Abstract
The loss of quality of wolframite concentrates determines the need to improve their processing method that ensures maximum conversion of tungsten into water-soluble wolframate and a reduction in water-soluble impurities. The results of thermodynamic modeling of the sintering of wolframite concentrate with sodium and potassium carbonates indicate a greater efficiency of K2CO3: The reagent consumption required for complete conversion of tungsten into solution decreases from 170% from stoichiometric sintering with Na2CO3 to 110% for K2CO3, as well as the proportion of soluble silicates up to 0.1%. In addition, sintering with K2CO3 is accompanied by the formation of compounds with a higher melting point, preventing melting and coating formation during the process. Mathematical sintering models were obtained by the method of probabilistically deterministic planning of this experiment. Optimal parameters have been determined: The extraction of tungsten into a solution of more than 95% is achieved by sintering with K2CO3 in an amount of 105–110% according to the stoichiometric requirements for the formation of K2WO4, K2MoO4, and K2SO4 at temperatures of 1073–1123 K for 100–120 min. Pilot tests have confirmed the effectiveness of the process. The possibility of sintering a cinder of wolframite concentrate with K2CO3 without the introduction of recycled materials has been established. Sintering under optimal conditions ensures the transition of tungsten to water-soluble tungstate by 97.5%.
1. Introduction
To maintain the indicators for metal extraction and product quality, and due to a decrease in the quality of ore raw materials and their extracted concentrates, process improvement is required. In relation to low-quality wolframite concentrates, there is a significant increase in the content of iron, copper, and molybdenum sulfides, as well as silicon and iron oxides.
The sintering of wolframite concentrates with alkali metal carbonates [1,2,3,4,5,6,7] aimed at forming water-soluble tungstates and preventing the transition of impurities into solution is critical for wolframite concentrate processing. Processing of low-quality raw materials in existing processes using sodium carbonate complicates the conversion of tungsten into water-soluble compounds and requires an increased number of reagents at the stages of concentrate sintering and solution cleaning [1,2,8,9,10,11,12]. One of the disadvantages of using sodium salts in sintering is the formation of low-melting compounds (melt) affecting the process kinetics. The melt prevents high-quality sintering of the charge and facilitates the formation of deposits which ultimately reduces direct metal extraction. To reduce the proportion of low-melting compounds, recycled materials are introduced into the charge (for example, leaching cake), which is associated with a decrease in WO3 content in sintering products to 20–22% and the formation of poorly filtered sodium silicates. Consequently, there has been a reduction in the efficiency of the tungsten extraction technology.
In relation to low-quality raw materials [5,13,14,15,16], containing 28.2–42% WO3 and 20% SiO2, the processing of concentrates is promising, including oxidative roasting with the transfer of sulfur to the gas phase and the sintering of the resulting product with potassium carbonate (instead of Na2CO3), which allows for the elimination of these disadvantages of classical technology (with sintering with Na2CO3) and a reduction in reagent consumption and an increase in the unit efficiency. Sintering with K2CO3 ensures the formation of the target compound K2WO4, which has a higher melting point (1196 K [17]), and prevents premature melting of the interaction products. The literature contains a lot of information on the sintering process of tungsten-containing raw materials with sodium carbonate, but the data on the interaction with K2CO3 during heating are very limited.
The theoretical and experimental studies carried out made it possible to determine the sintering parameters and justify the process modes for processing low-quality raw materials under enlarged conditions. Experimental data [18] showed that the mechanism and kinetics of interaction of wolframite concentrates with sodium and potassium carbonates are close to each other. The peculiarities of their use manifest themselves with a quality decrease in the initial concentration.
The purpose of this work is to determine the optimal parameters of the sintering process of low-quality wolframite concentrate with sodium and potassium carbonates, ensuring maximum conversion of tungsten into water-soluble tungstate, and to assess the prospects of using potassium carbonate based on the results of pilot tests.
2. Materials and Methods
The object of this study is a low-quality wolframite concentrate from the ore of the Kalgutinsky deposit (Russia, Altai Republic, the headwaters of the Kalguty River). According to X-ray phase analysis (XRF), quartz—α-SiO2, chalcopyrite—CuFeS2, pyrite—FeS2, molybdenum—MoS2, iron oxide—ε-Fe2O3 were detected in the concentrate. The mineral composition of the concentrate sample indicates that the behavior of sulfur during thermal interaction with sodium or potassium carbonates will affect its results and thereby the subsequent stages of processing. In this connection, the initial concentrate was subjected to oxidative roasting in a chamber furnace (1073 K, air, 1 h). The outcomes of atomic emission spectroscopy of both the initial and post-treatment concentrates are presented in Table 1. According to X-ray phase analysis, the cinder has the following rational composition, % by weight: 40.7 Fe0.5Mn0.5WO4 (20.3 MnWO4 and 20.4 FeWO4), 28.8 SiO2, 6.5 CuFeO2, 5.1 CuMoO4, 5.0 FeMoO4, 7.2 Fe2O3, 2.7 Al2SiO5, 2.5 Cu2S, 1,4 FeS.

Table 1.
Composition of initial and post-treatment concentrates.
The following reagents were used in the experiments: sodium and potassium carbonates, reagent grade contained at least 99.2% and 99.0% of the basic substance, respectively.
The chemical analyses of the initial concentrate, intermediate, and final products were carried out on an inductively coupled plasma Spectroflame Modula S spectrometer (SPECTRO, Kleve, Germany). The phase composition of the concentrate and processed products was determined using a Shimadzu XRD-7000 diffractometer, Shimadzu, Tokyo, Japan (Cu-Kα radiation, graphite monochromator, Bragg–Brentano focusing), shooting pitch 0.02°, shutter speed 2 s. The decoding of diffractograms was carried out using the ICDD PDF-2 database.
Thermodynamic modeling (TDM) of phase formation during sintering of wolframite concentrate with sodium and potassium carbonates was carried out in order to pre-select processing modes, as well as to evaluate the equilibrium compositions and quantities of the products formed. The simulation was carried out on the Chemistry HSC 6.12 software package (Outokumpu, Helsinki, Finland) based on the minimization of Gibbs energy. The data of the phase composition of the cinder were taken as the fundamental components of the working fluid for thermodynamic modeling.
Calculations were performed for 100 kg of the mass of the working fluid made up of wolframite raw materials and sodium (potassium) carbonate. The number of carbonates and oxygen (air) introduced into the working fluid were taken according to stoichiometric requirements for the formation of tungstates and molybdates of sodium and potassium (Na2WO4, K2WO4 and Na2MoO4, K2MoO4), as well as the conversion of sulfur into sulfate, and iron and manganese oxides to higher degrees of oxidation. During the simulation, the thermodynamic properties of gases—N2, CO2, O2, SO2, oxides—MnWO4, FeWO4, FeO, Fe2O3, Fe3O4, MnO, MnO2, Mn2O3, Mn3O4, MnMoO4, Fe2 were taken into account, along with MnO4, MoO3, FeMoO4, Al2(MoO4)3, SiO2, Al2O3, Al2SiO5, CuFeO2, CuMn2O4, CuMoO4, CuO, CuOFe2O3, Na2CO3, Na2WO4, NaAlO2, NaAlSiO4, NaFeO2, Na2MoO4, Na2SiO3, K2CO3, K2WO4, KAlO2, KAlSiO4, KFeO2, K2MoO4, K2SiO3, sulfates—K2SO4, MnSO4, CuSO4, Cu2SO4, CuO×CuSO4, FeSO4, Fe2(SO4)3, Na2SO4, and sulfides—CuS, Cu2S, FeS, FeS2. The simulation was carried out at 0.1 MPa in the temperature range of 298–1273 K when cooled in increments of 50°. The graphical representation of the data is performed using Spline approximation (Microsoft Excel 2016 v.16.0.4266.1001).
The degrees of transition of elements (α, %) from the initial working fluid to the target interaction products were calculated with the following equation:
where mprod and morig—the amount of the element in the target phase and the initial working medium, kg.
α = 100 × mprod/morig,
Optimization of the sintering process of low-quality tungsten concentrate with sodium or potassium carbonates was carried out using a probabilistically deterministic experimental planning method based on M.M. Protodiakonov equation with the general form represented by the following dependence [19,20]:
where is a generalized function of the degree of tungsten extraction, is a partial function of a certain factor, is the product of all partial functions, and is the average value of all functions raised to a power less than the number of partial functions by one.
The proposed method allows us to take into account the physical meaning of the process in particular dependencies and adequately predict the process beyond changing arguments. The literature analysis using this method [21,22,23,24,25,26] shows that empirical data are adequately described by the Protodiakonov M.M. equation. In addition, the method was used for both roasting [21] and hydrochemical [22,23,24,25,26] processes.
For comparative analysis and finding the optimal parameters of the sintering process of low-quality wolframite concentrate with sodium or potassium carbonates, a three-factor matrix of experimental planning was used at five levels, with the following parameters varying accordingly: process temperature (T), duration (τ), and reagent consumption (Q), which, according to literature data [1,5,6], have the main influence on the tungsten extraction rates in solution. The number of experiments (n) was determined by the number of varying levels (p) from the equality: n = p2. The influence of five levels of factors was taken into account (Table 2), and the matrix of the three-factor experiment included 25 experiments for systems containing Na2CO and K2CO3.
Table 2.
Levels of the studied coefficients.
The determining parameter, the response function (γα), of the efficiency of the sintering process of wolframite concentrate with alkali metal carbonates is the degree of extraction of tungsten into solution after leaching of sintering products depending on the a.m. coefficients (T, τ, Q).
The model experiments were carried out as follows. The concentrate was mixed with an estimated amount of carbonate taking into account stoichiometry for the formation of tungstates, molybdates, and sulfates of sodium and potassium. The mixture was placed in alund crucibles and sintered in a muffle furnace at a set temperature in air environment. The crushed sinter was leached for 60 min with water while stirring in a thermostatically controlled (368–371 K) cell. The pulp was filtered, and the concentration of tungsten was determined in solutions by chemical methods. The degree of transition of tungsten into solution (α) was calculated with the following equation:
where C is the concentration of tungsten in solution, g/dm3; V is the volume of solution, dm3; m is the mass of tungsten in heat treatment products, g.
α = 100 × C × V/m,
The coefficients of nonlinear multiple correlation (R) of functions, as well as the criteria of their significance (Student’s criterion—tR) for the 5% level, were calculated using the following equations:
where n is the number of described points. K is the number of active factors, γe is the experimental result, γt is the theoretical (calculated) result, and γav is the average experimental value. The experimental data were processed using the TableCurve 2D v.5.01.05 and Statistica 7.0.61.0 application software packages.
Pilot industrial tests were carried out in the Institute of Metallurgy of the Ural Branch of the Russian Academy of Sciences (Russia, Yekaterinburg). Oxidative roast of the concentrate was carried out in a chamber furnace (grade CHO—8.5.17.5/10) for 120 min at 1073 K. The concentrate (size less than 0.3 mm) was evenly distributed over the surface of a pallet (690 × 510 mm) made of steel with a layer up to 40 mm. The weight of the loaded concentrate was 7.5 kg. After roasting, the pan was removed, cooled, and a sample was taken for chemical analysis. The weight of the cinder was 7.0 kg. The cinder in equal parts (3.5 kg each) was used for experiments with Na2CO3 and K2CO3, respectively. The resulting cinder according to emission spectral analysis contained, %: 27.9 W, 10.4 Fe, 10.2 Si, 5.4 Cu, 4.6 Mn, 3.8 Mo, 0.8 S, 1.0 Al.
Potassium carbonate (>99.0% K2CO3) and soda ash (>99.4% Na2CO3) were used as sintering reagents. To oxidize iron and manganese oxides to higher valences, sodium (potassium) nitrates were introduced in accordance with known parameters [1] in an amount of 3% by weight of the concentrate. Thus, 1.13 kg of Na2CO3 and 0.105 kg of NaNO3 or 1.13 kg of K2CO3 and 0.105 kg of KNO3 were injected into 3.5 kg of burnt concentrate.
The suspended components of the charge were thoroughly stirred and then loaded onto a stainless-steel pallet, which was installed in a chamber furnace heated to 1073 K. Sintering was carried out for 120 min with periodic stirring after 15 min. The product was then extracted, cooled, weighed, and sampled for chemical and X-ray phase analysis. Hydrometallurgical processing of the sinters was carried out in stainless-steel agitator (volume 63 dm3) with a water-heated jacket with constant stirring. Sintering products were pre-crushed on a jaw crusher to a size of less than 2.5 mm. The obtained materials were loaded into an agitator with heated water (368–371 K). The leaching process was carried out for 2 h at a temperature of T = 4:1. At the end of the process, the pulp was filtered on a nutsche filter with separation of the solid phase (cake), and the products were subjected to chemical analysis.
3. The Results and Discussion
3.1. Thermodynamic Assessment of the Main Reactions
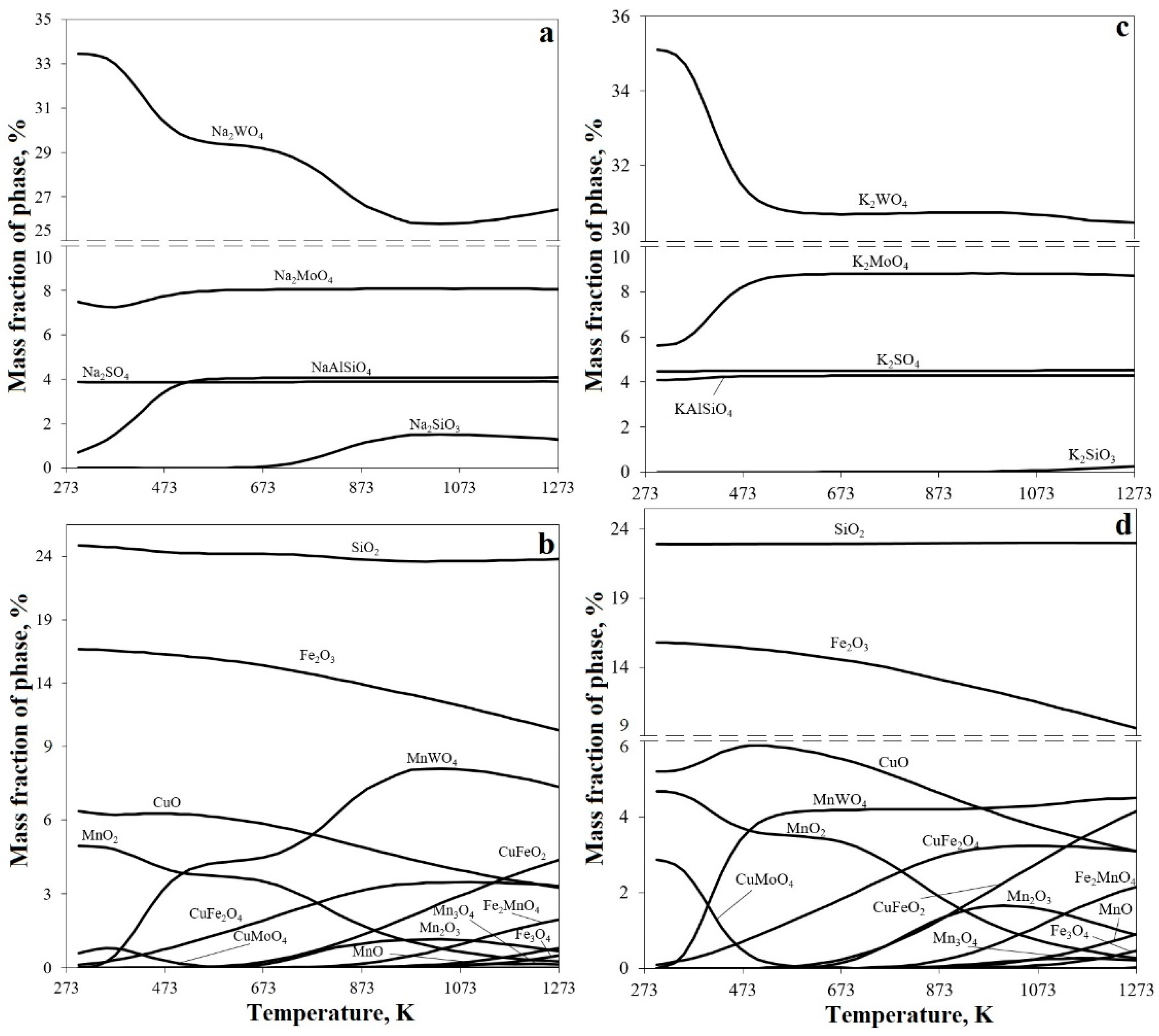
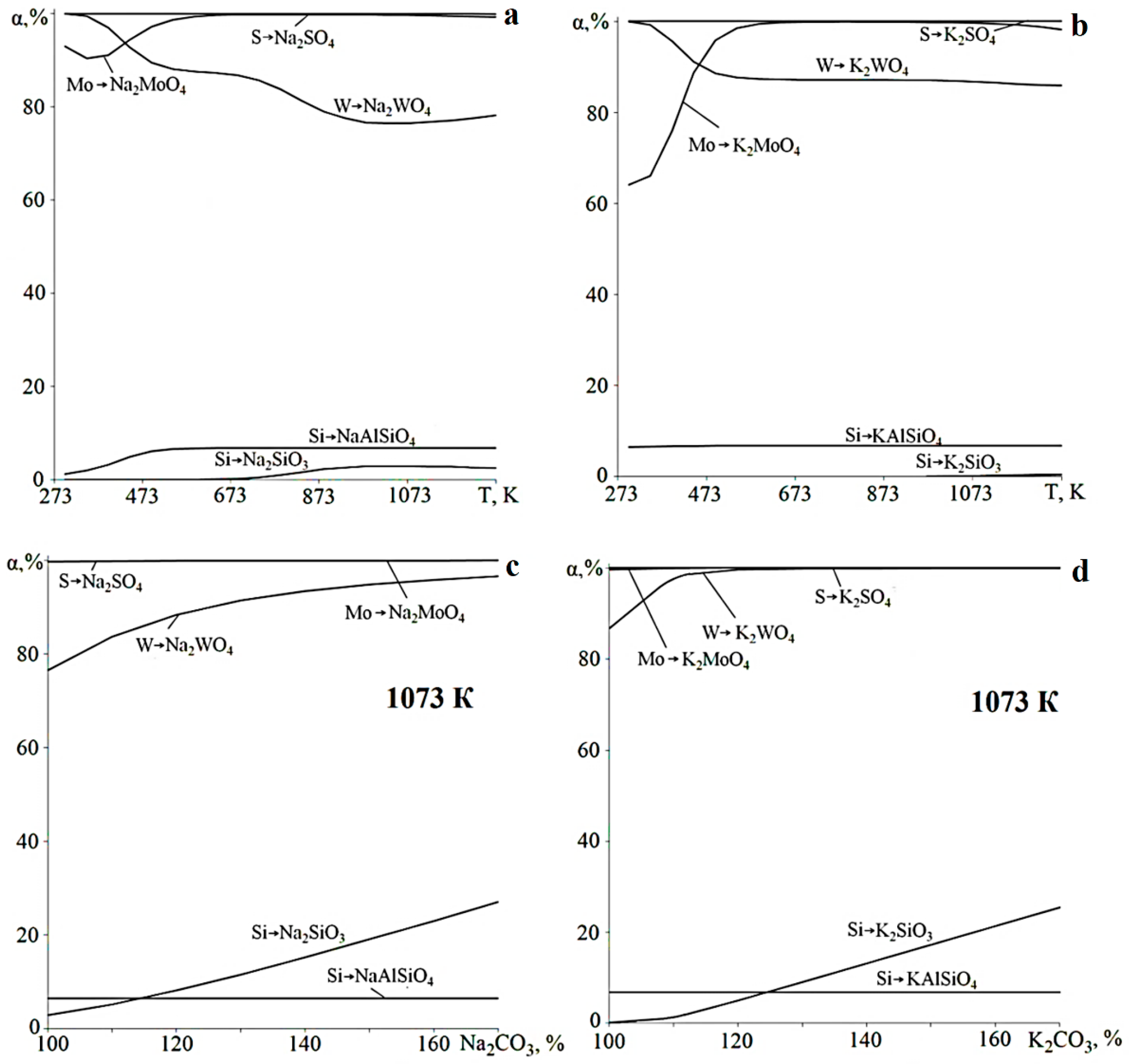
According to the results of TDM (Figure 1), the interaction of the concentrate phase components with alkali metal carbonates in an oxidizing medium is accompanied by the formation of Na2WO4, Na2MoO4 and K2WO4, K2MoO4 for the systems containing Na2CO3 and K2CO3, respectively, as well as manganese oxides and iron of various degrees of oxidation. The number of phases formed depends on the temperature and flow rate of Na2CO3 and K2CO3. The degree of transition of tungsten (Figure 2) to water-soluble compounds, close to 100%, corresponds to an excess of K2CO3—110% of the stoichiometric, unlike Na2CO3, where an excess of 170% is required to achieve such indicators.
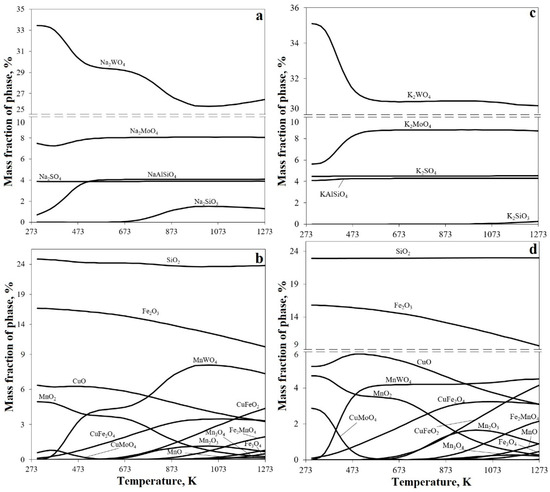
Figure 1.
Change in the proportion of equilibrium phases with temperature during the interaction of the cinder containing Na2CO3 (a,b) and K2CO3 (c,d). Dotted lines indicate gaps in the ordinate axes for the purpose of space reduction.
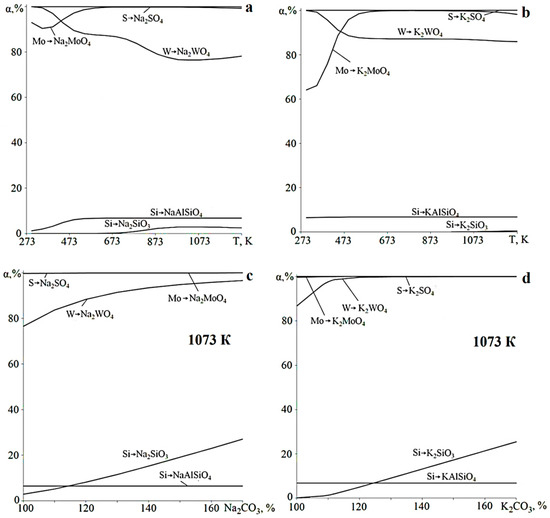
Figure 2.
Change in the degree of transition of elements (α) into the products of the interaction of the cinder containing Na2CO3 (a,c) and K2CO3 (b,d).
The replacement of Na2CO3 by K2CO3 for almost all reactions leads to a decrease in Gibbs energy values (∆G). However, an inverse relationship is observed for reactions with SiO2. ΔG values of the reactions of the interaction of SiO2 and Al2O3 with alkali metal carbonates determine the sequence of transformations with both temperature changes and the number of reagents introduced. Under conditions of a limited number of carbonates, reactions will occur with the formation of alkali metal tungstate. An excess of carbonate against the stoichiometric requirements for the formation of tungstates will lead to the formation of a large amount of sodium silicate, while when using potassium carbonate, only 0.1% of potassium silicate is formed. Such differences in the phase equilibrium composition should be considered a disadvantage of using Na2CO3 in the processing of low-quality concentrates. Therefore, according to the simulation results, the use of K2CO3 in heat treatment with low-quality wolframite concentrate is preferable, especially in case of increased content of silicon dioxide (quartz) in the feedstock. With an increase in the quality of concentrates, the effect of using K2CO3 decreases.
3.2. Optimization of Sintering Treatment Parameters Using the Method of Probabilistically Deterministic Planning of the Experiment
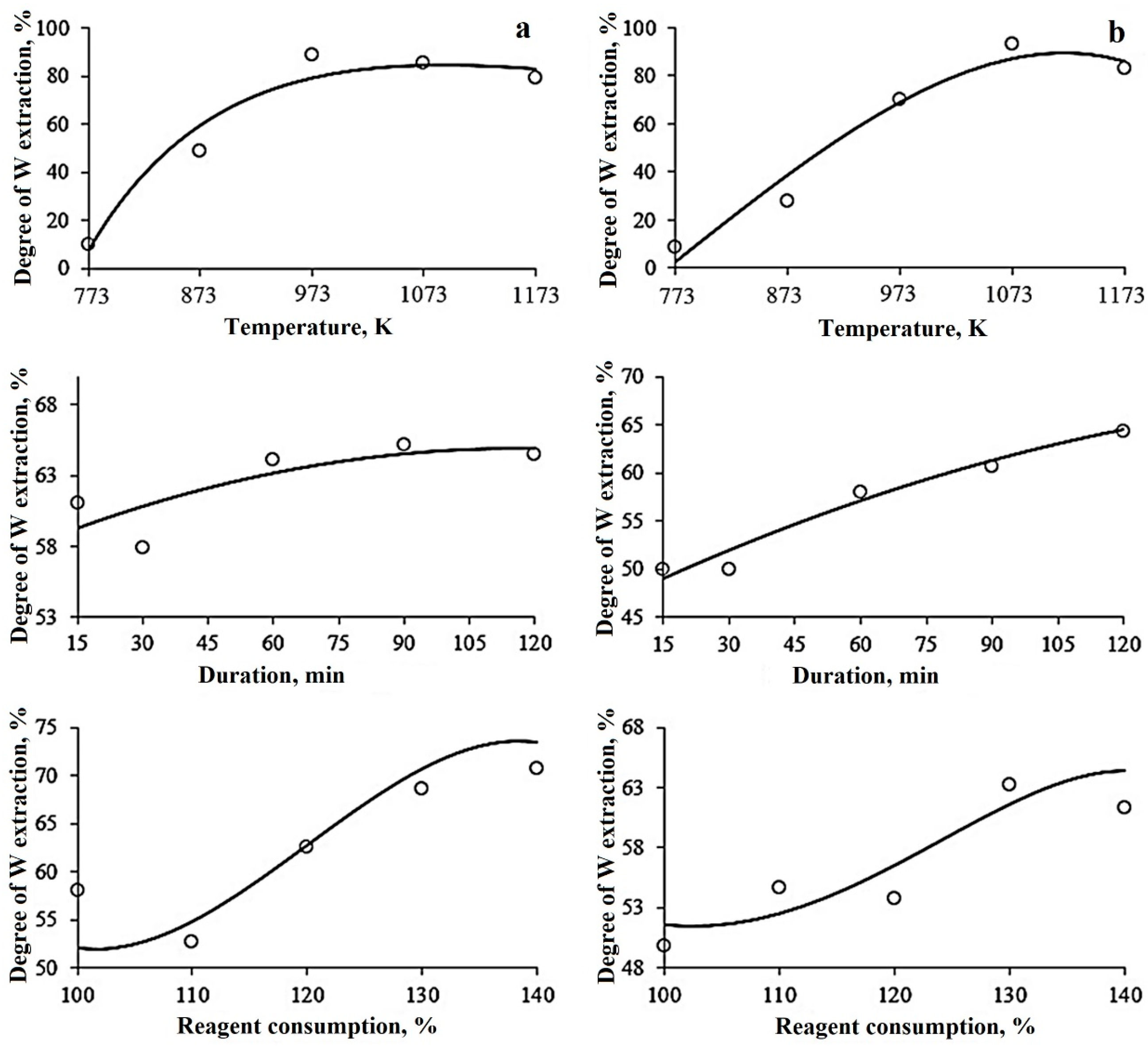
Table 3 contains experimental data on the influence of various factors during the sintering of burnt concentrate with sodium and potassium carbonates, and Figure 3 shows the partial dependences of the degree of conversion of tungsten into a water-soluble compound on the studied factors. The composition of the thermally treated concentrate is presented in Table 1.
Table 3.
The three-coefficient experiment matrix.
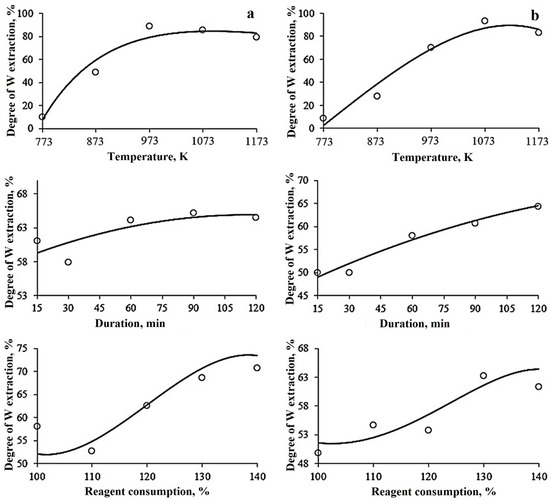
Figure 3.
Partial dependences of tungsten extraction degree into solution on the sintering temperature, duration, and consumption of Na2CO3 (a) and K2CO3 (b).
As a result of the approximation of experimental data (Figure 3), mathematical expressions for each particular function linking the degree of extraction of tungsten into solution with the coefficients considered were obtained.
Special functions for systems containing Na2CO3:
Partial functions for K2CO3 functions:
The generalized Protodiakonov equations (Equations (10) and (11)) included all partial functions to describe the dependence of the degree of tungsten transition into solution during sintering with Na2CO3 (γα1) and K2CO3 (γα2).
To verify the adequacy of the obtained partial dependencies and generalized equations, correlation coefficients (R) were calculated, and their significance was assessed by Student’s criterion (tR). The R values of the Protodiakonov equations are 0.89 and 0.92, respectively, with their significance tR = 19.6 and 26.5, which indicates the adequacy of the description of the experimental data by Equations (12) and (13) (Table 4). The results obtained are consistent with the literature [26] on molybdenum roast and the conversion of molybdenum into solution.
Table 4.
Correlation coefficients (R) and significance (tR) for equations of partial (6)–(11) and generalized (12) and (13) functions.
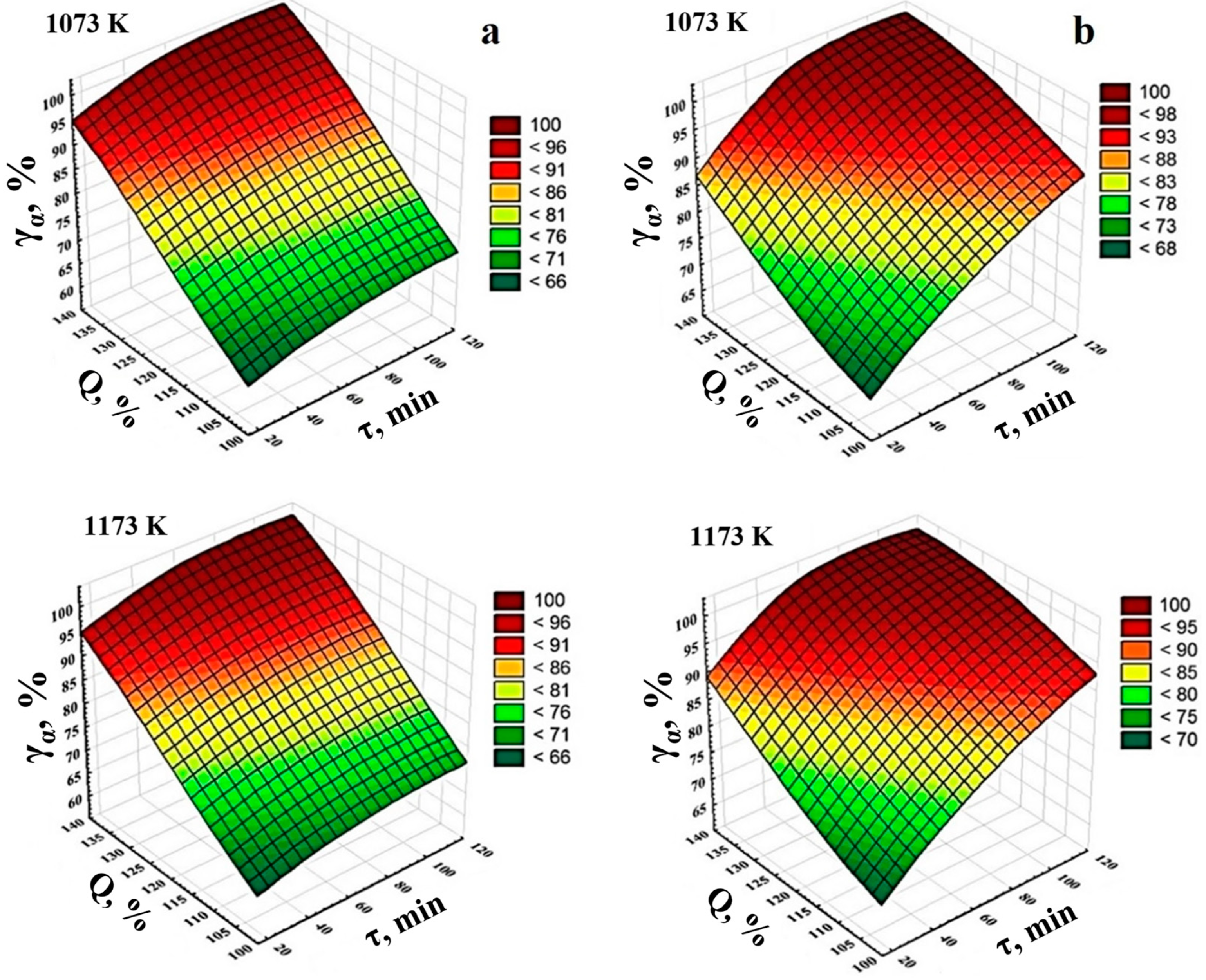
To select the reagent mode and sintering parameters based on the data obtained, graphical dependences of the degree of tungsten extraction on the main factors during sintering of wolframite concentrate with Na2CO3 and K2CO3 are also presented (Figure 4). The analysis of the results showed the advantages of using K2CO3 at temperatures of −1073–1123 K: High tungsten recovery rates (more than 95%) were achieved with an amount of K2CO3 equal to 105–110% according to stoichiometric requirements and sintering duration of 100–120 min. When sintering a concentrate with Na2CO3 under the same conditions, the extraction of tungsten does not exceed 70%. High extraction of tungsten (more than 95%) during sintering with Na2CO3 was achieved with the introduction of carbonate in an amount of 130–140% according to stoichiometric requirements for the formation of Na2WO4, Na2MoO4, and Na2SO4.
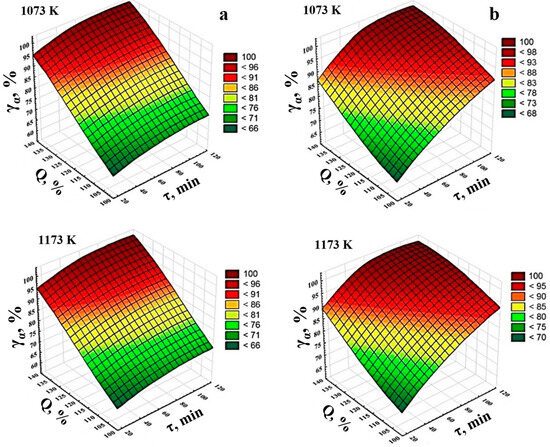
Figure 4.
The degree of tungsten extraction into solution depends on the amount of carbonates and the duration of sintering at 1073 and 1123 K: (a)—sintering with Na2CO3, (b)—sintering with K2CO3.
3.3. Industrial Testing of Laboratory Data on Sintering of Wolframite Concentrate with Sodium and Potassium Carbonates
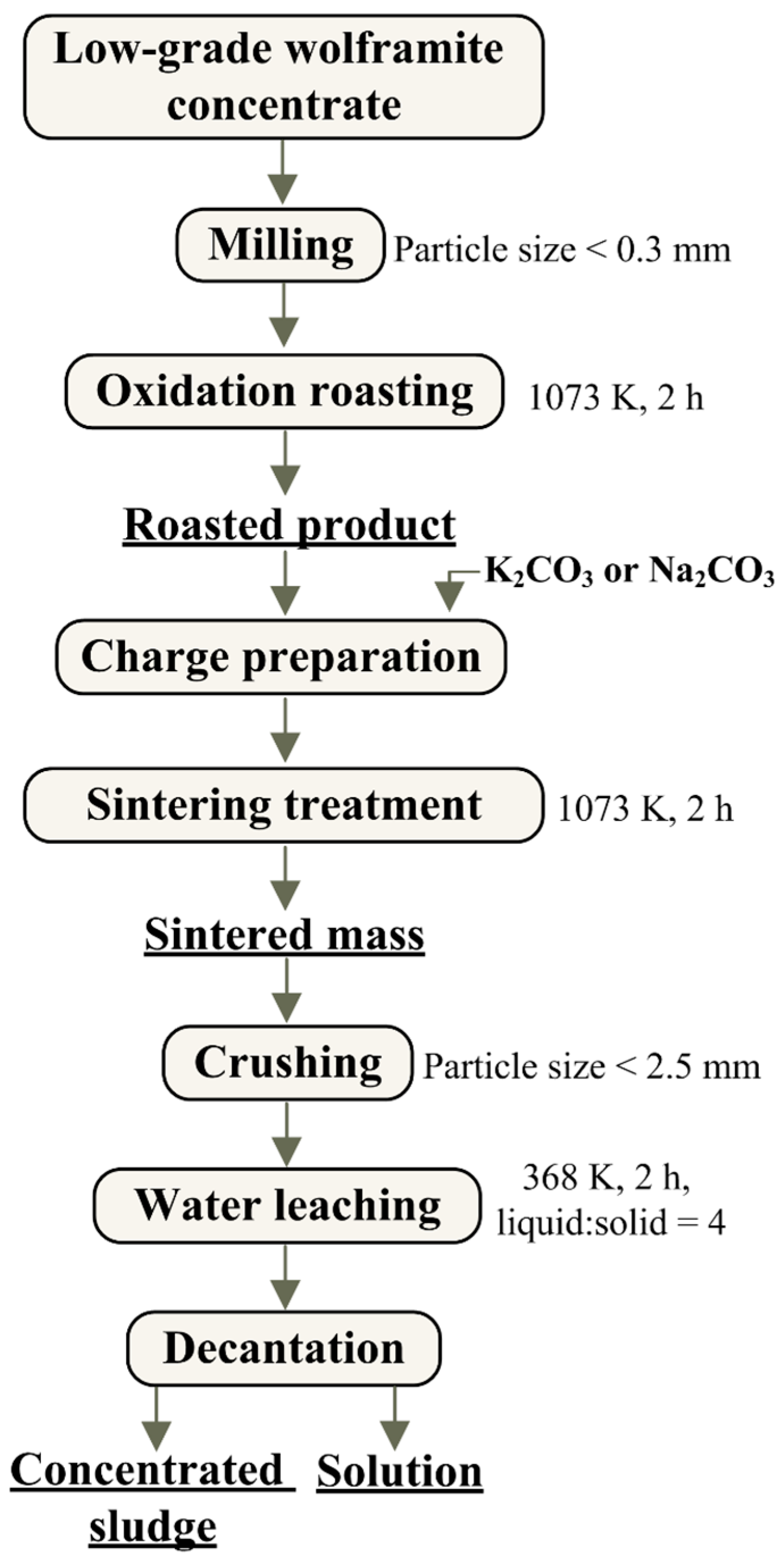
Based on research analysis as well as thermodynamic modeling data, the basic parameters of sintering low-quality wolframite concentrate with reagents for pilot tests are proposed. The following process parameters are accepted: temperature—1073 K, duration—120 min, the number of carbonates—110% according to stoichiometric requirements for the formation of K2WO4, K2MoO4, and K2SO4, and 140%—for the formation of Na2WO4, Na2MoO4, Na2SO4. The technological and hardware test diagrams are shown in Figure 5 and Figure 6.
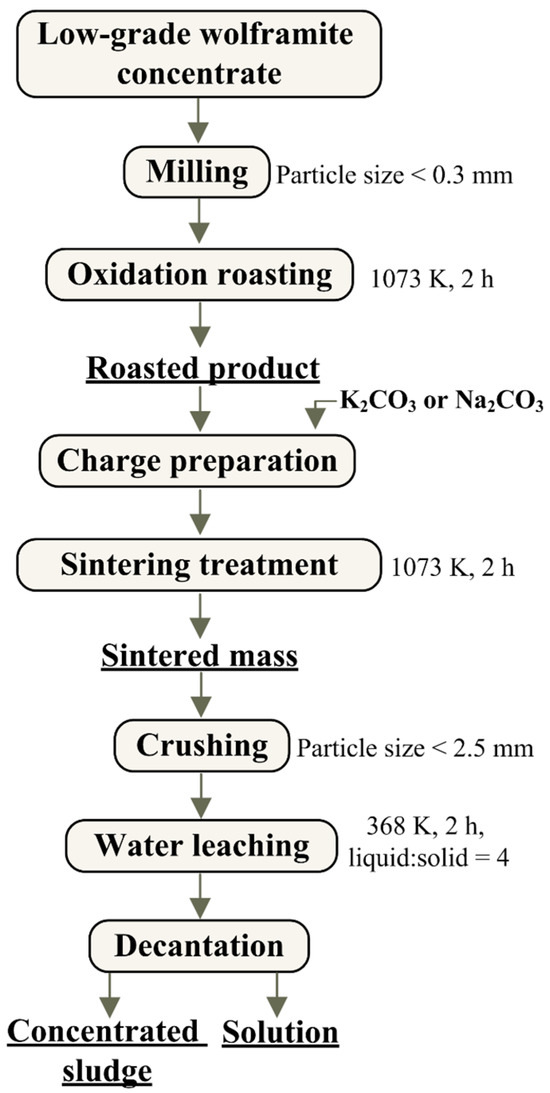
Figure 5.
Process flow of integrated tests with indication of parameters based on the results of the probabilistic-deterministic method of experiment planning.
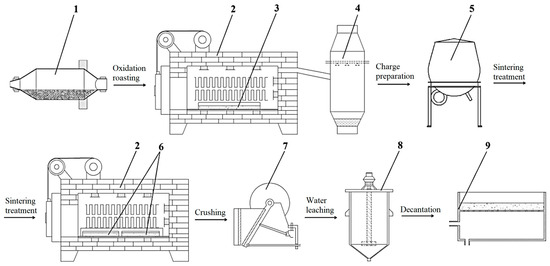
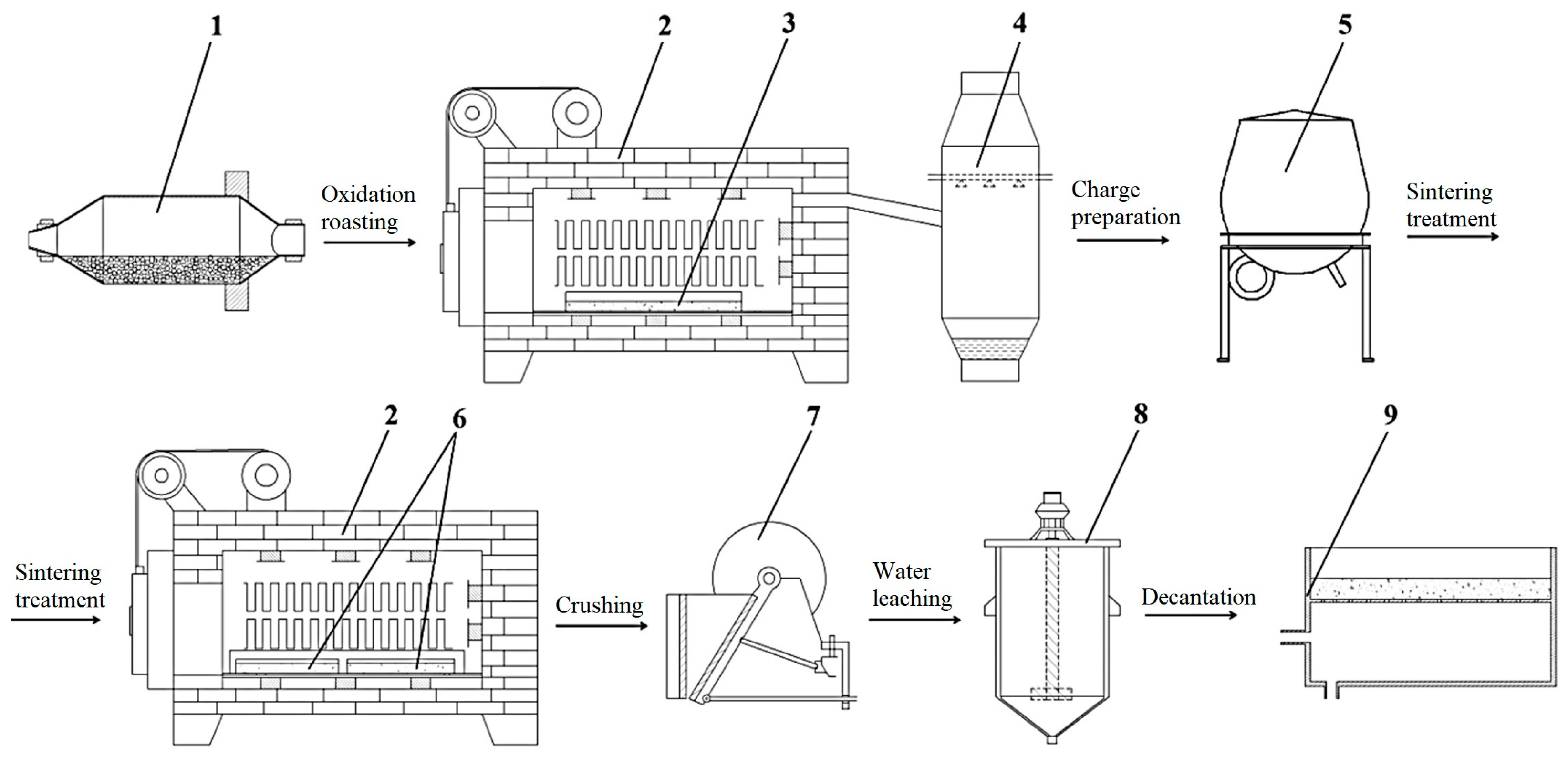
Figure 6.
Hardware diagram of the enlarged tests: 1—ball mill; 2—chamber furnace; 3—pallet for oxidative roasting; 4—scrubber; 5—stirrer; 6—sintering pallets; 7—jaw crusher; 8—agitator; 9—nutsche filter. The arrows in the figure illustrate the progression from one phase of the process to the subsequent phase.
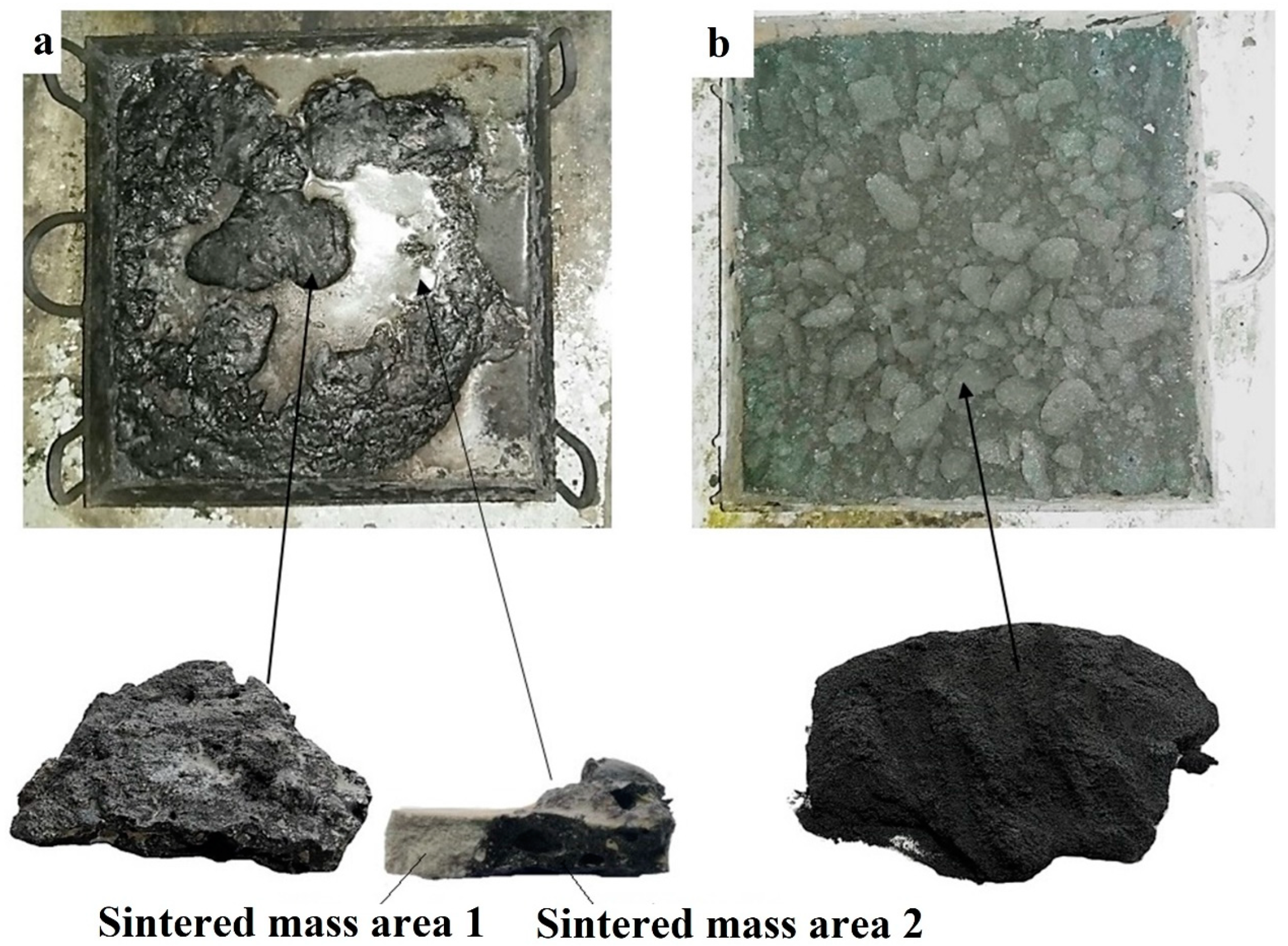
The resulting sintering products (Figure 7) after sintering treatment at 1073 K for 2 h have a different structure. When sintering with Na2CO3, a high proportion of the liquid phase was observed, making mixing difficult. Partial meltback is associated with the formation of tungstate and sodium molybdate—Na2WO4 and Na2MoO4, having melting temperatures below the process temperature—971 and 960 K, respectively. The partially melted sintering product with Na2CO3 was dense and heterogeneous: Gray (area 1) and black areas (area 2) were visually distinguishable. The weight loss was 13.8%. When using K2CO3, on the contrary, the sintered mass was porous, uniform in color, crumbling into powder under low loads. The weight loss was −8.96%.
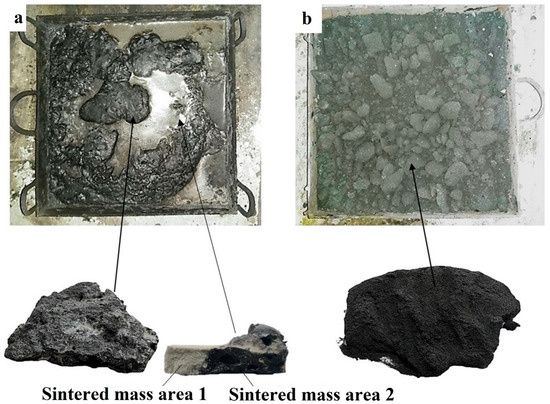
Figure 7.
Sintering products of burnt concentrate with Na2CO3 (a) and K2CO3 (b) after sintering treatment at 1073 K for 2 h.
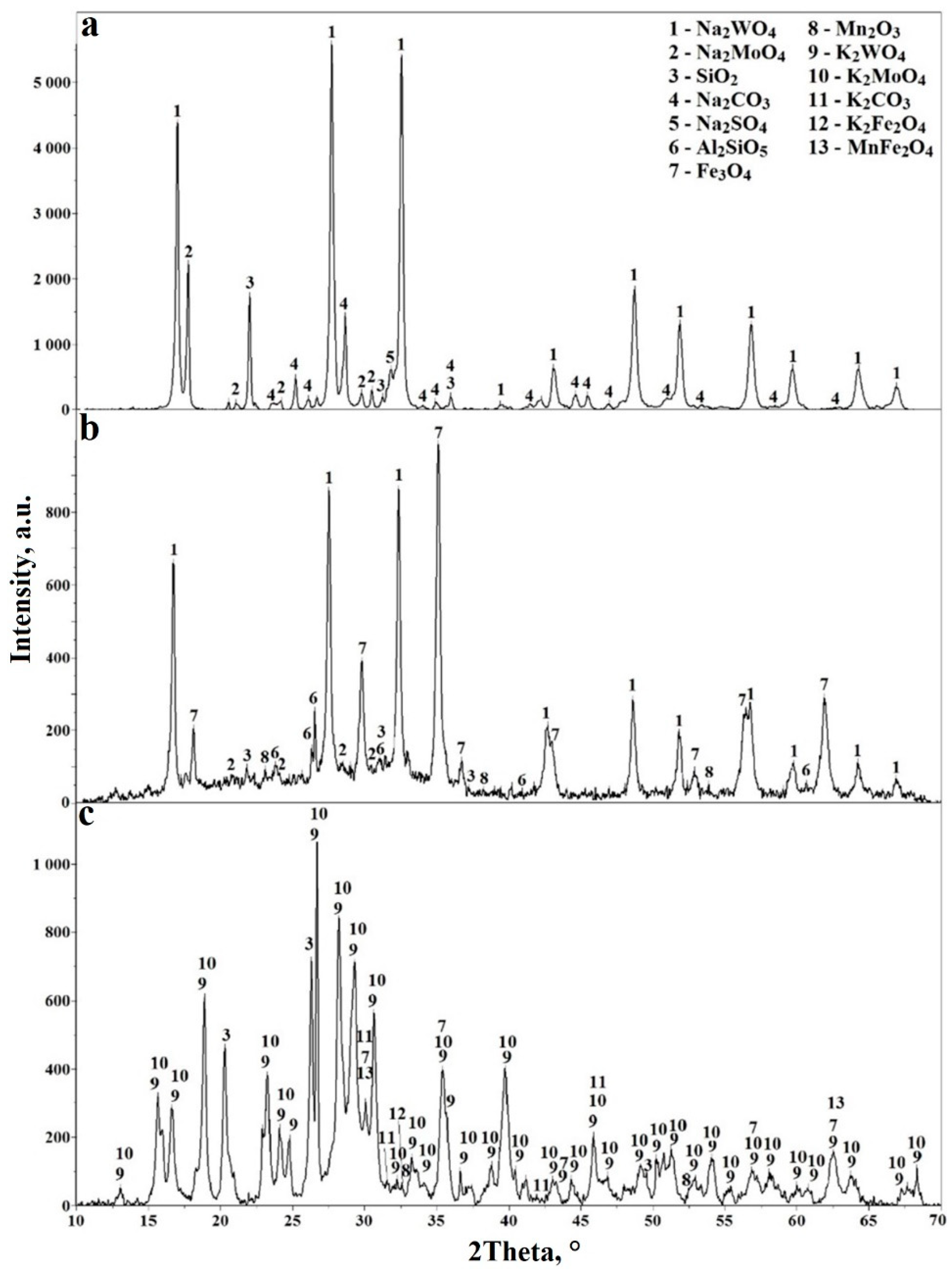
According to the X-ray phase analysis (Figure 8), the products of the thermal interaction of the cinder with Na2CO3 are mainly represented by Na2WO4, Na2MoO4, and SiO2 phases. Sodium compounds predominate in the composition of the sinter from region 1 (gray areas): in addition to Na2WO4, unreacted Na2CO3, Na2SO4. In region 2 (dark areas), in addition to Na2WO4, the oxide phases Fe3O4, Mn2O3, and Al2SiO5 were revealed. The product of the interaction of the cinder with potassium carbonate is represented by the phases K2WO4, K2MoO4, Fe2MnO4, and K2Fe2O4.
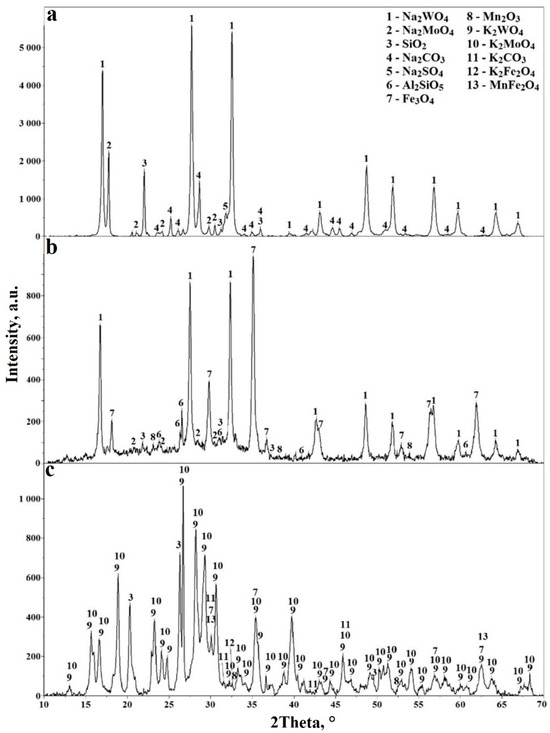
Figure 8.
Diffractograms of sintering products of burnt concentrate with Na2CO3—Regions 1 (a) and 2 (b), as well as with K2CO3 (c).
According to the chemical analysis data, during sintering, the product was diluted in terms of tungsten content and impurities. The analysis of the obtained results shows that the product obtained by sintering the burnt concentrate with potassium carbonate contains the following by weight. %: 22.4 W, 3.08 Mo, 8.20 Si, 8.36 Fe, 3.69 Mn, 4.32 Cu, 0.78 Al, 0.13 P, 0.61 S, 16.3 K. The sintering product of the burnt concentrate with sodium carbonate contains by weight. % 23.7 W, 3.25 Mo, 8.66 Si, 14.2 Fe, 3.90 Mn, 4.57 Cu, 0.82 Al, 0.14 P, 0.65 S, 13.1 Na.
The amount of cake from the leaching of the sintering products of the burnt concentrate with Na2CO3 was 59.36%, and with K2CO3—46.05%. According to the data on the compositions of the obtained cakes (Table 5), the distribution of elements by leaching products was analyzed. The lower the residual content of target metals (W, Mo) in aqueous leaching cakes, the higher the transition of metals into solution is. According to the results obtained, the processing of sintering products of the burnt concentrate with K2CO3 ensures the transfer to a solution of 97.5% W, 98.2% Mo, 0.61% P, 100% S. Silicon, iron, manganese, copper, and aluminum remain almost completely in the cake. In turn, when using Na2CO3, the indicators for the extraction of target metals into solution are slightly lower and amount to the following wt. %: 95.3 W and 95.3% Mo. In comparison with K2CO3, there are high values of the degree of transition of phosphorus (up to 6.0%) and silicon (up to 9.2%) into solution, the presence of which increases the duration of purification operations from impurities. In addition, complete melting of the charge materials using Na2CO3 leads to a greater wear of furnace equipment elements, as well as losses of target metals when extracting a dense solidified mass from the walls of a metal pallet. To avoid melting of products, it is necessary to reduce the proportion of low-melting components (Na2WO4, Na2MoO4) in the resulting product by diluting the initial charge with a leaching cake, in the amount necessary to reduce the total content of WO3 and MoO3 in the charge to 20–22%. However, such intensifying measures significantly reduce the process productivity.
Table 5.
Composition of cakes of aqueous leaching of sintering products of low-quality wolframite concentrate containing Na2CO3 and K2CO3.
The extraction of tungsten and molybdenum from aqueous leaching solutions can be accomplished through established technological methods, such as the precipitation of CaWO4 and MoS3 when CaCl2 or Na2S is introduced to the solution [1]. The resulting products can be employed in the production of ferroalloys or processed through established techniques to yield suitable oxides for the isolation of pure metals. Cake containing 18.2–23.9% Fe and 6.6–8.0% Mn, following purification from copper, can be employed as a feedstock for the production of ferrosilicomanganese [27].
4. Conclusions
1. The loss of quality of wolframite concentrates determines the need to improve their processing method that ensures maximum conversion of tungsten into water-soluble wolframate and a reduction in water-soluble impurities. When processing low-quality raw materials, the expediency of using potassium carbonate is shown.
2. The TDM method was employed to evaluate the reagent impact on the indicators of primary stripping of low-quality wolframite concentrate. In comparison with the basic reagent (Na2CO3), the use of K2CO3 has been observed to result in the reduction in a proportion of the formed silicates (to 0.1%), which has the effect of significantly enhancing the hydrometallurgical processing of bakes by eliminating the necessity for the operation of clearing from silicon. Furthermore, the formation of refractory compounds (K2WO4, K2MoO4) is indicated, which prevents melting and skull formation in the industrial unit and eliminates the necessity to incorporate recyclable materials into the initial charge.
3. The optimal parameters for the sintering process were determined through the application of the probabilistic–deterministic planning methodology in laboratory experiments. The use of K2CO3 was observed to offer a distinct advantage. The highest tungsten extraction rates (exceeding 95%) were achieved when the K2CO3 consumption was within the range of 105–110% of the stoichiometrically necessary amount for the formation of K2WO4, K2MoO4, and K2SiO3 at temperatures between 1073–1173K and sintering durations of 100–120 min. To achieve comparable recovery rates when utilizing Na2CO3, an excess of the reagent in the quantity of 130–140% of the stoichiometrically necessary for the formation of Na2WO4 and Na2MoO4, and Na2SO4 is not a prerequisite.
4. The feasibility of sintering tungsten concentrate cinders with K2CO3 without the incorporation of recycled materials has been demonstrated at an industrial scale through experimental trials. The sintering of oxidized concentrate with K2CO3 at 1073 K, with a quantity of 110% of the stoichiometrically necessary for the formation of K2WO4, K2SO4, and K2MoO4, results in a degree of transition of tungsten into water-soluble tungstate of 97.5%. Furthermore, this process excludes the transfer of silicon in solution.
Author Contributions
Conceptualization, K.V.P.; methodology, K.V.P. and A.I.K.; data curation, L.I.G.; investigation, L.I.G.; supervision, G.Y.V.; writing—original draft preparation, G.Y.V.; writing—review and editing, G.Y.V. and A.I.K.; resources, G.Y.V. and A.I.K.; visualization, L.I.G.; validation, K.V.P. and L.I.G.; project administration, K.V.P. and A.I.K.; funding acquisition, G.Y.V. and A.I.K. All authors have read and agreed to the published version of the manuscript.
Funding
This project was supported by the State Assignment of the Institute of Metallurgy of the Ural Branch of the Russian Academy of Sciences within the Program of Fundamental Research of State Academies (No. 122020100404-2) using the equipment of the Ural-M Collective User Center.
Data Availability Statement
Data is contained within the article.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Zelikman, A.N.; Crane, O.E.; Samsonov, G.V. Rare Metal Metallurgy; Metallurgy: Moscow, Russia, 1978; pp. 1–560. [Google Scholar]
- Lassner, E.; Schubert, W.D. Tungsten: Properties, Chemistry, Technology of the Elements, Alloys and Chemical Compounds; Springer Science+Business Media: New York, NY, USA, 1999; pp. 179–214. [Google Scholar]
- Xu, L.; Zhao, B. Extraction of Sodium Tungstate from Tungsten Ore by Pyrometallurgical Smelting. Metals 2023, 13, 312. [Google Scholar] [CrossRef]
- Selivanov, E.N.; Pikulin, K.V.; Galkova, L.I.; Gulyaeva, R.I.; Petrova, S.A. Kinetics and mechanism of natural wolframite interactions with sodium carbonate. Int. J. Miner. Metall. Mater. 2019, 26, 1364–1371. [Google Scholar] [CrossRef]
- Xu, L.; Zhao, B. A Fundamental Study on the Preparation of Sodium Tungstate from Wolframite via the Smelting Process. Metals 2024, 14, 299. [Google Scholar] [CrossRef]
- Baimbetov, B.; Moldabayeva, G.; Yeleuliyeva, A.; Jumankulova, S.; Taimassova, A.; Adilzhan, Z.; Baisultanov, R.; Yakob, E.; Serikbayev, V. Prospects of Processing Tungsten Ores from the Akchatau Deposit. Processes 2024, 12, 77. [Google Scholar] [CrossRef]
- Zhao, B.; Su, K.; Ma, X. Experimental Determination of Phase Equilibria in the Na2O-SiO2-WO3 System. Metals 2021, 11, 2014. [Google Scholar] [CrossRef]
- Yang, L.; Li, C.; Cao, C.; Xue, X.; Gong, D.; Wan, L. Kinetics of Low-Grade Scheelite Leaching with a Mixture of Sodium Phosphate and Sodium Fluoride. Metals 2022, 12, 1759. [Google Scholar] [CrossRef]
- Paulino, J.F.; Afonso, J.C.; Mantovano, J.L.; Vianna, C.A.; Silva Dias da Cunha, J.W. Recovery of tungsten by liquid-liquid extraction from a wolframite concentrate after fusion with sodium hydroxide. Hydrometallurgy 2012, 12–128, 121–124. [Google Scholar] [CrossRef]
- Mulenshi, J.; Chelgani, S.C.; Rosenkranz, J. Mechanochemical Treatment of Historical Tungsten Tailings: Leaching While Grinding for Tungsten Extraction Using NaOH. Sustainability 2021, 13, 3258. [Google Scholar] [CrossRef]
- Gaur, R.P.S. Modern hydrometallurgical production methods for tungsten. JOM 2006, 58, 45–49. [Google Scholar] [CrossRef]
- Srinivas, K.; Sreenivas, T.; Natarajan, R.; Padmanabhan, N.P.H. Study on the recovery of tungsten from a composite wolframite-scheelite concentrate. Hydrometallurgy 2000, 58, 43–50. [Google Scholar] [CrossRef]
- Medvedev, A.S.; Aleksandrov, P.V.; Razykov, B.Z.; Rodionov, A.O.; Sannikova, O.V. Prospects for involvement of low-grade molybdenum and tungsten concentrates in metallurgical processing. Metallurgist 2013, 57, 261–267. [Google Scholar] [CrossRef]
- Sun, P.; Chen, Z.; Li, H.; Li, Y.; Liu, M.; Chen, S.; Liang, Y. A new technology for production of high purity paratungstate ammonium from low grade tungsten concentrate. J. Cent. South Univ. Technol. 1996, 3, 171–176. [Google Scholar] [CrossRef]
- Misra, P.; Suri, A.K.; Gupta, C.K. Recovery of pure tungsten oxide from low grade wolframite concentrates by adsorption-desorption on activated charcoal. Miner. Eng. 1990, 3, 625–630. [Google Scholar] [CrossRef]
- Bohlouli, A.; Reza Afshar, M.; Aboutalebi, M.R.; Seyedein, S.H. Optimization of tungsten leaching from low manganese wolframite concentrate using Response Surface Methodology (RSM). Int. J. Refract. Hard Met. 2016, 61, 107–114. [Google Scholar] [CrossRef]
- Gelsing, R.J.H.; Stein, H.N.; Stevels, J.M. The phase diagram K2WO4–WO3. Recl. Trav. Chim. Pays-Bas. 1965, 84, 1452–1458. [Google Scholar] [CrossRef]
- Selivanov, E.N.; Pikulin, K.V.; Gulyaeva, R.I.; Galkova, L.I. Kinetics of the Natural Wolframite Interaction with Sodium and Potassium Carbonates. Mater. Sci. Forum. 2020, 989, 440–447. [Google Scholar] [CrossRef]
- Malyshev, V.P. Probabilistic-Deterministic Planning of the Experiment; Alma-Ata Sci.: Alma-Ata, Kazakhstan, 1981; Volume 116. [Google Scholar]
- Malyshev, V.P. Mathematical Planning of Metallurgical and Chemical Experiment; Nauka: Alma-Ata, Kazakhstan, 1977. [Google Scholar]
- Ibishev, K.S.; Malyshev, V.P.; Kim, S.V.; Sarsembaev, B.S.; Egorov, N.B. Preparation of nanosized nickel powder by direct-current electrolysis combined with high-voltage spark discharge. Plasma Chem. 2017, 51, 219–223. [Google Scholar] [CrossRef]
- Skopov, G.V.; Bulatov, K.V.; Skopin, D.Y. The Rate of Lead Sulfide Distillation from Polymetal Concentrate and Polymetal Matte Prepared from it. Metallurgist 2015, 59, 168–176. [Google Scholar] [CrossRef]
- Shoshay, Z.; Sapinov, R.V.; Sadenova, M.A.; Beisekenov, N.A.; Varbanov, P.S.; Suyundikov, M. Application of Probabilistic-Deterministic Method for Experiment Planning of Hydrometallurgical Processing of Various Wastes for Gold Extraction. Chem. Eng. Trans. 2022, 94, 1135–1140. [Google Scholar]
- Borshynbayev, A.; Omarov, K.; Mustafin, Y.; Havlíček, D.; Absat, Z.; Muratbekova, A.; Kaikenov, D.; Pudov, A.; Shuyev, N. A Study of copper leaching from the tailings of the Karagaily (Republic of Kazakhstan) concentrating factory using an electric hydropulse discharge. J. Serb. Chem. Soc. 2022, 87, 925–937. [Google Scholar] [CrossRef]
- Barshabayeva, A.; Balpanova, N.; Aitbekova, D.; Baikenov, M.; Aubakirov, Y.; Khalikova, Z.S.; Tusipkhan, A.; Tulebaeva, B.; Gulzhan, T. The Influence of Various Factors on Nanocatalyst Activity during Benzothiophene Hydrogenation. Appl. Sci. 2022, 12, 12792. [Google Scholar] [CrossRef]
- Naguman, P.N.; Karimova, L.M.; Tokaeva, Z.M.; Shinbaev, U.B. A multifactor simulation of the process of leaching oxidized molybdenum products in sulfuric acid solutions. Russ. J. Non-Ferr. Met. 2009, 50, 330–334. [Google Scholar] [CrossRef]
- Makhabetov, Y.; Myngzhassar, Y.; Abdirashit, A. Modeling the Ferrosilicomanganese Smelting Process using Manganese-rich Slag. Acta Metall. Slovaca 2024, 30, 29. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).