1. Introduction
Recent advancements in 3D printing technology have enhanced its utility and led to the cost-effective in-house production of customized tools across various fields. In the field of medical physics, there is an increasing number of studies focusing on the printing of imaging and dosimetry phantoms to be used in radiology, radiation oncology, and nuclear medicine departments [
1,
2,
3,
4]. It is important for an imaging or dosimetry phantom to mimic the radiological properties of the tissue or tissues that are the subject of interest to perform a particular clinical task. In the context of 3D printing, this goal can be achieved by adjusting the density of the printed part to match the density of the target tissue. This could be achieved by either selecting a printing material with an appropriate density or choosing appropriate printing parameters to adjust the density of the printed object.
Fused Deposition Modeling (FDM) is one of the 3D printing technologies that has gained widespread use due to offering users a broad spectrum of printing materials with a wide range of physical properties, which continues to grow over time. This makes FDM technology a major breakthrough for producing a variety of tissue-mimicking radiological phantoms. The radiological properties of commercially available FDM 3D printing filaments have been investigated in many studies by performing computed tomography (CT) scans and reporting the Hounsfield Unit (HU), since it provides a quantitative measure of the X-ray attenuation coefficient, thus allowing for the analysis of tissue equivalency [
5,
6,
7,
8,
9,
10]. For a typical body habitus, HU values range from around −900 HU to well above +1000 HU, corresponding to tissues such as the lungs and compact bone, respectively [
11].
Notably, Ma et al. conducted an extensive study encompassing a wide array of filaments from different vendors with densities between 0.75 g/cm
3 and 1.70 g/cm
3. The samples, all printed at a maximum achievable material density, yielded a range of HU values, spanning approximately from −250 to +1000, following a CT scan performed at 120 kVp [
12]. This study has proven that it is possible to mimic most of the tissues, except the lungs. On the other hand, even higher HU values have been achieved in different studies experimenting on new commercial filaments and their printing methods [
13,
14,
15]. Even further, there are studies that focused on the manufacture of bismuth and barium sulfate-infused Acrylonitrile Butadiene Styrene (ABS) filaments to fabricate very dense materials for radiation protection [
16,
17].
On the contrary, despite the abundance of high-density filaments, no filament option exists with a physical density as low as that of the lungs. This has prompted numerous studies focusing on regulating specific printing parameters in FDM printing to reduce the amount of filament deposited per unit volume, thereby decreasing the density of the printed object. Initial efforts have been concentrated on decreasing the infill rate; in other words, increasing the spacing between the printed lines on the axial plane. Unfortunately, this method has yielded unfavorable results, manifesting as increased uncertainties and inhomogeneities at lower infill rates [
14,
15,
18,
19,
20,
21,
22]. Several studies that adopted this approach resulted in lung phantoms with unrealistic tissue textures [
18,
21,
22,
23,
24]. On the other hand, some recent studies aimed to adjust the density of a printing job via the modulation of the flow rate and print speed [
25,
26]. Both parameters were used to govern the printed line width, rather than spacing between the printed lines. This allowed for the subpixel printing of lines and presented much better results in terms of homogeneity and texture control. Both novel approaches in both studies have been integrated into computational algorithms designed to read DICOM images on a voxel basis and generate a ‘G-code’ that contains adjustments to the flow rate or print speed, calibrated to achieve reference voxel-based densities, i.e., HU values. However, these algorithms are not accessible, and creating similar algorithms could be a challenging task for the majority of researchers. Therefore, the need for practical and accessible methods to mimic low-density tissues such as the lungs still stands.
The recent introduction of special filaments has paved a new way for printing low-density parts. One of these filaments is Light Weight PLA (LW-PLA), which was introduced by colorFabb. Differing from other PLA-based regular filaments, LW-PLA has the unique feature of utilizing active foaming technology triggered by the temperature. The expansion resulting from foaming allows users to achieve similar line widths with reduced flow rates at higher temperatures. Overall, this makes it possible to decrease the density of a 3D-printed object without compromising either the infill rate or the line width, thus maintaining a much higher level of homogeneity.
Taking into account the developments of 3D printer technologies and new filament materials, this study aims to investigate the impact of the printing temperature, flow rate, print speed, and print size on the physical density and corresponding HU values of 3D-printed LW-PLA samples.
2. Materials and Method
This study was conducted in three parts. The first part involved the analysis of the radiological properties of the LW-PLA samples printed at different temperatures and flow rates. This part also included 3D-printed samples with a regular PLA filament as a blank control, aiming to highlight the differences arising from the foaming feature of LW-PLA. The second part was dedicated to testing the reproducibility of the printing process. The third part was designed to investigate the effects of both the print size and print speed on the print job. The detailed structure of this study is described in the following section.
2.1. 3D Printing Cylindrical LW-PLA Samples for Radiological Characterization
In this study, a Raise3D Pro2 Plus printer (Raise3D, Irvine, CA, USA) was utilized with a 0.4 mm diameter nozzle. Prior to the printing process, ideaMaker 4.3.2 (Raise3D, Irvine, CA, USA) was used as the slicing software to generate the G-code for the cylindrical models. All models had identical dimensions of 1.5 cm diameter and 2 cm height (
Figure 1). Samples were printed with a 1.75 mm diameter LW-PLA filament from Colorfabb in Belfeld, Netherlands. This filament is special for its foaming at around 220 °C and above, which allows for a reduced density at the nozzle exit. The ability to control the density of the filament material specifically at the nozzle exit is crucial for having prints at lower densities, without making any changes (i.e., reduction) to the infill rate.
Cylindrical samples were printed in six groups of printing temperatures, ranging from 200 °C to 250 °C in increments of 10 °C. Each group was printed with 5 specific flow rate settings, as detailed in
Table 1. Other main printing parameters, such as the infill rate, print speed, layer thickness, and fan speed, were held constant across all printing jobs, set at 100%, 33 mm/s, 0.15 mm, and 50%, respectively. The infill pattern was chosen as ‘lines’.
For temperatures of 220 °C and above, the maximum applied flow rate was deliberately decreased in increments of 10%. This adjustment aimed to prevent any printing artifacts, such as swelling of the print due to overexpansion induced at high printing temperatures. This phenomenon is clearly demonstrated in
Figure 2, which depicts two samples: one printed with LW-PLA and the other with regular PLA (Porima, Turkey). Both samples were printed at a temperature of 250 °C and a flow rate of 100%. As is evident, the LW-PLA sample exhibited overexpansion, resulting in printing artifacts, whereas this is not observed in the sample printed with regular PLA.
In addition to the cylindrical LW-PLA samples, a set of cylindrical regular PLA samples were printed with identical dimensions to serve as blank controls. The printing temperature was chosen as 230 °C, which was the maximum value recommended by the vendor. Flow rates were set as 100%, 80%, 60%, 40%, and 20%. All other printing parameters were kept constant.
2.2. Testing for the Reproducibility of the Print Job
Following the printing of the primary LW-PLA samples, the printing process was repeated twice for all flow rates applied to three temperature groups: 210 °C, 230 °C, and 250 °C. This resulted in 30 additional samples, allowing for the analysis of reproducibility.
2.3. Investigating the Effect of Print Size and Print Speed
The LW-PLA filament is sensitive to heat transfer, which can be defined as a function of the printing temperature, flow rate, print speed, and cooling fan speed. In addition to these parameters, the horizontal cross-section may also play a role in the heat energy transferred to consecutive layers. Printing objects with a small cross-sectional area on the x–y plane means that the nozzle will travel more frequently across consecutive layers, potentially leading to higher heat exposure for each layer compared to print jobs with larger cross-sectional areas.
For this reason, this part of the study aimed to investigate the effect of the print size on the horizontal plane by printing three cylindrical samples with diameters of 1.5 cm, 3.5 cm, and 5.5 cm. The height of the samples was held constant at 2 cm. These samples were printed at 250 °C and a 60% flow rate with a print speed of 27 mm/s. This approach enabled us to interpret the influence of the print speed by comparing the findings from the 1.5 cm diameter samples printed at different speeds (33 mm/s and 27 mm/s), both in this part and earlier in the first section of this study.
2.4. Data Collection and Analysis
Prior to CT imaging, the mass of each sample was measured using an analytical balance, Weightlab WSA-224 (Weightlab Instruments, Istanbul, Turkey), with a sensitivity of 100 µg (
Figure 3). Accordingly, the physical densities of the samples were calculated and recorded.
After determining their densities, the printed samples were affixed to PMMA disks, which were designed and fabricated before, as in
Figure 4a. Subsequently, these disks were positioned within a cylindrical PMMA housing, characterized by its 0.5 mm thick walls, 15 cm inner diameter, and 30 cm length (
Figure 4b). The bottom plate of the housing was securely affixed with silicone, while the top plate was designed to be remountable, utilizing a liquid seal and four screws. To ensure stability during horizontal scanning, a pair of support materials was thoughtfully designed. Distilled water was introduced into the housing to establish the ‘water phantom’, as illustrated in
Figure 4c.
The water phantom has been imaged using a 128-slice Philips Ingenuity CT scanner. Imaging protocol includes a tube voltage of 120 kVp and effective tube current–time product of 310 mAs. The reconstructed slice thickness was 0.4 mm with a collimation of 64 × 0.625 mm per rotation. CTDIvol was recorded as 20.3 mGy in the body phantom, while SSDE was 46.1 mGy. The image reconstruction diameter, namely field of view (FOV), was 250 mm with a 512 × 512 matrix, resulting in a pixel size of 0.488 × 0.488 mm2.
Following the CT scan, the CT image was loaded into imQuest, a practical CT image analysis tool developed by Duke University and made available online [
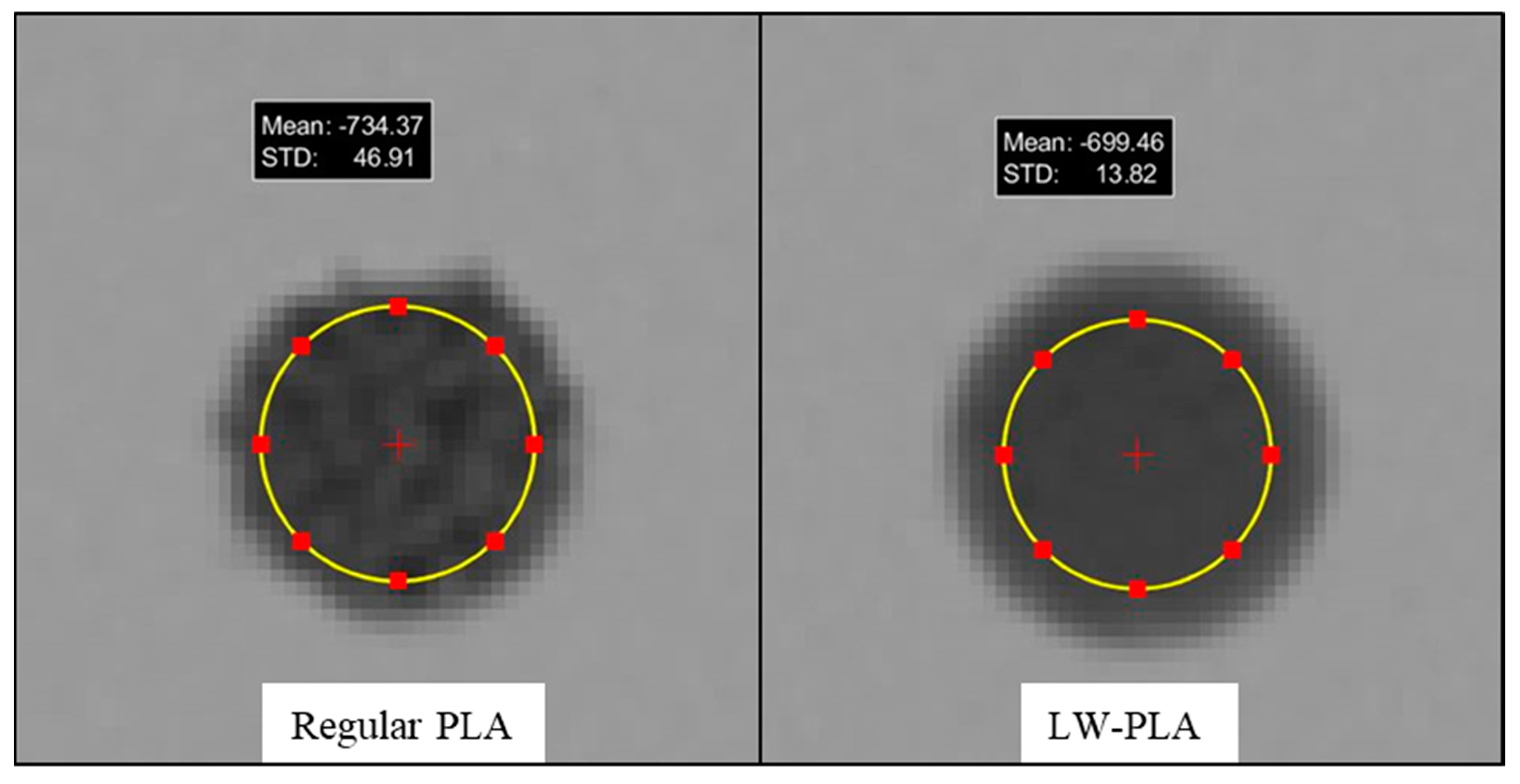
27]. Data collection involved drawing circular regions of interest (ROIs) with a diameter of 1 cm on 30 consecutive axial slices in the central portion of each sample. Mean HU values and their standard deviations (STDs) were recorded for every slice, as illustrated in
Figure 5, and then averaged over the 30 slices. Additionally, the standard deviation of the mean HU values was calculated as a measure of the homogeneity along the longitudinal axis. For simplicity, the average of the axial STD values is referred to as STD
xy notation, while STD
z is used for the STD of the mean HU values across the 30 slices.
The reproducibility of the samples was analyzed by averaging the mean Hounsfield Unit (HU) values obtained from three consecutive identical printing jobs and calculating the standard deviation across them. On the other hand, one-way ANOVA tests were performed to analyze the differences among the mean HU and STDxy values obtained from the sample groups with diameters of 1.5 cm, 3.5 cm, and 5.5 cm. Subsequent tests, such as Tukey and Tamhane, were conducted to identify the specific group or groups responsible for the observed differences.
4. Discussion
The manufacture of 3D-printed imaging and dosimetry phantoms, as alternatives to commercial phantoms, is an emerging field of research in medical physics. Despite concerns about the calibration and standardization of in-house 3D printing processes, advances in printing techniques and materials support the belief that 3D-printed phantoms may replace commercial phantoms in clinical quality assurance procedures [
28]. One of these printing techniques, FDM technology, offers users remarkable opportunities to mimic the radiological properties of most of the biological tissues via 3D printing. Numerous studies have investigated the impact of different printing materials and parameters on the radiological characterization of 3D-printed objects. These endeavors have introduced a wide range of materials and methods, with the goal of reproducing the radiological properties of various tissues. However, a common limitation is reported in the majority of these studies, which is associated with the use of low infill percentages in mimicking low-density tissues such as the lungs [
18,
21,
22,
23,
24,
29].
In this study, we investigated and introduced a novel technique for density modulation using a special filament, LW-PLA. Distinguished from regular PLA filaments, LW-PLA exhibits a foaming feature at printing temperatures above 220 °C. This unique characteristic offers users the opportunity to adjust the density of a printing job at the nozzle exit rather than on the print bed. Consequently, it allows for the production of print jobs with a significantly lower density, even when printed at 100% infill. To the best of our knowledge, there are no published studies on the radiological characterization of this type of filament or its associated printing technique.
The framework of this study was established based on the utilization of high printing temperatures to facilitate the expansion of LW-PLA. This phenomenon is expected to become dominant at high temperatures starting from around 220 °C. Therefore, the choice of high flow rates together with high temperatures may increase the magnitude of expansion experienced by the filament to such a point that it can deteriorate the geometric accuracy of the print job. An illustrative example of this issue is presented in
Figure 2, showcasing a sample printed at 250 °C with a 100% flow rate. Therefore, to prevent overexpansion and maintain the geometric accuracy of the printed samples, the maximum applied flow rate was reduced by 10% each time the printing temperature was increased by 10 °C.
The findings of the LW-PLA samples are illustrated in
Table 2. The density of the cylindrical samples varied between 0.36 g/cm
3 and 1.21 g/cm
3. The lowest density was observed for the sample printed at 250 °C with a 20% flow rate, while the highest density was observed for the sample printed at 210 °C with a 100% flow rate. These results demonstrate a reduction in the density of up to 70% for the same printing material with a constant infill of 100%. As expected, strong linear correlations were observed between the flow rate and density at all printing temperatures (R
2 > 0.99). Additionally, the findings from the regular PLA samples, printed at 230 °C with different flow rates between 100% and 20%, showed very similar densities, as given in
Table 3.
CT scans of the LW-PLA samples revealed mean Hounsfield Unit (HU) values ranging from −702.7 HU to +141.4 HU. Similarly, the regular PLA samples yielded comparable results. However, the STD
xy values obtained from the regular PLA samples were expectedly found to be higher than the values observed in the LW-PLA samples. The magnitude of this difference reaches threefold for the flow rate of 20%, as indicated in
Table 4. These results demonstrate that, due to its foaming feature, the LW-PLA filament is superior to regular PLA filaments in printing low-density parts with a homogeneous texture.
The axial and longitudinal homogeneity (STDxy and STDz) of the LW-PLA samples were statistically evaluated, and neither of the STD datasets showed any correlation with the flow rate, printing temperature, or mean HU. For STDxy, the median value was ±9.3 HU, with a third quartile value of ±11.9 HU. This suggests that, for the majority of the printing jobs, the axial homogeneity is comparable to that of distilled water, measured at ±7.5 HU. On the other hand, the STDz of the LW-PLA samples ranged from ±1.1 HU to ±9.0 HU, with a median of ±5.4 HU, while that of the regular PLA samples was observed up to ±10 HU, with a median of ±8.4 HU. For water, the STDz was recorded as ±0.6 HU. These findings imply that the homogeneity of 3D-printed samples along the longitudinal axis is slightly below the reference level measured in water, regardless of the filament used. This could potentially be attributed to the minor fluctuations that may occur in the printing parameters during the printing process.
The LW-PLA filament is sensitive to changes in the exerted heat energy, primarily governed by the printing temperature, flow rate, and print speed. Additionally, the axial dimensions of the print job can be considered as an important factor influencing the heat transfer experienced by consecutive layers. For this reason, the cylindrical LW-PLA samples were printed with different diameters and at a lower speed than the previous print jobs (27 mm/s print speed used instead of 33 mm/s) to investigate the effects of the sample dimensions and print speed on the radiological property.
The results revealed that the print speed plays an important role in the physical and radiological properties of a print job. It was observed that reducing the print speed from 33 mm/s to 27 mm/s for the sample printed at 250 °C and a 60% flow rate resulted in an almost 50% reduction in both the physical density and mean HU value. This difference can be explained by defining the relationship between the print speed and absolute volumetric flow rate, rather than the percent flow rate, which is defined as a multiplier of the absolute volumetric flow rate.
For a print job, the absolute volumetric flow rate is determined by the multiplication of three factors, which are the layer height, line width, and print speed. So, reducing the print speed while keeping the layer height and line width constant would result in a reduction in the absolute volumetric flow rate as well. This is clearly indicated by the mass measurements taken from the samples. The sample printed at 250 °C, a 60% flow rate, and 33 mm/s weighed 2.72 g, while the sample printed at an identical printing temperature and percent flow rate but at a 27 mm/s print speed weighed 1.53 g. This shows that, despite keeping the percent flow rate constant at 60%, the absolute volumetric flow rate decreased due to the execution of a lower print speed, resulting in the extrusion of less amount of filament.
The statistical analyses conducted across the findings of the print jobs with different diameters revealed significant reductions in the STDx values with the increasing diameter of the print job. Additionally, the mean HU value of the sample with a 5.5 cm diameter (−582.4 HU) was found to be significantly lower than the mean HU values of the other two samples (−589.1 HU and −587.4 HU). Although statistically significant, this difference corresponds to a relative difference of 1.1% and does not represent a critical change. The STDz, on the other hand, was observed to change arbitrarily among the samples, suggesting that it does not depend on the dimensions of the print job.
The reproducibility of the print job was analyzed, and similar HU values were consistently obtained for the repeated printing jobs at 210 °C, 230 °C, and 250 °C, as illustrated in
Table 5. The most significant absolute difference occurred between the first and second printing jobs performed at 230 °C with a 60% flow rate, corresponding to a relative difference of 4%. The majority of samples exhibited HU values remaining within one standard deviation of the average HU, recorded as ±5.9 at most. These findings indicate that the printing jobs are reproducible, as supported by strong correlations (R
2 > 0.99) between the flow rate and mean HU at all printing temperatures, as depicted in
Figure 6.
The HU range achieved in this study suggests that the LW-PLA filament is capable of replicating the radiological properties of most tissues and organs, as illustrated in
Figure 7. This excludes only compact bones and low-density portions of the lungs, which have HU values beyond +350 HU and around −900 HU, respectively [
30,
31]. Nevertheless, our findings suggest that low-density lung-equivalent samples could be successfully achieved via the further adjustment of the printing parameters, especially the print speed. The selection of a layer thickness higher than 0.15 mm can also contribute to a further reduction in the density, as reported in the literature [
12]. Finally, a slight reduction in the infill percentage could be considered to achieve lower HU values while ensuring that the homogeneity (i.e., STD) of the sample remains at an acceptable level.
Importantly, this study demonstrated a significantly improved homogeneity in the lower Hounsfield Unit (HU) range compared to studies where a similar HU range is achieved by controlling the infill percentage. For instance, Madamesila et al. used a high-impact polystyrene (HIPS) filament in their study to 3D print low- and high-density lung inserts with reduced infill percentages. Following CT imaging with a resolution of 0.5 mm × 0.5 mm × 0.4 mm, they reported mean HU values comparable to those of a commercial phantom, recorded as −826 HU and −483 HU. However, the STD
xy value was found to be ±120 HU for the 3D-printed lung low insert, which is far beyond the ±17 HU observed in the commercial phantom [
19]. Other studies also reported similar limitations due to a reduced infill percentage [
18,
21,
22,
23,
24,
29]. Dancewicz et al., on the other hand, conducted a similar study with a variety of filaments, including regular PLA, photoluminescent PLA, and ABS, for printing soft-tissue-equivalent inserts as an alternative to a commercial Gammex phantom. Differently from former studies, they conducted a CT scan with a relatively lower spatial resolution of 1.37 mm × 1.37 mm × 2 mm and reported STD
xy values between ±1 HU and ±14 HU for 3D-printed inserts with mean HU values between −580 HU and −900 HU [
14]. Tino et al. designed and printed gyroid structures with different geometric parameters and obtained −874 HU samples with an STD
xy of ±23 HU following a CT scan at 140 kVp with a spatial resolution of 1.17 mm × 1.17 mm × 3 mm [
32]. These results highlight the impact of different CT imaging protocols, especially on the STD
xy values of the scanned objects. It is known that image noise can be significantly reduced by selecting lower spatial resolution settings. Leary et al. reported up to a 20-fold difference in the STD
xy for identical samples scanned at different spatial resolution settings of 0.24 mm × 0.24 mm × 1 mm and 1.17 mm × 1.17 mm × 3 [
33]. In our study, we implemented a CT protocol established for cardiovascular head and neck exams, performed at a relatively higher spatial resolution when compared to other clinical CT imaging tasks. Accordingly, CT images of the samples were acquired at 120 kVp and 310 mAs, with a spatial resolution of 0.488 mm × 0.488 mm × 0.4 mm.
There are a number of studies that achieved a low HU range with better homogeneities by either using different filaments or adjusting parameters other than the infill percentage [
15,
25,
26]. Kozee et al. used an ultralight polypropylene (PP) filament with a density of 0.75 g/cm
3 and printed lung models with 25% infill, corresponding to −829.6 ± 33.7 HU [
15]. However, one drawback about a PP filament is that it is not suitable for use to print soft tissues due to its low density. LW-PLA, on the other hand, can be used for both the lungs and other soft tissues. Okkalidis et al. developed a software that modulates the flow rate during a printing job [
25]. Mei et al. developed a similar software that, instead of the flow rate, modulates the printing speed during a printing job [
26]. Both studies achieved realistic lung textures by meticulously controlling the width of the printed lines at subpixel dimensions. However, these algorithms are not readily available, and developing similar algorithms could pose a challenging task for most researchers. In addition, the use of LW-PLA could both shorten the printing time and reduce the amount of filament material required for a similar printing job.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}