mixes as well as before and after maturation were examined.
2.7. Characterization of the Microstructure of Milk Ice Cream Mix Emulsions
The images of ice cream mixes were taken by using the Olympus BX 43F microscope and camera Olympus CAM-SC 50 (Olympus, Tokyo, Japan), to describe the microstructure of emulsion. Therefore, equally before and after the maturation, this analysis was performed. In the preparation of the samples, a small amount of an ice cream mix was put on the slide using a spatula and covered with a slip glass.
2.8. Statistical Analysis
All above-mentioned analyses of the ice cream mixes were conducted in triplicate and the results were expressed as the mean ± standard deviation. The one-way ANOVA was used to analyze the obtained results. To determine if the differences between the parameters of the ice cream mixes were significant, Tukey’s test was used. The statistical appraisal was applied by using STATISTICA 13.3 software (Statsoft Polska, Kraków, Poland). The significance of the test was set at α = 0.05.
3. Results and Discussion
3.1. The Stability of Milk Ice Cream Mixes
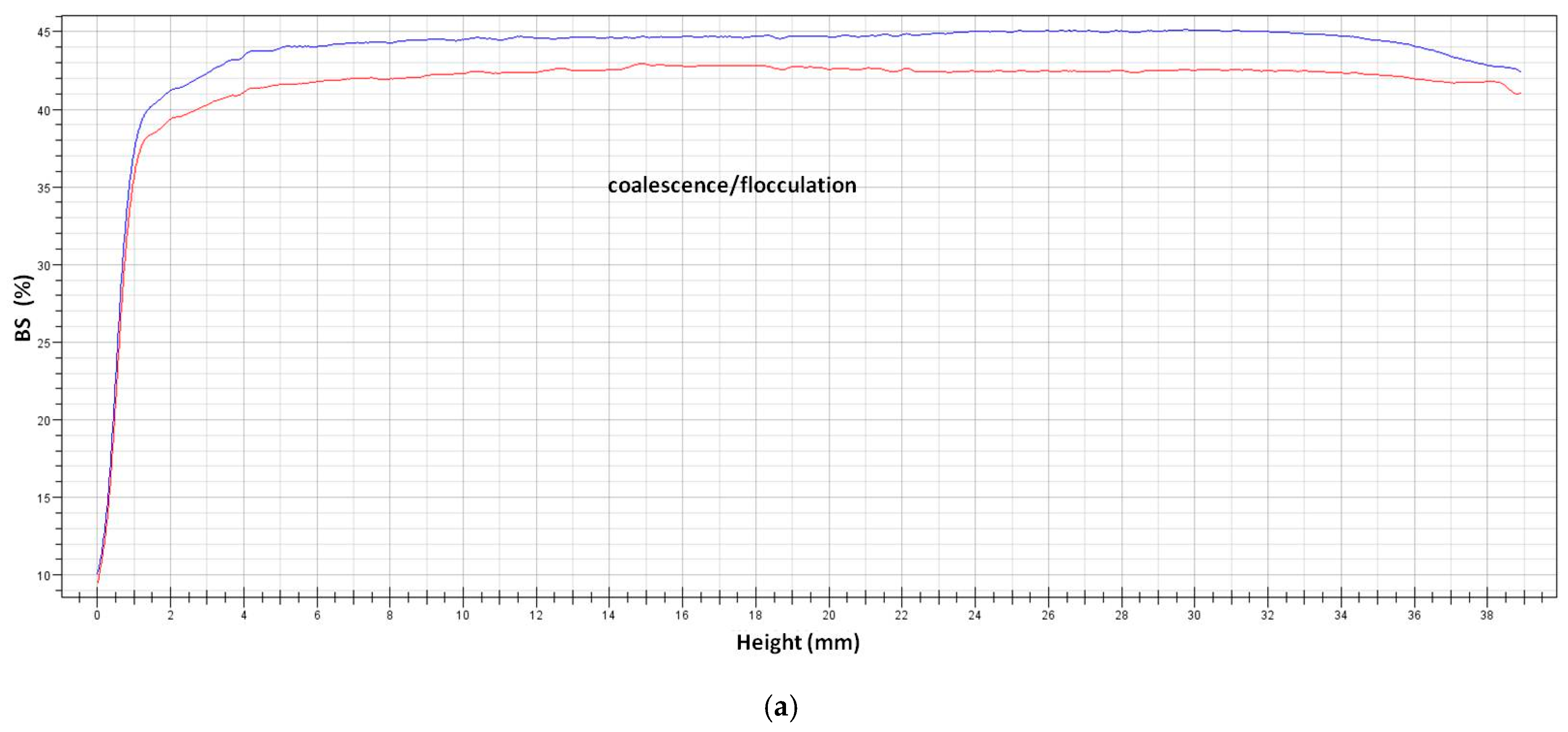
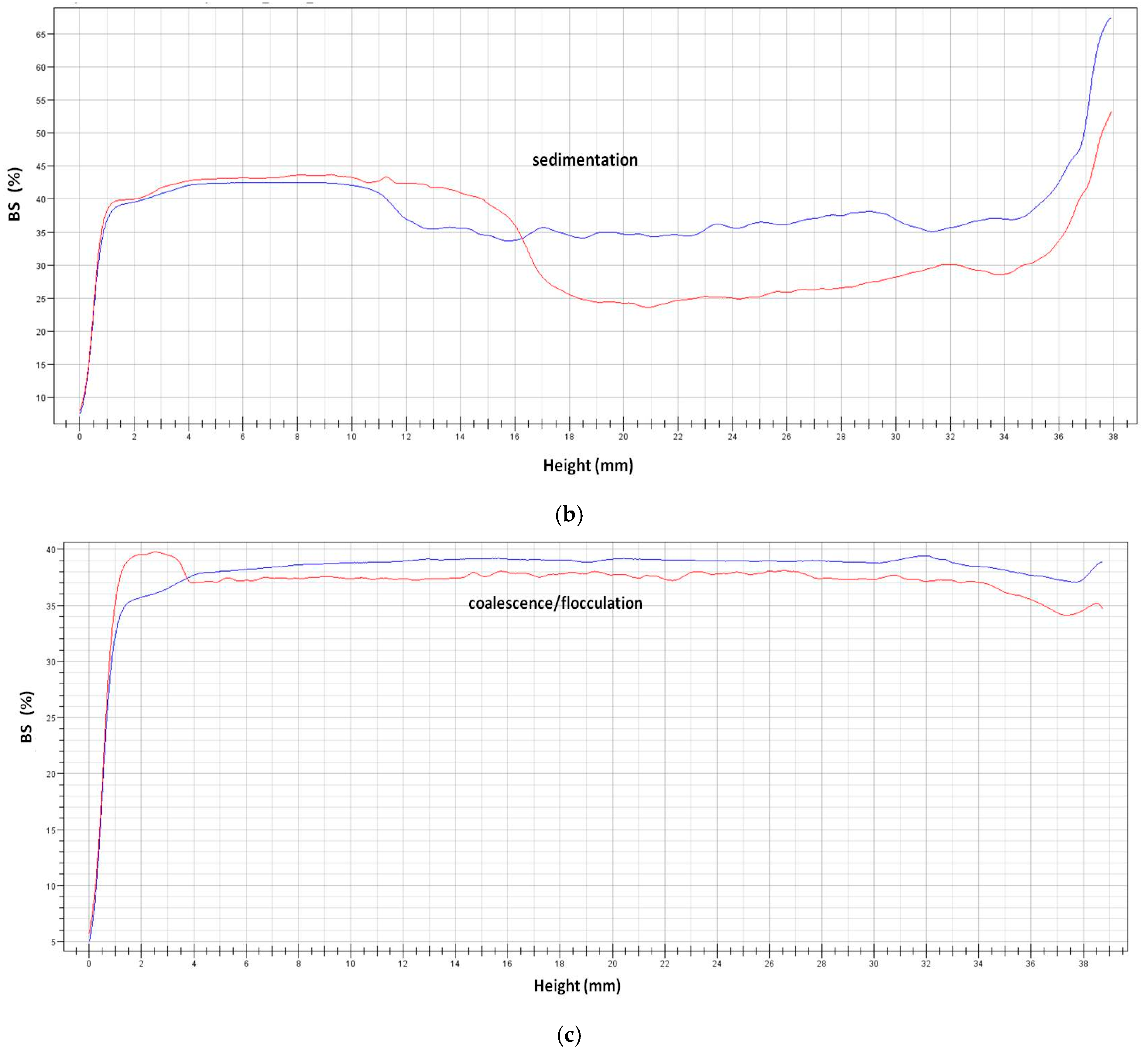
The stability of emulsion is a crucial factor that refers to resisting undesirable changes during storage time. Therefore, the ice cream mixes are a multiphase product that also can be treated as an oil–water emulsion, and it is necessary to investigate this physical property. In the present paper, the stability of ice cream mixes was investigated by using the turbidimetric method [28]. The results were expressed as the TSI (Turbiscan Stability Index) value (Table 2) and as the backscattering (Figure 1a–c).
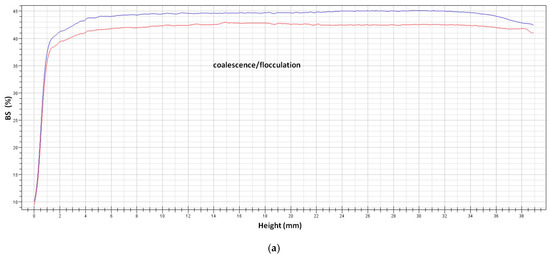
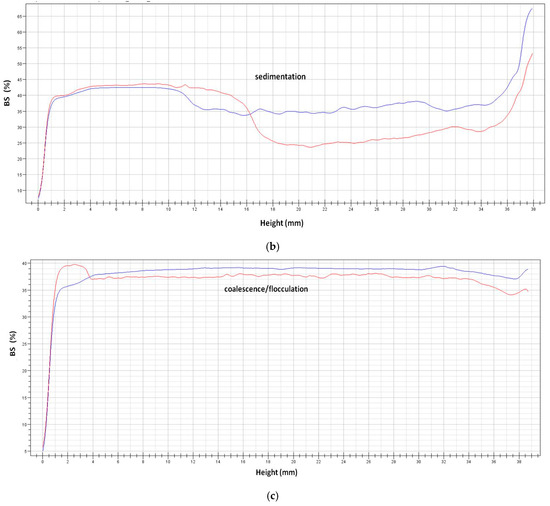
Figure 1.
(a) Variation in backscatter with time for control sample during maturation under refrigerated conditions. (b) Variation in backscatter with time for sample after mechanical homogenization treatment during maturation under refrigerated conditions. (c) Variation in backscatter with time for sample after ultrasound homogenization treatment during maturation under refrigerated conditions. Blue line presents measurements before maturation and red one presents measurements after maturation.
After 24 h of the maturation, the lowest value of TSI (Turbiscan Stability Index) was noted for the sample BU (after ultrasound treatment and with the addition of the enzymatic β-galactosidase hydrolyzates of iota carrageenan), at level 1.3 (Table 1 and Table 2). Simultaneously for these samples, this result presented the highest stability of the emulsion on the grounds that the lower TSI value is equal to better stability. Moreover, the lowest stability of ice cream mixes was indicated for the sample IH (after the mechanical homogenization and with the addition of iota carrageenan). Taking into account the influence of the different sorts of homogenization, it could be noted that ultrasound homogenization improved the stability of milk ice cream mixes. In all samples, after the ultrasound treatment, the TSI values were lower in comparison to samples after the mechanical homogenization.
The range of TSI values for samples after the ultrasound treatment was from 1.3 to 2.2 while for samples after the mechanical homogenization, it was from 2.5 to 7.3. Based on the statistical appraisal, the differences between samples were significant (p < 0.05) (Table 1 and Table 2). Additionally, it could have been concluded that the sort of homogenization during the process of manufacturing ice cream mixes significantly changed the stability of emulsion compared to the sort of used stabilizers. Due to the fact that the value of TSI was similar in the samples such as LU, AU, or BU (samples with the addition of the hydrolyzates of iota carrageenan), the differences were noticed only in the case of homogenization, for instance, for samples LH and LU (Table 1 and Table 2). Moreover, also in the control sample (CU), the effect of UV was seen on the grounds that the TSI value was at level 2.2 while in sample CH (after the mechanical homogenization and without stabilizers), it was at level 2.5 (Table 1 and Table 2). In the previous research by Kot et al. [29], the authors examined the addition of the same stabilizers, however, without any homogenization step in milk ice cream mixes. It was observed that the addition of stabilizers contributed to obtaining the TSI values from 1.9 to 2.8. Also, it proved the positive impact of using ultrasound homogenization in milk ice cream production. In 2018, Albano and Nicoletti [30] published a paper in which ultrasound was used to improve the emulsification of a pectin mixture and concentrate of whey protein. Ultimately, the sonification also enhanced the stability, and ultrasound was successfully applied in low-fat systems. Similarly, Kaltsa et al. [31] found that higher energy input improved the stability of emulsion with the concentration of stabilizers at 0.5%. Additionally, such emulsion was more stable in terms of coalescence during the storage. It is proven that not only the conditions of ultrasound should be taken into consideration but also the exact amount of stabilizers to obtain a stable emulsion.
Figure 1a–c present an overview of the stability of emulsion during 24 h of maturation. Based on results from backscattering, it can be observed that in the milk ice cream mixes after ultrasound homogenization, one destabilization phenomenon occurred—coalescence/flocculation (Figure 1c). This means that the sizes of the particles increase or they create the aggregation of particles. On the other hand, samples after the mechanical homogenization were prone to sedimentation, which is usually identified with the migration of particles (Figure 1b). Interestingly, in control samples (CH and CU) without stabilizers, only the coalescence/flocculation was noted regardless of the sort of homogenization (Figure 1a). Therefore, it can be concluded that the addition of stabilizers in the recipe of milk ice cream mixes may have contributed to the type of destabilization. Different authors, Alvi and Martinez-Monteagudo [32], measured peanut protein-stabilized emulsions after HUI (high-intensity ultrasound), which remained stable for three weeks. Only a slight phase separation was observed while the same emulsions after HPH (high-pressure homogenization) creamed more notably. The reason for such observations was the fact that after ultrasound treatment, emulsions formed a higher interfacial protein concentration and viscosity. Other researchers have highlighted that the addition of emulsifiers may lead to an increase in fat destabilization. This is on the grounds that if emulsifiers in the emulsions of ice cream mixes are incorporated into the fat globule membrane instead of proteins, the emulsions become more unstable. However, this effect can be improved by the maturation step while fat crystallization and protein desorption have occurred. It causes the weakening of the whole structure of the fat globule [18,20]. Therefore, in the presented paper, the addition of an emulsifier might have been a reason for the destabilization of all prepared samples of ice cream mixes.
3.2. The Analysis of Particle Sizes of Milk Ice Cream Mixes
It is a generally accepted fact that a higher stability of the emulsion is connected with smaller sizes of particles, which may contribute to being homogenously distributed. Therefore, the particle sizes of the dispersed phase are pivotal in the stability parallel to Stoke’s law [28]. In the presented study, the particle sizes are expressed as median D50 in Table 2, respectively, before and after maturation.
The estimation of the median D50 ranged from 22.97 to 39.72 µm before the maturation. The lowest value of median D50 was observed for the control sample after the mechanical homogenization (CH) whereas the highest score was noted for the sample after the ultrasound homogenization and with the addition of an enzymatic hydrolyzate of iota carrageenan (LU) (Table 1 and Table 2). Considering the influence of the sort of homogenization, in all samples after the mechanical homogenization, the median D50 had the lowest values compared to in samples after the ultrasound homogenization. In accordance with the statistical analysis (Table 2), significant differences between samples were noticed (p < 0.05). The range of D50 was from 22.97 to 25.41 µm for samples after the mechanical homogenization while for samples after the ultrasound treatment, it ranged from 28.92 to 39.78 µm. Moreover, taking into account the sort of used stabilizers, the combination of mechanical homogenization with the addition of an enzymatic hydrolyzate of iota carrageenan was the most effective of all added stabilizers (sample LH) (Table 1 and Table 2). On the other hand, it can be seen that in all added stabilizers in the milk ice cream mixes, the combination with the traditional mechanical homogenization was more effective in decreasing the sizes of particles than ultrasound homogenization. In view of all the results and observations mentioned so far, it is vital to explain that during conventional, mechanical homogenization, the created turbulence in the medium and cavitation forces are generated by the high pressures. Therefore, the fat globules are disrupted and disintegrated, which leads to a reduction in their sizes [33]. The power of ultrasound by acoustic vibration results in the formation, growth, and collapse of air cavities. It leads to highly localized turbulence, which breaks up and disperses particles. Additionally, the ultrasound treatment besides disrupting particles can promote chemical reactions. This effect is strictly dependent on the intensity of ultrasound treatment [32,34]. In the investigation into the particle sizes of the peanut protein-stabilized emulsions after the ultrasound treatment, Jiang et al. [35] observed that the sizes of particles decreased in comparison to the control sample without ultrasound treatment. Additionally, it was concluded that with the increasing time of ultrasound, the particle size decreased. This could have been explained in that the longer ultrasonic time means higher energy input. Therefore, oil droplets were broken into smaller ones with the increasing duration of ultrasound. In the same vein, Kaltsa et al. [31] proved that increasing the pressure amplitude might have led to intensive cavitation by increasing the number of bubbles generated by the pronounced breaking of liquid threads. The examination of emulsions that contain whey protein and stabilizers showed that a longer duration of ultrasound and a two-stage method (with changing the amplitude from 70 to 90% in the second stage) could have decreased the sizes of particles and narrowed droplet size distribution. Therefore, presumably, using the longer-time ultrasound may have been influenced by improving the effect on decreasing the sizes of particles.
After the maturation, the median D50 ranged from 18.63 to 39.75 µm (Table 1 and Table 2). The lowest value of median D50 was noticed for the control sample after the mechanical homogenization and with the addition of iota carrageenan (IH) while the highest score was for the sample after the ultrasound homogenization and with the addition of an enzymatic hydrolyzate of iota carrageenan (AU) (Table 1 and Table 2). Also, as it was before the maturation, the same tendency was observed in the samples after the ultrasound treatment: the higher value of the median D50. Based on the ANOVA, significant differences between samples were noted (p < 0.05) (Table 1 and Table 2). After the mechanical homogenization, the range of D50 was from 18.63 to 23.95 µm for samples, whereas for samples after the ultrasound homogenization, it ranged from 23.55 to 39.75 µm. Moreover, after 24 h of maturation, a slight reduction in the size of particles was noticed. The most striking observation was the fact that a significant reduction in the median D50 was noticed in the control sample CU (without stabilizers and after the ultrasound treatment), at the level of almost 8 µm. Additionally, in samples after the ultrasound treatment and with the addition of enzymatic hydrolyzates of iota carrageenan, LU and BU (Table 1 and Table 2), the maturation did not contribute to any changes in the sizes of particles. Likewise, Kot et al. [21] hold the view that in the use of ultrasound homogenization in vegan ice cream mixes with the same sort of stabilizers as in the presented article, also after the maturation, the decrease in sizes of particles was observed.
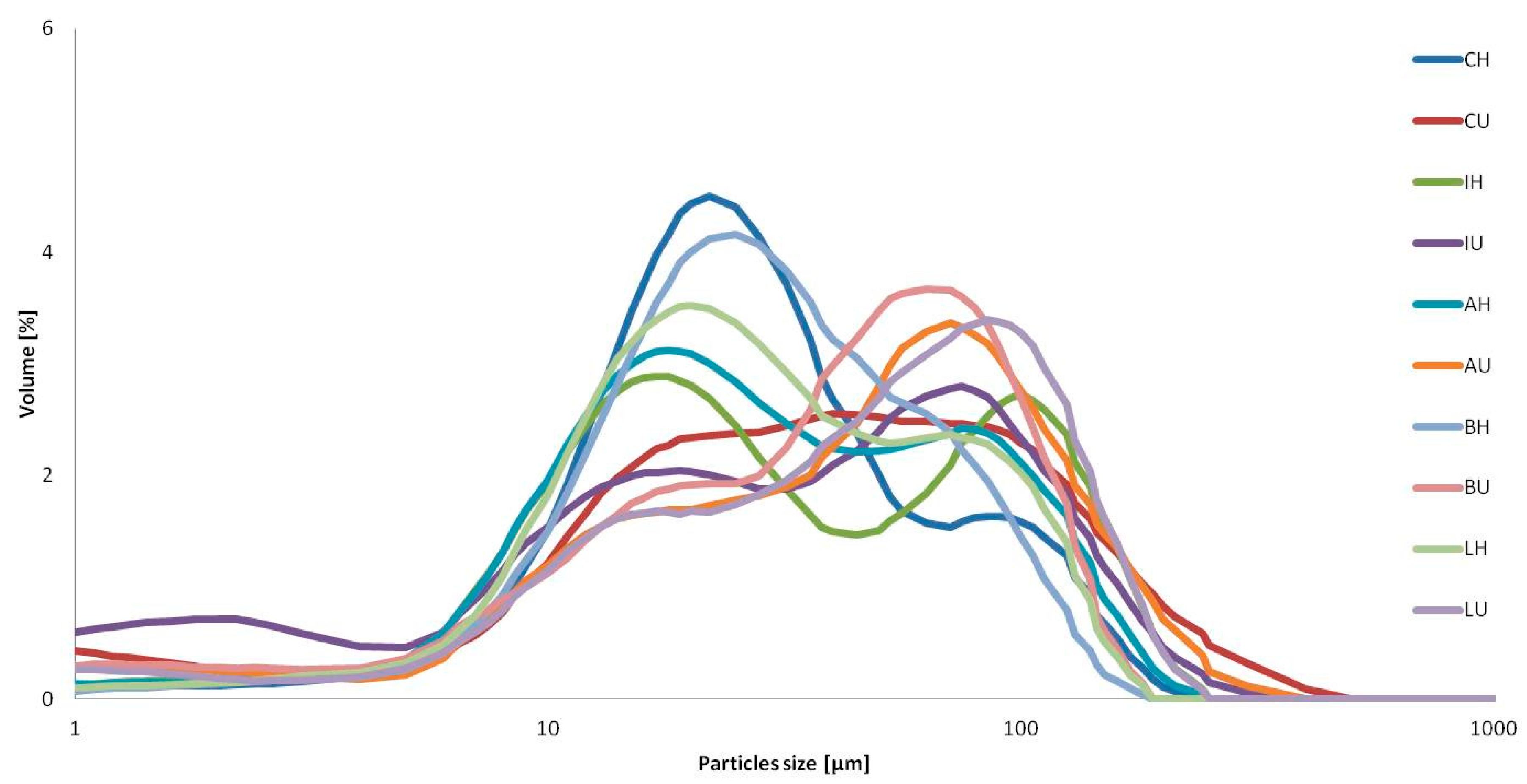
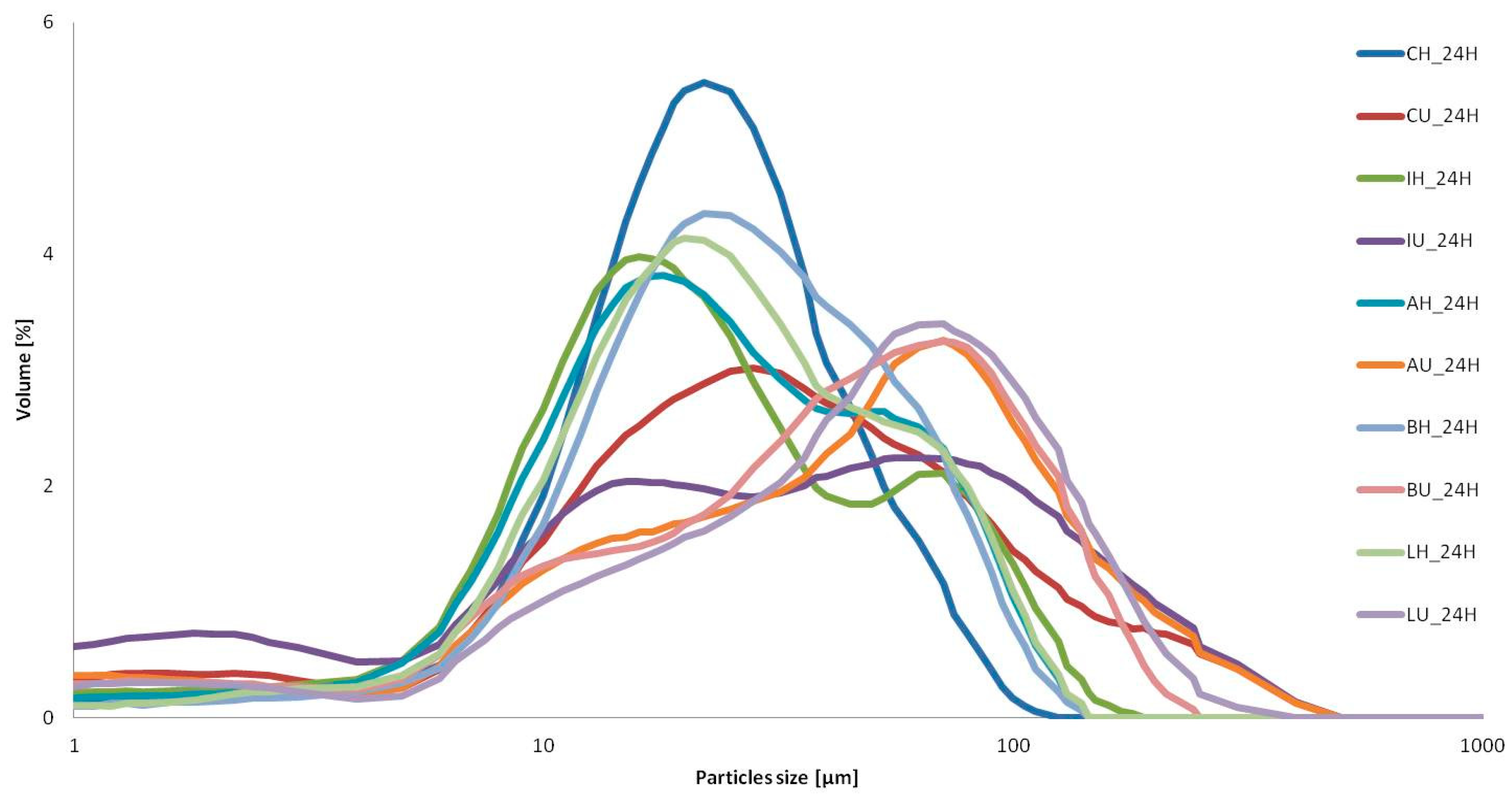
Considering the particle size distribution of the samples before maturation, two or three peaks were observed in samples of milk ice cream (Figure 2). The range for the first peak was from 1 to 7 µm, and the second one was from 7 to 50–70 µm. The next peaks depended on the type of samples, ranging from 70 to 100 or from 80 to more than 100 µm. After the maturation, what is interesting in these data (Figure 3) is that the distributions of particle sizes were more diverse than before maturation. This is on the grounds that two and three peaks were noted. The most homogenous sample from all samples was CH, after the mechanical homogenization and without stabilizers. Moreover, the ranges of peaks were similar to those before maturation. In the research by Alvi and Martinez-Monteagudo [32] after the ultrasound with the different acoustic intensities in ice cream mixes, two distinctive peaks were observed. However, by using a higher intensity of 18.4 ± 0.8 W/cm2, the narrow distribution of particles was noted. Additionally, in a comprehensive analysis by Liu et al. [36], the degree of fat destabilization in ice cream was measured with different sorts and amounts of emulsifiers such as WPI (whet protein isolate) and T80. It was observed that the first peak in the figure (0.01–10 µm) corresponded to the single fat droplet, and then the second peak presented the aggregation of fat particles (>10 µm). A broader perspective should be taken into account in the case of fat aggregation. Some authors [37] summarized that not only had emulsifiers been promoters for fat aggregation in ice cream but also that stabilizers played a key role in this process. Therefore, it is vital to develop the appropriate amount of these ingredients due to the fact that it has a crucial influence on the texture of ice cream. For instance, the higher amount of single stabilizers such as LBG (locust bean gum) or MDG (mono- and diglycerides) contributed to larger particle sizes than in the control samples. Based on the presented article, the lower ability of ultrasound to decrease the sizes of particles and narrow the particle’s size distribution may have been linked with the addition of stabilizers and emulsifiers. Thus, further studies will need to develop the appropriate amount of these substances in the recipe of ice cream mixes.
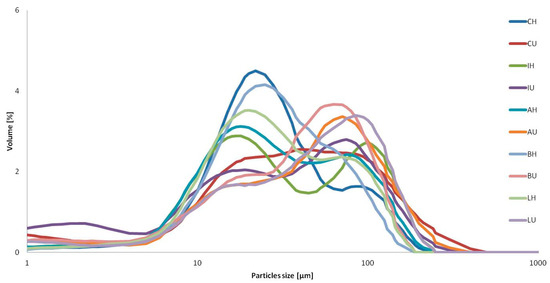
Figure 2.
Particle size distribution before 24 h of maturation of milk ice cream mixes.
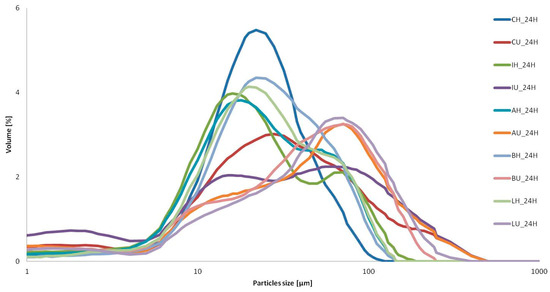
Figure 3.
Particle size distribution after 24 h of maturation of milk ice cream mixes.
3.3. The Analysis of Rheological Properties of Milk Ice Cream Mixes
The rheological properties of milk ice cream mixes were assessed by the Ostwald de Waele model. The rheological parameters before and after maturation are presented in Table 3. This model was also used in ice cream mixes to describe the rheological properties, for instance, in research by Lozano et al. [38], or Atalar et al. [39].
Table 3.
Ostwald de Waele model parameters of milk ice cream mixes.
The obtained data before maturation show that the consistency index (K) ranged from 0.006 to 0.033. Considering the sort of homogenization, in the samples after ultrasound treatment, the value of the consistency index was lower than in samples after the mechanical homogenization. The addition of stabilizers contributed to increase this parameter compared to the control sample (CH or CU) (Table 1 and Table 3). Additionally, the statistical analysis confirmed the significant differences between samples (p < 0.05). The n value was less than 1 for most of the samples, meaning that milk ice cream mixes evinced pseudoplastic, non-Newtonian shear-thinning behavior [40]. The rheological character of milk ice cream mixes could have been the consequence of disruption in the structured network as the shear was applied in the emulsions [32,41]. Only sample IU, after ultrasound treatment and with the addition of iota carrageenan, was characterized by a flow behavior index at level 1.168, which means that this sample can be classified with shear-thickening (dilatant) behavior. The increase in viscosity with the simultaneous increase in the shear rate may be related to the increasing alignment of constituent molecules of the tested system. The higher values of n are connected with the higher stability of the product during processing. Moreover, the combination of iota carrageenan with the ultrasound treatment in accordance with the value of TSI had the lowest stability in comparison to other samples with the addition of stabilizers (Table 2) [42]. In research by Atalar et al. [39], ice cream with different amounts of homogenized hazelnut milk was examined. By using the Ostwald de Waele model, such parameters as the apparent viscosity, consistency index, and flow behavior index were measured. It was noted that the consistency value ranged from 0.89 to 4.13 Pasn and the flow behavior index was assessed from 0.61 to 0.76. Overall, it was concluded that with the increasing amount of homogenized milk in ice cream, the consistency index was higher while the flow behavior index was lowered [37]. A smaller n value contributes to a higher shear-thinning attitude and is more pseudoplastic [43]. Therefore, the better/higher shear-thinning behavior can bring advantages such as decreasing the energy input during the ice cream production process, pumping, or mixing. Moreover, such properties as texture and mouthfeel can also be improved by a higher shear-thinning attitude [39]. Having discussed the influence of the acoustic intensity (11.2 ± 0.3 W/cm2; 14.4 ± 0.5 W/cm2; and 18.4 ± 0.8 W/cm2) of ice cream, Alvi and Martinez-Monteagudo [32] reported that the flow behavior index (n) was also increased with the increase in acoustic intensity. In the case of the consistency index (K), it was increasing also with the higher intensity of ultrasound but not gradually. It means that in the intensity 18.4 ± 0.8 W/cm2, there was significant growth of the consistency index.
Turning now to the experiment results after maturation, a slight increase was noted in all samples, and the consistency index (K) ranged from 0.007 to 0.040. Moreover, the same tendency was observed as it was before maturation that samples after the ultrasound treatment had a lower consistency index (K) than samples after the mechanical homogenization. For instance, the consistency index for sample BH was at the level of 0.033 while for sample BU, it was 0.018 (Table 1 and Table 3). The n value decreased in comparison to results before maturation. Only samples IU and BU had a value of more than 1 while for other samples, it was less than 1. Based on that observation, sample IU was changing to achieve more pseudoplastic behavior (from 1.168 to 1.02) and for sample BU, the increase was noted from 0.957 to 1.019. Nonetheless, based on the statistical results, there were no significant differences between samples; therefore, the obtained results were not taken into further consideration.
The detailed examination of the rheological characterization of ice cream with different food hydrocolloids by BahramParvar et al. [42] showed that with the increasing amount of gum concentrations in ice cream, the decrease in the flow behavior index was also visible. Notwithstanding, the differences in the value of n could have been connected with the different concentrations and molecular sizes. Therefore, stabilizers with low n values are advisable for ice cream mixes on the grounds that they can positively influence the desirable mouthfeel characteristic of ice cream [42]. The maturation in ice cream production has been identified as a major contributing factor to the overall quality of ice cream. Thus, the relationship between maturation and rheological properties of ice cream was also presented in research by Alvarez et al. [44]. The following was conclusively measured: the apparent viscosity of ice cream mixed with different amounts of stabilizers before and after 24 h of maturation. It was noted that the viscosity of ice cream mixes increased due to maturation and the range was from 4.83 to 24.06 mPa*s. The reason for such changes could have been the hydration of protein and stabilizers during the maturation step [44,45,46]. Similarly, in our research, the same tendency was observed (Table 3). Overall, there seems to be some evidence to indicate that with the increasing viscosity of ice cream mixes, the inhibition of recrystallization increases, the melting rate decreases, and the smoothness increases with the sensory characteristics of ice cream. Therefore, there is no versatile formula or process to accurately predict the relationship between ice cream mixes and ice cream by using selected ingredients and stabilizers and by changing the process production [41,46].
3.4. The Microscopic Properties
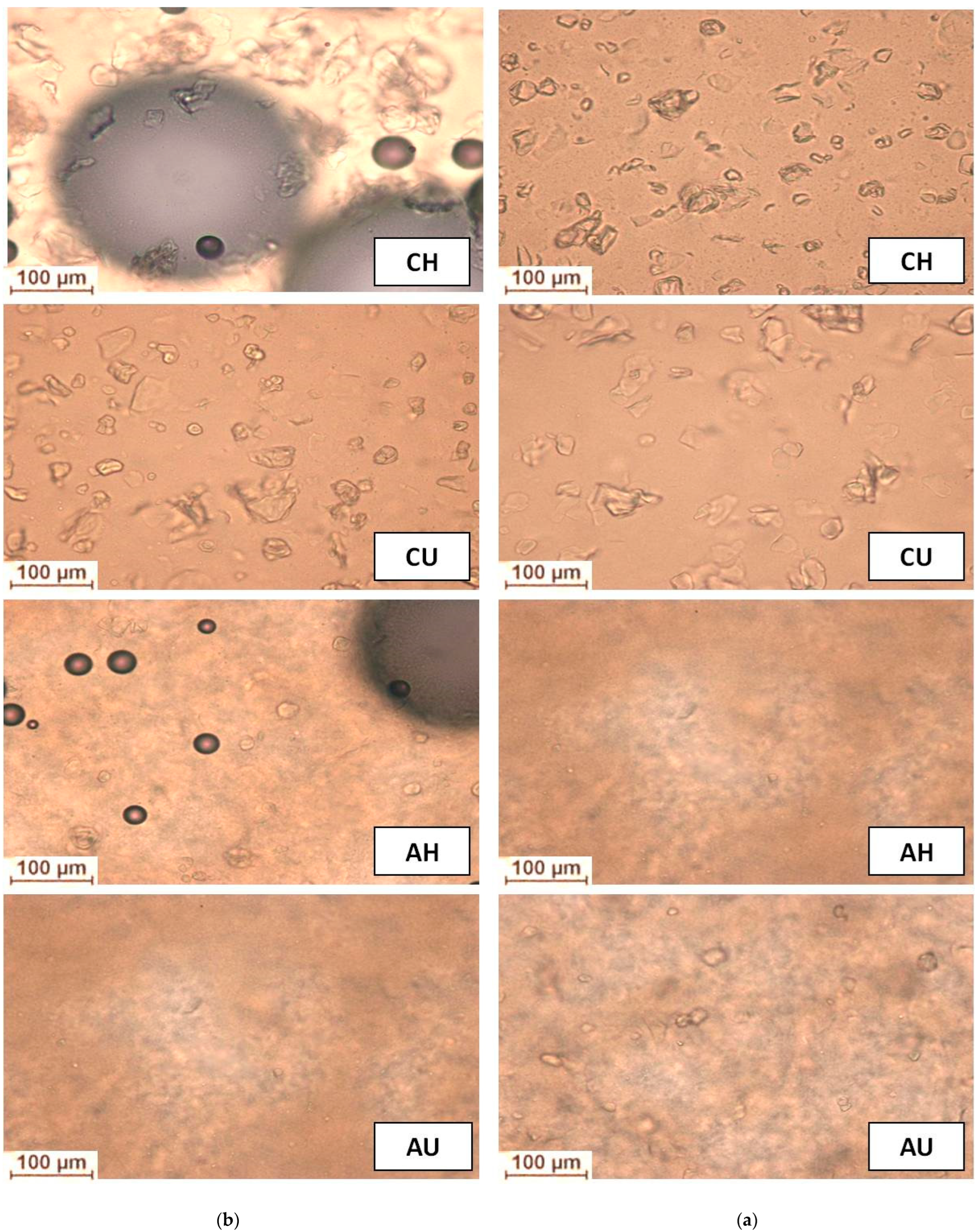
The microstructure of ice cream is accountable for significant quality parameters of ice cream such as viscoelastic behavior, hardness, or melting time [47]. Due to the fact that the microscopic observation may yield significant clues to deducing the dependence between the stability and microstructure of emulsion [48], the images before and after maturation were analyzed. The chosen images of the milk ice cream mixes are presented in Figure 4.
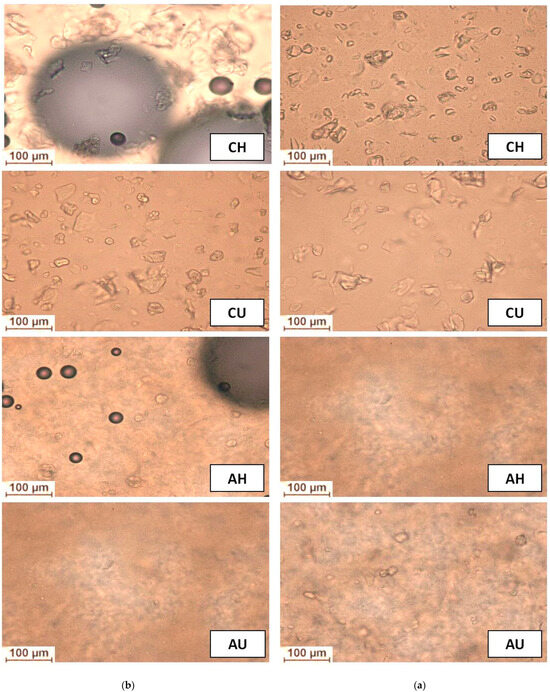
Figure 4.
Microscope images of chosen milk ice cream mixes (b) before and (a) after maturation.
Looking at the samples before the mechanical homogenization treatment, air bubbles are visible. On the other hand, after the maturation in the same samples, the number of air bubbles was lower or even absent. Depending on the mechanical damage of the fat globules, the air bubbles should be less or more covered by stable partially destabilized fat agglomerates and also fat globules or milk proteins [20]. Having considered the amount of fat in the recipe of milk ice cream mixes, it was too little to maintain the air surface after the homogenization process. These changes during maturation were confirmed by the higher values of TSI and backscattering (Table 2 and Figure 1a–c). In the case of ultrasound homogenization treatment of milk ice cream mixes, the changes before and after maturation were not visible. This means a better stabilization of the emulsion during the maturation, also confirmed by the TSI value in Figure 4. The addition of stabilizers did not contribute to visual changes based on the microscopic images. Also, the addition of stabilizers did not result in changes in the median diameter (Table 2) or the sort of destabilization based on the backscattering figures (Figure 1a–c). According to the included sentence at the beginning of this paragraph, it was also proved that stability is strictly connected with the microscopic analysis. Therefore, the observation of ice cream mixes is a crucial part of the assessment of the stability of emulsion. Moreover, using the new technique in ice cream production, the new conditions of this process may influence the fat destabilization and melting behavior of ice cream.
4. Conclusions
This investigation aimed to assess the influence of ultrasound homogenization as a new step in milk ice cream production instead of mechanical homogenization. It was maintained that ultrasound contributed to improving the stability of emulsions of ice cream mixes. The TSI value was less than 2.2 while for samples after the mechanical homogenization, it was less than 7.2. This showed the significant and beneficial influence of ultrasound waves on the stability during the storage of milk ice cream mixes. The particle sizes were successfully decreased by using mechanical homogenization and maturation steps. Contrary to expectations, little were the particle sizes decreased by using the ultrasound homogenization. In the case of rheological properties, the ultrasound treatment contributed to the changes in the consistency of emulsions before and after maturation. The values of the consistency index were lower after ultrasound than after mechanical homogenization, and it achieved the lowest value at the level 0.009 × 10−3·Pasn.
The changes in the stability, particle sizes, and rheological properties could have been related to changes in the macromolecules and interactions between them. The pivotal changes in the obtained results showed that this technology used as ultrasound might be used to reduce the level of stabilizer usage and therefore the ingredient cost for ice cream manufacturers, as well as offering the opportunity to produce higher-quality products. Additionally, there is still abundant room for further progress in determining the positive and negative changes in the physical properties of ice cream mixes. For instance, in the case of rheological properties, the tests that would clarify the nature of the flow of the examined ice cream mixes may be performed. Besides this, future studies connected with the limitations of presented results may involve changes in the parameters of ultrasound treatment or changes in the ingredients of ice cream mixes to obtain narrow particle sizes in comparison to presented results.
Author Contributions
Conceptualization, A.K. and A.K.-D.; methodology, A.K. and A.K.-D.; software, A.K.; validation, A.K. and A.K.-D.; formal analysis, A.K. and A.K.-D.; investigation, A.K. and A.K.-D.; resources, A.K.; data curation, A.K. and A.K.-D.; writing—original draft preparation, A.K. and A.K.-D.; writing—review and editing, A.K. and A.K.-D.; visualization, A.K.; supervision, A.K.; project administration, A.K.-D. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data generated or analyzed during this study are available from the corresponding author upon reasonable request.
Acknowledgments
Research equipment was purchased as part of the “Food and Nutrition Centre—modernization of the WULS campus to create a Food and Nutrition Research and Development Centre (CŻiŻ)” co-financed by the European Union from the European Regional Development Fund under the Regional Operational Programme of the Mazowieckie Voivodeship for 2014–2020 (Project No. RPMA.01.01.00-14-8276/17).
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Akdeniz, V.; Akalin, A. New approach for yoghurt and ice cream production: High-intensity ultrasound. Trends Food Sci. Technol. 2019, 86, 392–398. [Google Scholar] [CrossRef]
- Chemat, F.; Khan; M.K. Application of ultrasound in food technology: Processing, preservation and extraction. Ultrason. Sonochem. 2011, 18, 813–835. [Google Scholar] [CrossRef] [PubMed]
- Cheng, X.; Zhang, M.; Xu, B.; Adhikari, B.; Sun, J. The principles of ultrasound and its application in freezing related processes of food materials: A review. Ultrason. Sonochem. 2015, 27, 576–585. [Google Scholar] [CrossRef] [PubMed]
- Bhargava, N.; Mor, R.S.; Kumar, K.; Sharanagat, V.S. Advances in application of ultrasound in food processing: A review. Ultrason. Sonochem. 2021, 70, 105293. [Google Scholar] [CrossRef] [PubMed]
- Carrillo-Lopez, L.M.; Garcia-Galicia, I.A.; Tirado-Gallegos, J.M.; Sanchez-Vega, R.; Huerta-Jimenez, M.; Ashokkumar, M.; Alarcon-Rojo, A.D. Recent advances in the application of ultrasound in dairy products: Effect on functional, physical, chemical, microbiological and sensory properties. Ultrason. Sonochem. 2021, 73, 105467. [Google Scholar] [CrossRef] [PubMed]
- Ashokkumar, M.; Bhaskaracharya, R.; Kentish, S.; Lee, J.; Palmer, M.; Zisu, B. The ultrasonic processing of dairy products—An overview. Dairy Sci. Technol. 2010, 90, 147–168. [Google Scholar] [CrossRef]
- Firouz, M.S. Application of high-intensity ultrasound in food processing for improvement of food quality. In design and optimization of innovative food processing techniques assisted by ultrasound. In Developing Healthier and Sustainable Food Products; Barba, F., Cravotto, G., Chemat, F., Lorenzo Rodriguez, J.M., Sichetti Munekata, P.E., Eds.; Elsevier Inc.: Amsterdam, The Netherlands, 2021; pp. 155–159. [Google Scholar]
- Mortazavi, A.; Tabatabaie, F. Study of Ice Cream Freezing Process after Treatment with Ultrasound. World Appl. Sci. J. 2008, 4, 188–190. [Google Scholar]
- Kamińska-Dwórznicka, A.; Kot, A.; Jakubczyk, E.; Buniowska-Olejnik, M.; Nowacka, M. Effect of ultrasound-assisted freezing on the crystal structure of mango sorbet. Crystal 2023, 13, 396. [Google Scholar] [CrossRef]
- Nazarewicz, S.; Kozłowicz, K.; Kobus, Z.; Gładyszewska, B.; Matwijczuk, A.; Ślusarczyk, L.; Skrzypek, T.; Sujka, M.; Kozłowicz, N. The use of ultrasound in shaping the properties of ice cream with oleogel based on oil extracted from tomato seeds. Appl. Sci. 2022, 12, 9165. [Google Scholar] [CrossRef]
- Adapa, S.; Schmidt, K.A.; Jeon, I.J.; Herald, T.J.; Flores, R.A. Mechanisms of ice crystallization and recrystallization in ice cream: A review. Food Rev. Int. 2000, 16, 259–271. [Google Scholar] [CrossRef]
- Tüker, D.A.; Dogan, M. Effect of ultrasound homogenization on the structural and sensorial attributes of ice cream: Optimization with Taguchi and data envelopment analysis. J. Food Meas. Charact. 2021, 15, 4888–4898. [Google Scholar]
- Cheng, J.; Ma, Y.; Li, X.; Yan, T.; Cui, J. Effects of milk-proteinpolysaccharide interactions on the stability of ice cream model systems. Food Hydrocoll. 2015, 45, 327–336. [Google Scholar] [CrossRef]
- Pal, R. Modeling of sedimentation and creaming in suspensions and pickering emulsions. Fluids 2019, 4, 186. [Google Scholar] [CrossRef]
- Gelin, J.L.; Poyen, L.; Courthaudon, J.L.; Meste, M.L.; Lorient, D. Structural changes in oil-water emulsions during the manufacture of ice cream. Food Hydrocoll. 1994, 8, 299–308. [Google Scholar] [CrossRef]
- Goff, H.D. Colloidal aspects of ice cream—A review. Int. Dairy J. 1997, 7, 363–373. [Google Scholar] [CrossRef]
- Mendez-Velasco, C.; Goff, H.D. Fat structures as affected by unsaturated or saturated monoglyceride and their effect on ice cream structure, texture and stability. Int. Dairy J. 2012, 24, 33–39. [Google Scholar] [CrossRef]
- Berger, K.G.; White, G.W. An electron microscopical investigation of fat destabilization in ice cream. Int. J. Food Sci. Tech. 1971, 6, 285–294. [Google Scholar] [CrossRef]
- Goff, H.D.; Kinsella, J.E.; Jordan, W.K. Influence of various milk protein isolates on ice cream emulsion stability. J. Dairy Sci. 1989, 72, 385–397. [Google Scholar] [CrossRef]
- Koxholt, M.M.R.; Eisenmann, B.; Hinrichs, J. Effect of the fat globule sizes on the meltdown of ice cream. J. Dairy Sci. 2001, 84, 31–37. [Google Scholar] [CrossRef]
- Kot, A.; Kamińska-Dwórznicka, A.; Jakubczyk, E. Study on the influence of ultrasound homogenisation on the physical properties of vegan ice cream mixes. Appl. Sci. 2022, 12, 8492. [Google Scholar] [CrossRef]
- Kot, A.; Kamińska-Dwórznicka, A. The influence of ultrasound homogenization on recrystallization during storage of vegan ice cream. J.Food Process Eng. 2023, 46, e14472. [Google Scholar] [CrossRef]
- Kot, A.; Kamińska-Dwórznicka, A.; Antczak, A.; Jakubczyk, E.; Matwijczuk, A. Effect of ɩ-carrageenan and its acidic and enzymatic hydrolysates on ice crystal structure changes in model sucrose solution. Coll. Surf. A Physicochem. Eng. Asp. 2022, 643, 1–12. [Google Scholar] [CrossRef]
- Kamińska-Dwórznicka, A.; Matusiak, M.; Samborska, K.; Witrowa-Rajchert, D.; Gondek, E.; Jakubczyk, E. The influence of kappa carrageenan and its hydrolysates on the recrystallization process in sorbet (Part B). J. Food Eng. 2015, 167, 162–165. [Google Scholar] [CrossRef]
- Kamińska-Dwórznicka, A.; Skrzypczak, P.; Gondek, E. Modification of kappa carrageenan by β-galactosidase as a new method to inhibit recrystallization. Food Hydrocoll. 2016, 61, 31–35. [Google Scholar] [CrossRef]
- O’Sullivan, J.; Murray, B.; Flynn, C.; Norton, I. The effect of ultrasound treatment on the structural, physical and emulsifying of animal and vegetable protein. Food Hydrocoll. 2016, 53, 141–154. [Google Scholar] [CrossRef]
- da Silva, L.F.R.; da Silva Gomes, A.; Castro, D.R.G.; das Chagas do Amaral Souza, F.; Mar, J.M.; Souza da Silva, L.; Sanches, E.A.; de Araújo Bezerra, J.; Bakry, A.M.; Campelo, P.H. Ultrasound-assisted homogenisation and gum Arabic combined to physicochemical quality of cupuaçu juice. J. Food Process. Pres. 2019, 43, e14072. [Google Scholar] [CrossRef]
- Hu, Y.; Ting, Y.; Hu, J.; Hsieh, S. Techniques and methods to study functional characteristics of emulsions systems. J. Food Drug Anal. 2017, 25, 16–26. [Google Scholar] [CrossRef]
- Kot, A.; Jakubczyk, E.; Buniowska-Olejnik, M.; Kamińska-Dwórznicka, A. The effect of iota carrageenan and its hydrolysates on the stability of milk ice cream mixes. Pol. J. Food Nutr. Sci. 2023, 73, 196–204. [Google Scholar] [CrossRef]
- Albano, K.M.; Nicoletti, V.R. Ultrasound impact on whey protein concentrate-pectin complexes and in the O/W emulsions with low oil soybean content stabilization. Ultrason. Sonochem. 2018, 41, 562–571. [Google Scholar] [CrossRef]
- Kaltsa, O.; Michon, C.; Yanniotis, S.; Mandala, I. Ultrasonic energy input influence οn the production of sub-micron o/w emulsions containing whey protein and common stabilizers. Ultrason. Sonochem. 2013, 20, 881–891. [Google Scholar] [CrossRef]
- Alvi, M.A.U.R.; Martinez-Monteagudo, S.I. Impact of acoustic intensity on melting behavior of ice cream. LWT 2023, 186, 115234. [Google Scholar] [CrossRef]
- Bermúdez-Aguirre, D.; Mawson, R.; Barbosa-C’anovas, G.V. Microstructure of Fat Globules in Whole Milk after Thermosonication Treatment. J. Food Sci. 2008, 73, E325–E332. [Google Scholar] [CrossRef]
- Gallego-Ju´arez, J.A.; Graff, K.F. Introduction to power ultrasonics. Applications of high-intensity ultrasound. In Power Ultrasonics; Gallego-Juarez, J.A., Graff, K.F., Eds.; Woodhead Publishing: Cambridge, UK, 2015; pp. 1–6. [Google Scholar]
- Jiang, Y.S.; Zhang, S.B.; Zhang, S.Y.; Peng, Y.X. Comparative study of high-intensity ultrsound and high-pressure homogenization on physicochemical properties of peanut protein-stabilized emulsions and emulsion gels. J. Food Eng. 2021, 44, e13710. [Google Scholar]
- Liu, X.; Sala, G.; Scholten, E. Effect of fat aggregate size and percentage on the melting properties of ice cream. Food Res. Int. 2022, 160, 111709. [Google Scholar] [CrossRef]
- Cropper, S.L.; Kocaoglu-Vurma, N.A.; Tharp, B.W.; Harper, W.J. Effects of Locust Bean Gum and Mono- and Diglyceride Concentrations on Particle Size and Melting Rates of Ice Cream. J. Food Sci. 2013, 78, C811–C816. [Google Scholar] [CrossRef]
- Lozano, E.; Padilla, K.; Salcedo, J.; Arrieta, A.; Andrade-Pizarro, R. Effects of Yam (Dioscorea rotundata) Mucilage on the Physical, Rheological and Stability Characteristics of Ice Cream. Polymers 2022, 14, 3142. [Google Scholar] [CrossRef]
- Atalar, I.; Kurt, A.; Gul, O.; Yazici, F. Improved physicochemical, rheological and bioactive properties of ice cream: Enrichment with higher pressure homogenized hazelnut milk. Int. J. Gastron. Food Sci. 2021, 24, 100358. [Google Scholar] [CrossRef]
- Rao, M.A. Introduction: Food Rheology and Structure. In Rheology of Fluid and Semisolid Foods: Principles and Applications; Barbosa-Canovas, G.V., Ed.; Springer Science & Business Media: New York, NY, USA, 2007; pp. 1–23. [Google Scholar]
- Cavender, G.A.; Kerr, W.R. Microfluidization of full-fat ice cream mixes: Effects on rheology and microstructure. J. Food Process Eng. 2020, 43, e133520. [Google Scholar] [CrossRef]
- Mostafavi, F.S.; Tehrani, M.M.; Mohebbi, M. Rheological and sensory properties of fat reduced vanilla ice creams containing milk protein concentrate (MPC). J. Food Meas. Charact. 2017, 11, 567–575. [Google Scholar] [CrossRef]
- BahramParvar, M.; Razavi, S.M.A.; Khodaparast, M.H.H. Rheological Characterization and Sensory Evaluation of a Typical Soft Ice Cream Made with Selected Food Hydrocolloids. Food Sci. Tech. Int. 2010, 16, 79–88. [Google Scholar] [CrossRef]
- Alvarez, V.B.; Wolters, C.L.; Vodovotz, Y.; Ji, T. Physical properties of ice cream containing milk protein concentrates. J. Dairy Sci. 2005, 88, 862–871. [Google Scholar] [CrossRef] [PubMed]
- Goff, H.D. Ice Cream. In Advanced DairyChemistry Vol. 1. Proteins, 3rd ed.; Fox, P.F., McSweeney, P.L.H., Eds.; Kluwer Academic/Plenum Publishers: New York, NY, USA, 2003; pp. 1063–1082. [Google Scholar]
- Goff, H.D.; Hartel, R.W. Composition and Formulations. In Ice Cream, 7th ed.; Goff, H.D., Hartel, W., Eds.; Springer: New York, NY, USA, 2013; pp. 19–44. [Google Scholar]
- Warren, M.M.; Hartel, R.W. Structural, compositional, and sensorial properties of United States commercial ice cream products. J. Food Sci. 2014, 79, E2005–E2013. [Google Scholar] [CrossRef] [PubMed]
- Ahn, N.; Park, J.-H.; Chai, C.; Imm, J.-Y. The interaction of milk sphingomyelin and proteins on stability and microstructure of dairy emulsions. J. Dairy Sci. 2022, 105, 3832–3845. [Google Scholar] [CrossRef] [PubMed]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).