
Sustainable Diamond Burnishing of Chromium–Nickel Austenitic Stainless Steels: Effects on Surface Integrity and Fatigue Limit

 ,
,  ,
,  , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Identification
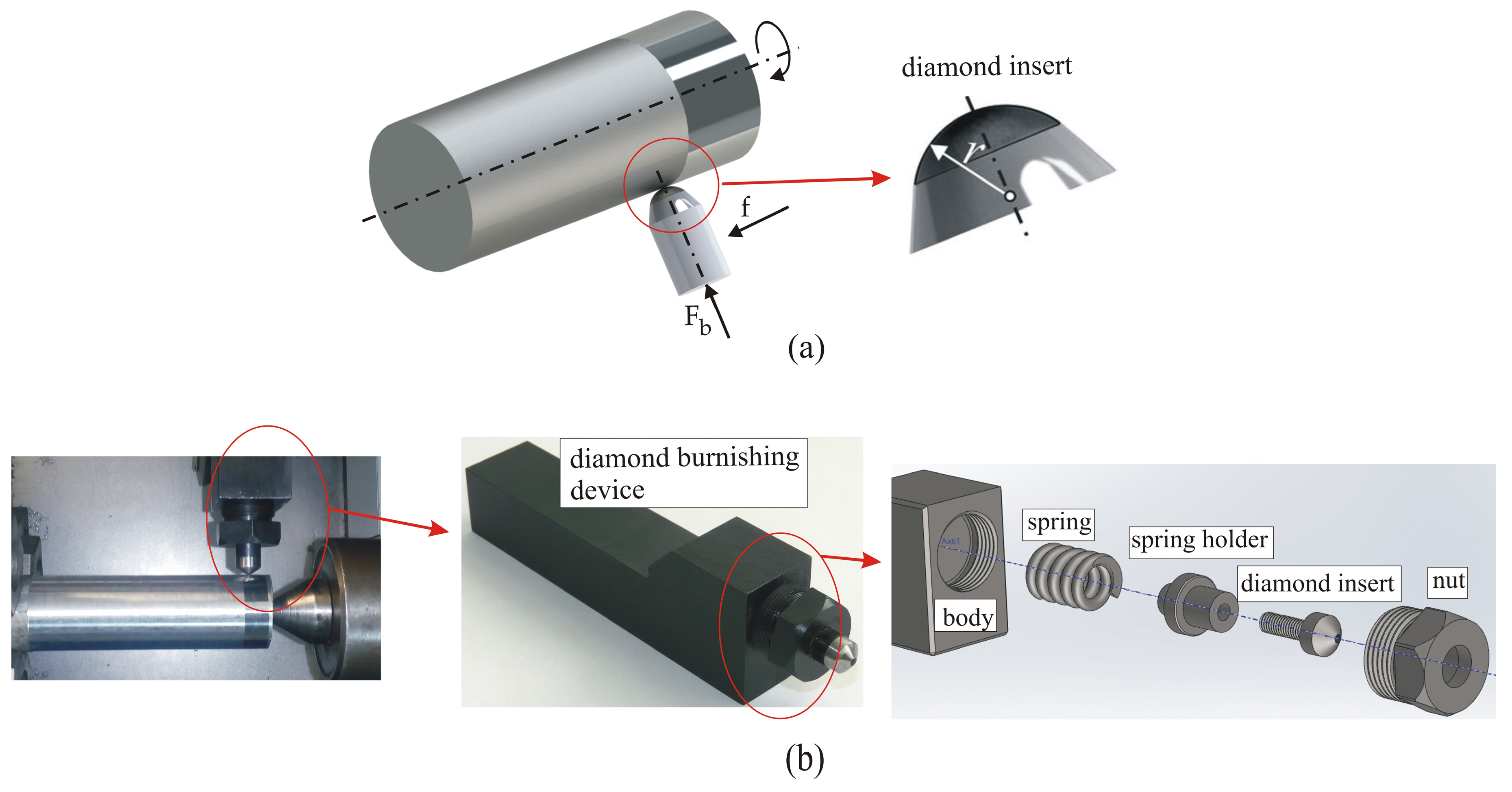
2.2. DB Implementation and Designations of the Specimens
2.3. SI Characteristics
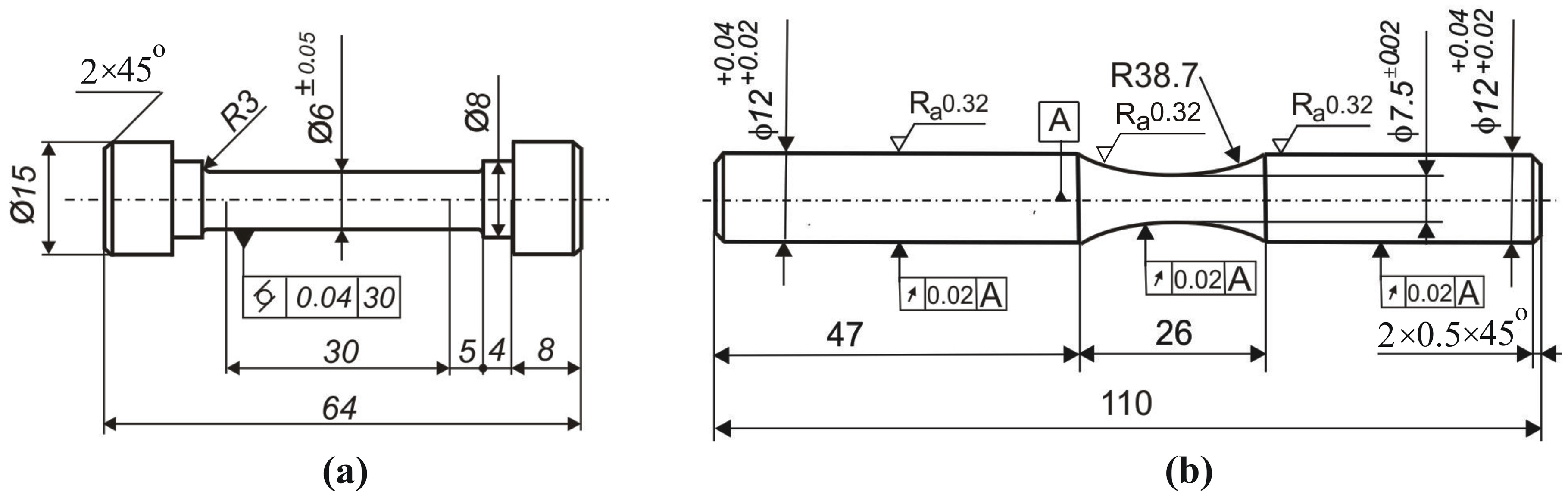
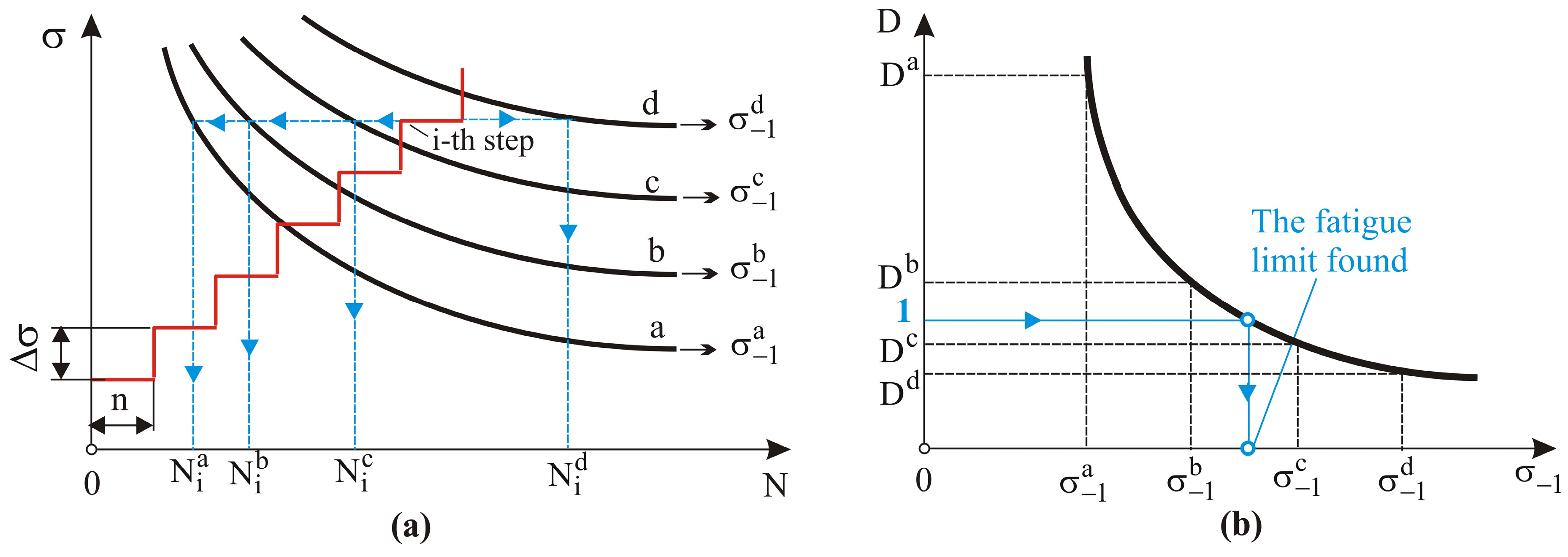
2.4. Fatigue Tests
3. Results and Discussion
3.1. Material Measurements
3.2. SI Characteristics
3.2.1. Microstructures
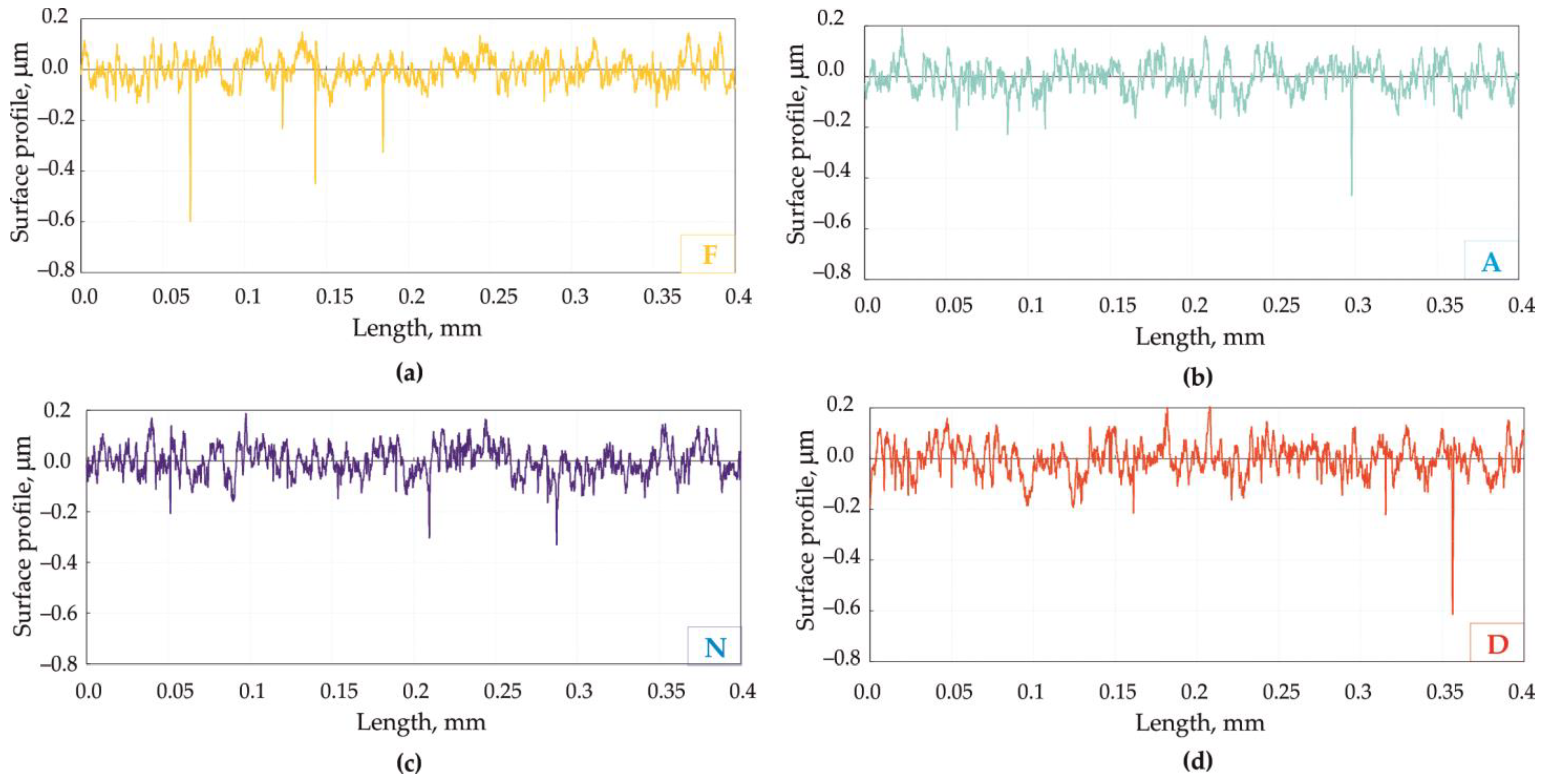
3.2.2. Roughness
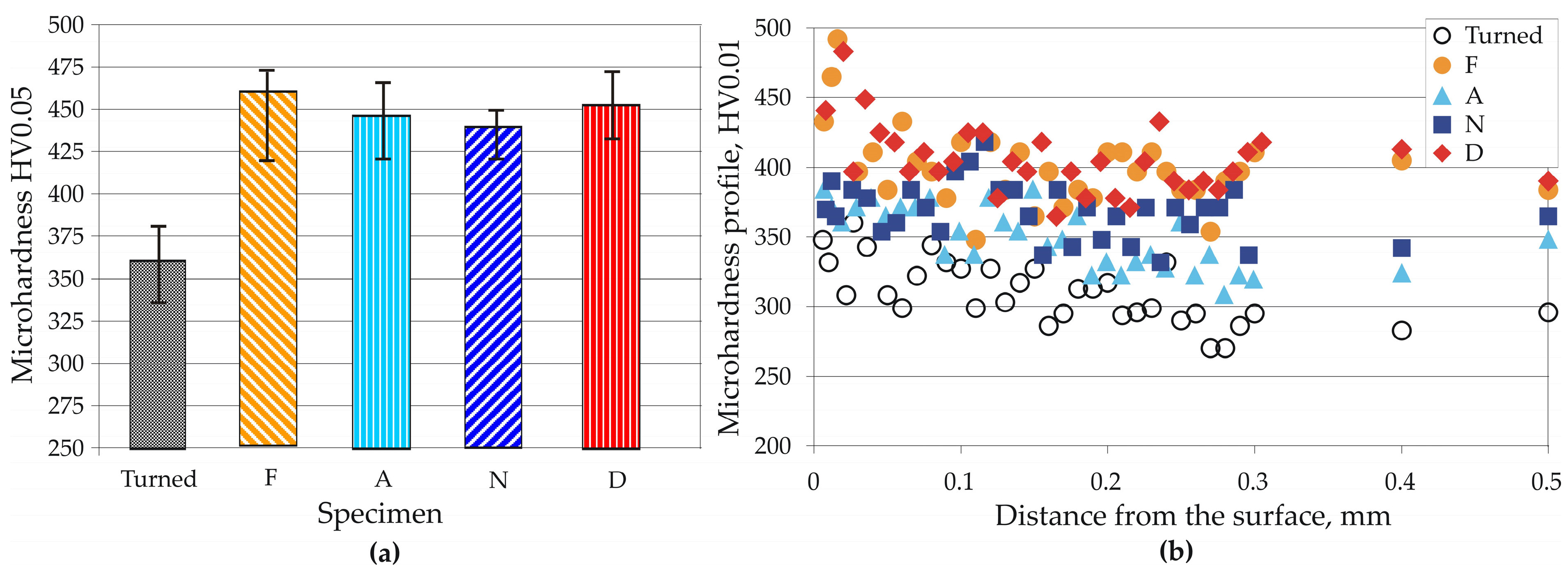
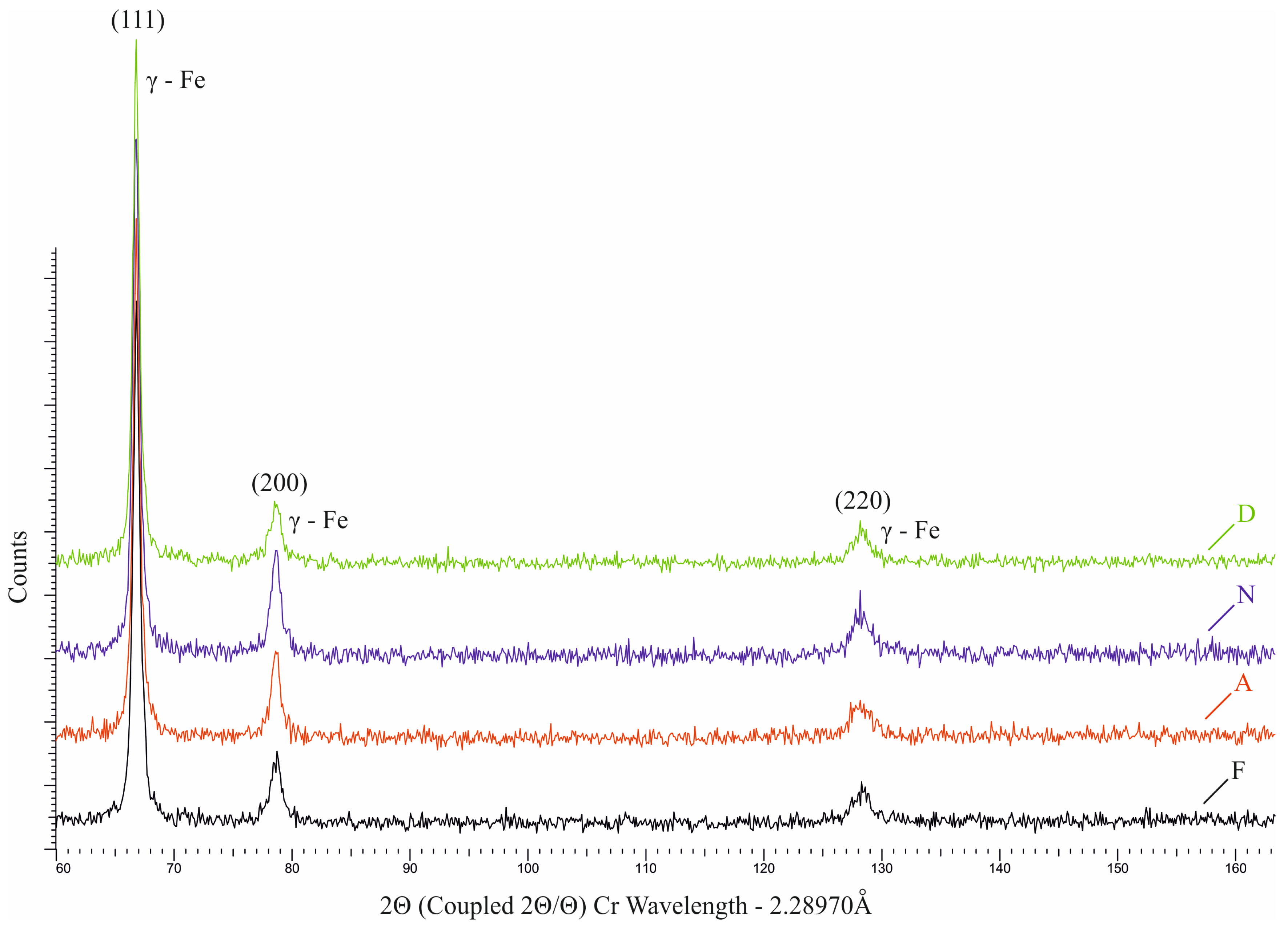
3.2.3. Microhardness and Phase Analysis Results
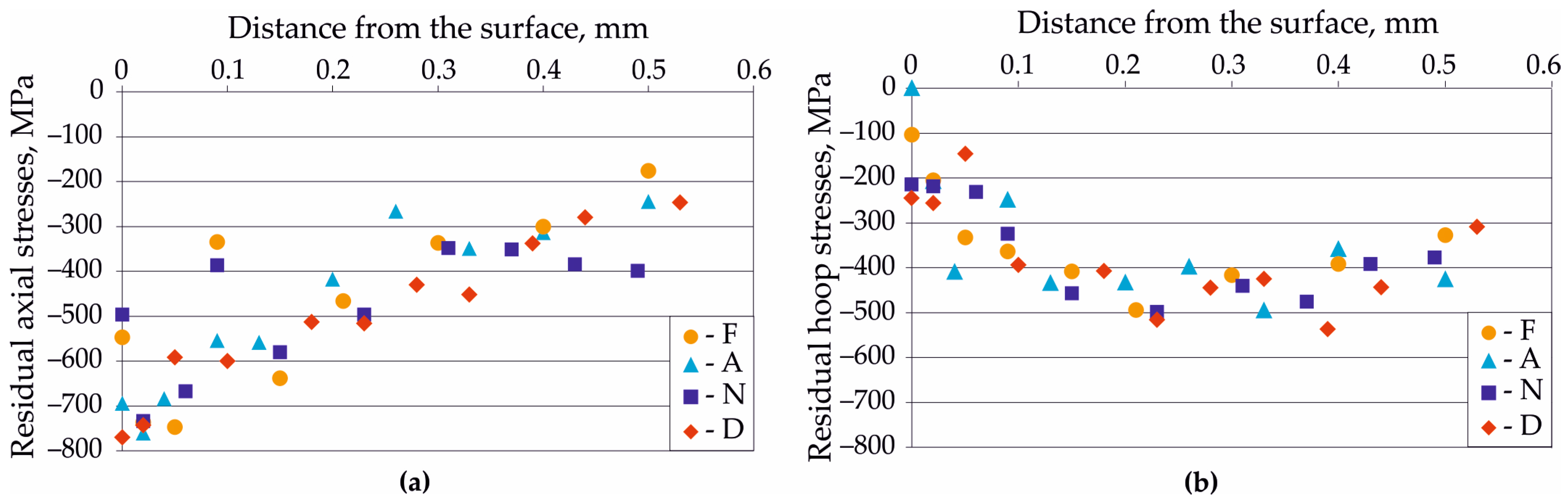
3.2.4. Residual Stress Distribution
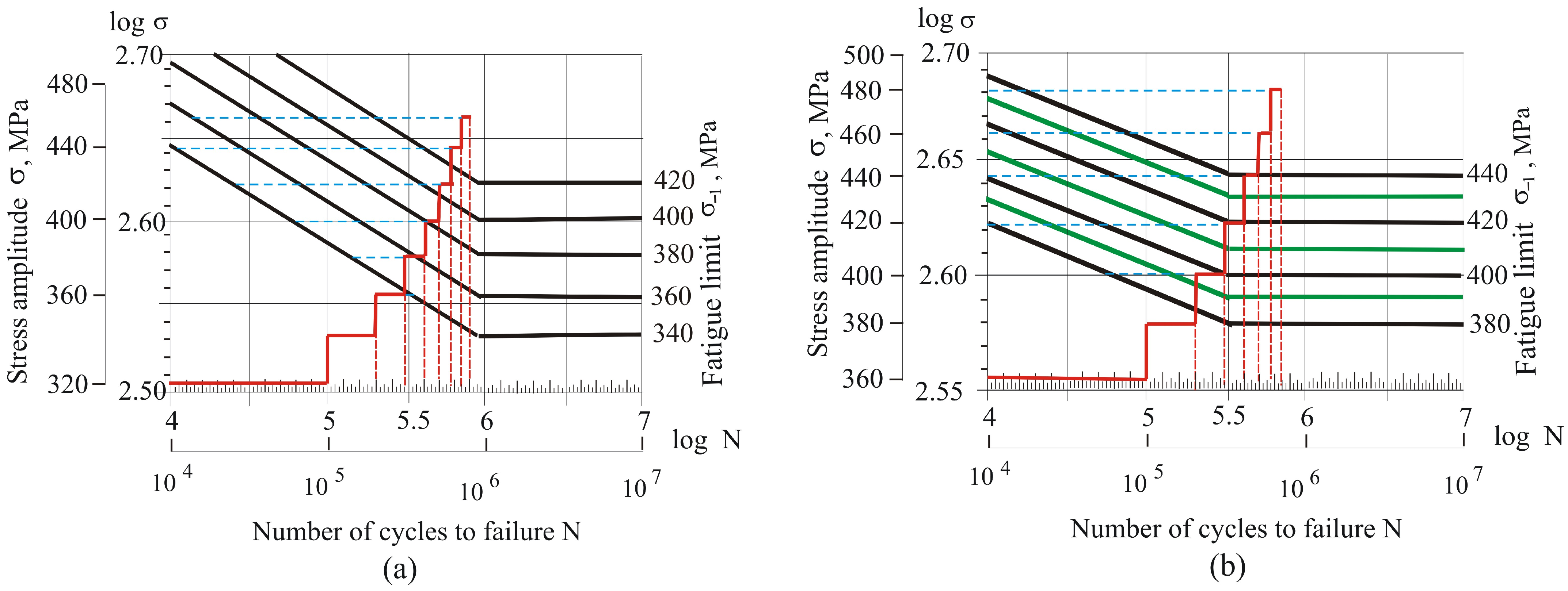
3.3. Fatigue Limits
3.4. Choice of Sustainable DB Process
4. Conclusions
- All four DB processes provide mirror-finished surfaces, with roughness parameter Ra values from 0.041 to 0.049 μm. The ranking of the processes in terms of decreasing roughness is F, A, D, and N.
- Processes F and D produce the highest microhardness, both on the specimens’ surface and at depth.
- All the investigated DB processes introduce zones of significant residual compressive stresses deeper than 0.5 mm. Process D introduces the maximum compressive residual stresses (both axial and hoop) in the surface layer.
- The dry DB processes (D, A, and N) form a submicrocrystalline structure with high atomic density, which is most pronounced for process D.
- The three dry DB processes (D, A, and N) satisfy the criteria for sustainable finishing processes. When high fatigue strength is required, DB with cold air cooling should be chosen, as this configuration provides a more favorable cost/quality ratio. However, dry DB without cooling is the most suitable sustainable finishing process for applications where increased wear resistance is required.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| CNASS | Chromium–nickel austenitic stainless steel |
| CNC | computer numerical control |
| DB | diamond burnishing |
| LCL | lubricating cooling liquid |
| MQL | minimum quantity lubrication |
| RC | reference condition |
| SCW | surface cold working |
| SEM | scanning electron microscopy |
| SI | surface integrity |
References
- Maximov, J.T.; Duncheva, G.V.; Anchev, A.P.; Dunchev, V.P.; Argirov, Y.B.; Nikolova, M.P. Effects of heat treatment and diamond burnishing on fatigue behaviour and corrosion resistance of AISI 304 austenitic stainless steel. Appl. Sci. 2023, 13, 2570. [Google Scholar] [CrossRef]
- Baldissera, P. Deep cryogenic treatment of AISI 302 stainless steel: Part I—Hardness and tensile properties. Mater. Design 2010, 31, 4725–4730. [Google Scholar] [CrossRef]
- Baldissera, P.; Delprete, C. Deep cryogenic treatment of AISI 302 stainless steel: Part II—Fatigue and corrosion. Mater. Design 2010, 31, 4731–4737. [Google Scholar] [CrossRef]
- Hedayati, A.; Najafizadeh, A.; Kermanpur, A.; Forouzan, F. The effect of cold rolling regime on microstructure and mechanical properties of AISI 304L stainless steel. J. Mater. Process. Technol. 2010, 210, 1017–1022. [Google Scholar] [CrossRef]
- Kurc-Lisiecka, A.; Kalinowska-Ozgowicz, E. Structure and mechanical properties of austenitic steel after cold rolling. J. Achiev. Mater. Manuf. Eng. 2011, 44, 148–153. [Google Scholar]
- Maximov, J.T.; Duncheva, G.V.; Anchev, A.P.; Dunchev, V.P.; Argirov, Y.B. Effect of Diamond Burnishing on Fatigue Behaviour of AISI 304 Chromium-Nickel Austenitic Stainless Steel. Materials 2022, 15, 4768. [Google Scholar] [CrossRef]
- Dureau, C.; Novelli, M.; Arzaghi, M.; Massion, R.; Bocher, P.; Nadot, Y.; Grosdidier, T. On the influence of ultrasonic surface mechanical attrition treatment (SMAT) on the fatigue behaviour of the 304L austenitic stainless steel. Metals 2020, 10, 100. [Google Scholar] [CrossRef]
- Azar, V.; Hashemi, B.; Yazdi, M.R. The effect of shot peening on fatigue and corrosion behaviour of 316L stainless steel in Ringer’s solution. Surf. Coat. Technol. 2010, 204, 3546–3551. [Google Scholar] [CrossRef]
- Korzynski, M. Slide diamond burnishing. In Nonconventional Finishing Technologies; Korzynski, M., Ed.; Polish Scientific Publishers PWN: Warsaw, Poland, 2013. [Google Scholar]
- Khanna, N.; Agrawal, C.; Pimenov, D.Y.; Singla, A.K.; Machado, A.R.; da Silva, L.R.R.; Gupta, M.K.; Sarikaya, M.; Krolczyk, G.M. Review on design and development of cryogenic machining setups for heat resistant alloys and composites. J. Manuf. Process. 2021, 68, 398–422. [Google Scholar] [CrossRef]
- Adler, D.P.; Hii, W.W.-S.; Michalek, D.J.; Sutherland, J.W. Examining the role of cutting fluids in machining and efforts to address associated environmental/health concerns. Mach. Sci. Technol. 2006, 10, 23–58. [Google Scholar] [CrossRef]
- Klocke, F.; Eisenblätter, G. Dry cutting. CIRP Ann. 1997, 46, 519–526. [Google Scholar] [CrossRef]
- Narutaki, N.; Yamane, Y.; Tashima, S.; Kuroki, H. A new advanced ceramic for dry machining. CIRP Ann. Manuf. Technol. 1997, 46, 43–48. [Google Scholar] [CrossRef]
- Shokrani, A.; Dhokia, V.; Newman, S.T. Environmentally conscious machining of difficult-to-machine materials with regard to cutting fluids. Int. J. Mach. Tool. Manuf. 2012, 57, 83–101. [Google Scholar] [CrossRef]
- Debnath, S.; Reddy, M.M.; Yi, Q.S. Environmental friendly cutting fluids and cooling techniques in machining: A review. J. Clean. Prod. 2014, 83, 33–47. [Google Scholar] [CrossRef]
- Shokrani, A.; Dhokia, V.; Newman, S.T.; Imani-Asrai, R. An initial study of the effect of using liquid nitrogen coolant on the surface roughness of inconel 718 nickel-based alloy in CNC milling. Procedia CIRP 2012, 3, 121–125. [Google Scholar] [CrossRef]
- Bennett, E.O. Water based cutting fluids and human health. Tribol. Int. 1983, 16, 133–136. [Google Scholar] [CrossRef]
- Elsner, P.; Wilhelm, D.; Maibach, H.I. Irritant Contact Dermatitis irritant contact dermatitis and aging. Contact Dermat. 1990, 23, 265–269. [Google Scholar] [CrossRef]
- Shashidhara, Y.M.; Jayaram, S.R. Vegetable oils as a potential cutting fluid—An evolution. Tribol. Int. 2010, 43, 1073–1081. [Google Scholar] [CrossRef]
- Clapp, R.W.; Jacobs, M.M.; Loechler, E.L. Environmental and occupational causes of cancer: New evidence 2005–2007. Rev. Environ. Health 2008, 23, 1–37. [Google Scholar] [CrossRef]
- Mackerer, C.R. Health effects of oil mists: A brief review. Toxicol. Ind. Health 1989, 5, 429–440. [Google Scholar] [CrossRef]
- Said, Z.; Gupta, M.; Hegab, H.; Arora, N.; Khan, A.M.; Jamil, M.; Bellos, E. A comprehensive review on minimum quantity lubrication (MQL) in machining processes using nano-cutting fluids. Int. J. Adv. Manuf. Technol. 2019, 105, 2057–2086. [Google Scholar] [CrossRef]
- Jawahir, I.S.; Attia, H.; Biermann, D.; Duflou, J.; Klocke, F.; Meyer, D.; Newman, S.T.; Pusavec, F.; Putz, M.; Rech, J.; et al. Cryogenic manufacturing processes. CIRP Annals. Manuf. Technol. 2016, 65, 713–736. [Google Scholar] [CrossRef]
- Rosen, M.A.; Kishawy, H.A. Sustainable Manufacturing and Design: Concepts, Practices and Needs. Sustainability 2012, 4, 154–174. [Google Scholar] [CrossRef]
- Kuznetsov, V.P.; Smolin, I.Y.; Dmitriev, A.I.; Tarasov, V.G. Toward control of subsurface strain accumulation in nanostructuring burnishing on thermostrengthened steel. Surf. Coat. Technol. 2016, 285, 171–178. [Google Scholar] [CrossRef]
- Liska, K.; Kodacsy, J.; Liska, J. Investigation of microgeometry on diamond burnished surfaces. In Proceedings of the 8th research/expert conference with international participations “quality 2013”, Neum, Bosnia and Herzegovina, 6–8 June 2013; pp. 615–620. [Google Scholar]
- Sachin, B.; Narendranath, S.; Chakradhar, D. Effect of cryogenic diamond burnishing on residual stress and microhardness of 17–4 PH stainless steel. Mater. Today Proc. 2018, 5, 18393–18399. [Google Scholar] [CrossRef]
- Sachin, B.; Narendranath, S.; Chakradhar, D. Sustainable diamond burnishing of 17-4 PH stainless steel for enhanced surface integrity and product performance by using a novel modified tool. Mater. Res. Express 2019, 6, 046501. [Google Scholar]
- Sachin, B.; Narendranath, S.; Chakradhar, D. Effect of working parameters on the surface integrity in cryogenic diamond burnishing of 17-4 PH stainless steel with a novel diamond burnishing tool. J. Manuf. Process 2019, 38, 564–571. [Google Scholar]
- Nguyen, T.-T.; Van, A.-L. Machining and optimization of the external diamond burnishing operation. Mater. Manuf. Process. 2023, 38, 1276–1290. [Google Scholar] [CrossRef]
- Sachin, B.; Rao, C.M.; Naik, G.M.; Prasad, C.D.; Hebbale, A.M.; Vijeesh, V.; Rao, M. Minimum quantity lubrication and cryogenic for burnishing of difficult to cut material as a sustainable alternative. In Sustainable Machining Strategies for Better Performance, Lecture Notes in Mechanical Engineering; Springer: Singapore, 2021; pp. 61–69. [Google Scholar]
- Uehara, K.; Kumagai, S. Chip formation, surface roughness and cutting force in cryogenic machining. Ann. CIRP 1968, 17, 409–416. [Google Scholar]
- Maximov, J.T.; Duncheva, G.V. Effects of cryogenic- and cool-asisted burnishing on the surface integrity and operating behaviour of metal components: A review and perspectives. Machines 2024, 12, 312. [Google Scholar] [CrossRef]
- Diniz, A.; Micaroni, R. Cutting conditions for finish turning process—Aiming: The use of dry cutting. Int. J. Mach. Tool Manuf. 2002, 42, 899–904. [Google Scholar] [CrossRef]
- Yu, X.; Wang, L. Effect of various parameters on the surface roughness of an aluminium alloy burnished with a spherical surfaced polycrystalline diamond tool. Int. J. Mach. Tools Manuf. 1999, 39, 459–469. [Google Scholar] [CrossRef]
- Kuznetsov, V.; Makarov, A.; Skorobogatov, A.; Skorinina, P.; Luchko, S.; Sirosh, V.; Chekan, N. Influence of normal force on smoothing and hardening of the surface layer of steel 03X16N15M3T1 during dry diamond smoothing with a spherical indenter. Met. Process. 2022, 24, 6–22. (In Russian) [Google Scholar]
- Le, M.-T.; Van, A.-L.; Nguyen, T.T.; Dang, X.-B. Ecological design optimization of nozzle parameters for burnishing operation. J. Appl. Eng. Sci. 2023, 21, 686–697. [Google Scholar] [CrossRef]
- Le, M.-T.; Van, A.-L.; Nguyen, T.T. Impacts of burnishing variables on the quality indicators in a single diamond burnishing operation. J. Mech. Eng. 2023, 69, 155–168. [Google Scholar] [CrossRef]
- Varga, G.; Ferencsik, V. Experimental examination of surface micro-hardness improvement ratio in burnishing of external cylindrical workpieces. Cut. Tools Technol. Syst. 2020, 93, 114–121. [Google Scholar] [CrossRef]
- Felho, C.; Varga, G. 2D FEM investigation of residual stress in diamond burnishing. J. Manuf. Mater. Process 2022, 6, 123. [Google Scholar] [CrossRef]
- Konefal, K.; Korzynski, M.; Byczkowska, Z.; Korzynska, K. Improved corrosion resistance of stainless steel X6CrNiMoTi17-12-2 by slide diamond burnishing. J. Mater. Process. Technol. 2013, 213, 1997–2004. [Google Scholar] [CrossRef]
- Maximov, J.T.; Duncheva, G.V.; Anchev, A.P.; Ganev, N.; Amudjev, I.M.; Dunchev, V.P. Effect of slide burnishing method on the surface integrity of AISI 316Ti chromium-nickel steel. J Braz. Soc. Mech. Sci. Eng. 2018, 40, 194. [Google Scholar] [CrossRef]
- Okada, M.; Shinya, M.; Matsubara, H.; Kozuka, H.; Tachiya, H.; Asakawa, N.; Otsu, M. Development and characterization of diamond tip burnishing with a rotary tool. J. Mater. Process. Technol. 2017, 244, 106–115. [Google Scholar] [CrossRef]
- Tanaka, H.; Ishii, W.; Yanagi, K. Optimal Burnishing Conditions and Mechanical Properties of Surface Layer by Surface Modification Effect Induced of Applying Burnishing Process to Stainless Steel and Aluminum Alloy. J. Jpn. Soc. Technol. Plast. 2011, 52, 726–730. (In Japanese) [Google Scholar]
- Korzynski, M.; Dudek, K.; Korzynska, K. Effect of slide diamond burnishing on the surface layer of valve stems and the durability of the stem-graphite seal friction pair. Appl. Sci. 2023, 13, 6392. [Google Scholar] [CrossRef]
- Korzynski, M.; Dudek, K.; Kruczek, B.; Kocurek, P. Equilibrium surface texture of valve stems and burnishing method to obtain it. Tribol. Int. 2018, 124, 195–199. [Google Scholar] [CrossRef]
- Korzynski, M.; Dudek, K.; Palczak, A.; Kruczek, B.; Kocurek, P. Experimental models and correlations between surface parameters after slide diamond burnishing. Meas. Sci. Rev. 2018, 18, 123–129. [Google Scholar] [CrossRef]
- Skoczylas, A.; Zaleski, K.; Matuszal, J.; Ciecielag, K.; Zaleski, R.; Gorgol, M. Influence of slide burnishing parameters on the surface layer properties of stainless steel and mean positron lifetime. Materials 2022, 15, 8131. [Google Scholar] [CrossRef] [PubMed]
- Duncheva, G.V.; Maximov, J.T.; Anchev, A.P.; Dunchev, V.P.; Argirov, Y.B.; Velkov, S. Modeling and optimization of surface integrity and sliding wear resistance of diamond-burnished holes in austenitic stainless steel cylinder lines. Machines 2023, 11, 872. [Google Scholar] [CrossRef]
- Maximov, J.T.; Duncheva, G.V.; Anchev, A.P.; Dunchev, V.P. Explicit correlation between surface integrity and fatigue limit of surface cold worked chromium-nickel austenitic stainless steels. Int. J. Adv. Manuf. Technol. 2024, 133, 6041–6058. [Google Scholar] [CrossRef]
- ISO 6892-1:2019; Metallic materials—Tensile Testing—Part1: Method of Test at Room Temperature. ISO: Geneva, Switzerland, 2019.
- DIFFRAC.DQUANT. Quantitative Analysis from Calibration to Reporting; Bruker AXS GmbH: Karlsrue, Germany, 2018. [Google Scholar]
- Bulgarian National Standard 5297:1983; Metals—Fatigue Test Methods. BDS: Sofia, Bulgaria, 1983. (In Bulgarian)
- Miner, M.A. Cumulative damage in fatigue. J. Appl. Mech. 1945, 3, 159–164. [Google Scholar] [CrossRef]
- Maximov, J.T.; Duncheva, G.V.; Anchev, A.P.; Dunchev, V.P.; Ichkova, M.D. Improvement in fatigue strength of 41Cr4 steel through slide diamond burnishing. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 197. [Google Scholar] [CrossRef]
- Nikitin, I.; Altenberger, I.; Scholtes, B. Effects of deep rolling at elevated and low temperatures on the isothermal fatigue of AlSl304. Altern. Process. 2005, 70, 185–190. [Google Scholar]
- Pawlus, P.; Reizer, R.; Wieczorowski, M. Functional Importance of Surface Texture Parameters. Materials 2021, 14, 5326. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.; Pei, Z.J. Characterization Methods for Surface Integrity. In Surface Integrity in Mashining; Paulo, J., Ed.; Springer: London, UK, 2010; ISBN 978-1-84-882-974-2. [Google Scholar]
- Sedlacek, M.; Podgornik, B.; Vizintin, J. Correlation between standard roughness parameters skewness and kurtosis and tribological behaviour of contact surface. Tribol. Int. 2012, 48, 102–112. [Google Scholar] [CrossRef]
- Duncheva, G.V.; Maximov, J.T.; Anchev, A.P.; Dunchev, V.P.; Argirov, Y.B. Improvement in wear resistance performance of CuAl8Fe3 single-phase aluminum bronze via slide diamond burnishing. J. Mater. Eng. Perform. 2022, 31, 2466–2478. [Google Scholar] [CrossRef]
- Duncheva, G.V.; Maximov, J.T.; Anchev, A.P.; Dunchev, V.D.; Argirov, Y.B.; Kandeva-Ivanova, M. Enhancement of the wear resistance of CuAl9Fe4 sliding bearing bushings via diamond burnishing. Wear 2022, 510–511, 204491. [Google Scholar] [CrossRef]
- Zabala, A.; Blunt, L.; Tato, W.; Aginagalde, A.; Gomez, X.; Llavori, I. The use of areal surface topography characterisation in relation to fatigue performance. MATEC Web Conf. 2018, 165, 14013. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| DB Process Type | r, mm | Fb, N | f, mm/rev | v, m/min |
|---|---|---|---|---|
| Smoothing | 3 | 300 | 0.07 | 60 |
| Measuring Device | Bruker D8 Advance Diffractometer |
|---|---|
| X-ray tube | Long focus Cr—Kα |
| Crystallographic plane | Fe(γ)—(220) |
| Diffraction angle (2θ) | 128.78° (124° 133°) |
| Measuring method | Offset coupled TwoTheta/Theta (sin 2ψ method) |
| Scan mode | Continuous PSD fast |
| X-ray detector | SSD160-2 (1D scanning) |
| Collimator spot size | Standard Φ1.0 mm |
| Measurement time for single scan | Approx. 35 s |
| Elastic constant s1 | |
| Elastic constant 1/2s2 | |
| Voltage | 30 kV |
| Current | 40 mA |
| Step size | 0.5° |
| Time for step | 1 s |
| Bar | Fe | C | Si | Mn | P | S | Cr | Ni | Nb | Ti | Mo | Cu | Co | W | V |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ϕ30 | 66.8 | 0.045 | 0.13 | 1.77 | 0.027 | 0.017 | 18.7 | 9.44 | 0.036 | 0.005 | 1.99 | 0.575 | 0.184 | 0.118 | 0.074 |
| Hot-Rolled Bar | Yield Limit, MPa | Tensile Strength, MPa | Elongation, % | Hardness, HB |
|---|---|---|---|---|
| mm |
| Specimen | 2D Roughness Parameters | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| F | 0.041 | 0.054 | 0.15 | 0.255 | −0.329 | 6.527 | 0.134 | 0.058 | 0.066 |
| A | 0.047 | 0.064 | 0.197 | 0.293 | −0.559 | 7.542 | 0.146 | 0.064 | 0.117 |
| N | 0.049 | 0.062 | 0.172 | 0.241 | −0.255 | 4.946 | 0.156 | 0.069 | 0.081 |
| D | 0.048 | 0.066 | 0.164 | 0.406 | −1.29 | 11.032 | 0.149 | 0.065 | 0.115 |
| Specimens | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| F | A | N | D | ||||||||
| Depth mm | Error, MPa | Depth mm | Error, MPa | Depth mm | Error, MPa | Depth mm | Error, MPa | ||||
| Axial | Hoop | Axial | Hoop | Axial | Hoop | Axial | Hoop | ||||
| 0 | 110.8 | 30.4 | 0 | 130.6 | 37.6 | 0 | 84.9 | 53.2 | 0 | 130.1 | 88.7 |
| 0.02 | 77.6 | 28.5 | 0.02 | 29.2 | 33.5 | 0.02 | 60.8 | 70.2 | 0.02 | 62.9 | 77.1 |
| 0.05 | 60.7 | 35.5 | 0.05 | 21 | 48.7 | 0.06 | 48.3 | 50.7 | 0.05 | 61.9 | 34.2 |
| 0.12 | 56.8 | 53.1 | 0.07 | 33.3 | 75 | 0.09 | 36.7 | 60.5 | 0.1 | 29.5 | 35.4 |
| 0.17 | 35.2 | 52 | 0.13 | 33.4 | 47.4 | 0.15 | 27.7 | 36.1 | 0.18 | 37.6 | 37.7 |
| 0.22 | 33.5 | 23.7 | 0.21 | 21.8 | 44.6 | 0.23 | 33.0 | 19.8 | 0.23 | 36.4 | 38.7 |
| 0.3 | 37 | 36.9 | 0.26 | 34.3 | 22.5 | 0.31 | 30.4 | 40.3 | 0.28 | 41.5 | 37.8 |
| 0.36 | 27.5 | 41.9 | 0.32 | 24.4 | 34.2 | 0.37 | 32.7 | 28.2 | 0.33 | 29.3 | 31.5 |
| 0.4 | 33.6 | 24.8 | 0.46 | 39.4 | 31.1 | 0.43 | 26.6 | 30 | 0.39 | 46.0 | 31.4 |
| 0.48 | 47.9 | 22.2 | 0.5 | 35 | 33.5 | 0.49 | 37.3 | 33.9 | 0.44 | 27.3 | 34.7 |
| - | - | - | - | - | - | - | - | - | 0.49 | 40.3 | 35.7 |
| Finishing Process | , MPa | Scattering, MPa | |||
|---|---|---|---|---|---|
| Turning and polishing | 367.25 | 367.25 | 360.94 | 365 | |
| DB—F | 422.20 | 417.53 | 418.57 | 419 | |
| DB—A | 418.80 | 418.10 | 415.50 | 417 | |
| DB—N | 420.70 | 412.75 | 420.55 | 418 | |
| DB—D | 408.50 | 402.55 | 402.52 | 405 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Maximov, J.; Duncheva, G.; Anchev, A.; Dunchev, V.; Anastasov, K.; Argirov, Y. Sustainable Diamond Burnishing of Chromium–Nickel Austenitic Stainless Steels: Effects on Surface Integrity and Fatigue Limit. Appl. Sci. 2024, 14, 9031. https://doi.org/10.3390/app14199031
Maximov J, Duncheva G, Anchev A, Dunchev V, Anastasov K, Argirov Y. Sustainable Diamond Burnishing of Chromium–Nickel Austenitic Stainless Steels: Effects on Surface Integrity and Fatigue Limit. Applied Sciences. 2024; 14(19):9031. https://doi.org/10.3390/app14199031
Chicago/Turabian StyleMaximov, Jordan, Galya Duncheva, Angel Anchev, Vladimir Dunchev, Kalin Anastasov, and Yaroslav Argirov. 2024. "Sustainable Diamond Burnishing of Chromium–Nickel Austenitic Stainless Steels: Effects on Surface Integrity and Fatigue Limit" Applied Sciences 14, no. 19: 9031. https://doi.org/10.3390/app14199031